Область техники
Изобретение относится к волокнистому продукту, особенно к продукту из бумаги тиссью, продукту из нетканого материала или к гибридному продукту из этих материалов и предпочтительно к продуктам для гигиены и чистки, согласно признакам ограничительной части п.1 формулы изобретения. Изобретение также относится к тиснильному валу для изготовления такого волокнистого продукта и к устройству и способу изготовления таких волокнистых продуктов.
Предпосылки к созданию изобретения и известный уровень техники
Продукты для гигиены или протирки в основном включают все виды бумаги тиссью, крепированной в сухом состоянии; бумаги, крепированной в мокром состоянии; бумаги TAD, полученной посредством технологии сушки воздухом; бумаги, изготовленной с использованием процесса USTAD (получения некрепированной бумаги TAD), с использованием процесса Atmos (компании Voith) или процесса NTT (компании Metso); и процесса получения настила из целлюлозы или целлюлозной массы; или включают все виды нетканых материалов или их сочетания, ламинаты или смеси. К типичным свойствам этих продуктов для гигиены и чистки (уборки) относятся: надежное поглощение энергии растягивающего напряжения; их драпируемость, хорошая текстилеподобная гибкость; свойства, которые часто называют «объемной мягкостью»; большей поверхностной мягкостью и большим удельным объемом и большей толщиной на ощупь. Желательными характеристиками этих продуктов являются: как можно более значительная способность впитывания жидкости; соответствующая прочность в мокром состоянии и в сухом состоянии в зависимости от применения; а также воспринимаемый зрительно привлекательный внешний вид внешней поверхности продукта. Благодаря этим свойствам, среди прочих, обеспечивается возможность использования этих продуктов для гигиены и чистки, в числе которых можно упомянуть некоторые из этих продуктов, пригодных для использования, например, в качестве салфеток для чистки (протирки), например: салфеток для чистки из бумаги или из нетканых материалов; салфеток для чистки ветровых стекол автомобилей; обтирочных материалов на производстве; кухонных бумажных полотенец и т.п.; в качестве санитарно-гигиенических продуктов, например: бумажных полотенец для ванных комнат; носовых платков из бумаги или нетканого материала; хозяйственных полотенец и т.п.; в качестве косметических салфеток для протирки, например для лица; и в качестве салфеток или маленьких полотенец. Кроме того, продукты для гигиены и чистки могут быть сухими, влажными, мокрыми, отпечатанными или предварительно обработанными любым способом. Кроме того, продукты для гигиены и чистки могут быть сложены, проложены листами или отдельно уложены; уложены стопками или скатаны в рулон, соединены или не соединены любым пригодным способом.
Благодаря приведенным выше характеристикам продукты можно использовать для личной гигиены и в хозяйственных целях, а также в коммерческих и производственных областях. Они приспособлены к поглощению текучих сред, удалению пыли, для использования в декоративных целях, для заворачивания (упаковки) или даже в качестве поддерживающего материала, что является обычным, например, в медицинской практике или в госпиталях.
Если бумагу тиссью изготавливают из целлюлозной массы, то процесс по существу включает: этап формования, который включает использование: напорного ящика, сеточной части для формования и сушильной части (например, сушку воздухом (TAD) или обычную сушку на сушильном барабане «Янки»). Процесс изготовления также обычно включает процесс крепирования, существенный для производства бумаги тиссью, и, наконец, обычные процессы контроля качества и намотки и производственные площади для этого.
Бумагу можно формовать посредством укладки волокон в ориентированном или хаотическом порядке, на один постоянно обращаемый сеточный транспортер или между двумя постоянно обращаемыми сеточными транспортерами бумагоделательной машины при одновременном удалении основного количества воды для разбавления до тех пор, пока содержание сухого твердого вещества не составит (обычно) от 12% до 35%.
Сушку сформованного первичного волокнистого полотна производят в ходе одного или большего количества этапов посредством использования механических и тепловых средств до тех пор, пока окончательно содержание сухого твердого вещества не составит (обычно) от около 93% до 97%. В случае изготовления бумаги тиссью после этой стадии часто следует процесс крепирования, посредством которого оказывают существенное влияние на свойства готового продукта из бумаги тиссью при осуществлении обычных процессов. Обычный сухой процесс крепирования включает крепирование на сушильном барабане, обычно имеющем диаметр от 4,0 м до 6,5 м, так называемом сушильном барабане «Янки», посредством использования крепирующего шабера, при упомянутом выше окончательном содержании сухого твердого вещества в сырьевой бумаге тиссью. Можно также использовать процесс мокрого крепирования, если к качеству бумаги тиссью предъявляют более низкие требования. Крепированная, окончательно высушенная сырьевая бумага тиссью, так называемая «базовая» бумага тиссью, затем пригодна для дальнейшей переработки в бумажный продукт из бумаги тиссью.
Вместо описанного выше обычного процесса изготовления бумаги тиссью можно использовать модифицированную технологию, посредством которой повышают средний удельный объем бумаги посредством специального вида сушки, которая ведет к повышению объемной мягкости бумаги тиссью. Этот процесс, существующий в виде ряда различных подтипов, называется технологией сушки воздухом (TAD). Этот процесс отличается тем, что «первичное» волокнистое полотно, выпускаемое после стадии формования и образования бумажного листа, предварительно сушат до содержания сухого твердого вещества, составляющего около 80%, до окончательной контактной сушки на сушильном барабане «Янки» посредством продувки горячего воздуха сквозь волокнистое полотно. Волокнистое полотно поддерживают на воздухопроницаемом сеточном транспортере, или ленте, или на текстильном материале для TAD и во время транспортировки волокнистого полотна его направляют поверх поверхности воздухопроницаемого вращаемого цилиндрического барабана, так называемого барабана для TAD. Структурированием поддерживающего сеточного транспортера или ленты обеспечивают возможность выработки любого рисунка в сжимаемых зонах, расщепляемых посредством деформации во влажном состоянии, также называемом «формованием», приводящим в результате к увеличению средних удельных объемов и, следовательно, приводящим к увеличению объемной мягкости без существенного снижения прочности волокнистого полотна.
Для изготовления многослойных продуктов из бумаги тиссью, например носовых платков, полотенец для ванных комнат, полотенец или хозяйственных полотенец, часто осуществляют промежуточный этап с использованием так называемого «процесса дублирования», при котором обычно собирают желаемое количество слоев базовой бумаги тиссью и сматывают в обычный многослойный материнский рулон.
Этапы переработки базовой бумаги тиссью, которую уже опционально намотали в несколько слоев, осуществляют на обрабатывающих машинах (преобразующих машинах), на которых выполняют операции, включающие, например: размотку базовой бумаги тиссью; повторное глажение бумаги тиссью; печатание; тиснение в степени, связанной с нанесением адгезива на всю площадь и/или с нанесением адгезива местами для придания адгезивных свойств отдельным слоям, подлежащим соединению вместе; а также разрезание в продольном направлении; складывание; разрезание в поперечном направлении; укладку и складывание вместе множества отдельных слоев бумаги тиссью и их упаковку; а также складывание их вместе для образования упаковок или пачек больших размеров. Такие этапы обработки могут также включать операции по нанесению таких веществ, как, например, ароматизаторы, лосьоны, мягчители или другие химические добавки. Отдельные слои бумажных полотен можно также подвергать предварительному тиснению, а затем соединять в зоне контакта валов согласно способам тиснения, известным в данной области производства. Любое тиснение может привести к образованию тисненых элементов, имеющих одинаковую высоту, или к образованию тисненых элементов, имеющих различные высоты. Способы скрепления слоев, например, с помощью механических или химических средств являются другими хорошо известными способами, в основном используемыми для изготовления носовых платков, маленьких полотенец, полотенец для ванных комнат и хозяйственных полотенец.
Термин «тиснение» не ограничен процессом механического изменения физической структуры бумаги тиссью в преобразующей части процесса изготовления бумаги тиссью. Термин «тиснение» также включает любые изменения физической структуры базовой бумаги тиссью в частях формования или сушки процесса изготовления бумаги тиссью посредством использования структурированных сеток или текстильных материалов в виде сукон, или лент, или шаберов (например, в одном потоке с процессами Atmos, NTT или CPN).
Хорошо известная технология, направленная на увеличение толщины бумажного продукта, заключается в тиснении бумажного полотна. Процесс тиснения можно осуществлять в зоне контакта между тиснильным валом и опорным валом. Тиснильный вал может содержать выступы на его окружной поверхности, с помощью которых можно формировать так называемые «тисненые углубления» в бумажном полотне, или может содержать углубления в его окружной поверхности, с помощью которых можно формировать так называемые «тисненые выступы» в бумажном полотне.
Опорные валы могут быть мягче соответствующего тиснильного вала и могут состоять из каучука, например натурального каучука, или пластиковых материалов, бумаги или стали.
Для изготовления многослойных продуктов из бумаги тиссью, особенно полотенец из бумаги тиссью для ванных комнат и хозяйственных полотенец из бумаги тиссью, было создано три основных способа тиснения и скрепления слоев с помощью адгезива. К ним относятся: точечное тиснение по способу Goffra Incolla; способ «двойного тиснения и одного ламинирования» (DESL) с образованием гнезд; способ «выступ к выступу/подошва к подошве». Другие способы изготовления многослойного продукта из бумаги тиссью основаны на процессе механического скрепления слоев без использования адгезивов, например посредством механического сжатия слоев. До скрепления слоев слои часто подвергают тиснению в зонах контакта тиснильного вала и опорного вала.
Согласно первому упомянутому способу изготовления Goffra Incolla первое полотно пропускают через зону контакта между тиснильным валом и опорным валом. В этой зоне контакта полотно обеспечивают тисненым рисунком. После этого с помощью аппликаторного вала наносят адгезив на те части первого полотна, где имеются выступающие тиснильные элементы на тиснильном валу. Адгезив переносят из ванны с адгезивом с помощью вала для переноса адгезива на аппликаторный вал. К первому полотну подводят второе полотно и прикрепляют с помощью адгезива к первому полотну в зоне контакта между так называемым «соединительным валом» и тиснильным валом. Скрепление адгезивом происходит в тех местах, где был нанесен адгезив.
Второй способ изготовления (DESL/с образованием гнезд) очень похож на описанный выше способ Goffra Incolla. Он содержит дополнительную пару валов, состоящую из второго тиснильного вала и второго опорного вала. Дополнительная пара валов служит для тиснения второго полотна до его прикрепления с помощью адгезива к первому полотну с использованием соединительного вала. Обычно дополнительную пару валов располагают вблизи первой пары валов и соединительного вала. Такое близкое расположение особенно важно при использовании так называемого способа с образованием гнезд. Способ с образованием гнезд можно рассматривать как особый случай общего способа изготовления DESL. Для осуществления способа с образованием гнезд тиснильные элементы первого тиснильного вала и тиснильные элементы второго тиснильного вала располагают таким образом, чтобы тисненые элементы первого тисненого слоя и тисненые элементы второго тисненого слоя входили друг в друга подобно зубьям в зубчатом зацеплении. Это служит для достижения взаимной стабилизации двух слоев. Однако для способа изготовления DESL такая взаимосвязь между тиснеными элементами первого, верхнего, слоя и второго, нижнего, слоя не должна применяться. Тем не менее, в литературе термин DESL часто используется как синоним способа с образованием гнезд.
