Область техники, к которой относится изобретение
Данное изобретение в целом относится к области глубокой печати, применительно к изготовлению ценных бумаг, включая банкноты, акцизные марки, ленты с эмблемами или этикетки, удостоверения или проездные документы, и т.д.
Более точно, данное изобретение относится к способу и устройству для изготовления печатных форм для глубокой печати, предназначенных для глубокой печати листов или рулонов ценных бумаг, которые основаны на прямом лазерном гравировании формного материала, главным образом металлического формного материала.
Предпосылки создания изобретения
В технологии печати уже известно изготовление печатных форм для глубокой печати, предназначенных для производства ценных бумаг, при помощи лазерного гравирования.
К примеру, в Международной публикации №WO 97/48555 А1 раскрыт способ прямого гравирования металлического формного материала, в котором точный гравировальный инструмент, например, лазерный гравировальный резец, направляется по заданной траектории гравирования, в пределах заданного контура и с заданной глубиной проникновения, для удаления материала из поверхностного слоя печатной формы в пределах заданного контура на заданной глубине. Этот процесс гравирования является, по существу, векторным в том смысле, что лазерный гравировальный резец следует по заданной траектории инструмента, соответствующей гравируемому на форме рисунку глубокой печати.
В Европейской заявке на патент №ЕР 1334822 A2 раскрыты способ и оборудование для прямого лазерного гравирования форм для глубокой печати или цилиндров, в которых гравирование производится при помощи лазерного луча, генерируемого пульсирующим Nd-YAG лазером (лазером на алюминате иттрия с неодимом). Гравируемый лазером формный материал устанавливается на платформу с моторным приводом, которая может перемещаться относительно двух осей прямоугольной системы координат и которой управляет компьютер; компьютер также управляет приведением в действие импульсного лазера и режимом его работы. Импульсный лазер установлен так, что он может перемещаться в вертикальном направлении, а его высота относительно платформы регулируется при помощи двигателя, которым управляет компьютер, с тем чтобы корректировать и настраивать фокусировку лазерного луча на гравируемой форме. Используется оптическая система с гальванометрическими двигателями, чтобы направлять лазерный луч на фокусную линзу, которая концентрирует лазерный луч в заданной точке в пределах заданного участка гравирования, который покрывает лишь ограниченную часть всей поверхности печатной формы. Импульсный лазер, в частности, предназначен для генерирования импульсов, мощность которых значительно выше, чем мощность обычных лазеров, работающих в непрерывном режиме. Этому решению присущ один недостаток: процесс гравирования требует периодически повторяющейся локальной обработки, чтобы обработать гравированием весь участок печатной формы, поскольку за один раз обрабатывается участок площадью порядка 100 мм × 100 мм. Предусмотрена оптическая система с соответствующим фокусным расстоянием, чтобы обрабатывать каждую заданную область в пределах участка гравирования. Угол падения лазерного луча относительно поверхности печатной формы, таким образом, изменяется в зависимости от положения лазерного луча относительно места расположения гравируемого участка, тем самым потенциально обусловливая неравномерность гравирования. Такая обработка, кроме того, требует очень высокой точности, чтобы между смежными зонами гравирования не появились какие-либо перекрытия или разрывы.
В Международной публикации №WO 2006/045128 A1 раскрыта система прямого лазерного гравирования для изготовления форм для глубокой печати, в которой применяется технологический подход, подобный описанному в упомянутой выше Европейской заявке на патент №ЕР 1334822 A2, то есть гравируемый лазером формный материал аналогично устанавливают на подвижную относительно системы координат x-y платформу и управляют лазером, чтобы гравировать ограниченный участок поверхности печатной формы. Дополнительные подробности об этой системе прямого лазерного гравирования можно найти в статье Harald Deinhammer, Daniel Schwarzbach, Rudolf Kefeder и Peter Fajmann, озаглавленной "The implication of direct laser engraved intaglio printing plates on banknote security" ("Влияние форм для глубокой печати, изготовленных способом прямого лазерного гравирования, на безопасность банкнот"), Proceedings of SPIE, Vol.6075, 2006, 607503-1 to 607503-11 (именуемой в дальнейшем Deinhammer 2006). Площадь участка гравирования этой системы составляет примерно 70 мм × 70 мм, а это подразумевает, что за один раз может быть гравирован только ограниченный участок рисунка глубокой печати, и что процесс гравирования должен быть повторен с высокой точностью так, чтобы не возникло никаких видимых перекрытий или разрывов между соседними гравированными участками. Как раскрыто в Международной публикации №WO 2006/045128 A1, это требует выполнения через равные промежутки времени операций калибровки, которые являются трудоемкими и отнимают много времени.
Имеется также другой недостаток системы прямого лазерного гравирования, описанной в Международной публикации №WO 2006/045128 A1, вызванный тем, что угол падения лазерного луча относительно поверхности печатной формы изменяется в зависимости от позиционирования лазерного луча относительно места расположения гравируемого участка, что потенциально приводит к неоднородности гравировки и чего необходимо избегать.
Еще один недостаток этой системы прямого лазерного гравирования (которая также характеризуется технологией, раскрытой в Международной публикации №WO 97/48555 A1) заключается в том, что данные, используемые для управления блоком лазерного гравирования, базируются главным образом на данных векторизованной графики. Это подразумевает, что время гравирования будет увеличиваться с увеличением сложности эскиза, как это обсуждалось в Deinhammer 2006.
Дальнейшее обсуждение прямого лазерного гравирования форм для глубокой печати может быть найдено в Международной публикации №WO 2005/002869 A1 и в связанной с ней статье Harald Deinhammer, Franz Loos, Daniel Schwarzbach и Peter Fajmann, озаглавленной "Direct Laser Engraving of Intaglio Printing Plates" ("Непосредственное лазерное гравирование форм для глубокой печати), Proceedings of SPIE, Vol.5310, 2004, pp.184-193 (именуемой в дальнейшем Deinhammer 2004). Согласно Международной публикации №WO 2005/002869 A1, печатная форма, которая изготовлена или имеет верхний слой из латуни или ее сплава, гравируется непосредственно лазером и, после того как она полностью выгравирована, подвергается очистке, чтобы удалить остатки расплавленного материала после процесса лазерного гравирования; операция очистки представляет собой химическую обработку в ванне кислотного раствора, перед тем как поверхность формы будет, в конечном счете, отполирована и хромирована. Перед химической обработкой может быть выполнена предварительная очистка поверхности гравированной печатной формы твердой углекислотой, путем распыления гранул твердой углекислоты (см. также Deinhammer 2006). Предложенная химическая постобработка гравированной печатной формы, так же как и предварительная очистка твердой углекислотой, довольно агрессивна и может привести к ухудшению качества гравировки, если этот процесс не контролируется и не выполняется должным образом. Кроме того, постобработка гравировки с предварительной очисткой твердой углекислотой и обработка кислотным раствором наносят ущерб, поскольку они могут привести к неоднородности гравировки и отсутствию повторяемости, то есть к различиям между двумя формами для глубокой печати, изготовленными по одному и тому же эскизу.
