Настоящее изобретение относится к носителю информации с полученным методом металлографской печати печатным изображением, имеющим по меньшей мере одну первую сплошную запечатанную поверхность с первой толщиной красочного слоя и по меньшей мере одну, примыкающую к этой первой запечатанной поверхности, вторую сплошную запечатанную поверхность со второй толщиной красочного слоя, при этом толщина указанных красочных слоев различна. Подобный носитель информации известен, например, из GB 1390302.
Изобретение относится также к печатной форме, предназначенной для получения примыкающих друг к другу сплошных запечатанных поверхностей и имеющей поверхность и выгравированные в этой поверхности по меньшей мере один первый гравированный участок с первой глубиной гравировки и по меньшей мере один примыкающий к этому первому гравированному участку второй гравированный участок со второй глубиной гравировки, при этом указанные глубины гравировки различны. Печатная форма такого типа известна, например, из GB 1320615.
Изобретение относится далее к способу металлографской печати для получения примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя. Такой способ металлографской печати известен, например, из GB 1390302.
Изобретение относится, кроме того, к способу изготовления печатной формы, предназначенной для получения примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя, заключающемуся в том, что подготавливают заготовку для печатной формы с соответствующей поверхностью и затем на поверхности этой заготовки печатной формы гравируют первый участок с первой глубиной гравировки и второй участок со второй глубиной гравировки. Способ подобного типа известен, в частности, из GB 1320615.
Характерной особенностью технологии изготовления печатных форм глубокой печати является удаление материала с поверхности печатной формы на ее печатающих, т.е. обеспечивающих перенос краски, участках соответствующим гравировальным инструментом или травлением. На готовую печатную форму наносят печатную краску, а ее избыток перед собственно процессом печатания удаляют с поверхности печатной формы ракелем или стирающим валиком, в результате чего краска остается лишь в углублениях. После этого к печатной форме прижимают основу, обычно бумагу, которую затем отделяют от этой печатной формы, при этом краска пристает к поверхности основы, образуя на ней оттиск, т.е. печатное изображение. При использовании просвечивающих красок оптическую плотность цветового тона регулируют изменением толщины наносимого слоя краски.
Обычные методы глубокой печати подразделяют на автотипную глубокую печать и металлографскую печать. Печатные формы для автотипной глубокой печати изготавливают, например, электронным лучом, лазерным лучом или штихелем. Характерная особенность автотипной глубокой печати состоит в том, что передать различные оттенки серого и цветового тона в печатном изображении можно за счет упорядоченного расположения в печатной форме печатающих элементов в виде ячеек различной плотности, размера и/или глубины.
Металлографская печать, прежде всего со стальных печатных форм, называемых в этом случае гравюрами, является основной технологией печатания носителей информации, прежде всего ценных бумаг, таких как банкноты и т.п. В отличие от других распространенных методов печатания, таких как офсетная печать, металлографская печать допускает нанесение на носитель информации краски очень толстым слоем. Получаемый при металлографской печати сравнительно толстый слой краски служит простейшим признаком подлинности или защитным элементом, легко распознаваемым на ощупь даже неспециалистом. Подобный признак подлинности невозможно подделать путем простого копирования, благодаря чему метод металлографской печати обеспечивает защиту от простых подделок.
Металлографская печать отличается тем, что для получения оттиска, соответственно печатного изображения в печатных формах выполняют углубления в форме линий. При механическом изготовлении печатной формы для металлографской печати из-за обычно конического сужения гравировальных инструментов с увеличением глубины гравирования увеличивается ширина линии. Кроме того, с увеличением глубины гравирования возрастает и объем вбираемой гравированной линией краски, а тем самым и непрозрачность напечатанной линии. При изготовлении печатных форм для металлографской печати травлением ее не печатающие участки покрывают химически инертным лаком. В результате последующего травления на не покрытой лаком поверхности формы образуется гравюра, глубина и ширина образующих которую линий зависят прежде всего от продолжительности травления.