Третий способ изготовления (выступ к выступу/подошва к подошве) подобен способу DESL. С помощью двух пар валов оба слоя: верхний слой и нижний слой, подвергают тиснению соответственно. Адгезив наносят на тисненые выступы первого слоя. Однако прикрепление слоя не достигают с помощью соединительного вала, как в способе DESL, а достигают непосредственно с помощью выступающих тиснильных элементов второго тиснильного вала. Для достижения этого требуется точное регулирование ширины зазора между первым тиснильным валом и вторым тиснильным валом, который в основном определяется отдельной толщиной обоих полотен (верхнего слоя и нижнего слоя). Кроме того, тиснильные валы должны быть спроектированы таким образом, чтобы по меньшей мере некоторые из выступающих тиснильных элементов обоих валов были обращены друг к другу. Это является причиной употребления терминологии: выступ к выступу или подошва к подошве.
Все описанные выше способы обладают следующими общими признаками: первый тиснильный вал формируют из твердого материала, обычно металла, в частности стали, но также известны тиснильные валы, изготовленные из твердой резины или твердых пластиковых материалов. Тиснильный вал может быть охватываемым валом, содержащим отдельные выступы. Альтернативно тиснильный вал может быть охватывающим валом с отдельными тиснильными углублениями.
Опорный вал обычно содержит резиновое покрытие. Однако также известны структурированные опорные валы, в частности валы, изготовленные с использованием бумаги, резины или пластиковых материалов или стали.
Аппликаторный вал для нанесения адгезива обычно также снабжен резиновым покрытием с ровной гладкой окружной поверхностью, где твердость резинового покрытия находится между твердостью опорного вала и твердостью соединительного вала. Обычно используемые величины твердости резинового покрытия составляют от 70 до 85 единиц по Шору (по шкале A). При выборе резинового материала должна быть обеспечена его совместимость с адгезивом, подлежащим нанесению.
Устройство для нанесения адгезива, состоящее из аппликаторного вала, вала для переноса адгезива и ванны с адгезивом, может быть выполнено в виде так называемого «устройства с погруженным валом», в котором вал для переноса адгезива погружен в ванну с адгезивом, где транспортировку адгезива осуществляют посредством использования поверхностного натяжения, и адгезив вытягивается из ванны с адгезивом. Посредством регулирования зазора между валом для переноса адгезива и аппликатором, или аппликаторным валом, можно регулировать количество адгезива, подлежащего нанесению. Аппликаторные валы могут быть структурированными валами. Кроме того, стали известны валы для переноса адгезива, содержащие выраженные лункообразные углубления в их окружных поверхностях. Такие валы для переноса адгезива известны как «анилоксовые валы». Такой вал обычно изготавливают из керамического материала или этот вал изготавливают из стали или меди и покрывают хромом. Избыточное количество адгезива удаляют с поверхности анилоксового вала с помощью шабера. Количество адгезива определяется объемом и количеством углублений.
Альтернативные устройства для нанесения адгезива основаны на распыливающем оборудовании (например, на технологии Weko).
Второй возможностью влияния на количество переносимого адгезива является регулирование разницы окружных скоростей вала для переноса адгезива и аппликаторного вала. Обычно вал для переноса адгезива вращают с более низкой скоростью, чем аппликаторный вал. Окружная скорость вала для переноса адгезива обычно составляет от 5% до 100% первой окружной скорости аппликаторного вала. Ванна с адгезивом может быть спроектирована как простой лоток; устройства для нанесения с шабером могут быть также спроектированы как устройства, заключенные в камеру.
В технологиях тиснения Goffra Incolla с точечным тиснением и DESL с образованием гнезд используют дополнительный вал, так называемый «соединительный» вал для соединения вместе слоев. Соединительный вал обычно содержит гладкую резиновую поверхность с твердостью около 90-95 единиц по Шору (по шкале A). Пригодным материалом является, например, NBR (акрилонитрилбутадиеновый каучук). Однако стали также известны соединительные валы, которые, в дополнение к резиновому покрытию, снабжены стальным покрытием. Такое стальное покрытие часто обеспечивают в виде стальной ленты, спирально навитой на резиновое покрытие, как это описано в WO2004/065113.
В случае когда одинарные слои отдельно или вместе подвергают предварительному тиснению, используют так называемое устройство для предварительного микротиснения. Такое устройство для предварительного тиснения часто используют в сочетании с технологией Goffra Incolla. Также обычно производят печатание по продукту из бумаги тиссью до или после этапа скрепления слоев. Известны также варианты осуществления, включающие применение химических веществ, особенно лосьонов и мягчителей.
Другое хорошо известное оборудование для тиснения (для так называемого «объединяющего тиснения») содержит стальной тиснильный вал и соответствующий опорный стальной вал. Поверхности этих валов формируют таким образом, чтобы при их использовании достигались деформация бумаги и механическое скрепление слоев без использования адгезивов за один этап тиснения.
При использовании одного из описанных выше трех способов тиснения, а также технологии «выступ к выступу» предпочтительно обеспечить регулирование натяжения полотна как до, так и после скрепления слоев, потому что физические свойства полотна, а особенно характеристика «нагрузка-удлинение», могут измениться в значительной степени на этапе тиснения.
Тиснение служит не только для обеспечения объемности волокнистого продукта, но также для обеспечения улучшенного воспринимаемого зрительно внешнего вида продукта. Воспринимаемый зрительно внешний вид продукта важен для потребителя продуктов, а также он служит для обеспечения более высокого признания продукта. Воспринимаемый зрительно внешний вид продукта может быть улучшен посредством объединения этапов тиснения и крашения. Другой целью выполнения тиснения является достижение более высокой поглощающей способности или улучшенной мягкости на ощупь.
Ранее в данной области производства использовали различные технологии тиснения для достижения желаемого визуального эффекта от тисненых рисунков. Одной возможностью достижения визуального эффекта является определение конкретных областей в тисненом продукте, в которых плотность точек, т.е. расстояния между отдельными, эквидистантно расположенными тиснеными точками, отличается от плотности точек в смежных областях.
Другой возможностью достижения визуального эффекта является расположение отдельных тисненых выступов таким образом, чтобы они образовывали линейный рисунок. Пример такого линейного совмещения отдельных тисненых выступов раскрыт в US 6520330 B1. Тисненый рисунок, представленный в этом патенте, сформирован из одинаковых тисненых выступов, расположенных на различных расстояниях от соседних тисненых выступов таким образом, чтобы создавался воспринимаемый зрительно внешний вид.
Дополнительная возможность заключается в создании воспринимаемого зрительно внешнего вида посредством выбора различных размеров тиснильных выступов. Такие рисунки представлены в EP 1253242 A2 и EP 1209289 A1 также с использованием концепции совмещения одинарных тиснильных выступов.
Существует несколько опциональных решений для обеспечения хорошего воспринимаемого зрительно внешнего вида тисненого волокнистого продукта. В EP 1047546 B1 описан продукт с непрерывным фоновым рисунком тисненых углублений и с определенными нетиснеными зонами, действующими как элементы орнамента. Видимость таких элементов может быть повышена посредством обеспечения линейных массивов из точкообразных тисненых углублений вдоль элементов орнамента.
Продукт из бумаги тиссью с отдельными микротиснеными областями и дополнительными линейными углублениями, представляющими орнаменты, известен из US 2007/0122595 A1. Линейные углубления могут быть обеспечены либо внутри микротисненых областей, либо полностью вне микротисненых областей и внутри нетисненых областей продукта из бумаги тиссью.
Элементы орнамента согласно DE 202006009 274 U1 сформированы из нетисненых областей внутри всего рисунка точкообразных тисненых углублений, равномерно распределенных по продукту.
Продукт из бумаги тиссью согласно US 2006/0286885 A1 содержит тисненый рисунок с элементами орнамента, окруженными замкнутыми линейными тиснеными углублениями. Кроме того, тисненый фоновый рисунок, сформированный из точкообразных микротисненых углублений, прерывается макровыступами, определяющими рисунки, подобные прошивке, для улучшения воспринимаемого зрительно эффекта от продукта.
Раскрытие изобретения
Целью изобретения является создание волокнистого продукта, тиснильного вала, устройства для изготовления и способа изготовления такого продукта для улучшения воспринимаемого зрительно внешнего вида и мягкости на ощупь продукта.
Эта цель достигается посредством создания волокнистого продукта, обладающего признаками согласно п.1 формулы изобретения, и создания тиснильного вала для изготовления такого волокнистого продукта, обладающего признаками согласно п.11 формулы изобретения. Тиснильное устройство для изготовления такого волокнистого продукта и способ изготовления такого волокнистого продукта определены признаками согласно пп.13 и 17 формулы изобретения. Предпочтительные варианты осуществления раскрыты в зависимых пунктах формулы изобретения.
Волокнистый продукт согласно изобретению является, в частности, продуктом из бумаги тиссью, нетканого материала или из их сочетаний и предпочтительно продуктом для гигиены и чистки (уборки). Волокнистый продукт содержит по меньшей мере один слой с поверхностью, частично покрытой тисненым рисунком, отличающийся тем, что рисунок содержит первую зону, микротисненую с образованием по меньшей мере 25 тисненых углублений на см2, формирующих фоновый тисненый рисунок, где первая зона является непрерывной зоной. Рисунок дополнительно содержит множество вторых зон без тисненых углублений, где вторые зоны образуют по меньшей мере один элемент орнамента. Наконец, рисунок содержит в дополнение ко вторым зонам по меньшей мере одну третью зону, в большой степени окруженную линейными углублениями.
Термин «поверхность» также включает механическое изменение физической структуры слоя бумаги тиссью в третьем измерении, таким образом, чтобы на углубленную поверхность слоя бумаги тиссью, находящуюся ниже поверхности, можно было также оказывать воздействие при выполнении этапа тиснения.
Другими словами, тисненый рисунок содержит три вида отдельных зон, где вторые зоны не обеспечены тиснеными углублениями. Причина, по которой такие вторые зоны все еще рассматриваются как часть тисненого рисунка, заключается в том, что вторые зоны могут быть расположены на несколько приподнятом или углубленном уровне для увеличения видимости элементов орнамента, представленных вторыми зонами. Посредством первой микротисненой зоны в большой степени создается ощущаемая объемность продукта. Однако первая зона выполняет вторую функцию, заключающуюся в окружении вторых зон, внешние формы которых представляют конкретные элементы орнамента, которые может воспринимать зрительно потребитель. Вторые зоны можно также использовать для добавления технического воздействия к их воспринимаемому зрительно внешнему виду. Так как вторые зоны имеют плоскую и гладкую поверхность, они способствуют усилению восприятия волокнистого продукта на ощупь. Этим объясняется причина того, что третьи зоны не должны полностью лежать внутри вторых зон. По меньшей мере одна третья зона в большой степени окружена линейными углублениями, которые могут быть либо непрерывными, либо прерывистыми. Помимо того, что третьи зоны оказывают заметное, воспринимаемое зрительно воздействие, они также выполняют вторую функцию, заключающуюся в том, что их можно использовать для обеспечения скрепления слоев: тисненого слоя и одного или большего количества дополнительных слоев многослойного продукта.