В Международной публикации №WO 03/103962 A1 от имени Заявителя настоящего изобретения, которая включена здесь целиком посредством ссылки, раскрыты различные подходы к изготовлению гравированных форм для глубокой печати. В то время как первоначальный эскиз, который будет воспроизводиться гравированием, разрабатывается в системе автоматизированного проектирования с использованием векторной и/или растровой графики, окончательный эскиз преобразуется в так называемую карту глубин, которая обычно состоит из трехмерных данных об элементе изображения глубокой печати, воспроизводящих рисунок глубокой печати, где "интенсивность" каждого элемента изображения представлена глубиной, на которую будет выгравирована в соответствующем месте печатная форма. Затем на основе этого плана глубин управляют блоком лазерного гравирования, чтобы выполнить серию последовательных элементарных этапов гравирования, соответствующих каждому элементу изображения на плане глубин. Типичная разрешающая способность гравирования может доходить до 8000 точек на дюйм, при этом интервал между двумя последовательными элементарными этапами гравирования составляет приблизительно 3 микрона. Таким образом, чтобы воспроизвести гравировку на поверхности печатной формы, печатная форма может гравироваться лазерным лучом на основе сгенерированного плана глубин.
Существенное преимущество этого подхода состоит в том, что различные элементы эскиза, составляющие гравируемый на печатной форме полный эскиз глубокой печати, гравируются не по отдельности, а все одновременно, элемент за элементом. Кроме того, в отличие от упомянутых выше подходов, продолжительности этапов гравирования не зависят от сложности эскиза печатной формы, а зависят только от максимальной глубины гравируемого эскиза. Этот поэлементный способ также дает большую гибкость и контроль в отношении профиля гравировки и его формы.
Способ гравирования, раскрытый в Международной публикации №WO 03/103962 A1, может быть положен, в частности, в основу технологии гравирования особо сложных рисунков глубокой печати, как раскрыто в Международных публикациях №WO 2005/090090 A1 и WO 2007/119203 A1, также от имени Заявителя настоящего изобретения. Поэлементный принцип гравирования, раскрытый в WO 03/103962 A1, является наиболее подходящим для создания микрорельефного рисунка, обсуждавшегося в Международной публикации №WO 2007/119203 A1, и показывает высокую степень сложности и плотности элементов в сочетании с приемлемо низким временем гравирования. Иллюстративные изображения глубокой печати показаны на фиг.1 и 2, и эти изображения подобны тем, которые можно найти на большинстве банкнот, отпечатанных методом глубокой печати. Фиг.1 представляет собой увеличенное изображение части глаза на портрете, которое можно найти в Международной публикации №WO 03/103962 A1, а фиг.2 - увеличенное изображение части глаза другого портрета, согласно описанию Международной публикации №WO 2007/119203 A1, на котором типичные криволинейные изображения, отпечатанные методом металлографии, переплетены с микробуквами, которые пространственно модулированы для образования вариаций в тонах. Эти отпечатанные методом металлографии изображения обычно сформированы из расположенных сложным образом пространственно модулированных криволинейных элементов, образующих заданные полутона графического изображения, которое требуется создать на ценных бумагах. Криволинейные элементы обычно имеют ширину линии порядка 10 микрон и более.
Как обсуждалось в Международной публикации №WO 03/103962 A1, поэлементный способ гравирования может быть применен либо для создания заготовки формы для глубокой печати, например, полимерной формы, которая затем используется для изготовления любого количества идентичных печатных форм гальваническим методом дублирования, либо для прямого гравирования металлической формы, которая в итоге будет использоваться в качестве формы для глубокой печати, обычно после хромирования ее поверхности. Преимущественно, процесс гравирования осуществляется путем закрепления гравируемого лазером формного материала на окружности вращающегося цилиндра и перемещения блока лазерного гравирования в направлении, параллельном оси цилиндра.
Лазерное гравирование полимерных заготовок форм для глубокой печати, как рассмотрено в Международной публикации №WO 03/103962 A1, было успешно внедрено в производство Заявителем, который теперь продал целый ряд Computer to Intaglio Plate®, или CTiP® (Компьютеров для форм глубокой печати®), систем для печатания банкнот во всем мире. Такие системы CTiP® теперь используются значительным числом центров допечатной подготовки по производству банкнот во всем мире для изготовления форм для глубокой печати, используемых для печати банкнот и других ценных бумаг.
Лазерное гравирование полимерных заготовок форм для глубокой печати, по сравнению с прямым лазерным гравированием печатных форм, выгодно тем, что гравирование полимерной заготовки может быть выполнено за один проход и с высоким качеством гравировки. Гравирование полимерных заготовок, соответственно, особенно подходит для производства форм для глубокой печати высокого качества и высокой разрешающей способности, применяемых для изготовления банкнот.
Другое преимущество лазерного гравирования полимерных заготовок форм для глубокой печати состоит в том, что такие формы, однажды выгравированные, могут использоваться для изготовления, при помощи гальванической технологии, так называемого "Альто", которое может использоваться для изготовления основной (или оригинальной) печатной формы, которая используется для тиражирования множества абсолютно идентичных форм для глубокой печати, или же в качестве "оригинального Альто" для непосредственного изготовления множества абсолютно идентичных форм для глубокой печати. Поскольку гальваническая технология является очень стабильным и однообразным процессом, практически отсутствует вероятность того, что будут иметь место различия между множеством печатных форм, которые копировались с одного и того же оригинала. Кроме того, могут использоваться те же самые материалы печатной формы, которые традиционно используются в промышленности, без оказания какого-либо отрицательного воздействия на практическую работу печатника, эксплуатирующего печатный станок.
Тем не менее, прямое лазерное гравирование форм для глубокой печати имеет преимущество в плане требований по охране окружающей среды, так как оно позволяет не использовать гальванические операции, в которых применяются экологически вредные химические реактивы.
Тестовые испытания, выполненные Заявителем, продемонстрировали, что прямое лазерное гравирование формных материалов, главным образом металлических материалов, приводит к образованию отходов, которые необходимо удалять, чтобы обеспечивалось надлежащее качество гравировки и печати. Количество отходов напрямую зависит от глубины гравирования и, таким образом, возрастает с увеличением глубины гравирования. Количество отходов становится особенно критичным для их удаления, как только возникает необходимость выполнить относительно глубокое гравирование в материале печатной формы, главным образом гравирование с глубиной более 50 микрон (и еще более критичным - свыше 100 микрон).
В то время как выбор конкретного материала печатной формы влияет на образование расплавленных отходов, это образование отходов неизбежно при прямом лазерном гравировании форм для глубокой печати, и нужно принимать меры для удаления этих отходов, чтобы избежать ухудшения заданного качества гравирования. Это, опять же, особенно важно в случае гравирования глубоких рисунков глубокой печати, поскольку образуется значительное количество отходов, удалить которые становится затруднительно.
Это является одной из причин, по которым в Deinhammer 2006 предложено выполнять операцию предварительной очистки поверхности формы для глубокой печати, распыляя гранулы твердой углекислоты при низкой температуре (порядка -80°С) по поверхности формы и затем подвергая предварительно очищенную печатную форму химической обработке в кислотном растворе. Как уже упоминалось, эти операции потенциально могут нанести ущерб, поскольку могут привести к неравномерности гравировки. Кроме того, эти операции по очистке могут быть выполнены только тогда, когда печатная форма будет полностью выгравирована.
Было также замечено, что, хотя энергия лазерного луча хорошо поглощается и преобразуется в тепловую энергию, в первых нескольких микрометрах толщины материала гравируемой печатной формы в результате локального расплавления и испарения материала тепловая энергия больше не является направленной, а распространяется вглубь материала печатной формы равномерно во всех направлениях. В результате, более высокая энергия лазера не только создает более глубокие гравировки, но также и увеличивает ширину линий (см. также Deinhammer 2004).
Таким образом, имеется потребность в усовершенствованном способе и устройстве для изготовления форм для глубокой печати, в которых используется лазерный луч для гравирования рисунков глубокой печати прямо на поверхности гравируемого лазером, главным образом металлического, материала печатной формы.
