Изобретение относится к способам обработки материалов, в частности к способам притупления острых кромок изделий хрупких неметаллических материалов, преимущественно из стекла. Настоящее изобретение может быть использовано в различных отраслях промышленности при изготовлении изделий из стекла и других хрупких материалов для высококачественного и производительного притупления острых кромок изделий. В частности, изобретение может быть использовано при изготовлении деталей любых размеров и конфигураций, в том числе, в строительной и архитектурной индустрии при остеклении зданий и сооружений, в электронной промышленности при изготовлении различных компонентов, в том числе, из стекла, керамики, сапфира и полупроводниковых материалов, в автомобильной и авиационной промышленности при изготовлении изделий остекления, а также в других отраслях промышленности.
Традиционный способ притупления острых кромок различных изделий заключается в шлифовании кромок с помощью абразивного или алмазного инструмента (см., например, "Технология оптических деталей / Под ред. М.Н.Семибратова. - М.: Машиностроение. - 1978. - 415 с.). Этот способ используется с древних времен и постоянно усовершенствуется за счет создания нового сложного оборудования. Недостатком данного способа является низкая производительность, низкая культура производства, сложность и высокая цена используемого оборудования, низкое качество получаемых изделий из-за наличия нарушенного трещиноватого слоя после алмазно-абразивной обработки кромок. Поэтому в ряде случаев при изготовлении ответственных изделий с повышенными требованиями к прочностным параметрам прибегают к последующей механической или огневой полировке фасок.
Известен способ притупления острых кромок изделий из стекла путем их оплавления с помощью лазерного излучения, включающий нагрев кромки изделия сфокусированным лазерным пучком и относительного перемещения изделия и пучка (GB 2173186, МКИ СО3В 21/02, приор. Япония, 03.04.1985). Недостатком данного способа, как и способа оплавления кромки стекла пламенем газовых горелок, является необходимость последующего дополнительного температурного отжига для снятия термонапряжений.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ притупления острых кромок изделий, преимущественно из стекла, включающий нагрев кромки изделия сфокусированным лазерным пучком до температуры, не превышающей температуру плавления стекла, и относительного перемещения изделия и пучка (патент РФ №2163226, МКИ С03В 33/02, приор. 28.06.2000 - прототип).
Способ притупления острых кромок изделий из стекла с помощью лазерного излучения заключается в следующем. При нагреве поверхности стекла вдоль кромки лазерным пучком с длиной волны излучения 10,6 мкм (излучение CO2-лазера), для которого стекло непрозрачно, вся энергия поглощается в тонком поверхностном слое. Дальнейшее распространение энергии лазерного излучения вглубь материала происходит за счет теплопроводности. Следовательно, степень нагрева поверхности стекла или другого материала под действием лазерного излучения зависит от следующих факторов: мощности и плотности мощности лазерного излучения, скорости относительного перемещения лазерного пучка и материала, а также от скорости отвода тепла от поверхности вглубь материала, которая определяется коэффициентом теплопроводности материала. В результате локального нагрева до температуры, не превышающей температуры плавления, в поверхностных слоях стекла возникают высокие напряжения сжатия, которые компенсируются напряжениями растяжения, расположенными в объеме стекла. В случае выполнения определенных условий нагрева, а именно: выбора соответствующей плотности мощности излучения, размеров и формы пучка, а также скорости относительного перемещения изделия и лазерного пучка, можно обеспечить условие, когда напряжения растяжения превысят предел прочности стекла. Это приводит в свою очередь к отделению от кромки стекла узкой полоски стекла, за счет чего и обеспечивается притупление острой кромки пластины, т.е. образование фаски.
Недостатком описанного способа притупления острых кромок изделий является снижение прочности кромки за счет появления зачастую остаточных термических напряжений. Еще одним недостатком указанного способа является то, что в процессе притупления кромки при образовании длинной полоски отделяемого материала в виде стружки зачастую происходит обламывание этой стружки и прекращение процесса притупления кромки. Кроме того, описанный способ не позволяет управлять в широком диапазоне размерами и формой фаски.
В основу настоящего изобретения положена задача создания нового, более эффективного способа притупления острых кромок изделий из стекла и других хрупких неметаллических материалов с качественным улучшением следующих параметров:
- повышение прочности кромки стекла после снятия фаски;
- повышение повторяемости, надежности и стабильности технологического процесса образования притупляющей фаски;
- управление размерами и формой фаски.