Микротисненая первая зона предпочтительно отличается тем, что содержит 30-160 тисненых углублений на см2, в частности 30-120 тисненых углублений на см2 и наиболее предпочтительно 45- 100 тисненых углублений на см2. Эти тисненые углубления представляют фоновую тисненую область первой зоны.
В случае если количество тисненых углублений меньше 25/см2, то становится сложно отчетливо распознать орнамент второй зоны, так как границы между различными зонами становятся менее четкими. Если количество тисненых углублений превышает 160/см2, то одиночное тисненое углубление становится очень маленьким и плоским, и его невозможно отчетливо распознать как отдельное тисненое углубление. Если количество тисненых углублений превышает 160/см2, то из-за этого потребителю становится сложно отчетливо определить различия между первой и второй зонами. Кроме того, такое большое количество тисненых углублений в первой зоне ведет к уменьшению объемности готового волокнистого продукта и снижению его поглощающей способности.
Предпочтительно, чтобы дизайн вторых зон и по меньшей мере одной третьей зоны был подобным или одинаковым, т.е чтобы элемент орнамента, представленный вторыми зонами, тематически соответствовал элементам орнамента, образованным линейными углублениями по меньшей мере одной третьей зоны.
Для повышения воспринимаемого зрительно воздействия от вторых зон могут быть предприняты некоторые конкретные меры либо отдельно, либо в сочетании. С одной стороны, воспринимаемый зрительно внешний вид вторых зон может быть улучшен посредством использования крепированной в сухом состоянии бумаги, являющейся как можно более плоской. Если используют бумагу, изготовленную по способу TAD, то материал получается значительно более неровным, в результате чего контраст между вторыми зонами и микротиснеными углублениями фонового рисунка первой зоны получается менее резким. В результате этого видимость элементов орнамента вторых зон получается низкой. В качестве второй меры можно использовать регулирование тисненых углублений первой зоны таким образом, чтобы некоторые из этих углублений плотно окружали вторые зоны и следовали вдоль желаемого контура вторых зон. Это может быть достигнуто посредством отклонения от фиксированного расположения рисунка микротисненых углублений. Такие микротисненые углубления могут быть расположены таким образом, чтобы одна или большее количество линий микротисненых углублений полностью окружали вторые зоны. Второе опциональное решение заключается в обеспечении фиксированного расположения микротисненых углублений, но с обеспечением более острого и менее расплывчатого элемента орнамента вторых зон посредством обеспечения только частей микротисненых углублений вдоль краев вторых зон. Воспринимаемое зрительно воздействие подобно вырезанию орнамента из бумажного листа с использованием фиксированного растра. Это также ведет к образованию определенных точек растра, соответствующим образом срезанных для более четкого следования желаемому контуру элемента орнамента.
Кроме того, можно окружить вторые зоны макротиснеными углублениями, которые больше микротисненых углублений.
Другими возможными средствами для увеличения общей видимости элементов орнамента является оставление приграничных областей вокруг линейных углублений вокруг третьих зон.
Дополнительными средствами для улучшения воспринимаемого зрительно внешнего вида всего волокнистого продукта являются расположение тисненых углублений в фоновой тисненой области таким образом, чтобы был сформирован воспринимаемый зрительно привлекательный фоновый рисунок. Такой фоновый рисунок может также тематически относиться к элементам, определяющим орнамент третьих зон. В качестве простого примера можно представить фоновый тисненый рисунок в виде волн, который тематически подходит к морским орнаментам вторых зон и третьих зон. Альтернативно тисненые углубления могут быть выполнены в виде растра таким образом, чтобы был образован общий элемент орнамента, где более высокие плотности точек или размеры точек тисненых углублений представляют более темные области черно-белого рисунка с полутонами, соответствующего орнаменту.
Термин «нетканый материал» согласно стандартам ISO 9092 (ISO - Международная организация по стандартизации) и DIN EN 29092 (DIN - Немецкий институт стандартов; EN - Европейские нормативы) относится к широкому ассортименту продуктов, которые, по их свойствам, располагаются между продуктами из бумаги (DIN 6730, от мая 1996 г.) и картона (DIN 6730) с одной стороны и текстильными материалами с другой стороны. Что касается нетканых материалов, то их изготавливают, используя большое количество чрезвычайно разнообразных способов, например технологии пневмоукладки и «спанлейс», а также формирование с использованием мокрых способов. К нетканым материалам относятся маты, нетканые текстильные материалы и готовые продукты, изготовленные из них. Нетканые материалы можно также называть «текстилеподобными» композитными материалами, представляющими гибкие пористые текстильные материалы, изготавливаемые без применения классических способов переплетения основы и утка или вязания. В действительности, нетканые материалы изготавливают посредством перепутывания и скрепления волокон с использованием сцепления или склеивания адгезивом или посредством сочетания этих способов. Нетканый материал можно формировать из натуральных волокон, например целлюлозных или хлопковых волокон, но нетканый материал может также состоять из синтетических волокон, например из полиэтиленовых (ПЭ), полипропиленовых (ПП), полиуретановых (ПУ) волокон, волокон из сложного полиэфира, волокон на основе полиэтилентерефталата, поливинилового спирта, нейлоновых волокон или волокон из восстановленной целлюлозы или из смеси различных волокон. Волокна могут быть представлены, например, в виде бесконечных элементарных нитей или предварительно изготовленных волокон конечной длины, как синтетические волокна, или в виде штапельных волокон. Нетканые материалы, как было упомянуто в настоящем описании, могут, таким образом, состоять из смесей из синтетических волокон и целлюлозного волокнистого материала, например из натуральных растительных волокон (см. стандарты ISO 9092, DIN EN 29092).
Термины «гигиенические продукты» и «продукты для чистки» при их употреблении в настоящем описании относятся к полотенцам из бумаги тиссью для ванных комнат, хозяйственным полотенцам, носовым платам, салфеткам из бумаги тиссью для протирания лица, салфеткам или маленьким полотенцам, продуктам для протирки и чистки, а также для протирки столовой посуды.
Предпочтительные варианты изготовления волокнистых продуктов представлены в зависимых пунктах формулы изобретения.
Согласно предпочтительному варианту осуществления по меньшей мере некоторые из вторых зон плотно прилегают к первой зоне. Другими словами, такие вторые зоны не окружены непрерывными или прерывистыми линиями, а сформированы непосредственно внутри фонового рисунка первой зоны. Все третьи зоны и вторые зоны предпочтительно расположены таким образом, чтобы вторые зоны и третьи зоны были изолированы друг от друга. Это означает, что нет наложений вторых зон и третьих зон на поверхности волокнистого продукта. В описании предпочтительных вариантов осуществления приведены оба примера, в которых раскрыты изолированные вторые зоны и третьи зоны и частично наложенные вторые зоны и третьи зоны для более отчетливого описания воспринимаемого зрительно внешнего вида вторых зон и третьих зон, изолированных друг от друга. Соответственно другой предпочтительный вариант осуществления отличается тем, что по меньшей мере одна вторая зона, предпочтительно все вторые зоны и по меньшей мере одна третья зона, расположены таким образом, чтобы вторые зоны и третьи зоны были частично наложены друг на друга. Однако полное наложение вторых зон и третьих зон должно быть исключено, так как в противном случае вторые, нетисненые, зоны, вероятно, будут ошибочно восприняты как фоновая поверхность третьих зон, и не воспринято то, что вторые зоны независимо представляют элементы орнамента. Кроме того, технический эффект вторых зон при этом теряется.
Предпочтительно по меньшей мере одна вторая зона имеет размер, составляющий по меньшей мере 0,5 см2, предпочтительно по меньшей мере 1,0 см2, более предпочтительно по меньшей мере 2,0 см2 и наиболее предпочтительно от около 3,0 см2 до около 5,0 см2, а по меньшей мере одна третья зона имеет размер, составляющий по меньшей мере 0,2 см2, предпочтительно по меньшей мере 0,5 см2, более предпочтительно по меньшей мере 1,0 см2 и наиболее предпочтительно от около 2,0 см2 до около 5,0 см2. При таких диапазонах обеспечивается хорошая видимость элементов орнамента, при этом они не слишком большие, что могло бы пагубно сказаться на физических свойствах волокнистого продукта.
Согласно предпочтительному варианту осуществления общая площадь всех первых зон составляет от 25% до 90% общей площади поверхности одной стороны продукта, где общая площадь всех вторых зон составляет от 5% до 70%, а общая площадь всех третьих зон составляет от 5% до 30% общей площади поверхности стороны продукта. Более предпочтительно, чтобы общая площадь всех первых зон составляла от 35% до 80%, в частности от 40% до 70% общей площади поверхности одной стороны продукта, где общая площадь всех вторых зон составляет от 10% до 50%, в частности от 15% до 35%, а общая площадь всех третьих зон составляет от 10% до 25%, в частности от 15% до 25% от общей площади поверхности стороны продукта. Такие диапазоны служат не только для обеспечения хорошей видимости элементов орнамента, но при таких диапазонах также обеспечивается возможность достижения желаемых физических свойств волокнистого продукта. Если скрепление слоев осуществляют вдоль линейных углублений третьих зон, то общая площадь таких третьих зон, окруженных линейными углублениями, должна быть не слишком большой, чтобы продукт все еще оставался мягким. Общая площадь первых зон не должна быть слишком маленькой, так как тисненый фоновый рисунок придает волокнистому продукту больший объем на ощупь, как это представлено более подробно выше. Также общая площадь вторых зон должна составлять не более 70%, так как такие нетисненые области являются гладкими, что ведет к более сильному восприятию на ощупь, но в то же время ведет к уменьшению ощущения мягкости и объемности продукта. Кроме того, при слишком малой общей площади всех вторых зон оказывается негативное влияние на видимость элементов орнамента вторых зон.
Волокнистый продукт согласно изобретению может содержать, помимо этих трех зон, четвертые зоны, пятые зоны или даже зоны последующего порядка. Такие дополнительные зоны отличаются, например, наличием множества различных высот или трехмерной тисненой структурой (WO2009/010092), и они предпочтительно изолированы друг от друга.
Согласно предпочтительному варианту осуществления изобретения продукт содержит по меньшей мере два слоя, скрепленных вместе, где скрепление слоев главным образом осуществлено с помощью адгезива, более предпочтительно с помощью окрашенного адгезива, и где слои предпочтительно скреплены вместе по меньшей мере частично вдоль линейных углублений по меньшей мере одной третьей зоны.
Ссылка по меньшей мере на один слой указывает на то, что волокнистый продукт может состоять из одного слоя или из множества слоев. Помимо по меньшей мере одного верхнего слоя, как это описано выше, продукт может содержать дополнительно один или множество слоев, расположенных с задней стороны. Два или большее количество дополнительных верхних слоев с частично тисненым рисунком согласно изобретению можно подвергать тиснению вместе.