Сущность изобретения
Основная цель изобретения состоит в создании усовершенствованных способа и устройства для изготовления форм для глубокой печати, предназначенных для изготовления ценных бумаг, в которых используется лазерный луч для гравирования рисунка глубокой печати непосредственно на поверхности гравируемого лазером формного материала.
Другая цель изобретения состоит в создании таких способа и устройства, которые улучшают формирование профиля гравировки рисунков глубокой печати, которые необходимо гравировать непосредственно на поверхности печатной формы.
Еще одна цель изобретения состоит в создании таких способа и устройства, которые позволяют ограничить образование расплавленных отходов и облегчают их удаление и очистку от них, обеспечивая высокое качество гравирования.
Еще одна цель изобретения состоит в создании решения, которое позволяет в максимально возможной степени избегать использования агрессивных технологий очистки для удаления расплавленных отходов процесса лазерного гравирования с поверхности печатной формы, поскольку эти агрессивные технологии очистки могут негативно воздействовать на равномерность гравирования и его качество.
Эти цели достигнуты благодаря решению, определенному в формуле изобретения.
Согласно данному изобретению, предложен способ изготовления форм для глубокой печати для изготовления ценных бумаг, в котором используют лазерный луч для гравирования рисунка глубокой печати непосредственно на поверхности гравируемого лазером формного материала, главным образом металлического, причем лазерное гравирование формного материала выполняют послойно в несколько отдельных этапов гравирования, выполняемых один за другим с точной приводкой так, что рисунок глубокой печати постепенно гравируется на поверхности формного материала до необходимой глубины гравирования, при этом поверхность материала выгравированной печатной формы очищают от отходов процесса лазерного гравирования после каждого отдельного этапа гравирования и между этими этапами.
Также предложено устройство прямого лазерного гравирования для осуществления вышеупомянутого способа, а именно устройство лазерного гравирования, содержащее опорный элемент, служащий для закрепления на нем материала гравируемой лазером печатной формы, блок лазерного гравирования, генерирующий лазерный луч, который направляется на поверхность формного материала для того, чтобы гравировать поверхность формного материала послойно, в несколько отдельных этапов гравирования, и блок очистки, предназначенный для очистки поверхности гравируемого формного материала и удаления с нее отходов процесса гравирования после каждого отдельного этапа гравирования и между этими этапами.
Благодаря этому решению, процесс гравирования подразделяется на множество отдельных создающих микрорельеф этапов, каждый из которых включает в себя снятие ограниченного количества материала с поверхности печатной формы и, соответственно, ограничивает образование отходов. Кроме того, поверхность материала гравируемой печатной формы очищается после каждого отдельного этапа гравирования таким образом, что отходы удаляются до того, как будет выполнен следующий этап гравирования, что, в итоге, улучшает качество гравирования.
Согласно одному варианту выполнения изобретения, каждый отдельный этап гравирования приводит к избирательному удалению слоя материала с поверхности печатной формы, толщина которого не превышает предварительно заданную максимальную величину. Эта предварительно заданная максимальная величина предпочтительно находится в интервале 10-15 микрон.
Согласно другому варианту выполнения изобретения, очистку поверхности материала гравируемой печатной формы после каждого отдельного этапа гравирования и между этими этапами выполняют механическим способом, преимущественно при помощи вращающейся щетки, которую перемещают по поверхности гравируемого формного материала после каждого отдельного этапа гравирования.
Согласно еще одному варианту выполнения изобретения, формный материал устанавливают на окружную поверхность опорного цилиндра, вращающегося перед подвижным блоком лазерного гравирования, который генерирует лазерный луч, направляемый на поверхность материала печатной формы; при этом блок лазерного гравирования выполнен с возможностью перемещения в направлении, параллельном оси вращения опорного цилиндра.
Согласно еще одному варианту выполнения изобретения, угол падения лазерного луча относительно поверхности гравируемого формного материала сохраняют постоянным, тем самым обеспечивая идеальную равномерность гравировки в ходе всего процесса гравирования.
Согласно еще одному варианту выполнения изобретения, блок лазерного гравирования, генерирующий лазерный луч, который направляется к поверхности формного материала, перемещают по поверхности формного материала во время каждого отдельного этапа гравирования от начального положения в конечное положение, а очистку поверхности материала гравируемой печатной формы выполняют в то время, когда блок лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение.
Преимущественно, в контексте варианта выполнения изобретения, в котором формный материал устанавливается на окружную поверхность опорного цилиндра, как упоминается выше, блок лазерного гравирования перемещается во время каждого отдельного этапа гравирования от начального положения в конечное положение шаг за шагом вдоль оси вращения опорного цилиндра с обеспечением обработки последовательных кольцевых участков поверхности формного материала, а очистку поверхности материала гравируемой печатной формы выполняют в то время, когда блок лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение.
Согласно еще одному варианту выполнения изобретения, гравирование поверхности формного материала начинают выполнять с самых глубоких рисунков глубокой печати и постепенно переходят к менее глубоким рисункам глубокой печати во время последовательных этапов гравирования. Это позволяет предохранять от повреждений менее глубокие и более тонкие рисунки глубокой печати до выполнения финальных этапов гравирования, поскольку менее глубокие и более тонкие рисунки глубокой печати более чувствительны к операциям по очистке. Это может быть осуществлено при использовании автоматического фокусирующего устройства, служащего для настройки фокусировки лазерного луча во время отдельных этапов гравирования, или путем разделения последовательности гравирования на несколько фаз, каждая из которых включает в себя один или более отдельных этапов гравирования, посредством чего во время каждой фазы гравирования гравируется только часть требуемого рисунка глубокой печати.
Ниже обсуждаются предпочтительные варианты выполнения изобретения, которые формируют сущность формулы изобретения.