Поставленная задача решается тем, что в способе притупления острых кромок изделий, включающем нагрев обеих поверхностей кромки изделия сфокусированным лазерным пучком эллиптической формы до температуры, не превышающей температуры плавления материала, при относительном перемещении изделия и пучка, согласно изобретению, для повышения прочности кромки нагрев осуществляют при относительном перемещении лазерного пучка и материала со скоростью в диапазоне:
V=(0,7-0,95) Vmax,
где V - оптимальная скорость образования фаски при заданной мощности лазерного излучения;
Vmax - максимальная скорость образования фаски при заданной мощности лазерного излучения,
при этом для повышения стабильности процесса после образования фаски осуществляют оплавление или пережигание образующейся стружки материала путем нагрева отделяющейся от кромки стружки материала вторым пучком до температуры, превышающей температуру плавления материала.
Кроме того, для повышения повторяемости, надежности и стабильности технологического процесса образования притупляющей фаски перед началом притупления кромки осуществлять локальное разупрочнение кромки с помощью алмазно-абразивного инструмента.
Целесообразно для управления размерами и формой фаски нагрев кромки изделия осуществлять лазерным пучком с негауссовым распределением излучения, в частности, имеющим в поперечном сечении, проходящем через центр пучка, близкое к равномерному распределению или распределение плотности мощности излучения, убывающей от периферии к центру пучка.