Слой, расположенный с задней стороны, или слои, расположенные с задней стороны, могут содержать тот же самый тисненый рисунок, что и верхний слой или слои, или может представлять зеркальное отражение верхнего слоя. Определение того, который из слоев является верхним слоем, а который расположен с задней стороны, является произвольным. В других случаях, в которых слой, расположенный с задней стороны, не содержит конкретного рисунка тисненых углублений, представляющих первые, вторые и третьи зоны, первым слоем является слой, выполненный согласно изобретению.
Кроме того, продукт может также содержать один или большее количество средних слоев, не тисненых или тисненых отдельно от первого слоя или слоев и от слоя или слоев, расположенных с задней стороны. В качестве дополнительной альтернативы может служить многослойный волокнистый продукт, содержащий по меньшей мере один средний объемно тисненый слой. Технология объемного тиснения обычных продуктов известна из WO2002/103112, идеи которого включены в настоящее описание посредством ссылки. Объемно тисненый средний слой служит для придания продукту высокой объемности и может быть использован, если желательно, чтобы продукт вызывал ощущение большой объемности.
Скрепление слоев предпочтительно осуществляют с помощью адгезива. Другая возможность достижения скрепления слоев представляет собой механическое скрепление слоев, предпочтительно посредством накатки, которую обычно осуществляют вдоль по меньшей мере одного продольного края продукта. Аналогичным образом тиснение по краю можно осуществлять вдоль всех четырех сторон продукта.
Если слои скрепляют вместе с помощью адгезива, то можно использовать обычно применяемое устройство, подобное так называемому «устройству с погружным валом», описанное выше. Что касается адгезива, то можно также использовать обычные адгезивные смеси, либо окрашенные, либо не окрашенные.
Согласно предпочтительному варианту осуществления изобретения каждый слой имеет плотность от 10 г/м2 до 40 г/м2, и/или волокнистый продукт имеет общую плотность от 15 г/м2 до 120 г/м2.
Волокнистый продукт предпочтительно изготавливают из крепированной бумаги тиссью, в частности из бумаги тиссью, крепированной по сухому способу, имеющей относительно гладкую поверхность, где элементы орнамента, представленные посредством вторых зон, хорошо видны благодаря большому контрасту между вторыми зонами и первой зоной или зонами.
Толщина слоя предпочтительно составляет по меньшей мере 100 мкм, предпочтительно по меньшей мере 120 мкм и наиболее предпочтительно около 150 мкм. Толщину готового продукта из бумаги тиссью определяют по методике согласно стандарту DIN EN 12625-3. Затем толщину слоя вычисляют посредством деления величины, полученной при измерении, на количество слоев.
В волокнистом продукте отдельные тисненые углубления в первых зонах могут быть выполнены в виде регулярно расположенных точек, имеющих форму поперечного сечения, по существу круглую или по существу эллипсную, или овальную, или по существу квадратную, или по существу многоугольную. Однако согласно альтернативному варианту осуществления отдельные тисненые углубления могут быть расположены в хаотическом порядке для создания дополнительного воспринимаемого зрительно воздействия, который (порядок) может быть либо орнаментным, либо может представлять более сложные орнаменты посредством расположения отдельных тисненых углублений, например, для представления частотно-модулированного элемента растра.
Слой, расположенный с задней стороны, или слои, расположенные с задней стороны, можно подвергать тиснению, используя второй рисунок тиснения, отличающийся от рисунка тиснения первого слоя или слоев, где второй рисунок тиснения предпочтительно содержит микротисненый рисунок. Микротисненый рисунок является относительно регулярным рисунком из плотно расположенных мелких тисненых углублений, обладающих плотностью тисненых элементов, составляющей по меньшей мере 25/см2. Такой микротисненый рисунок слоя, расположенного с задней стороны, или слоев, расположенных с задней стороны, может быть свободно выбран на основании функционального критерия для придания волокнистым продуктам определенных характеристик, касающихся общей прочности, объемности или гладкости.
Изобретение также относится к тиснильному валу для изготовления предложенных в изобретении волокнистых продуктов. Тиснильный вал содержит тиснильную поверхность, пригодную для работы в паре с опорным валом, и отличается тем, что тиснильная поверхность содержит по меньшей мере одну первую зону, представляющую собой зону для микротиснения, содержащую по меньшей мере 25 выступов на см2 для микротиснения, где выступы для микротиснения имеют первую высоту (H1) над базовой окружной поверхностью тиснильного вала. Тиснильная поверхность дополнительно содержит множество вторых зон, где нет тиснильных выступов внутри вторых зон, при этом вторые зоны имеют вторую высоту (H2) над базовой окружной поверхностью тиснильного вала. Наконец, тиснильная поверхность содержит множество третьих зон, представленных непрерывными или прерывистыми линейными выступами, имеющими третью высоту (H3) над базовой окружной поверхностью тиснильного вала. Третьи зоны предпочтительно по существу окружены линейными выступами. Помимо трех зон тиснильный вал согласно изобретению может содержать четвертые, пятые или даже зоны последующих порядков. Такие дополнительные зоны, например, отличаются тем, что имеют множество различных высот или трехмерную тиснильную структуру.
Первая высота (H1) предпочтительно составляет от 0,4 мм до 1,4 мм, вторая высота (H2) составляет от 0,0 мм до 2,5 мм, и третья высота (H3) составляет от 0,8 мм до 2,5 мм. Другими словами, вторые зоны могут быть совсем не приподняты над базовой окружной поверхностью, и вторые зоны могут лежать на базовой окружной поверхности тиснильного вала. Это соответствует продукту, изготовленному с использованием такого тиснильного вала, на котором вторые зоны не углублены или не приподняты. Хотя диапазон указан для первой высоты и третьей высоты, где показано некоторое перекрытие, предпочтительно, чтобы третья высота превышала первую высоту, для улучшения видимости орнамента, представленного третьими зонами.
Тиснильный вал согласно изобретению предпочтительно отличается тем, что третья высота (H3) третьей зоны должна превышать первую высоту (H1) первой зоны по меньшей мере на 0,2 мм, но не более чем на 1,0 мм, в частности по меньшей мере на 0,35 мм, но не более чем на 0,6 мм. Согласно другому предпочтительному варианту осуществления тиснильный вал согласно изобретению отличается тем, что ширина линейных элементов третьей зоны составляет от 0,2 мм до 2,0 мм, в частности от 0,3 мм до 1,5 мм и наиболее предпочтительно от 0,4 мм до 1,0 мм.
Кроме того, такой тиснильный вал должен содержать микротиснильные выступы, имеющие площадь поверхности, составляющую от 0,02 мм2 до 1,0 мм2, особенно - от 0,04 мм2 до 0,5 мм2.
Тиснильное устройство для изготовления предложенного в изобретении волокнистого продукта содержит по меньшей мере один тиснильный вал, как это описано выше, и по меньшей мере один контрвал (или опорный вал).
Согласно предпочтительному варианту осуществления изобретения тиснильное устройство содержит первый тиснильный вал и второй тиснильный вал, расположенный ниже по потоку от первого тиснильного вала. Первый тиснильный вал содержит по меньшей мере одну первую зону на его окружной тиснильной поверхности, обеспеченной выступами для микротиснения, плотность расположения которых составляет по меньшей мере 25 выступов для микротиснения на см2 и множество дополнительных зон, без тиснильных выступов. Второй тиснильный вал содержит множество третьих зон на его окружной тиснильной поверхности, обеспеченной линейными выступами. Тиснильные выступы второго тиснильного вала должны предпочтительно иметь высоту, превышающую высоту тиснильных выступов первого тиснильного вала, в частности на 0,4 мм.
Для изготовления продукта с удовлетворительным воспринимаемым зрительно внешним видом с помощью таких тиснильных устройств, содержащих два тиснильных вала, два тиснильных вала должны работать согласованно таким образом, чтобы положение третьих зон относительно первых и вторых зон не было произвольным. Множество дополнительных зон первого тиснильного вала, не содержащих тиснильных выступов, являются вторыми зонами, а также областями, не покрытыми микротисненым рисунком, которые, в готовом продукте, представляют третьи зоны, и где соответствующая нетисненая приграничная область вокруг линейных углублений окружает третьи зоны.
Тиснильное устройство, описанное выше, предпочтительно дополнительно содержит соединительный вал. Такой соединительный вал работает в паре со вторым тиснильным валом для скрепления вместе по меньшей мере одного верхнего слоя и по меньшей мере одного дополнительного слоя. Такой соединительный вал используют в обычном процессе типа Goffra Incolla или в процессе с образованием гнезд. Однако соединительный вал не обязательно использовать в случае непосредственного скрепления вместе двух тисненых слоев, при осуществлении описанного выше способа скрепления слоев «выступ к выступу», согласно которому вершины рисунков тиснения двух слоев обращены друг к другу, и их соединяют вместе в местах расположения таких вершин. Предложенное в изобретении устройство предпочтительно содержит дополнительный тиснильный вал, работающий в паре со вторым опорным валом для тиснения по меньшей мере одного дополнительного слоя.
Согласно предпочтительному варианту осуществления тиснильное устройство дополнительно содержит аппликаторный вал для нанесения адгезивов. Предпочтительно используют окрашенный адгезив, который можно выбрать для придания продукту конкретного воспринимаемого зрительно внешнего вида. Использование адгезивов является другим средством оказания влияния на технические свойства соединенного продукта, в частности, во время процесса скрепления слоев волокнистого продукта. Посредством выбора пригодного адгезива можно получить в результате волокнистый продукт с ограниченной жесткостью.
Способ изготовления предложенного в изобретении волокнистого продукта, в частности продуктов из бумаги тиссью, продукта из нетканого материала или продукта из их сочетаний и предпочтительно продукта для гигиены и чистки, содержащего по меньшей мере один слой, включает этапы: (a) тиснения по меньшей мере одной первой зоны и (b) тиснения по меньшей мере одной третьей зоны, где этапы (a) и (b) осуществляют либо одновременно посредством направления по меньшей мере одного слоя в зону контакта между тиснильным валом и контрвалом или опорным валом либо последовательно посредством направления по меньшей мере одного слоя через по меньшей мере два последовательно расположенных тиснильных устройства.
Способ предпочтительно дополнительно включает этап (c) каландрирования вторых зон на этапе (a) и/или на этапе (b). Каландрирование этих частей волокнистого продукта, которые составляют вторые зоны, ведет к улучшенной ровности поверхности, что способствует созданию более выраженного восприятия на ощупь.
Способ согласно предпочтительному варианту осуществления отличается тем, что на этапе (d) по меньшей мере один слой и дополнительный слой соединяют, по меньшей мере частично, вдоль некоторых из линий третьих зон посредством нанесения адгезивов по меньшей мере на некоторые из линейных выступов по меньшей мере одного слоя, расположенного поверх поверхности тиснильного вала.
Способ согласно другому предпочтительному варианту осуществления отличается тем, что он включает этап структурирования по меньшей мере одного слоя по меньшей мере в одной зоне изготовления непосредственно в процессе изготовления бумаги тиссью, предпочтительно в условиях мокрого процесса и наиболее предпочтительно - посредством использования структурированного текстильного материала, или ленты, или сукна, или сочетания таких структурированных элементов. Этап структурирования может быть осуществлен посредством использования процесса Atmos, процесса NTT или процесса CNP в мокрой части или в сушильной части бумагоделательной машины.