Из WO 97/48555 известен способ, позволяющий изготавливать машинным методом печатные формы для металлографской печати определенными партиями. С этой целью в компьютер вводятся данные о расположении линий на штриховом рисунке, служащем оригиналом, и точно задается площадь каждой отдельной линии. После этого гравировальным инструментом, например вращающимся штихелем или лазерным лучом, вначале гравируется наружный контур этих поверхностей для получения их точного очертания или окантовки.
Затем на этом окантованном участке поверхности тем же или иным гравировальным инструментом снимается материал с получением в результате всей линии, точно выгравированной в соответствии со штриховым оригиналом. При этом в зависимости от типа гравировального инструмента и от управления его перемещением донной поверхности на участке, на котором удален материал, придается определенная шероховатость или неровность, обеспечивающая удержание печатной краски.
Существует также возможность выгравировывать в пределах первой гравированной поверхности вторую гравированную поверхность большей глубины, в результате чего оттиск, соответственно печатное изображение из-за различной толщины слоя, нанесенного на основу краски, будет иметь две примыкающие друг к другу поверхности, на которых краска, соответственно цвет будут различаться интенсивностью. Однако после процесса печати различия в толщине стираются, поскольку печатные краски на этих сплошных запечатанных поверхностях сливаются, в результате чего в оттиске отсутствует четкая визуально различимая граница между этими поверхностями, и поэтому воспроизвести таким путем мелкие детали структуры изображения невозможно.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать соответствующие меры, которые позволяли бы получать при металлографской печати такие примыкающие друг к другу сплошные запечатанные поверхности, между которыми имелась бы четко различимая граница.
В отношении носителя информации с полученным методом металлографской печати печатным изображением, имеющего по меньшей мере одну первую сплошную запечатанную поверхность с первой толщиной красочного слоя и по меньшей мере одну, примыкающую к этой первой запечатанной поверхности вторую сплошную запечатанную поверхность со второй толщиной красочного слоя, при этом толщина указанных красочных слоев различна, указанная задача решается благодаря тому, что первая и вторая сплошные запечатанные поверхности непосредственно примыкают друг к другу и отделены друг от друга четкой, не различимой невооруженным глазом граничной линией, при этом в зоне этой граничной линии толщина красочных слоев обеих сплошных запечатанных поверхностей минимальна.
В одном из вариантов выполнения предлагаемого в изобретении носителя информации предпочтительно, чтобы минимальная толщина красочного слоя практически равнялась нулю. Согласно еще одному варианту выполнения предлагаемого в изобретении носителя информации сплошные запечатанные поверхности предпочтительно выполнять в виде линий или в виде поверхностей. При этом первая и/или вторая сплошные запечатанные поверхности могут представлять собой рисунок, графический символ или шрифтовой знак.
В отношении печатной формы, предназначенной для получения примыкающих друг к другу сплошных запечатанных поверхностей и имеющей поверхность и выгравированные в этой поверхности по меньшей мере один первый гравированный участок с первой глубиной гравировки и по меньшей мере один примыкающий к этому первому гравированному участку второй гравированный участок со второй глубиной гравировки, при этом указанные глубины гравировки различны, положенная в основу изобретения задача решается благодаря тому, что между первым и вторым гравированными участками расположена перегородка, верхний край которой имеет заостренную форму и оканчивается на уровне поверхности печатной формы.
У такой предлагаемой в изобретении печатной формы угол наклона боковых поверхностей перегородки относительно перпендикуляра, проведенного к поверхности печатной формы, предпочтительно составляет от 15 до 60°, более предпочтительно от 30 до 50°. В соответствии с одним из вариантов выполнения предлагаемой в изобретении печатной формы первая и вторая глубина гравировки предпочтительно составляет от 5 до 250 мкм, более предпочтительно от 5 до 150 мкм. Согласно еще одному варианту выполнения предлагаемой в изобретении печатной формы гравированные участки образованы углублениями в виде линий или в виде поверхностей. Предпочтительно далее, чтобы у предлагаемой в изобретении печатной формы ее первый и/или второй гравированные участки образовывали рисунок, графический символ или шрифтовой знак. Помимо этого донной поверхности первого и/или второго гравированных участков предлагаемой в изобретении печатной формы предпочтительно придавать шероховатый рисунок.