Сущность изобретения поясняется чертежами, на которых представлены:
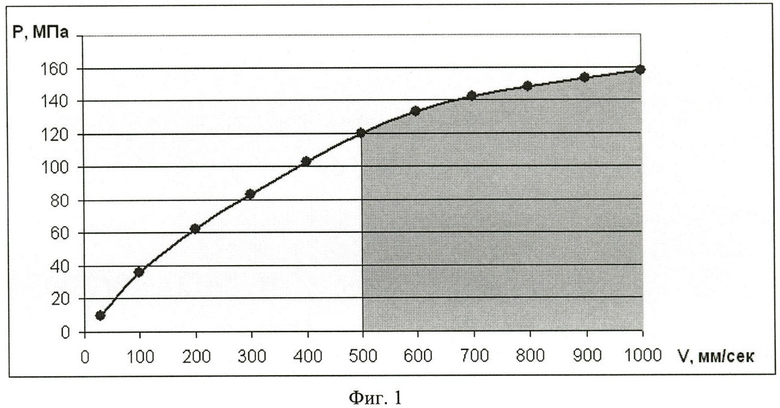
- фиг.1 - график зависимости механической прочности кромки Р от скорости притупления острой кромки, то есть от скорости снятия фаски v;
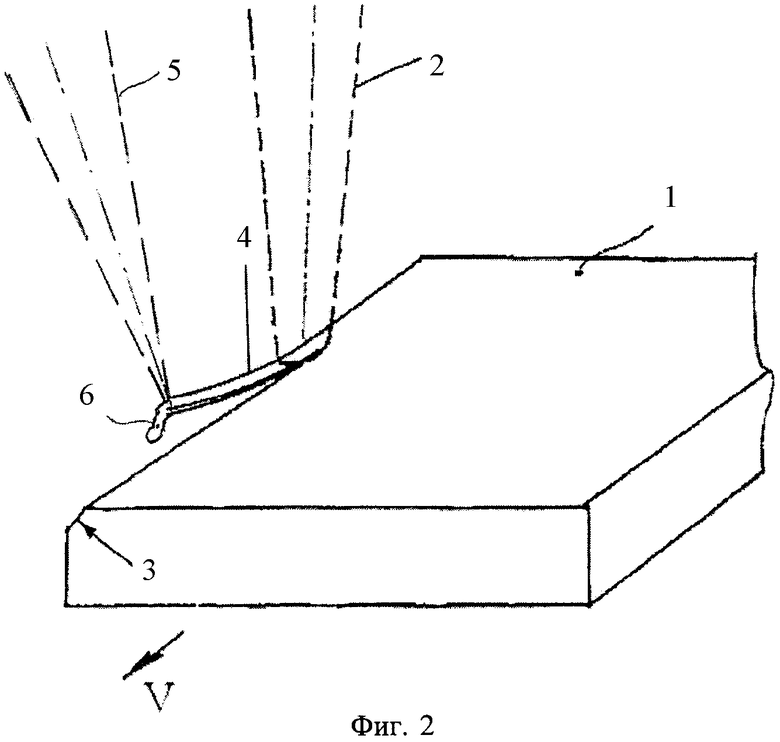
- фиг.2 изображает схему притупления кромки пластины 1 за счет образования фаски 3 первым лазерным пучком 2 и пережигание или оплавление стружки 4 вторым лазерным пучком 5, когда происходит удаление стружки 6;
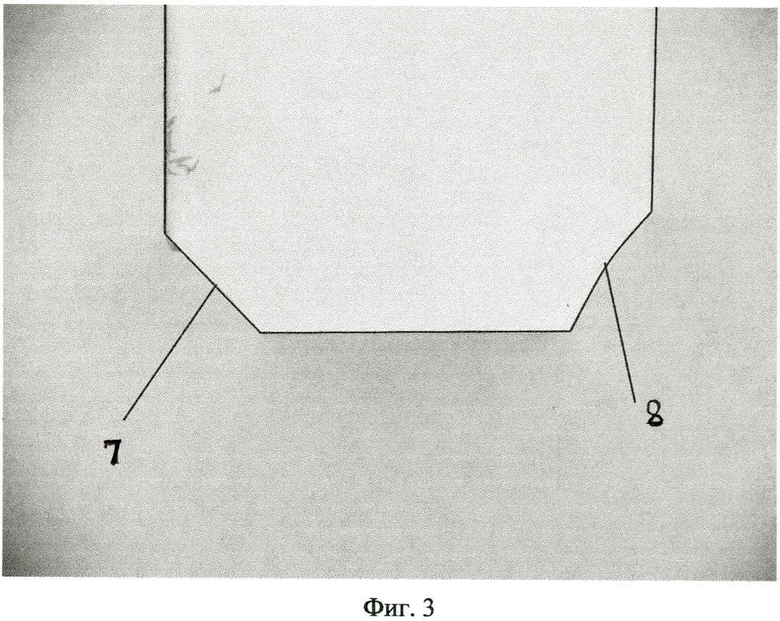
- фиг.3 - профиль фаски, полученной с помощью лазерного излучения с модовой структурой TEM01 (7) и ТЕМ00 (8);
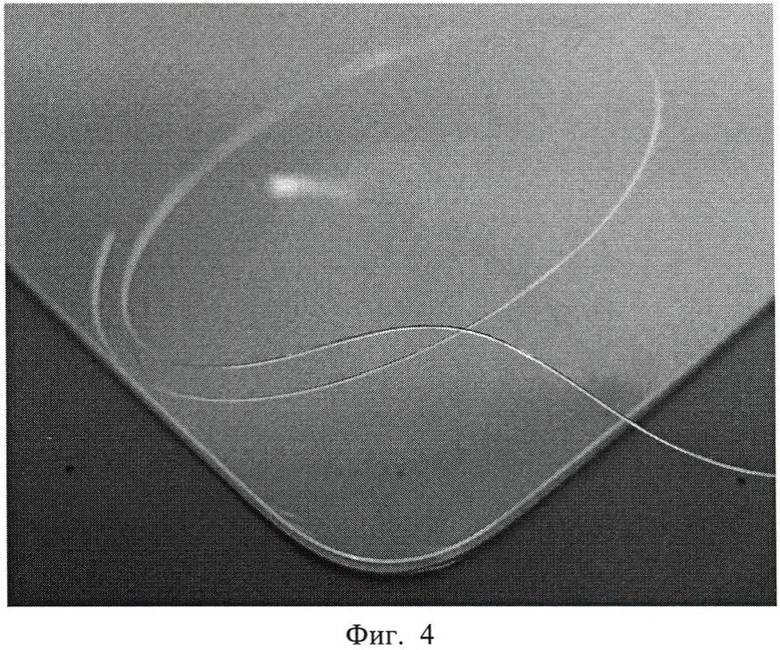
- фиг.4 - фотография притупленной кромки стекла и узкой стеклянной полоски (стружки), за счет которой происходит образование фаски;
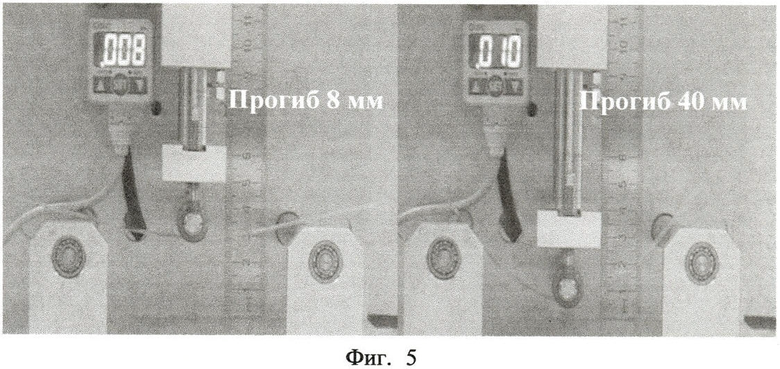
- фиг.5 - фотографии сравнительных испытаний прочности кромок изделий из стекла после традиционного притупления и после притупления в соответствии с предлагаемым изобретением. Слева показан момент перед началом разрушения стеклянной пластины после традиционного притупления, справа - после притупления в соответствии с предлагаемым способом.