Для соединения вместе одинарных полотен материала можно использовать различные типы адгезива. Пригодными адгезивами, помимо прочего, являются: клей на основе крахмала или модифицированного крахмала, подобный, например, метилцеллюлозе или карбоксилированной метилцеллюлозе, и действующие как адгезивы полимеры на основе синтетических каучуков, натуральный каучук, полипропилен, полиизобутилен, полиуретан, полиакрилаты, поливиниласетат или поливиниловый спирт. Такие адгезивы могут также содержать красящие агенты для улучшения воспринимаемого зрительно внешнего вида готовых продуктов. Часто для соединения вместе слоев бумаги используют клеи на водной основе.
Другие опциональные решения для улучшения воспринимаемого зрительно внешнего вида продукта заключаются в создании многослойного волокнистого продукта, содержащего по меньшей мере один слой, имеющий цвет, отличающийся от цвета другого слоя или слоев. Обеспечением выбранного слоя, имеющего отличающийся базовый цвет, можно создать интересные воспринимаемые зрительно эффекты в сочетании с первым слоем, представляющим элемент орнамента, покрывающий площадь поверхности орнамента.
Волокнистый продукт согласно изобретению отличается тем, что скрепление слоев производят в меньшем количестве точек в сравнении с известным уровнем техники, в результате чего обеспечивают повышенную гибкость слоев в направлении друг к другу и значительное повышение мягкости на ощупь. Кроме того, волокнистый продукт дополнительно отличается улучшенным воспринимаемым зрительно внешним видом с линейными элементами и точками в сравнении с известным уровнем техники, посредством чего продукты без точек не содержат линейных элементов. Кроме того, волокнистый продукт согласно изобретению обладает значительно увеличенной объемностью в сравнении с продуктами известного уровня техники.
Краткое описание чертежей
Ниже изобретение кратко описано со ссылками на чертежи, на которых:
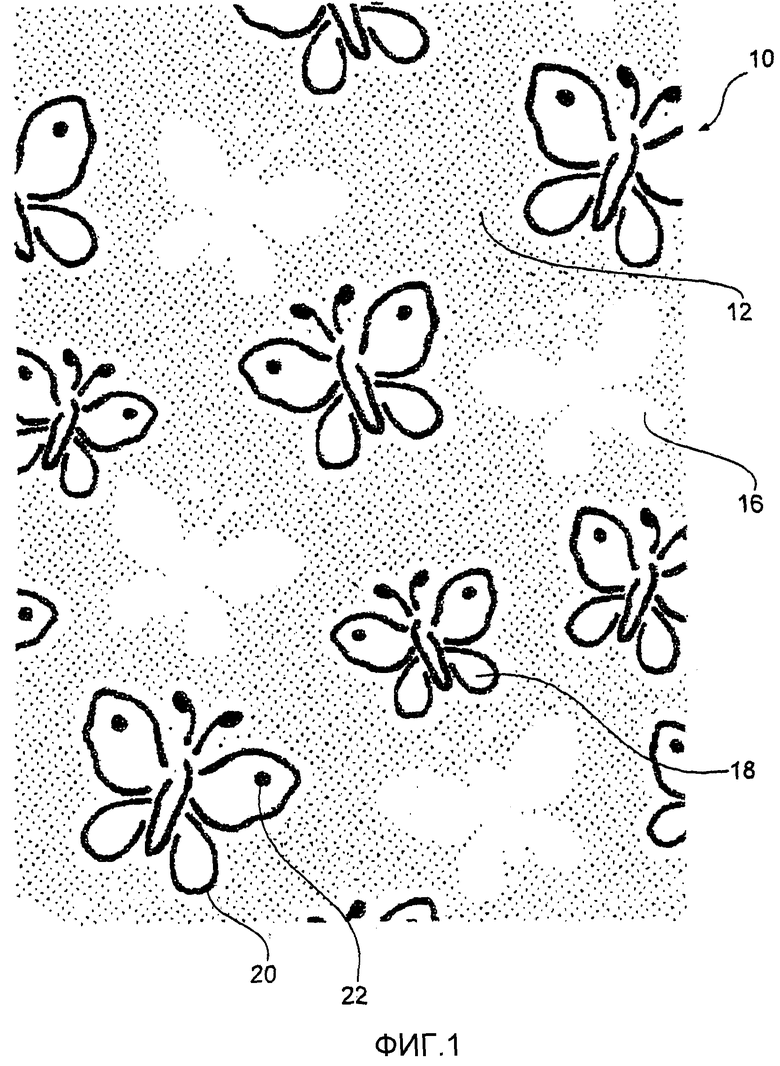
на фиг.1 показан волокнистый продукт согласно первому варианту осуществления изобретения;
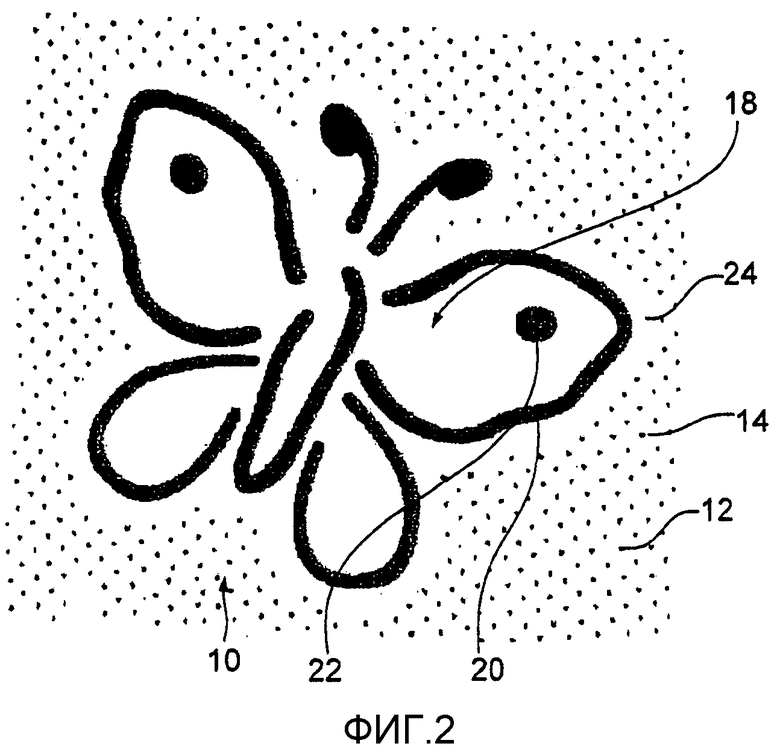
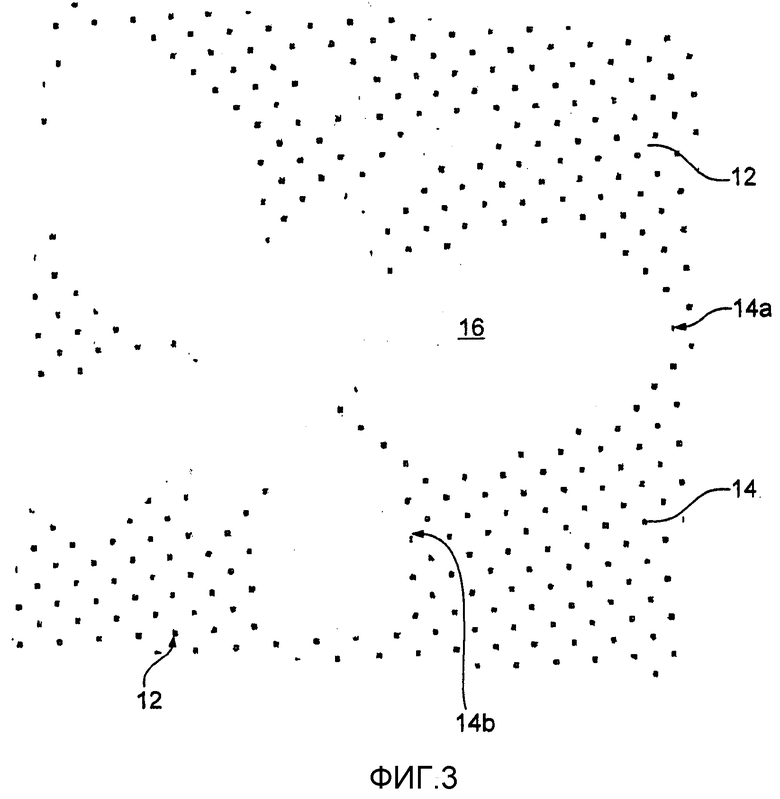
на фиг.2 и 3 показаны виды в увеличенном масштабе, представленные на фиг.1;
на фиг.4 показан второй вариант осуществления изобретения;
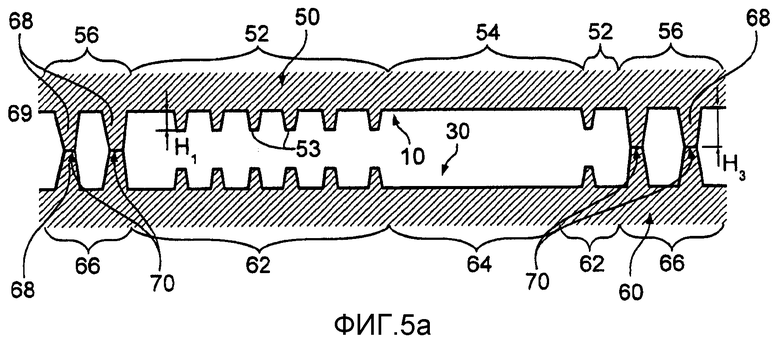
на фиг.5a-5f показаны поперечные сечения двух тиснильных валов и двухслойный продукт, изготавливаемый с использованием этих двух структурированных тиснильных валов в конфигурации «выступ к выступу»;
на фиг.6a-6c показаны поперечные сечения двух тиснильных валов и двухслойный продукт, изготавливаемый с использованием этих двух структурированных тиснильных валов в конфигурации образования гнезд; и
на фиг.7a-7c показаны поперечные сечения тиснильного вала и соединительного вала и двухслойный продукт, изготавливаемый так называемым способом Goffra Incolla.
Подробное описание предпочтительных вариантов осуществления
В последующем описании предпочтительных вариантов осуществления изобретения одинаковые базовые элементы обозначены одинаковыми ссылочными позициями, хотя во всех различных вариантах осуществления конкретные детали базовых элементов могут отличаться.
На фиг.1 показан вид в плане основной поверхности верхнего слоя предложенного в изобретении волокнистого продукта. Продукт может иметь идентичный нижний слой, поэтому, ради простоты описания, фиг.1 рассматривается как вид сверху верхнего слоя продукта.