Основная отличительная особенность изобретения состоит в том, что для получения примыкающих друг к другу сплошных запечатанных поверхностей соответствующие этим поверхностям гравированные участки печатной формы отделены друг от друга перегородкой, которая на уровне поверхности печатной формы оканчивается заостренным краем. При получении с помощью такой печатной формы оттиска на носителе информации, например на банкноте, образуются примыкающие друг к другу сплошные запечатанные поверхности, красочные слои которых имеют минимальную толщину в граничной зоне.
В идеальном случае толщина красочного слоя на граничной линии между сплошными запечатанными поверхностями равна нулю. Однако, если печатные краски примыкающих друг к другу сплошных запечатанных поверхностей соединяются непосредственно в граничной зоне, то указанная толщина может несколько превышать нулевую и прежде всего в том случае, когда перегородка имеет крутые боковые поверхности с небольшим углом их наклона. С увеличением пологости боковых поверхностей указанной перегородки повышается плавность, с которой толщина красочного слоя на граничном участке изменяется в сторону минимальной. Тем самым создается возможность получать между примыкающими друг к другу сплошными запечатанными поверхностями очень тонкую, видимую только при увеличении, например с помощью лупы, более светлую граничную линию, которая может служить дополнительным скрытым защитным элементом или признаком, не видимым невооруженным глазом при обычном рассмотрении.
С использованием предлагаемого в изобретении решения впервые стало возможным получение при металлографской печати непосредственно примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя, которые не сливаются и четко отделены друг от друга.
Варьируя глубину гравировки, таким путем с использованием одной и той же печатной краски можно изменять цветовой оттенок. При применении имеющихся в продаже красок для металлографской печати гравировка глубиной в пределах примерно 5-60 мкм позволяет получать красочные слои, которые большей частью воспринимаются как просвечивающие, полупрозрачные. При этом светлые краски обычно обладают более высокой степенью прозрачности по сравнению с темными. И, наоборот, при глубине гравировки в пределах примерно 60-100 мкм получаемые красочные слои выглядят скорее как кроющие. Таким образом, с использованием, например, трех различных полупрозрачных печатных красок в сочетании с гравировками лишь с двумя различными значениями глубины на одном оттиске в одну стадию печатания удается получить шесть различных цветовых тонов или оттенков. Гравировка глубиной порядка 100 мкм и более позволяет получать на запечатанном документе также хорошо различимые на ощупь красочные слои, и поэтому предлагаемые в изобретении печатные формы можно использовать не только для целенаправленного создания определенного зрительного цветового впечатления от запечатанного документа, но и целенаправленно изменять его тактильные качества.
В изобретении предлагается также способ металлографской печати для получения примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя, для чего применяют предлагаемую в изобретении и описанную выше печатную форму.
Объектом настоящего изобретения является также, как указано в начале описания, способ изготовления печатной формы, предназначенной для получения примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя, заключающийся в том, что подготавливают заготовку для печатной формы с соответствующей поверхностью и затем на поверхности этой заготовки печатной формы гравируют первый участок с первой глубиной гравировки и второй участок со второй глубиной гравировки. Такой способ отличается согласно изобретению тем, что первый и второй участки гравируют таким образом, чтобы между этими первым и вторым гравированными участками оставалась перегородка, верхний край которой имеет заостренную форму и оканчивается на уровне поверхности печатной формы. Гравированные участки предпочтительно образованы углублениями в виде линий или в виде поверхностей.
В одном из вариантов осуществления этого способа перегородки предлагается выполнять таким образом, чтобы угол наклона их боковых поверхностей относительно перпендикуляра, проведенного к поверхности печатной формы, составлял от 15 до 60°, предпочтительно от 30 до 50°.