Краткое описание чертежей
Другие особенности и преимущества данного изобретения станут более понятны после прочтения следующего подробного описания вариантов выполнения данного изобретения, которые представлены исключительно в виде неограничвающих примеров и поясняются при помощи прилагаемых чертежей, на которых:
Фиг.1 показывает увеличенное изображение части глаза на портрете, изготовленном по методу глубокой печати, описание которого можно найти в Международной публикации №WO 03/103962 A1;
Фиг.2 показывает увеличенное изображение части глаза на другом портрете, изготовленном по методу глубокой печати, согласно описанию Международной публикации №WO 2007/119203 A1;
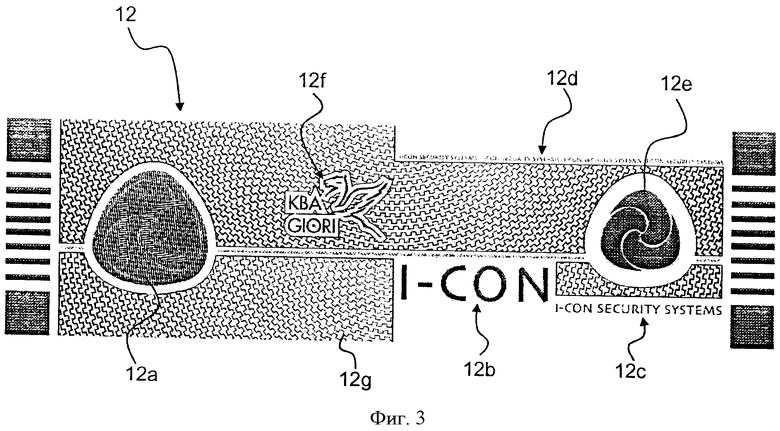
Фиг.3 иллюстрирует образец эскиза глубокой печати для акцизной марки или ленты с эмблемами, состоящего из множества конструктивных элементов, которые могут быть получены прямым лазерным гравированием согласно данному изобретению;
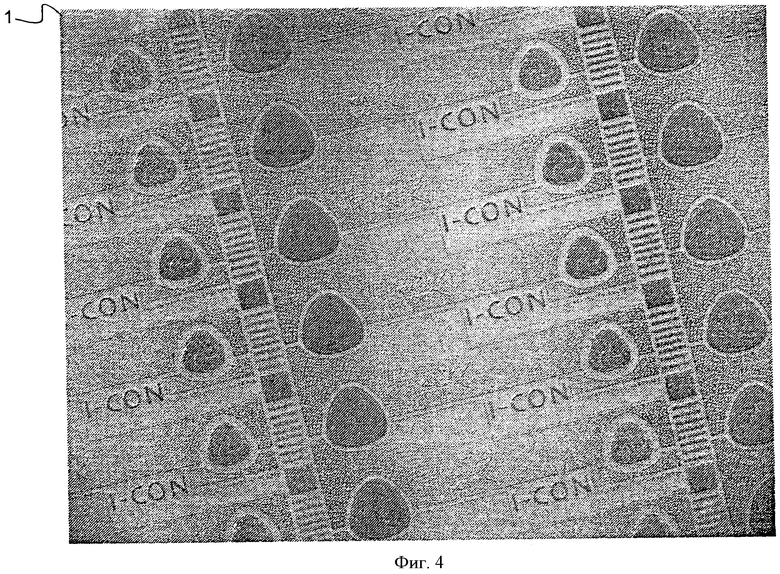
Фиг.4 изображает полутоновую фотографию части формы для глубокой печати, выгравированной согласно данному изобретению; на форме для глубокой печати выгравированы множественные рисунки глубокой печати, показанные на фиг.3;
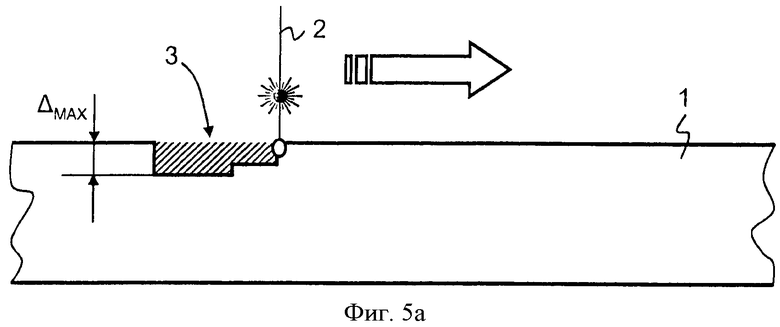
Фиг.5а и 5b изображают две схематичные иллюстрации отдельного этапа гравирования и последующего этапа очистки, согласно данному изобретению;
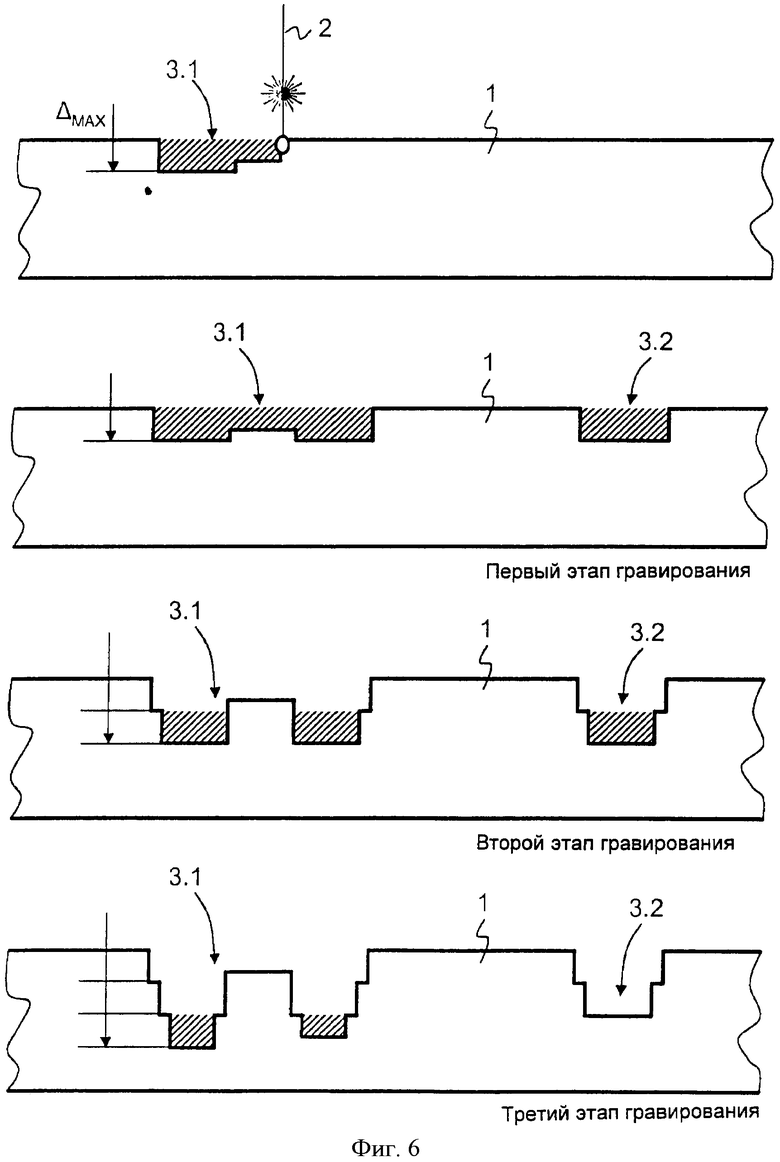
Фиг.6 изображает схематичную иллюстрацию, на которой показана возможная последовательность отдельных этапов гравирования формы для глубокой печати, согласно изобретению;
Фиг.7 изображает схематичную иллюстрацию, на которой показана другая возможная последовательность отдельных этапов гравирования формы для глубокой печати, согласно изобретению;
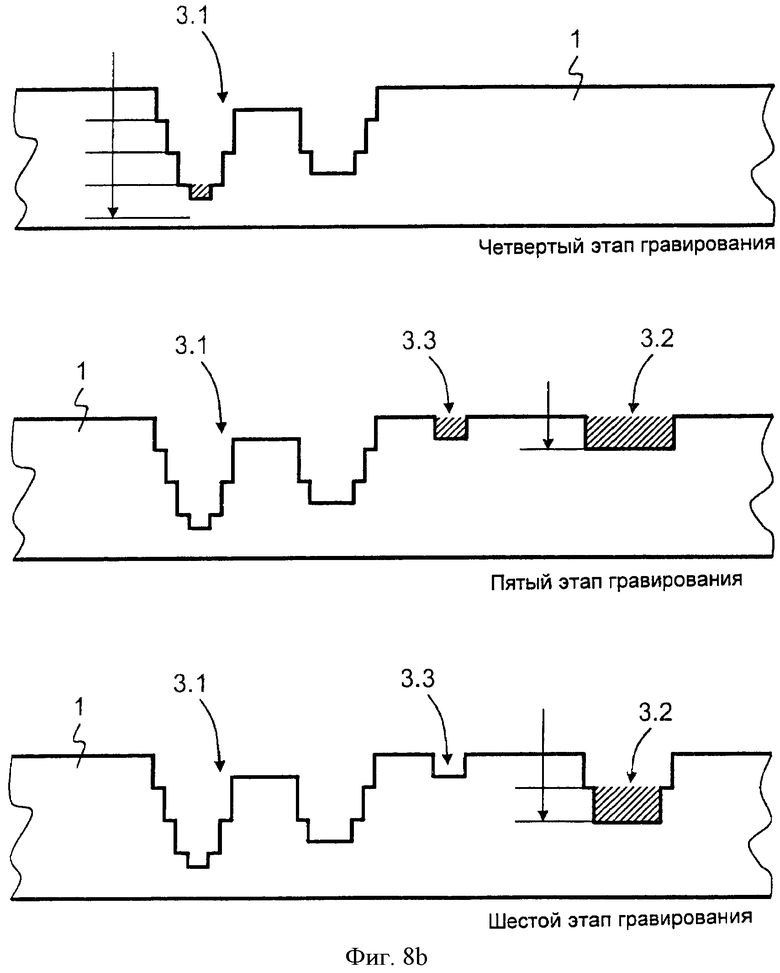
Фиг.8а и 8b изображают схематичные иллюстрации, на которых показана еще одна возможная последовательность отдельных этапов гравирования формы для глубокой печати, согласно изобретению;
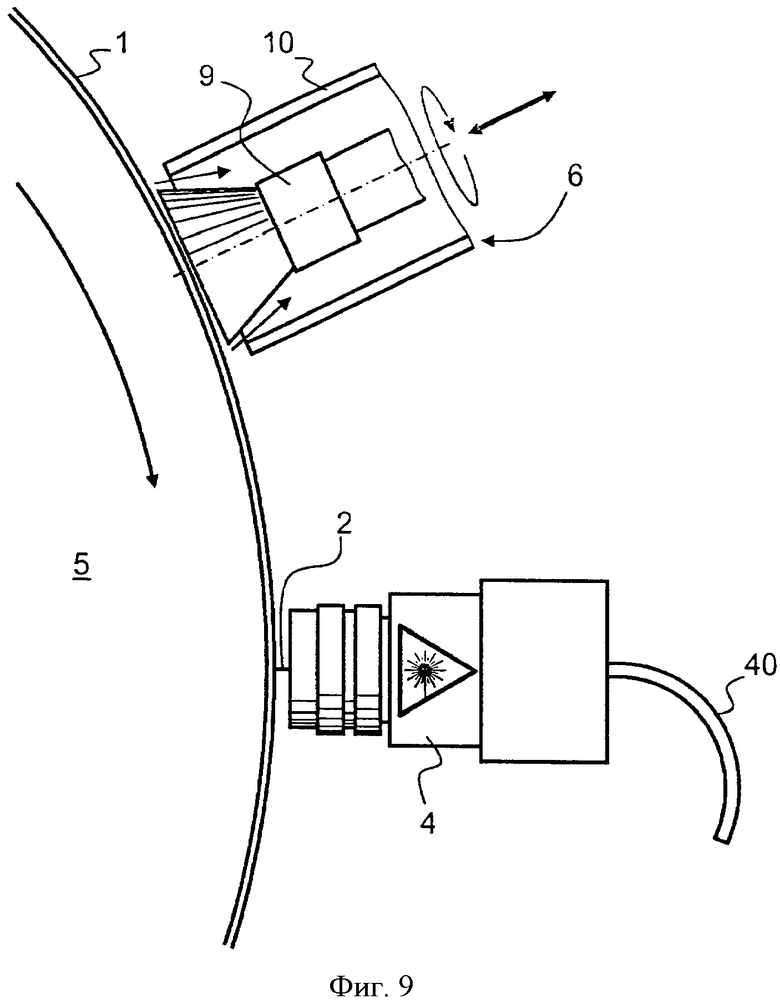
Фиг.9 изображает схематичный вид сбоку устройства лазерного гравирования для осуществления предложенного способа; и
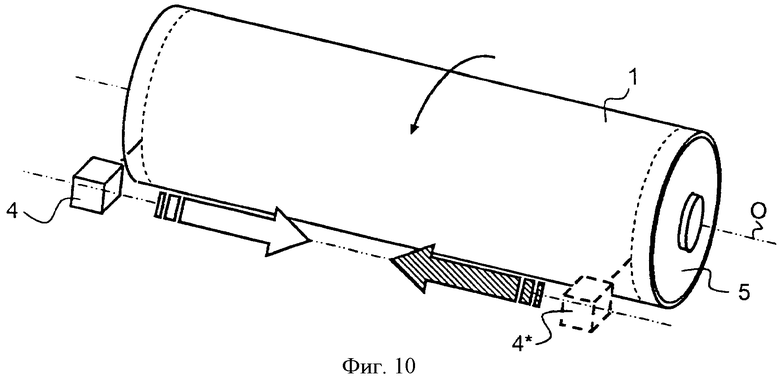
Фиг.10 изображает схематичный вид в аксонометрии устройства лазерного гравирования, изображенного на фиг.9, где показана только часть компонентов этого устройства.
Подробное описание вариантов выполнения изобретения
