Изобретение относится к области черной металлургии и может быть использовано при нанесении защитного покрытия (гарнисажа) на огнеупорную футеровку конвертеров.
Известен способ подготовки конечного конвертерного шлака перед его нанесением на футеровку 160-т конвертера путем раздува азотом, предусматривающий присадку кокса в количестве 0-1200 кг на шлак в диапазоне концентраций углерода в металле на выпуске 0,02-0,10%, и известково-магнезиального флюса (ИМФ), содержащего 50% СаО и 32% MgO, с отношением СаО к MgO 1,53 в количестве 600-2000 кг [1]. Однако данный способ не обеспечивает необходимых защитных свойств гарнисажного слоя на футеровке конвертера на протяжении всей плавки из-за неудовлетворительных физических свойств конечного шлака, обусловленных значительным его раскислением углеродом кокса и высокой доли легкоплавких ферритных фаз (ферритов кальция) из-за высокого содержания СаО в магнезиальном материале (ИМФ), присаживаемом на шлак. Наиболее близким по технической сущности предлагаемому способу является способ, предусматривающий после загущения конечного высокоосновного шлака присадками доломита и извести, его обработку в конвертере кислородом в количестве 25-45 м3/мин т шлака в течение 0,5-1,5 мин с последующим загущением известью [2]. Предложенный технический прием обеспечивает формирование высокоосновных гомогенных шлаков высокой адгезией по отношению к огнеупорной футеровке при "накатывании" шлака на нее. Однако в этом случае "накатывание" шлака на футеровку конвертера при его покачивании обеспечивает нанесение гарнисажного покрытия лишь на часть поверхности футеровки, которое обладает низкой износоустойчивостью из-за высокой доли легкоплавких ферритных фаз (до 60% ферритов кальция) [3].
В предлагаемом способе поставлена задача достичь высокой адгезии шлака по отношению к огнеупорной футеровке конвертера за счет гомогенизаций конечного шлака и повышения износоустойчивости гарнисажного покрытия за счет увеличения в шлаке доли высокотемпературных ферритных фаз (магнезиовюстит и магнезиоферрит) и, как следствие, увеличение стойкости футеровки конвертеров с сохранением высоких технологических и технико-экономических показателей процесса.
Поставленная задача решается тем, что в известном способе, включающем оставление конечного шлака, его загущение присадками магнезиальных материалов и раздув шлака азотом, конечный шлак предыдущей плавки, содержащий 7-14% MgO, в течение 0,5-2,0 мин раздувают кислородом с расходом 1-3 м3/мин·т стали с последующим загущением шлака присадками магнезиальных материалов с отношением СаО к MgO не более 0,3 в количестве 1,5-6,3 кг/т стали и наносят на футеровку конвертера гарнисаж путем раздува шлака азотом. Технологическим приемом предусмотрена присадка магнезиальных материалов с отношением СаО к MgO не более 0,3 в количестве 0,6-1,5 кг/т стали в момент раздува шлака кислородом при содержании MgO в конечном шлаке менее 7%.
При обработке шлака кислородом в течение менее 0,5 мин при заявленном его расходе поставленная задача не решается из-за недостаточного количества оксида железа (Fe2O3), формируемого в процессе окисления закиси железа (FeO) газообразным кислородом.
При длительности обработки шлака кислородом более 2,0 мин наблюдается снижение производительности конвертеров из-за увеличения длительности плавки без повышения эффективности заявленного способа.
Не достигается поставленная цель при расходе кислорода менее 1 м3/мин·т стали в заявленном интервале длительности продувки шлака из-за недостатка оксида железа (Fe2O3), формируемого в шлаке в процессе окисления закиси железа (FeO).
Расход кислорода более 3 м3/мин·т стали сопровождается увеличением суммарного его расхода на плавку без повышения эффективности заявленного способа.
Обработка кислородом конечного шлака, содержащего менее 7% MgO, не обеспечивает решение поставленной задачи из-за низкой доли формируемых в шлаке высокотемпературных ферритных фаз (магнезиовюстита и магнезиоферрита). Для решения в этом случае поставленной задачи на шлак в момент его обработки кислородом присаживают магнезиальные материалы с отношением СаО к MgO не более 0,3 в заявленных количествах.