При осуществлении предлагаемого в изобретении способа для гравирования предпочтительно использовать гравировальный инструмент с соответствующим углом наклона его боковых сторон. При этом в качестве такого инструмента для гравирования целесообразно использовать вращающийся штихель заостренной формы.
Помимо этого при осуществлении предлагаемого в изобретении способа предпочтительно далее, чтобы глубина гравировки составляла от 5 до 250 мкм, более предпочтительно от 5 до 150 мкм.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа донную поверхность на первом и/или втором гравируемых участках предпочтительно выполнять с шероховатым рисунком.
Согласно еще одному варианту осуществления предлагаемого в изобретении способа на поверхности печатной формы можно гравировать несколько примыкающих друг к другу первых участков и один или несколько примыкающих друг к другу вторых участков. При этом первый, соответственно несколько первых гравируемых участков, и/или второй, соответственно несколько вторых гравируемых участков, предпочтительно располагать в виде рисунка, графического символа или шрифтового знака.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на схематичные чертежи, на которых без соблюдения пропорциональности, в частности в соотношениях толщины слоев, показано:
на фиг.1 - фрагмент печатной формы в поперечном сечении;
на фиг.2 - схематичное изображение в поперечном сечении фрагмента носителя информации с двумя примыкающими друг к другу красочными слоями различной толщины и
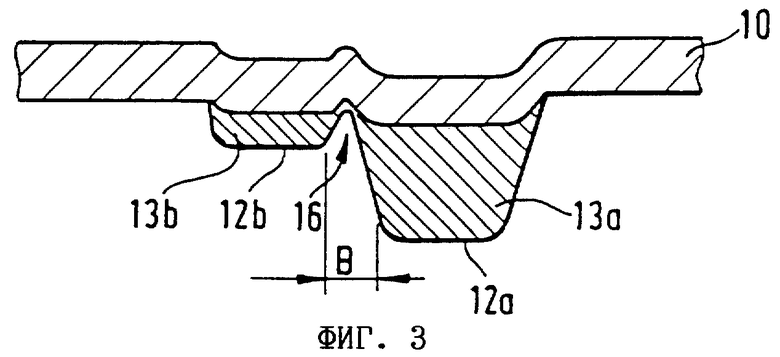
на фиг.3 - изображение в поперечном сечении фрагмента носителя информации с двумя примыкающими друг к другу красочными слоями.
На фиг.1 показан профиль печатной формы 1, на поверхности 2 которой выгравированы первый гравированный участок 3а с глубиной ta гравировки и второй гравированный участок 3b со второй глубиной tb гравировки. Оба этих гравированных участка 3а, 3b непосредственно примыкают друг к другу на уровне поверхности 2 печатной формы, а в остальном отделены друг от друга перегородкой 5, верхний край 6 которой имеет заостренную форму и оканчивается на уровне поверхности 2 печатной формы. Печатную форму можно выполнить и таким образом, чтобы верхний край 6 располагался чуть ниже, т.е. на несколько микрометров ниже уровня поверхности 2 печатной формы. Боковые поверхности гравированных участков 3а, 3b одновременно являются и боковыми поверхностями перегородки и проходят наклонно под некоторым углом, образованным с перпендикуляром, проведенным к верхнему краю 6. На фиг.1 показан лишь угол α наклона правой боковой поверхности перегородки, поскольку в рассматриваемом примере обе боковые поверхности имеют одинаковый угол наклона. Однако углы наклона каждой из боковых поверхностей перегородки 5 могут быть и различными. Эти углы наклона могут составлять от 15 до 60°, предпочтительно от 30 до 50°.
Как показали сравнительные анализы, печатные формы с предпочтительными углами наклона боковых поверхностей перегородки, составляющими от 30 до 50°, обладают с точки зрения техники печатания более высокими свойствами. К подобным свойствам относятся четкие контуры печатного изображения и меньшая склонность к так называемому разбрызгиванию краски, приводящему к появлению у напечатанного изображения запечатанных участков с размытыми или нечеткими контурами или краями.