В контексте данного изобретения понятия "эскизы глубокой печати" или "рисунки глубокой печати" следует понимать как ссылку на эскизы и рисунки, которые получают гравированием и которые состоят из упорядоченного множества криволинейных элементов с изменяющейся шириной линий и глубиной гравирования. Такие эскизы и рисунки глубокой печати создают характерные печатные изображения и рисунки на печатной продукции, которые можно без труда увидеть и найти на большинстве ценных бумаг. Примеры таких узоров и рисунков, напечатанных методом глубокой печати, показаны на фиг.1 и 2, которые уже рассматривались, а также на фиг.3, на котором показан образец эскиза глубокой печати, который может быть выгравирован в виде соответствующих рисунков глубокой печати на форме глубокой печати при помощи прямого лазерного гравирования, согласно данному изобретению. Эти примеры, конечно же, носят чисто иллюстративный характер и не должны рассматриваться как ограничения объема данного изобретения.
Эскизы глубокой печати и рисунки, полученные согласно данному изобретению, следует отличать от эскизов и рисунков, используемых в контексте глубокой печати (или глубокой печати на ротационных машинах), где они просто состоят из матриц множества ячеек с изменяющейся шириной и/или глубиной, выгравированных на поверхности цилиндра и отделенных друг от друга при помощи стенок ячеек. При глубокой печати используются маловязкие пасты, которые могут залить ячейки выше стенок ячеек так, что отдельные ячейки будут не видны на отпечатке. Ячейки в глубокой печати обычно имеют глубину до 50 микрон (обычно глубина ячейки находится в диапазоне 10-30 микрон), и глубокая печать не производит заметного рельефа рисунка на печатаемом конечном продукте. Подробные пояснения по глубокой печати можно найти в "Handbook of Print Media" ("Руководство по печатным средствам массовой информации") Helmut Kipphan, Springer-Verlag, 2001, ISBN 3-540-67326-1 (см. например, главу 1.3.2.2 на стр.48-53, и главу 2.2 на стр.360-394).
В отличие от этого, глубокая печать, применяемая для изготовления ценных бумаг, основана на использовании гравированных печатных форм, у которых глубина криволинейных линий, формирующих рисунки, по крайней мере часть из них, обычно превышает 50 микрон. Эти рисунки глубокой печати, кроме того, покрываются типографской краской высокой вязкости, а печать выполняется под высоким давлением, что приводит к характерному рельефному тиснению на напечатанном конечном продукте.