Поставленная задача не решается при расходе магнезиальных материалов менее 0,6 кг/т стали из-за недостатка в шлаке высокотемпературных ферритных фаз и при расходе более 1,5 кг/т стали из-за значительной гетерогенизации шлака.
Не достигается поставленная задача при отношении СаО к MgO в используемых магнезиальных материалах более 0,3 из-за роста концентрации в шлаке низкотемпературных ферритных фаз (ферриты кальция) и сокращения доли высокотемпературных ферритных фаз.
При обработке кислородом шлака, содержащего более 14% MgO, не достигается поставленная задача из-за слабой его гомогенизации, т.к. шлак в этом случае находится в области значительного пересыщения MgO.
Загущение шлака после его обработки кислородом магнезиальными материалами в количестве менее 1,5 кг/т стали не обеспечивает решение поставленной задачи из-за высокой его жидкоподвижности (шлак «стекает» с поверхности огнеупорной футеровки при его раздуве азотом). Не достигается поставленная задача и при расходе его более 6,3 кг/т стали из-за низкой его адгезии к огнеупорной футеровке(шлак практически не раздувается азотом, обладает низкой адгезией и «скатывается» с огнеупорной поверхности футеровки).
Сопоставление заявленного способа подготовки шлака для нанесения гарнисажа на футеровку конвертера со способом, выбранным за прототип, показывает, что заявленный способ, при котором конечный шлак предыдущей плавки, содержащий 7-14% MgO, раздувают в течение 0,5-2,0 мин кислородом с расходом 1-3 м3/мин·т стали и присадкой в этот момент магнезиальных материалов с отношением СаО к MgO не более 0,3 в количестве 0,6-1,5 кг/т стали при содержании MgO в конечном шлаке менее 7% с последующим загущением шлака присадками указанных выше магнезиальных материалов в количестве 1,5-6,3 кг/т стали и нанесением гарнисажа на поверхность футеровки конвертера путем раздува шлака азотом обеспечивает высокую адгезию шлака по отношению к огнеупорной футеровке конвертера за счет гомогенизации конечного шлака и увеличения оксида железа (Fe2O3) в нем, повышение износоустойчивости гарнисажного покрытия за счет увеличения в шлаке доли высокотемпературных ферритных фаз и увеличение стойкости футеровки конвертеров и соответствует критерию «новизна».
Анализ патентов и научно-технической литературы не выявил использования новых существенных признаков, используемых в предлагаемом решении, по их функциональному назначению. Следовательно, предлагаемое изобретение соответствует критерию «изобретательский» уровень.
Способ осуществляется следующим образом: после выпуска металла из конвертера его возвращают в вертикальное положение, опускают продувочную фурму и кратковременно раздувают оставшийся шлак кислородом с низкой интенсивностью продувки. После завершения обработки высокомагнезиального шлака кислородом его загущают присадками высокомагнезиальных материалов и начинают интенсивный раздув шлака азотом с целью нанесения шлакового гарнисажа на поверхность футеровки конвертера.
Конкретный пример осуществления способа
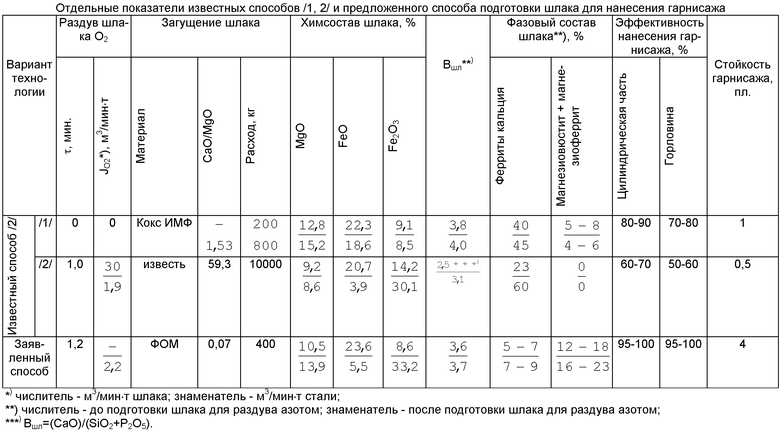
В конвертере оставшийся после выпуска металла шлак, содержащий при основности 3,6 MgO 10,5%, FeO 23,6%, Fe2O3 8,6%, обработали в течение 1,2 мин кислородом с расходом 2,2 м3/мин·т стали. Затем на шлак присадили 2,5 кг/т стали магнезиальный материал (ФОМ), содержащий 85% MgO и 6% СаО, с отношением СаО к MgO, равным 0,07, и начали в соответствии с действующей ТИ /1/ наносить на огнеупорную поверхность шлаковый гарнисаж путем интенсивного раздува шлака азотом, подготовленного в соответствии с заявленным способом.