Донные поверхности 7а и 7b гравированных участков 3а, 3b могут быть выполнены ровными и плоскими (7а) либо иметь определенный рисунок (7b), придающий шероховатость. Наличие такого шероховатого рисунка предпочтительно по той причине, что в этом случае печатная краска более прочно удерживается донной поверхностью гравированных участков. Гравированные участки 3а, соответственно 3b, могут также заостряться книзу и не иметь в результате донной поверхности 7а, соответственно 7b (не показано).
Глубина t гравированных участков 3а, 3b составляет от 5 до 250 мкм, предпочтительно от 5 до 150 мкм.
Гравированные формные пластины могут использоваться также для размножения печатных форм с применением всех тех обычных методов изготовления вторичных форм, которые используют для получения печатных форм для металлографской печати. При этом гравированный оригинал воспроизводят в нескольких копиях с использованием соответствующих промежуточных стадий и лишь полученные с оригинала вторичные формы применяют в качестве печатных форм. Гравированные углубления с предпочтительными значениями угла наклона их боковых поверхностей и глубины оказались оптимальными для применения в качестве оригиналов в таких обязательных операциях технологии изготовления копий, как формование по ним и отделение от них вторичных форм.
На фиг.2 схематично в упрощенном виде показан фрагмент носителя 10 информации с оттиском, соответственно печатным изображением, имеющим две сплошные запечатанные поверхности 12а, 12b. Такой носитель 10 информации был отпечатан методом металлографской печати с использованием печатной формы 1, показанной на фиг.1. В процессе печатания носитель 10 информации вдавливается в гравированные участки 3а, 3b, при этом на нижней стороне 17 носителя информации на участках 11а, 11b могут оставаться соответствующие постоянные углубления. На верхней же стороне 15 носителя информации на этих участках 11а, 11b имеются соответствующие выступы, которые закрыты слоями 13а, 13b краски, перенесенной на верхнюю сторону 15 носителя информации из гравированных участков 3а, 3b. Поверхности красочных слоев 13а, 13b образуют сплошные запечатанные поверхности 12а и 12b. Толщина Da, Db красочных слоев определяется расстоянием от не запечатанной поверхности основы до верхней стороны соответствующих сплошных запечатанных поверхностей 12а, 12b. На граничном участке В толщина Da и Db красочных слоев непрерывно уменьшается вплоть до определенной граничной линии, образованной верхним краем 6 перегородки 5 печатной формы 1. В зависимости от выбранного угла α наклона боковой поверхности перегородки и от глубины t гравировки образуется граничный участок В соответственно большей или меньшей ширины. Поскольку толщина Da и Db на граничном участке В непрерывно уменьшается, соответствующий выбор этого угла α наклона позволяет получить граничную линию светлого цветового оттенка, не различимую человеческим глазом без вспомогательных средств.
В идеальном случае толщина Da и Db красочных слоев на граничной линии уменьшается до ее минимального значения, равного нулю. Однако между запечатанными поверхностями 12а, 12b допустимо наличие небольшого перехода одного красочного слоя в другой, что, однако, не должно приводить к различимому смешению красок, соответственно цветов.
В показанном на фиг.3 варианте предусмотрен именно такой переход от одного красочного слоя к другому. При этом на чертеже видно, что сплошные запечатанные поверхности 12а и 12b соединены друг с другом на граничной линии 16.
Красочные слои 13а и 13b могут состоять из печатных красок различного цвета, поскольку предлагаемая в изобретении конструкция печатной формы практически полностью исключает смешение красок из различных участков гравировки. Использование же на примыкающих друг к другу гравированных участках 3а, 3b различной глубины ta и tb одной и той же просвечивающей краски позволяет получить в оттиске красочные слои 13а и 13b различных цветовых оттенков.