На фиг.3 показан образец эскиза глубокой печати, обозначенный в целом номером 12 позиции, для акцизных марок или лент с эмблемами, который может быть получен прямым лазерным гравированием согласно данному изобретению. Этот эскиз 12 глубокой печати содержит множество конструктивных элементов 12а-12g, включая, например, так называемое скрытое изображение 12а, тексты или подобные буквенно-цифровые признаки 12b, 12 с, 12d переменного размера, большой поверхностный рисунок 12е с печатными элементами глубокой печати (не показаны), логотипы 12f и рисунки 12g блокперфекта. Могут быть предусмотрены и любые другие рисунки или их комбинации, включая рисунки, подобные тем, что можно найти на типичных портретах, выполненных методом глубокой печати, как показано на фиг.1 и 2.
Различные элементы 12а-12g рисунка глубокой печати, показанного на фиг.3, могут быть выполнены при помощи соответствующего программного обеспечения, такого как программный комплекс ONE®, продаваемый Заявителем данной заявки. Профиль гравирования каждого элемента 12а-12g может определяться индивидуально в соответствии с параметрами, выбранными конструктором, чтобы создать так называемый первоначальный план глубин, как рассмотрено в Международной публикации №WO 03/103962 А1. Этот первоначальный план глубин затем копируется цифровым способом столько раз, сколько необходимо, чтобы получить оригинальный план глубин формы для глубокой печати для ее гравирования. Частичный вид поверхности формы 1 для глубокой печати, которая была выгравирована на основе эскиза глубокой печати, изображенного на фиг.3, показан на полутоновой фотографии на фиг.4. На полутоновой фотографии на фиг.4 фактически показано зеркальное изображение выгравированной формы 1; это означает, что рисунки глубокой печати, которые выгравированы на печатной форме 1, являются зеркальным отражением эскиза глубокой печати, показанного на фиг 3.
Далее описан, со ссылкой на фиг.5а и 5b, основной принцип предложенного способа. На фиг.6а схематично показан формный материал 1 в процессе его гравирования лазерным лучом 2 для получения на его поверхности гравировок 3. Заштрихованный участок на фиг.6а указывает на материал, который удаляется лазерным лучом 2. Размеры гравировок 3 увеличены с целью иллюстрации. Например, по меньшей мере часть рисунка 3 глубокой печати может быть выгравирована с глубиной приблизительно 80 микрон. Следует понимать, что глубина гравировок может доходить до 150 (или, в конечном счете, более) микрон, в то время как типичная ширина линии находится в диапазоне 10-500 микрон. Более широкий диапазон ширины линий или поверхностей возможен при условиях, что в гравировках формируются соответствующие печатающие элементы, которые препятствуют удалению краски из гравировки в результате работы системы удаления остатков краски в прессах глубокой печати.
Гравирование предпочтительно выполняют поэлементно на основе трехмерных данных об элементе изображения плана глубин гравирования для заданных рисунков глубокой печати, как описано в Международной публикации №WO 03/103962 A1. Формный материал 1 предпочтительно изготовляется, или имеет наружный слой, из металла, например, из никеля, стали, латуни, цинка, хрома, или их сплавов; все эти материалы широко используются в технологии печати.
Согласно данному изобретению, формный материал 1 гравируют в несколько отдельных этапов гравирования (на фиг.6а проиллюстрирован первый из ряда отдельных этапов гравирования), выполняемых один за другим так, чтобы рисунки глубокой печати гравировались постепенно и послойно на поверхности формного материала 1 до требуемых глубин гравировки. Предпочтительно, каждый отдельный этап гравирования приводит к избирательному удалению слоя материала с поверхности печатной формы 1, толщина которого не превышает предварительно заданную максимальную величину ΔМАХ. Эта максимальная величина ΔМАХ предпочтительно составляет 10-15 микрон.
Как схематично показано на фиг.5b, поверхность материала гравируемой печатной формы 1 очищают после каждого отдельного этапа гравирования, то есть после снятия каждого слоя. Очистка поверхности материала печатной формы 1 может быть легко выполнена механическим способом (то есть, не прибегая к использованию агрессивных способов очистки). Такая очистка предпочтительно может выполняться при помощи вращающейся щетки 9, которая движется над поверхностью гравируемого формного материала 1.
Как будет показано далее, формный материал 1 предпочтительно может быть установлен на окружной поверхности опорного цилиндра, который вращается перед подвижным блоком лазерного гравирования, который генерирует лазерный луч, направленный к поверхности формного материала 1, при этом блок лазерного гравирования выполнен с возможностью перемещения параллельно оси вращения опорного цилиндра. В связи с этим, может быть легко выполнен каждый отдельный этап гравирования, пока блок лазерного гравирования перемещается из начального положения к конечному положению, шаг за шагом вдоль оси опорного цилиндра, обрабатывая последовательные кольцевые участки поверхности формного материала, а очистка поверхности формного материала 1 может выполняться, когда блок лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение.
Предпочтительно, чтобы угол падения лазерного луча 2 относительно поверхности материала гравируемой печатной формы 1 сохранялся постоянным, что гарантирует идеальную равномерность гравирования в ходе всего процесса гравирования.
В контексте данного изобретения могут быть предусмотрены различные последовательности отдельных этапов гравирования. На фиг.6 проиллюстрирована возможная последовательность, в которой первый и второй рисунки глубокой печати, обозначенные соответственно номерами 3.1 и 3.2 позиций, постепенно формируют послойным способом. Первый рисунок 3.1 глубокой печати, например, гравируется за три этапа, с образованием первой частичной гравировки в ходе первого этапа гравирования, углублением гравировки и получением второй частичной гравировки в ходе второго этапа гравирования, и, в конечном счете, получая конечный рисунок 3.1 глубокой печати в ходе третьего этапа гравирования. Менее глубокий рисунок 3.2 печати, аналогично, гравируют за два этапа, которые выполняют одновременно с первой и второй частичными гравировками первого рисунка 3.1 глубокой печати, частичная гравировка, полученная в ходе первого этапа, последовательно углубляется до конечного рисунка 3.2 глубокой печати в ходе второго этапа гравирования. Заштрихованные участки на фиг.6 аналогично показывают слой материала, который удаляется лазерным лучом 2 в ходе каждого этапа гравирования (то же самое относится к фиг.7 и фиг.8а и 8b, которые рассматриваются далее). Кроме того, следует понимать, что поверхность формного материала 1 очищают от отходов после каждого отдельного этапа гравирования.
На фиг.7 проиллюстрирована другая возможная последовательность, в которой послойное гравирование поверхности формного материала 1 начинают выполнять с самых глубоких рисунков глубокой печати, например рисунка 3.1, с постепенным переходом к менее глубоким рисункам глубокой печати, например к рисунку 3.2, после чего в ходе последовательных этапов гравирования получают рисунок 3.3 глубокой печати. Например, в ходе первого этапа гравирования частично гравируется только рисунок 3.1. В ходе второго этапа углубляется этот рисунок 3.1 и одновременно формируется частичная гравировка рисунка 3.2. В ходе третьего этапа рисунки 3.1 и 3.2 углубляются далее, в то время как на поверхности формного материала 1 формируется третий, более мелкий, рисунок 3.3 глубокой печати.
Как видно на фиг.7, в этом случае, во время второго и третьего этапов гравирования, требуется регулировать фокусировку лазерного луча 2, поскольку материал удаляется на различных уровнях формного материала 1. Это может быть выполнено при помощи соответствующего устройства для настройки фокусировки лазерного луча 2 в ходе этапов гравирования (в такой регулировке фокусировки лазерного луча 2 не было необходимости в ходе первого этапа гравирования).
Альтернативно, как показано на фиг.8а и 8b, можно разложить последовательность послойного гравирования на множество фаз гравирования, каждая из которых включает в себя один или более отдельных этапов гравирования, в результате чего в ходе каждой фазы гравирования гравируется только часть заданных рисунков глубокой печати.