На фиг.1 представлена зависимость механической прочности кромки стекла Р от скорости относительного перемещения лазерного пучка и изделия, то есть от скорости снятия фаски v. Как следует из приведенного графика, процесс притупления кромки изделия из стекла может проходить в очень широком диапазоне скоростей: от 50 до 1000 мм/сек. Установлено также, что размер фаски увеличивается практически линейно с уменьшением скорости относительно перемещения. Однако, как следует из этого графика, попытка увеличения размера фаски за счет снижения скорости приводит к уменьшению механической прочности за счет появления остаточных термических напряжений. Поэтому с целью обеспечения высокой прочности кромки нагрев кромки следует осуществлять при относительном перемещении лазерного пучка и материала со скоростью в диапазоне V=(0,7-0,95) Vmax, где V - оптимальная скорость образования фаски при заданной мощности лазерного излучения; Vmax - максимальная скорость образования фаски при заданной мощности лазерного излучения. В этом диапазоне скоростей прочность кромки стекла изменяется всего на 9%. При этом повторяемость и стабильность процесса составляет 100%.
На фиг.2 представлена оптимальная схема притупления кромки (снятия фаски 3), обеспечивающая стабильность и повторяемость процесса, в которой происходит образование фаски 3 первым лазерным пучком 2 и пережигание или оплавление образующейся стружки 4 вторым лазерным пучком 5. Расстояние от места образования фаски (образования стружки 4) до места ее пережигания вторым пучком 5 может колебаться от нескольких миллиметров до нескольких десятков миллиметров. Что касается температуры нагрева отделяемой полоски стекла или другого материала, то она может изменяться в широком диапазоне: от температуры плавления до температуры испарения материала.
Очень важным фактором обеспечения повторяемости и стабильности снятия фаски является то, что перед началом снятия фаски необходимо осуществить локальное уменьшение разупрочнения кромки за счет нанесения дефекта на кромке с помощью алмазно-абразивного инструмента. Нанесение локального дефекта на кромке стекла или другого материала осуществляется путем прикосновения алмазно-абразивного инструмента, например, в виде бруска, под углом около 45 угловых градусов к кромке стекла или другого материала. Особенно это воздействие алмазно-абразивного инструмента актуально для изделий с бездефектными высокопрочными кромками, полученными методом лазерного управляемого термораскалывания. Это связано с тем, что прочность кромки стекла после лазерного управляемого термораскалывания выше в 5-8 раз по сравнению с механической резкой. Без нанесения данного локального дефекта на кромке изделия зарождение фаски гарантировано быть не может. В крайнем случае, зарождение образования фаски может быть достигнуто за счет заведомого увеличения мощности лазерного излучения или заведомого снижения скорости снятия фаски. Однако это приводит к появлению остаточных термических напряжений и, соответственно, к уменьшению механической прочности кромки изделия.
Следует отметить, что формой и размерами фаски можно управлять в широких пределах. На фиг.3 показана фотография фасок на стекле толщиной 1,1 мм, полученных с помощью лазерных пучков с различной модовой структурой. В частности, фаска с прямолинейным профилем 1 получена с помощью лазерного излучения с модовой структурой ТЕМ01, а фаска с вогнутым профилем 2 получена с помощью лазерного излучения с модовой структурой ТЕМ00. Изменяя модовую структуру лазерного излучения, можно получить профиль от вогнутой до выпуклой формы. Однако применение одномодового излучения ТЕМ00 для образования фаски, то есть в качестве первого лазерного пучка нежелательно, так как это приводит к перегреву кромки стекла и снижению ее механической прочности. Использование же лазерного излучения с гауссовым распределением для пережигания стружки вполне допустимо. Размеры фасок при притуплении острых кромок стекла могут варьироваться в диапазоне от 0,05 мм до 2 и более мм. Это зависит от параметров лазерного пучка и скорости снятия фаски.
Конкретные примеры притупления острых кромок изделий из различных хрупких материалов в соответствии с предложенным способом приведены в таблице 1.
Помимо притупления острых кромок изделий из стекла данный способ можно применить для других хрупких неметаллических материалов.