Примыкающие друг к другу гравированные участки могут быть образованы углублениями в виде линий или поверхностей. Такие углубления предпочтительно гравировать вращающимся штихелем, угол наклона боковых сторон которого соответствует требуемому углу наклона боковых поверхностей перегородки. В другом варианте гравировальный штихель можно перемещать по траекториям, образующим две группы линий. При этом кривые или прямые линии одной группы проходят параллельно друг другу и пересекаются через равномерные интервалы с кривыми или прямыми линиями второй группы. В результате на донной поверхности гравировки образуется шероховатый рисунок по типу растра с перекрещивающимися линиями, обеспечивающий наиболее эффективное удержание краски.
В предпочтительном варианте штихель имеет заостренную форму или особый контур, позволяющий получать на донной поверхности гравировки шероховатый рисунок, удерживающий краску. С этой целью штихель перемещают параллельно предварительно выгравированной дорожке, смещая штихель при каждом проходе на небольшую постоянную величину, и таким путем расширяют предварительно выгравированное углубление именно на эту величину. Глубина гравировки составляет от 5 до 250 мкм, предпочтительно от 5 до 150 мкм.
Предпочтительные значения угла наклона боковых сторон, составляющие от 30 до 50°, позволяют повысить стойкость гравировального инструмента при одновременном очень высоком качестве печати, обеспечиваемом гравированной печатной формой. Инструменты с углом наклона боковых сторон порядка 30° наиболее пригодны для гравирования особо тонких, филигранных и небольших по площади структур, тогда как при гравировании более крупных, больших по площади структур предпочтительно использовать инструменты с углом наклона боковых сторон от 40 до 50°.
Одно или несколько углублений, выполненных в виде линии или поверхности, могут представлять собой рисунок, графический символ или шрифтовой знак. Несколько примыкающих друг к другу углублений могут образовывать регулярный растр, благодаря чему полученный оттиск будет выглядеть однородным, а растр будет образовывать в этом оттиске мелкую, высоколиниатурную структуру, которую можно обнаружить только с помощью увеличительных вспомогательных средств.

Предложенная группа изобретений относится к полиграфической промышленности. Предложен носитель информации, имеющий по меньшей мере одну первую сплошную запечатанную поверхность с толщиной (Da) красочного слоя и по меньшей мере одну, примыкающую к этой первой запечатанной поверхности, вторую сплошную запечатанную поверхность с толщиной (Db) красочного слоя. Толщина красочных слоев различна. Сплошные запечатанные поверхности непосредственно примыкают друг к другу и отделены друг от друга четкой, не различимой невооруженным глазом граничной линией, при этом в зоне этой граничной линии толщина красочных слоев обеих сплошных запечатанных поверхностей минимальна. Предложена также печатная форма, предназначенная для получения примыкающих друг к другу сплошных запечатанных поверхностей, и способ ее изготовления. Отличительной особенностью печатной формы является то, что между первым и вторым гравированными участками расположена перегородка, верхний край которой имеет заостренную форму и оканчивается на уровне поверхности печатной формы. Предложен способ металлографской печати для получения примыкающих друг к другу сплошных запечатанных поверхностей с различной толщиной красочного слоя, согласно которому применяют описанную выше печатную форму. Данная группа изобретений позволяет получить документ с изображением, мелкие детали которого невозможно будет воспроизвести. 4 н. и 18 з. п. ф-лы, 3 ил.

| Винтовая свая | 1986 |
|
SU1390302A1 |
| Поршневой детандер | 1986 |
|
SU1320615A1 |
| ПЕЧАТНАЯ ФОРМА И ИЗОБРАЖЕНИЕ, ПОЛУЧАЕМОЕ С ПОМОЩЬЮ ЭТОЙ ПЕЧАТНОЙ ФОРМЫ | 1994 |
|
RU2113356C1 |
| УСТАНОВЛЕННОЕ НА ТРАНСПОРТНОМ СРЕДСТВЕ УСТРОЙСТВО ЭКСТРЕННОГО СООБЩЕНИЯ | 2014 |
|
RU2603558C1 |