На фиг.8а и 8b, например, показан случай, когда рисунок 3.1 глубокой печати формируется в ходе первой фазы гравирования, а рисунки 3.2 и 3.3 глубокой печати формируются в ходе последующей второй фазы гравирования. Точнее говоря, на фиг.8а и 8b показано, что выполняют первый, второй, третий и четвертый этапы гравирования (которые все соответствуют первой фазе гравирования) с образованием рисунка 3.1, в то время как более мелкие рисунки 3.2 и 3.3 формируют одновременно во время пятого и шестого этапов гравирования (пятый и шестой этапы гравирования соответствуют второй фазе гравирования). Очевидно, что может быть предусмотрено более чем две фазы гравирования.
В отличие от предыдущей последовательности этапов гравирования, проиллюстрированных на фиг.7, фокусировка лазерного луча 2 должна регулироваться не в ходе каждого этапа гравирования, а просто при переходе от одного этапа к следующему, как в случае последовательности этапов гравирования, проиллюстрированных на фиг.6.
Последовательности этапов гравирования, рассмотренные выше со ссылкой на фиг.7 и фиг.8а и 8b, могут быть эффективны при формировании более мелких и более тонких рисунков глубокой печати в ходе окончательных стадий процесса гравирования и не требуют повторных операций по очистке.
Последовательности этапов гравирования, рассмотренные выше со ссылкой на фиг.6, 7, 8а и 8b, являются лишь примерами возможных последовательностей гравирования. Могут быть предусмотрены другие последовательности этапов гравирования.
На фиг.9 схематично показан частичный вид сбоку устройства лазерного гравирования для осуществления предложенного способа. Как уже упоминалось, материал 1 печатной формы предпочтительно устанавливается на окружной поверхности опорного цилиндра 5 (см. также фиг.10), вращающегося перед подвижным блоком 4 гравирования, который генерирует лазерный луч 2, направленный к поверхности материала 1 печатной формы; блок 4 лазерного гравирования может перемещаться параллельно оси О вращения опорного цилиндра 5.
Блок 4 может быть соответствующим блоком лазерного гравирования любого типа, например волоконным иттербиевым лазером. Лазерный луч может подаваться от источника-генератора лазера (не показанного) к лазерной головке блока 4 через волоконно-оптический кабель 40. Блок 4 устанавливается на раме (не показанной на фиг.10) и может перемещаться параллельно оси О вращения цилиндра 5 между начальным положением (показанным на фиг.10 слева) и конечным положением, обозначенным позицией 4* (в правой части на фиг.10).
Блок 4 выполнен с возможностью перемещения во время каждого отдельного этапа гравирования из начального положения к конечному положению (например, слева направо на фиг.10) шаг за шагом вдоль оси О вращения опорного цилиндра 5, осуществляя обработку очередных кольцевых участков поверхности формного материала 1.
Блок очистки, обозначенный в целом номером 6 позиции, предпочтительно устанавливается при помощи кронштейна (не показанного) на той же самой раме, что и блок 4, с обеспечением перемещения вместе с ним. Кронштейн выполнен с обеспечением возможности перемещения блока 6 очистки между рабочим положением (как показано на фиг.9), в котором блок 6 вводится в контакт с поверхностью формного материала 1, переносимого на опорном цилиндре 5, и втянутым нерабочим положением (не показанным), в котором блок 6 отводится от поверхности формного материала 1. Блок 6 очистки предпочтительно работает в то время, пока блок 4 лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение, например, справа налево на фиг.10. Могут быть предусмотрены, однако, другие конструкции для монтажа блока 6 очистки, включая конструкции, в которых блок 6 и блок 4 установлены на отдельных рамах, и/или конструкции, в которых блок 6 является выдвижным, например, за счет вращения блока 6 в направлении к поверхности материала 1, переносимого на цилиндре 5.
Блок 6 очистки предпочтительно представляет собой вращающуюся щетку 9, предназначенную для очистки поверхности формного материала 1. Блок 6 преимущественно может быть также снабжен аспирационной головкой 10 для всасывания отходов, которые удаляются с поверхности материала печатной формы 1. В этом примере вращающаяся щетка 9 расположена внутри аспирационной головки 10 так, чтобы отходы могли легко всасываться со всех участков, окружающих вращающуюся щетку 9.
Частота вращения щетки 9, прижим щетки 9 к поверхности формного материала 1 и/или скорость перемещения блока 6 очистки параллельно оси О вращения опорного цилиндра 5 являются предпочтительно регулируемыми, чтобы обеспечивать оптимальную эффективность очистки.
На фиг.9 и 10 формный материал 1 предпочтительно гравируется, будучи удерживаемым на опорном цилиндре 5 таким же образом, как он удерживается на окружной поверхности формного цилиндра машины глубокой печати. Это гарантирует, что профиль гравирования на гравировках остается, по существу, неизменным, когда материал 1 гравируемой печатной формы в итоге будет устанавливаться в машину глубокой печати, что является более предпочтительным, по сравнению с решением, раскрытым в Международной публикации №WO 97/48555 A1, европейской заявке на патент №EP 1334822 A2, Международной публикации №WO 2006/045128 A1 или Deinhammer 2006, где формный материал 1 гравируется, будучи закрепленным на плоскости. Для полноты картины, раскрыты машины глубокой печати в следующих европейских заявках на патент №№EP 0091709 A1, EP 0351366 A, EP 0406157 A, EP 0415881 A1, EP 0563007 A1, EP 0683123 A1, EP 0873866 A1, EP 1400353 A1, EP 1442878 A1, EP 1445098 A1, EP 1448393 A1 (WO 03/047862 A1), EP 1580015 A1, EP 1602482 A1, EP 1602483 A1, EP 1622769 A1 (WO 2004/101282 A1) и EP 1704052 A1 (WO 2005/077656 A1), все от имени Заявителя данной заявки.
Могут быть выполнены различные модификации и/или усовершенствования описанных выше вариантов выполнения изобретения, не отступая от объема данного изобретения, который определен в приложенной формуле изобретения. Например, несмотря на то, что рассмотренный выше вариант выполнения устройства лазерного гравирования включает в себя вращающийся опорный цилиндр, на окружной поверхности которого устанавливается гравируемый лазером формный материал, изобретение в равной степени применимо к гравировальным системам, имеющим плоский стол с прямоугольной системой координат X-Y.



Изобретение относится к способу и устройству изготовления форм для глубокой печати, предназначенных для производства ценных бумаг, в котором используют лазерный луч (2) для гравирования рисунка (3, 3.1, 3.2, 3.3) глубокой печати непосредственно на поверхности формного материала (1), в частности металлического, выполненного с возможностью гравирования лазером. Лазерное гравирование формного материала (1) выполняют послойно в несколько отдельных этапов гравирования. Этапы выполняют один за другим с точной приводкой так, что рисунок (3, 3.1, 3.2, 3.3) глубокой печати постепенно гравируется на поверхности формного материала (1) до необходимых глубин гравировки. Поверхность гравируемого формного материала (1) очищают от отходов процесса лазерного гравирования после каждого отдельного этапа гравирования, в то время как блок лазерного гравирования находится в бездействующем состоянии. В результате достигается повышение качества гравирования. 2 н. и 22 з.п. ф-лы, 10 ил.