Слой 10 тиснен частично, и на нем можно рассмотреть различные зоны. Во-первых, имеется непрерывная первая зона 12, обеспеченная микротисненым рисунком. Под микротиснением понимают то, что средняя плотность тисненых углублений является относительно высокой и превышает по меньшей мере 25 тисненых углублений на см2. Тисненые углубления могут иметь любую пригодную форму, обычно используемую при выполнении микротисненых рисунков. При рассмотрении фиг.3, представленной в сильно увеличенном масштабе, видно, что тисненые углубления 14 имеют квадратные верхние поверхности и могут иметь форму усеченных пирамид. Микротисненая первая зона обладает некоторыми базовыми техническими признаками продукта, такими как ощущаемый объем или прочность. В примере согласно фиг.1 микротисненые углубления 14 расположены регулярно по всей первой зоне. Альтернативно, такие микротисненые углубления могут быть расположены не регулярно, чем может быть либо подчеркнута форма нетисненых зон, либо такое расположение может быть выбрано для обеспечения эстетической привлекательности, например, посредством использования волнообразных рисунков или даже растровых изображений, которые создают посредством имитации черно-белых изображений с полутонами посредством регулирования частоты микротисненых углублений 14.
Помимо первой зоны 12 продукт также обеспечен множеством вторых нетисненых зон 16. Вторые зоны 16 могут лежать на той же базовой поверхности, что и первая зона 12, или могут быть избирательно расположены на приподнятом или углубленном уровне в сравнении с базовой поверхностью первой зоны 12. Как показано на фиг.1, вторые зоны 16 сформированы таким образом, чтобы были изображены бабочки. Важно отметить, что нетисненые вторые зоны 16 представляют сами по себе рисунки, определяющие элементы орнамента. Вторые зоны 16 предпочтительно являются относительно плоскими, благодаря чему улучшается восприятие продукта на ощупь.
Наконец, имеется множество третьих зон 18, которые, как показано на фиг.1, выполнены в виде бабочек различных размеров. Третьи зоны 18 также не обеспечены микротиснеными углублениями и дополнительно сформированы из множества линейных тисненых углублений 20, которыми в основном окружен элемент орнамента, сформированный из третьих зон. Тем не менее, на конкретном примере, представленном на фиг.1, показано, что линейные тисненые углубления 20 не обязательно должны окружать только элементы орнамента. Имеются тисненые углубления, обозначенные позицией 22, которыми дополнительно обеспечивается зрительно привлекательное воздействие и с технической точки зрения предпочтительно предусмотрены внутри больших по размерам нетисненых областей третьих зон для стабилизации таких областей относительно одного или большего количества расположенных с задней стороны слоев, не показанных на фиг.1.
Кроме того, можно отметить, что линейные тисненые углубления 20 третьих зон 18 дополнительно окружены приграничной областью 24, которая лучше всего показана на фиг.2 и которая не обеспечена микротиснеными углублениями 14.
Линейные тисненые углубления 20 третьих зон могут иметь различные длины и/или ширины для того, чтобы они дополнительно способствовали зрительно привлекательному воздействию показанных элементов орнамента.
Все или по меньшей мере значительная часть линейных тисненых углублений 20 служит для скрепления верхнего слоя продукта, показанного на фиг.1, 2 и 3, с одним или большим количеством слоев, расположенных с задней стороны.
Часть второй зоны 16, показанной на фиг.1, окруженной первой зоной 12, показана в увеличенном масштабе на фиг.3. Интересно отметить, что некоторые из микротисненых углублений 14, подобных углублениям 14a, 14b, не имеют их регулярного размера, но отрезаны таким образом, чтобы они располагались как можно ближе к желаемому контуру второй зоны 16. Это служит для повышения резкости контуров вторых зон 16 относительно первой зоны 12. Чем больше плотность точек в первой зоне 12, тем менее расплывчатыми получаются орнаменты второй зоны. Дополнительным фактором, служащим улучшению видимости элементов орнамента второй зоны, является ровность поверхности вторых зон. Было показано, что для этого особенно благоприятно обеспечивать на бумаге тиссью, крепированной по сухому способу, большой оптический контраст между вторыми зонами 16 и окружающей первой зоной 12.
Для улучшения видимости конкретных элементов орнамента и для обеспечения сильного воспринимаемого зрительно впечатления могут быть предприняты определенные дополнительные меры. Во-первых, можно также обеспечить линейные тисненые углубления внутри первой зоны 12 для обеспечения дополнительных элементов орнамента, которые может воспринимать потребитель. Кроме того, может быть обеспечен нерегулярный фоновый рисунок микротисненых углублений 14, как было рассмотрено более подробно выше. Кроме того, некоторые из микротисненых углублений могут быть снабжены красящими веществами, которые могут быть введены в микротисненые углубления, если используют два отдельных тиснильных вала, и на первом этапе создают только микротисненые углубления на первой тиснильной станции. В таком случае печатную краску или другие красящие вещества можно избирательно наносить на тисненую поверхность для усиления ее воздействия, воспринимаемого зрительно. Наконец, окрашенный адгезив можно вносить в линейные тисненые углубления 20 для улучшения видимости этих линейных углублений.
В варианте осуществления, представленном на фиг.1-3, элементы орнамента вторых и третьих зон четко отделены друг от друга таким образом, что нет частичного наложения друг на друга этих зон.
На фиг.4 показан второй вариант осуществления верхнего слоя 10 согласно изобретению. Опять-таки имеются: первая зона 12 с регулярно расположенными микротиснеными углублениями, образующими фоновый рисунок; вторые зоны 16 в виде сердец и третьи зоны 18 в виде ангелов с сердцами. Как показано на фиг.4, некоторые вторые зоны 16a образованы отдельно, тогда как на другие вторые зоны 16b наложены третьи зоны 18. Кроме того, в отличие от первого варианта осуществления, показанного на фиг.1-3, орнамент вторых зон 16 (сердца) не идентичен элементу, определяющему орнамент третьих зон 18 (ангелам с сердцами). Однако элементы орнамента тематически соответствуют друг другу, благодаря чему, несмотря на то, что на некоторые вторые зоны могут быть частично наложены третьи зоны, потребитель все же может определить, что вторые зоны 16 сами по себе представляют конкретные элементы орнамента, относящиеся к общему орнаменту на тисненом слое.
Ниже описаны со ссылками на фиг.5a-5f различные варианты осуществления двухслойного продукта, изготовленного посредством использования двух структурированных тиснильных валов. На всех чертежах показаны поперечные сечения двух структурированных тиснильных валов для пояснения процесса изготовления двухслойного продукта. Первый тиснильный вал 50 используют для изготовления верхнего слоя 10 продукта, тогда как второй тиснильный вал 60 используют для изготовления слоя, расположенного с задней стороны. Для простоты принято, что верхний слой 10 и нижний слой 30 полностью следуют форме тиснильных выступов на первом тиснильном валу 50 и втором тиснильном валу 60. Первый тиснильный вал 50 содержит: первую зону 52 с микроточками; вторую зону 54, называемую «зоной без точек», и третью зону 56 с линиями. Второй тиснильный вал 60 соответственно содержит также: первую зону 62; вторую зону 64 и третью зону 66. В изготовленном слое 10 эти зоны 52, 54 и 56 соответствуют первой зоне 12, второй зоне 16 и третьей зоне 18 соответственно.
Верхний слой 10 и нижний слой 30 скрепляют вместе между третьими зонами тиснильных валов 50 и 60 с линейными выступами на тиснильных валах. Такое скрепление слоев в областях 70 может быть достигнуто посредством использования клея, предпочтительно окрашенного.
Согласно первому варианту осуществления конструкции «выступ к выступу» обоих тиснильных валов 50 и 60, соответствующей чертежу, представленному на фиг.5a, второй тиснильный вал 60 является точным зеркальным отражением первого тиснильного вала 50, и оба вала действуют таким образом, что выступы третьих зон 56 и 66 точно обращены друг к другу таким образом, чтобы можно было легко осуществлять скрепление слоев и опционально окрашивание в этих выступах 68. Кроме того, первые зоны 52 и 62, а также вторые зоны 54 и 64 также обращены друг к другу. Линейные выступы имеют высоту H3 над базовой окружной поверхностью 69 первого тиснильного вала 50, которая превышает высоту H1 над базовой окружной поверхностью 69 выступов 53 для микротиснения.
На фиг.5b также показано поперечное сечение части двух тиснильных валов и два тисненых слоя. Отличие фиг.5a заключается в том, что второй тиснильный вал 60 не является точным зеркальным отражением первого тиснильного вала 50. Тем не менее линии элементов 68 внутри линейных зон 56 и 66 обращены друг к другу таким образом, что можно осуществлять скрепление слоев посредством использования адгезива в областях 70, где верхние части линейных углублений в первом слое 10 и втором слое 30 примыкают друг к другу. Зоны 54 и 64 без точек, а также зоны 52 и 62, содержащие микроточки, не обращены друг к другу. Такое смещенное расположение зон, содержащих микроточки, и зон, не содержащих микроточки, в верхнем слое 10 и нижнем слое 30 служит для стабилизации двухслойной структуры, так как благодаря наличию микротисненых углублений в одном слое предотвращают сплющивание соответствующих зон, не содержащих микроточки, в другом слое.
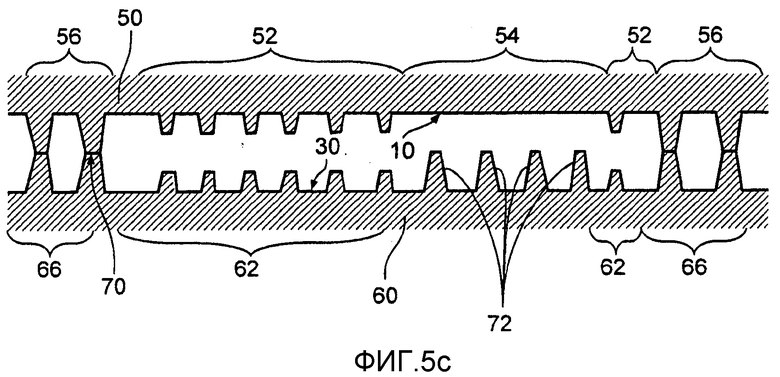
Это стабилизирующее действие можно даже усилить посредством использования конструкции, показанной на фиг.5c. В этом примере второй тиснильный вал 60 опять-таки не является точным зеркальным отражением первого тиснильного вала 50, и только линейные элементы первого слоя 10 обращены к линейным элементам второго слоя 30 для достижения желаемого скрепления слоев. Зоны 52 первого тиснильного вала 50, содержащие микроточки, обращены к зонам 62 второго тиснильного вала 60, содержащим микроточки. Однако второй тиснильный вал 60 не содержит зону, не содержащую микроточки, а в зоне, соответствующей расположению зоны 54, не содержащей микроточки, в первом тиснильном валу 50, имеются более высокие тиснильные выступы 72 во втором тиснильном валу 60. Такие макроточки или линии 72 действуют таким образом, чтобы создавалась поддерживающая структура во втором слое, которая служит для стабилизации в волокнистом продукте зон 16, 54 верхнего слоя 10, не содержащих микроточек.