Например, было выполнено притупление острой кромки кремниевого диска толщиной 0,5 мм с помощью полупроводникового лазера с длиной волны 808 нм с равномерным распределением плотности мощности по сечению пучка. Размер эллиптического пучка составил 2,5×0,5 мм. Мощность излучения составляла 150 Вт. При скорости снятии фаски 250 мм/сек размер фаски составил 150 мкм.
Также было осуществлено снятие фаски на изделиях из сапфира, монокристаллического кварца, керамики.
Как и в способе-прототипе, данный способ позволяет успешно снимать фаску как после резки методом лазерного управляемого термораскалывания, так и после традиционной резки с помощью твердосплавного ролика или алмазного резца. Однако описанный способ лазерного притупления кромок позволяет удалить весь нарушенный трещиноватый слой стекла, который остается в удаляемой узкой полоске после механической резки.
В отличие от прототипа данный способ позволяет оптимизировать режимы снятия фаски, которые обеспечивают повышение прочности кромки, повышение повторяемости и стабильности процесса снятия фаски, а также управлять размерами и формой фаски.
Помимо притупления кромок на изделиях из стекла этот способ притупления острых кромок можно использовать для таких материалов, как сапфир, кварц, керамика, кремний и другие полупроводниковые материалы.
Описанный способ притупления острых кромок изделий прошел апробацию и внедрен на одной компании при снятии фасок на плоских дисплейных панелях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2163226C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК СТЕКЛОИЗДЕЛИЙ | 2013 |
|
RU2543222C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2237622C2 |
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2007 |
|
RU2333163C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206526C2 |
Изобретение относится к способам обработки материала, в частности к способам притупления острых кромок изделий из стекла и других хрупких неметаллических материалов. Технический результат изобретения - повышение прочности кромки изделия. Способ притупления острых кромок изделий включает нагрев кромки изделия лазерным пучком до температуры, не превышающей температуру плавления материала при относительном перемещении лазерного пучка и материала со скоростью в диапазоне: V=(0,7-0,95)Vmax, где V - оптимальная скорость образования фаски при заданной мощности лазерного излучения, мм/сек; Vmax - максимальная скорость образования фаски при заданной мощности лазерного излучения, мм/сек. Способ включает дополнительный нагрев отделяющейся от кромки полоски материала вторым пучком до температуры, превышающей температуру плавления материала. Нагрев осуществляют лазерным излучением с негауссовым распределением излучения, в частности, имеющим в поперечном сечении, проходящем через центр пучка, близкое к равномерному распределению или распределение плотности мощности излучения, убывающей от периферии к центру пучка. Перед началом притупления кромки осуществляют локальное разупрочнение кромки с помощью алмазно-абразивного инструмента. 2 з.п. ф-лы, 5 ил., 1 табл.
1. Способ притупления острых кромок изделий из стекла или других хрупких неметаллических материалов, включающий нагрев кромки изделия лазерным пучком до температуры, не превышающей температуру плавления материала, при относительном перемещении изделия и пучка, отличающийся тем, что для повышения прочности кромки нагрев осуществляют при относительном перемещении лазерного пучка и материала со скоростью в диапазоне:
V=(0,7-0,95)Vmax,
где V - оптимальная скорость образования фаски при заданной мощности лазерного излучения, мм/с;
Vmax - максимальная скорость образования фаски при заданной мощности лазерного излучения, мм/с,
при этом осуществляют нагрев отделяющейся от кромки полоски материала вторым пучком до температуры, превышающей температуру плавления материала.
2. Способ по п.1, отличающийся тем, что перед началом притупления кромки осуществляют локальное разупрочнение кромки с помощью алмазно-абразивного инструмента.
3. Способ по п.1, отличающийся тем, что осуществляют нагрев лазерным пучком с негауссовым распределением излучения, в частности, имеющим в поперечном сечении, проходящем через центр пучка, близкое к равномерному распределению или распределение плотности мощности излучения, убывающей от периферии к центру пучка.
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2163226C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ РЕЖУЩИМ ИНСТРУМЕНТОМ СЛОИСТОГО МАТЕРИАЛА, ВЫПОЛНЕННОГО ИЗ ХРУПКОГО МАТЕРИАЛА И ПЛАСТМАССЫ | 1999 |
|
RU2230043C2 |
| СПОСОБ КОРРЕКЦИИ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ ОРГАНИЗМА | 2000 |
|
RU2173186C1 |
| EP 1112974 A2, 04.07.2001 | |||
| СПОСОБ КОРРЕКЦИИ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ ОРГАНИЗМА | 2000 |
|
RU2173186C1 |