1. Способ изготовления форм для глубокой печати, предназначенных для производства ценных бумаг, включающий использование лазерного луча (2), генерируемого блоком (4) лазерного гравирования, для гравирования рисунка (3, 3.1, 3.2, 3.3) глубокой печати непосредственно на поверхности формного материала (1), выполненного с возможностью гравирования лазером, отличающийся тем, что лазерное гравирование формного материала (1) выполняют послойно в несколько отдельных этапов гравирования, выполняемых один за другим с точной приводкой так, что рисунок (3, 3.1, 3.2, 3.3) глубокой печати постепенно гравируется на поверхности формного материала (1) до необходимых глубин гравировки, причем поверхность гравируемого формного материала (1) очищают от отходов процесса лазерного гравирования после каждого отдельного этапа гравирования и между этими этапами, когда блок (4) лазерного гравирования находится в бездействующем состоянии.
2. Способ по п.1, в котором в результате каждого отдельного этапа гравирования осуществляют избирательное удаление слоя материала с формного материала (1), при этом толщина указанного слоя не превышает предварительно заданную максимальную величину.
3. Способ по п.2, в котором предварительно заданная максимальная величина составляет от 10 до 15 мкм.
4. Способ по любому из пп.1, 2 или 3, в котором по меньшей мере часть рисунка глубокой печати гравируют до глубины по меньшей мере 80 мкм.
5. Способ по любому из пп.1-3, в котором очистку поверхности гравируемого формного материала (1) после каждого отдельного этапа гравирования и между этими этапами выполняют механическим способом.
6. Способ по п.5, в котором очистку поверхности формного материала (1) после каждого отдельного этапа гравирования и между этими этапами выполняют при помощи вращающейся щетки (9), которую перемещают по поверхности гравируемого формного материала (1) после каждого отдельного этапа гравирования и между этими этапами.
7. Способ по любому из пп.1-3, в котором каждый этап гравирования представляет собой поэлементное гравирование формного материала (1) на основе трехмерных данных об элементе изображения согласно плану глубин гравируемых рисунков глубокой печати.
8. Способ по любому из пп.1-3, в котором лазерный луч (2), генерируемый блоком (4) лазерного гравирования, направляют к указанной поверхности, при этом блок (4) лазерного гравирования перемещают во время каждого отдельного этапа гравирования по поверхности формного материала (1) из начального положения в конечное положение, а очистку поверхности гравируемого формного материала (1) выполняют в то время, когда блок (4) лазерного гравирования, будучи бездействующим, возвращают из конечного положения в начальное положение.
9. Способ по любому из пп.1-3, в котором формный материал (1) устанавливают на окружную поверхность опорного цилиндра (5), который вращают перед подвижным блоком (4) лазерного гравирования, при этом лазерный луч (2), генерируемый блоком (4), направляют к поверхности формного материала (1), причем блок (4) лазерного гравирования выполнен с возможностью перемещения параллельно оси (О) вращения опорного цилиндра (5), и этот блок (4) перемещают во время каждого отдельного этапа гравирования из начального положения в конечное положение шаг за шагом вдоль оси (О) вращения опорного цилиндра (5) с обеспечением обработки последовательных кольцевых участков поверхности формного материала (1), а очистку поверхности гравируемого формного материала (1) выполняют в то время, когда блок (4) лазерного гравирования, будучи бездействующим, возвращают из конечного положения в начальное положение.
10. Способ по любому из пп.1-3, в котором гравирование поверхности формного материала (1) начинают выполнять с самых глубоких рисунков глубокой печати и постепенно переходят к менее глубоким рисункам глубокой печати во время последовательных этапов гравирования.
11. Способ по п.10, в котором фокусировку лазерного луча (2) регулируют во время, по меньшей мере, одного из указанных отдельных этапов гравирования.
12. Способ по п.10, в котором фокусировку лазерного луча (2) не регулируют во время отдельных этапов гравирования, причем гравирование поверхности формного материала (1) разделяют на множество фаз гравирования, каждая из которых включает в себя один или более отдельных этапов гравирования, в результате чего во время каждой фазы гравирования гравируют только часть заданного рисунка (3.1, 3.2, 3.3) глубокой печати.
13. Способ по любому из пп.1-3, в котором угол падения лазерного луча (2) относительно поверхности формного материала (1) сохраняют постоянным в ходе всего процесса гравирования.
14. Способ по любому из пп.1-3, в котором формный материал (1) является металлическим материалом.
15. Устройство лазерного гравирования для изготовления форм для глубокой печати, предназначенных для производства ценных бумаг, содержащее опорный элемент (5), предназначенный для установки формного материала (1), выполненного с возможностью гравирования лазером, блок (4) лазерного гравирования, генерирующий лазерный луч (2), который направляется на поверхность формного материала (1) для гравирования рисунка (3, 3.1, 3.2, 3.3) глубокой печати непосредственно на этой поверхности послойно в несколько отдельных этапов гравирования, и блок (6) очистки, предназначенный для очистки поверхности гравируемого формного материала (1) и удаления с нее отходов процесса гравирования после каждого отдельного этапа гравирования и между этими этапами, когда блок (4) лазерного гравирования находится в бездействующем состоянии.
16. Устройство по п.15, в котором блок (4) лазерного гравирования выполнен с возможностью перемещения во время каждого отдельного этапа гравирования из начального положения в конечное положение по поверхности формного материала (1), при этом блок (6) очистки работает в то время, пока блок (4) лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение.
17. Устройство по п.15, в котором формный материал (1) установлен на окружной поверхности опорного цилиндра (5), действующего в качестве указанного опорного элемента и вращающегося перед блоком (4) лазерного гравирования, который выполнен с возможностью перемещения параллельно оси (О) вращения опорного цилиндра (5).
18. Устройство по п.17, в котором блок (4) лазерного гравирования выполнен с возможностью перемещения во время каждого отдельного этапа гравирования из начального положения в конечное положение шаг за шагом вдоль оси (О) вращения опорного цилиндра (5) с обеспечением обработки последовательных кольцевых участков поверхности формного материала (1), причем блок (6) очистки работает в то время, пока блок (4) лазерного гравирования, будучи бездействующим, возвращается из конечного положения в начальное положение.
19. Устройство по любому из пп.15-18, в котором блок (4) лазерного гравирования и блок (6) очистки установлены на общей раме, выполненной с возможностью перемещения относительно поверхности формного материала (1).
20. Устройство по любому из пп.15-18, в котором блок (6) очистки выполнен с возможностью выполнения механической очистки поверхности гравируемого формного материала (1) после каждого отдельного этапа гравирования и между этими этапами.
21. Устройство по любому из пп.15-18, в котором блок (6) очистки содержит вращающуюся щетку (9), которая может быть введена в контакт с поверхностью гравируемого формного материала (1) для механического удаления отходов с указанной поверхности.
22. Устройство по любому из пп.15-18, в котором блок (4) лазерного гравирования выполнен с возможностью регулирования для избирательного удаления слоя материала с формного материала (1) во время каждого отдельного этапа гравирования, при этом толщина указанного слоя не превышает предварительно заданную максимальную величину.
23. Устройство по п.22, в котором предварительно заданная максимальная величина составляет от 10 до 15 мкм.
24. Устройство по любому из пп.15-18, в котором блок (4) лазерного гравирования выполнен с возможностью регулирования для выполнения поэлементного гравирования формного материала (1) на основе трехмерных данных об элементе изображения согласно плану глубин гравируемых рисунков глубокой печати.
| US 2007254242 A1, 01.11.2007 | |||
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2086378C1 |
| RU 2006122597 A, 20.01.2008 | |||
| RU 2004110039 A, 10.09.2005 | |||
| US 2007107252 A1, 17.05.2007 | |||
| US 6511784 B1, 28.01.2003 | |||
| EP 1334822 A2, 13.08.2003. | |||