Вместо обеспечения макроточек или линий 72, вариант осуществления согласно фиг.5c может также содержать микроточки на втором тиснильном валу 60 в положении, соответствующем положению зоны 54 первого вала, не содержащей микроточки. Однако благодаря использованию макроточек или линий 72, показанных на фиг.5c, повышают желаемое стабилизирующее воздействие этой поддерживающей структуры.
Согласно дополнительному варианту осуществления конструкции «выступ к выступу» двух тиснильных валов 50 и 60, показанной на фиг.5d, не все третьи зоны 56, в которых первый тиснильный вал 50 обеспечен линейными выступами, обращены к соответствующей третьей зоне второго тиснильного вала 60. Линейные выступы 74 не прилегают к соответствующим линейным выступам второго тиснильного вала, в результате чего в многослойном продукте, изготовленном посредством использования такой конструкции тиснильных валов 50 и 60, скрепление слоев достигают только в тех третьих зонах верхнего слоя, где линейные выступы 68 соответствующего первого тиснильного вала 50 прилегают к линейным выступам 68 третьей зоны 66 второго тиснильного вала 60. Тем не менее, нанесение клея и опционально окрашивание имеют место во всех третьих зонах 56, содержащих линейные элементы 68 и 74 на первом тиснильном валу 50.
Чем больше обеспечено точек скрепления между верхним слоем 10 и нижним слоем 30, тем более жестким в результате становится продукт. Таким образом, избирательное исключение зон скрепления служит регулированию желаемой мягкости получаемого в результате продукта.
На фиг.5e показан дополнительный вариант осуществления конструкции «выступ к выступу» двух тиснильных валов 50 и 60. Этот вариант осуществления подобен варианту, представленному на фиг.5c, где отличие заключается в том, что зона 62 второго тиснильного вала, содержащая микроточки, содержит выступы 63, различной высоты и/или различной формы, и/или различных размеров, и/или с различными углами наклона боковых поверхностей, и/или расположенных на различных расстояниях друг от друга. Соответственно микроточки второго тиснильного вала 60 не обязательно расположены выступ к выступу относительно микроточек первого вала 50.
Благодаря обеспечению тиснильных выступов 63 различной высоты, различной формы, различных размеров, с различными углами наклона боковых поверхностей или расположенных на различных расстояниях друг от друга, обеспечивают возможность регулирования положения микровыступов таким образом, чтобы повысить контрастность и видимость вторых зон в продукте. Другое опциональное решение заключается в расположении микротисненых выступов таким образом, чтобы обеспечить воспринимаемое зрительно привлекательное воздействие микротисненого фонового рисунка на втором слое 30.
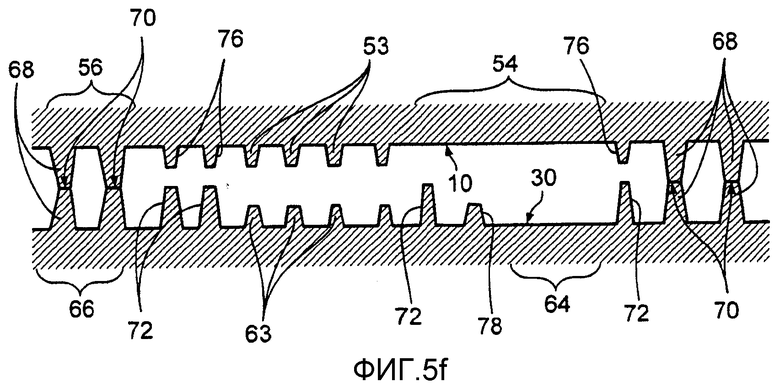
На фиг.5f показан дополнительный вариант осуществления конструкции «выступ к выступу» двух тиснильных валов 50 и 60, где третьи зоны 56 и 66 первого тиснильного вала 50 и второго тиснильного вала 60 расположены таким образом, чтобы линейные элементы 68 были обращены друг к другу и чтобы можно было осуществлять скрепление слоев и опционально окрашивание в этих элементах. Кроме того, показано, что некоторые микроточки 53 первого тиснильного вала 50 обращены к микроточкам 63 второго тиснильного вала 60. Однако другие микроточки первого тиснильного вала 50, подобно точкам, обозначенным позицией 76, обращены к макроточкам или линейным элементам 72 второго тиснильного вала 60. Кроме того, зоны 54 первого тиснильного вала 50, не содержащие микроточек, обращены частично к макроточкам или линейным элементам 72 на тиснильной поверхности второго тиснильного вала 60, частично к микроточкам 78, обеспеченным на тиснильной поверхности второго тиснильного вала 60 и частично к зонам 64 второго тиснильного вала 60, не содержащим микроточек.
Приведенные выше примеры конструкций двух структурированных тиснильных валов, представленных на фиг.5a-5f, относятся к конструкциям «выступ к выступу» двух валов, при использовании которых достигается скрепление слоев между наиболее высокими элементами двух тиснильных валов, соответствующими наиболее глубоким углублениям в тисненых слоях. На фиг.6a-6c представлены следующие варианты осуществления, также показанные в виде поперечных сечений части двух структурированных тиснильных валов и двух тисненых слоев, отличающихся тем, что тиснильные валы действуют в режиме образования гнезд.
Опять-таки, первый тиснильный вал 50 содержит: первую зону 52 с микроточками; вторую зону 54 без точек и третьи зоны 56 с линейными тиснильными выступами. Второй тиснильный вал 60 также содержит соответствующие первую, вторую и третьи зоны 62, 64 и 66. Однако первый тиснильный вал 50 и второй тиснильный вал работают согласованно таким образом, чтобы второй тиснильный вал 60 представлял гнездообразную конфигурацию по отношению к первому тиснильному валу 50. Таким образом, в отличие от вариантов осуществления, представленных на фиг.5a-5f, адгезив наносят на первый слой 10 продукта, на те места, где он расположен поверх тиснильных выступов линейных зон 56 первого тиснильного вала 50, и производят скрепление первого слоя 10 со вторым слоем 30 в областях 70, где второй слой 30 не содержит тисненых углублений.
Согласно варианту осуществления, показанному на фиг.6a, линейные элементы второго тиснильного вала 60 соответствуют линейным углублениям нижнего слоя 30, сформированным в гнездах между линейными элементами первого тиснильного вала 50, соответствующим линейным углублениям первого слоя 10. То же относится к микроточкам второго тиснильного вала 60, расположенным между микроточками первого тиснильного вала 50, тогда как вторые зоны 54 и 64 без точек обоих тиснильных валов обращены друг к другу.
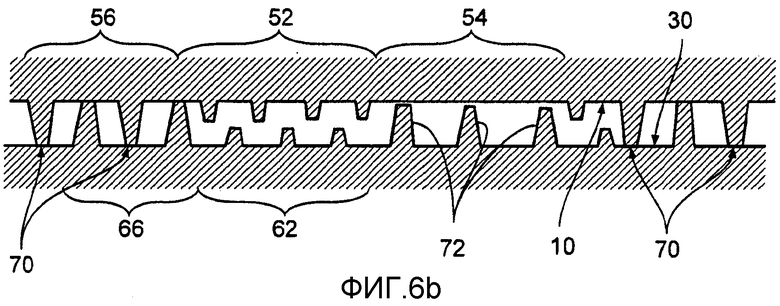
Вариант гнездовой конструкции согласно фиг.6b соответствует конструкции, представленной на фиг.6a, только с той разницей, что зоны 52 первого тиснильного вала 50, не содержащие микроточек, обращены к макроточкам 72 на тиснильной поверхности второго тиснильного вала 60. В этом отношении вариант осуществления, представленный на фиг.6b, подобен варианту осуществления, представленному на фиг.5c, рассмотренному выше. Микроточки или линии 72 служат для изготовления микроуглублений в нижнем слое 30, с помощью которых стабилизируют соответствующую вторую зону в верхнем слое 10 многослойного продукта.
Вариант осуществления, показанный на фиг.6c, отличается тем, что тиснильная поверхность второго тиснильного вала 60 не содержит зоны, не содержащие микроточек, но содержит зону 63, содержащую выступающие микроточки, где микровыступы тиснильного вала имеют различные высоты и/или различные формы, и/или различные размеры и/или различные углы наклона боковых поверхностей, и/или расположены на различных расстояниях друг от друга. Кроме того, как это лучше всего показано на произвольно выбранном по форме макровыступе 80 на фиг.6c, макроточки второго тиснильного вала 60 могут быть также обеспечены различными формами, размерами, углами наклона боковых поверхностей и/или относительными расстояниями между ними.
Второй тиснильный вал 60 дополнительно содержит одну микроточку 81, расположенную между линейными элементами 68 первого тиснильного вала 50.
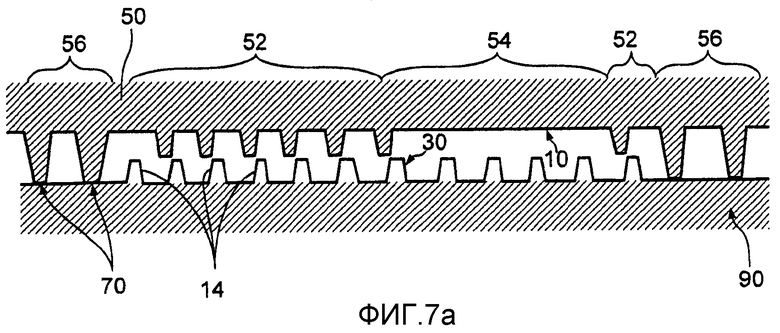
На фиг.7a-7c показаны поперечные сечения структурированного тиснильного вала 50 и соединительного вала 90, которые используют при осуществлении обычной технологии Goffra Incolla. Тиснильный вал 50 является таким же, как вал, например, показанный на фиг.5a или 6a, с зонами 52, содержащими микроточки, зонами 54, не содержащими точки, и зонами 56, содержащими линии. Как и в предыдущих вариантах осуществления, тиснильные выступы в зонах 56, содержащие линии, имеют большую высоту, чем выступы для микротиснения в первых зонах 52. Таким образом, клей, наносимый на наиболее высокие выступы верхнего слоя, расположенного поверх первого тиснильного вала 50, остается только в областях 70, соответствующих наиболее высоким выступам первого тиснильного вала 50, посредством которых создают наиболее глубокие тисненые углубления в верхнем слое 10. Второй тиснильный вал не показан на фиг.7a, а показан только соединительный вал 90, имеющий гладкую поверхность. Тем не менее, второй слой 30 был подвергнут тиснению на предыдущем этапе способа, благодаря чему второй слой 30 содержит микротисненые углубления 14 на его поверхности.
Согласно варианту осуществления, показанному на фиг.7a, микротисненый второй слой 30 уплощен соединительным валом в тех областях 70 второго слоя, в которых первый слой 10 и второй слой 30 скреплены вместе. Первые зоны первого слоя, изготовленные с помощью микроточек зон 52 тиснильного вала 50, обращены к микроточкам 14 второго слоя 30, а нетисненые вторые зоны первого слоя также обращены к микротисненым углублениям 14 второго слоя 30. При отсутствии любых линейных углублений во втором слое 30 не получается конфигурация «выступ к выступу» или конфигурация с гнездообразованием из линейных углублений первого и второго слоев.
Согласно второму варианту осуществления, показанному на фиг.7b, второй слой 30 может быть обеспечен тремя зонами, включающими: первую зону 12 с микротиснеными углублениями; вторую нетисненую зону 16, а также уплощенные зоны 82, где линейными элементами 68 первого тиснильного вала 50 уплощен второй слой 30 во время процесса соединения.
Альтернативный вариант осуществления, например, показанный на фиг.7c, в основном соответствует варианту осуществления, представленному на фиг.7a, с той разницей, что внутри первой зоны 12 второго слоя 30 отдельные микротисненые углубления 63 имеют различные высоты и/или формы, и/или размеры, и/или углы наклона и/или расположены на различных расстояниях друг от друга. Микротисненые углубления 63 второго слоя 30 не обязательно расположены по принципу «выступ к выступу» или в виде гнезд относительно первого слоя 10.
В приведенном выше подробном описании вариантов осуществления рассмотрены тиснильные валы, содержащие тиснильные выступы различной высоты. Однако следует отметить, что эти варианты осуществления являются только одним возможным примером использования изобретения. Можно также использовать две последовательно расположенные тиснильные станции, на которых сначала изготавливают микротисненые углубления в первом слое 10, после чего следует вторая тиснильная станция, на которой изготавливают линейные тисненые углубления, наносят клей и осуществляют скрепление слоев.
Волокнистый продукт, подробно описанный выше, обладает повышенной мягкостью. Эксперименты показали, что образцы, содержащие три различные зоны 52, 54, 56, как это описано выше, приятны на ощупь. Оба слоя, верхний слой и нижний слой, могут состоять более чем из одного слоя и для придания большой объемности продукту можно использовать объемно тисненый средний слой. Для улучшения воспринимаемого зрительно внешнего вида продукта один или большее количество слоев продукта могут быть окрашены.








Изобретение раскрывает волокнистый продукт, в частности продукт из бумаги тиссью, нетканого материала или из их сочетания, предпочтительно продукт для гигиены и чистки. Заявленный продукт содержит по меньшей мере один слой, поверхность которого частично покрыта тисненым рисунком. При этом рисунок содержит по меньшей мере одну первую непрерывную зону, микротисненую с образованием по меньшей мере 25 тисненых углублений на см2, предпочтительно от 30 до 160 тисненых углублений на см2, формирующих фоновую тисненую область. Множество вторых зон, являющихся нетиснеными и составляющих по меньшей мере один элемент орнамента. В дополнение ко вторым зонам по меньшей мере одну третью зону, в большой степени окруженную линейными углублениями. При этом все третьи зоны и все вторые зоны расположены таким образом, что вторые зоны и третьи зоны изолированы друг от друга или по меньшей мере одна вторая зона и по меньшей мере одна третья зона расположены таким образом, что они частично наложены одна на другую. Предложенное изобретение обеспечивает создание волокнистого продукта с улучшенной мягкостью. 6 н. и 12 з.п. ф-лы, 16 ил.
1. Волокнистый продукт, в частности продукт из бумаги тиссью, нетканого материала или из их сочетания, предпочтительно продукт для гигиены и чистки, содержащий
- по меньшей мере один слой (10), поверхность которого частично покрыта тисненым рисунком,
отличающийся тем, что рисунок содержит:
- по меньшей мере одну первую непрерывную зону (12), микротисненую с образованием по меньшей мере 25 тисненых углублений (14) на см2, предпочтительно от 30 до 160 тисненых углублений на см2, более предпочтительно от 30 до 120 тисненых углублений на см2 и наиболее предпочтительно от 45 до 100 тисненых углублений на см2, формирующих фоновую тисненную область;
- множество вторых зон (16, 16a, 16b), являющихся нетиснеными и составляющих по меньшей мере один элемент орнамента; и
- в дополнение ко вторым зонам (16) по меньшей мере одну третью зону (18), в большой степени окруженную линейными углублениями (20), при этом
- все третьи зоны (18) и все вторые зоны (16) расположены таким образом, что вторые зоны (16) и третьи зоны (18) изолированы друг от друга; или
- по меньшей мере одна вторая зона (16) и по меньшей мере одна третья зона (18) расположены таким образом, что они частично наложены одна на другую.
2. Волокнистый продукт по п.1, в котором вторая зона (16) примыкает к первой зоне (12).
3. Волокнистый продукт по п.1,
отличающийся тем, что
- по меньшей мере одна вторая зона (16) имеет площадь, составляющую по меньшей мере 0,5 см2, предпочтительно по меньшей мере 1,0 см2, более предпочтительно по меньшей мере 2,0 см2 и наиболее предпочтительно от около 3,0 см2 до около 5,0 см2; и
- по меньшей мере одна третья зона (18) имеет площадь, составляющую по меньшей мере 0,2 см2, предпочтительно по меньшей мере 0,5 см2, более предпочтительно по меньшей мере 1,0 см2 и наиболее предпочтительно от около 2,0 см2 до около 5,0 см2.
4. Волокнистый продукт по п.1,
отличающийся тем, что
- общая площадь всех первых зон (12) составляет от 25% до 90% от общей площади поверхности одной стороны продукта;
- общая площадь всех вторых зон (16) составляет от 5% до 70% от общей площади поверхности стороны продукта; и
- общая площадь всех третьих зон (18) составляет от 5% до 30% от общей площади поверхности стороны продукта.
5. Волокнистый продукт по п.1,
отличающийся тем, что
- продукт содержит по меньшей мере два слоя (10, 30), скрепленных вместе, где
- скрепление слоев предпочтительно осуществлено посредством использования адгезива, более предпочтительно посредством использования окрашенного адгезива; и где
- скрепление слоев (70) предпочтительно осуществлено вдоль по меньшей мере некоторых из линейных углублений (20) по меньшей мере одной из третьих зон (18).
6. Волокнистый продукт по п.1,
отличающийся тем, что
- каждый слой (10, 30) имеет плотность от 10 г/м2 до 40 г/м2, и/или волокнистый продукт имеет общую плотность от 15 г/м2 до 120 г/м2.
7. Волокнистый продукт по п.1, при этом волокнистый продукт изготовлен из крепированной бумаги тиссью, в частности из бумаги тиссью, крепированной по сухому способу.
8. Волокнистый продукт по п.1,
отличающийся тем, что
- толщина слоя (10, 30) составляет по меньшей мере 100 мкм, предпочтительно по меньшей мере 120 мкм и наиболее предпочтительно около 150 мкм.
9. Тиснильный вал (50) для изготовления волокнистого продукта согласно любому из предыдущих пунктов, имеющий тиснильную поверхность с выступами и пригодный для работы в паре с опорным валом,
отличающийся тем, что
тиснильная поверхность содержит:
- по меньшей мере одну первую зону (52), являющуюся зоной для микротиснения, содержащей по меньшей мере 25 выступов (53) для микротиснения на см2, где выступы (53) для микротиснения имеют первую высоту (H1) над базовой окружной поверхностью (69) тиснильного вала (50);
- множество вторых зон (54), не содержащих тиснильных выступов внутри вторых зон (54), где вторые зоны имеют вторую высоту (H2) над базовой окружной поверхностью тиснильного вала (50); и
- множество третьих зон, обеспеченных непрерывными или прерывистыми линейными выступами (68), имеющими третью высоту (H3)
над базовой окружной поверхностью (69) тиснильного вала (50), при этом
- все третьи зоны (18) и все вторые зоны (16) расположены таким образом, что вторые зоны (16) и третьи зоны (18) изолированы друг от друга; или
- по меньшей мере одна вторая зона (16) и по меньшей мере одна третья зона (18) расположены таким образом, что они частично наложены одна на другую.
10. Тиснильный вал по п.9,
отличающийся тем, что
- первая высота (H1) составляет от 0,4 мм до 1,4 мм, вторая высота (H2) составляет от 0,0 мм до 2,5 мм, и третья высота (H3) составляет от 0,8 мм и 2,5 мм.
11. Тиснильное устройство для изготовления волокнистого продукта по любому из пп.1-8, содержащее по меньшей мере один тиснильный вал (50) по пп.10 или 11 и по меньшей мере один опорный вал (60, 90).
12. Тиснильное устройство для изготовления волокнистого продукта по любому из пп.1-8, содержащее первый тиснильный вал и второй тиснильный вал, предпочтительно расположенный ниже по потоку от первого тиснильного вала; где
- первый тиснильный вал содержит по меньшей мере одну первую зону на его окружной тиснильной поверхности, на которой обеспечены выступы для микротиснения с плотностью, составляющей по меньшей мере 25 выступов для микротиснения на см2; и
- множество вторых зон без тиснильных выступов; и где
- второй тиснильный вал содержит множество третьих зон на его окружной тиснильной поверхности, обеспеченных в основном линейными выступами, при этом
- все третьи зоны (18) и все вторые зоны (16) расположены таким образом, что вторые зоны (16) и третьи зоны (18) изолированы друг от друга; или
- по меньшей мере одна вторая зона (16) и по меньшей мере одна третья зона (18) расположены таким образом, что они частично наложены одна на другую.
13. Тиснильное устройство по пп.11 или 12, дополнительно содержащее соединительный вал (90).
14. Тиснильное устройство по пп.11 или 12, дополнительно содержащее аппликаторный вал для нанесения адгезива.
15. Способ изготовления волокнистого продукта по любому из пп.1-8, в частности продукта из бумаги тиссью, из нетканого материала или из их сочетания, предпочтительно продукта для гигиены и чистки, содержащего по меньшей мере один слой, включающий этапы:
(a) тиснения по меньшей мере одной первой зоны и
(b) тиснения по меньшей мере одной третьей зоны; где этапы (a) и (b) осуществляют одновременно посредством направления по меньшей мере одного слоя в зону контакта между тиснильным валом по любому из пп.9 или 10 и контрвалом или последовательно посредством направления по меньшей мере одного слоя через по меньшей мере два последовательно расположенных тиснильных устройства.
16. Способ по п.15, включающий этап
(c) каландрирования вторых зон на этапе (a) и/или на этапе (b).
17. Способ по п.п.15 или 16,
отличающийся тем, что
(d) по меньшей мере один слой и дополнительный слой ламинируют друг с другом по меньшей мере в некоторых из линейных элементов третьих зон посредством нанесения адгезива по меньшей мере на некоторые из линейных элементов третьих
зон.
18. Способ изготовления волокнистого продукта по любому из пп.1-8, в частности продукта из бумаги тиссью, из нетканого материала или из их сочетания, предпочтительно продукта для гигиены и чистки, содержащего по меньшей мере один слой, включающий этап структурирования по меньшей мере одного слоя по меньшей мере в одной зоне изготовления непосредственно в ходе процесса изготовления бумаги тиссью, предпочтительно в условиях осуществления мокрого способа, а наиболее предпочтительно посредством использования элемента, выбранного из группы, состоящей из структурированного текстильного материала, ленты и сукна.
| US 5846636 A, 08.12.1998 | |||
| US 6106928 A, 22.08.2000 | |||
| WO 2004094726 A2, 04.11.2004 |