Результаты реализации способа приведены в таблице, из которой видно, что применение предложенного способа подготовки шлака для нанесения гарнисажа на огнеупорную поверхность футеровки конвертера обеспечивает, по сравнению с известным способом практически 100%-ное нанесение на поверхность футеровки конвертера защитного гарнисажного слоя за счет раздува шлака азотом, увеличение его адгезии к огнеупорной поверхности футеровки и повышение стойкости гарнисажа до 4 плавок за счет сокращения до 7-9% доли легкоплавкой ферритной фазы, увеличения до 14% концентрации периклаза (MgO) и повышения до 16-23% высокотемпературных ферритных фаз (магнезиовюстит и магнезиоферрит).
Повышение износоустойчивости гарнисажного покрытия при 100%-ном его распределении по огнеупорной поверхности футеровки конвертера обеспечит значительное ее увеличение с сохранением высоких технологических и технико-экономических показателей конвертерного процесса.
Источники информации
1. Технологическая инструкция ТИ 102-СТ.К-66-2004. Производство ванадиевого шлака и стали в конвертере, ОАО «НТМК», Нижний Тагил, 2004.
2. Авторское свидетельство СССР, ил С21С 5/28, №1839018, заявл. 01.11.1989.
3. Бабенко А.А., Огурцов Е.А., Шерба B.C. и др. Совершенствование температурного и шлакового режимов конвертерной плавки при большой доле лома в металлошихте // Сталь, 2000. №6. С.22-24.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2005 |
|
RU2289629C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2010 |
|
RU2426797C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2006 |
|
RU2342444C2 |
| Способ выплавки стали в кислородном конвертере | 2024 |
|
RU2835100C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 2004 |
|
RU2277590C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ГАРНИСАЖА НА ПОВЕРХНОСТИ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА И МАГНЕЗИАЛЬНЫЙ БРИКЕТИРОВАННЫЙ ФЛЮС (МБФ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2606351C2 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2005 |
|
RU2294379C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2008 |
|
RU2397253C1 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛА В КОНВЕРТЕРЕ | 2015 |
|
RU2603759C1 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2016 |
|
RU2632738C1 |
Изобретение относится к области черной металлургии и может быть использовано при нанесении защитного покрытия (гарнисажа) на огнеупорную футеровку конвертеров. Способ включает раздувку конечного конвертерного шлака предыдущей плавки, содержащий 7-14% MgO, в течение 0,5-2,0 мин кислородом с расходом 1-3 м /мин·т стали. Далее осуществляют загущение шлака присадками магнезиальных материалов с отношением СаО к MgO не более 0,3 в количестве 1,5-6,3 кг/т стали. Нанесение гарнисажа на футеровку конвертера осуществляют путем раздува шлака азотом. Использование изобретения обеспечивает нанесение гарнисажного слоя практически на 100% поверхности футеровки, увеличение адгезии к огнеупорной поверхности и повышение стойкости гарнисажа до 4 плавок. 1 з.п. ф-лы, 1 табл.
1. Способ подготовки шлака для нанесения гарнисажа на футеровку конвертера, включающий оставление конечного шлака, его загущение присадками магнезиальных материалов и раздув шлака азотом, отличающийся тем, что конечный шлак предыдущей плавки, содержащий 7-14% MgO, в течение 0,5-2,0 мин раздувают кислородом с расходом 1-3 м3/мин·т стали с последующим загущением шлака присадками магнезиальных материалов с отношением СаО к MgO не более 0,3 в количестве 1,5-6,3 кг/т стали и наносят на футеровку конвертера гарнисаж путем раздува шлака азотом.
2. Способ по п.1, отличающийся тем, что при содержании MgO в конечном шлаке менее 7% одновременно с раздувом кислородом шлака на него присаживают магнезиальный материал с отношением СаО к MgO не более 0,3 в количестве 0,6-1,5 кг/т стали.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2003 |
|
RU2260626C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2196181C1 |
| JP 5996209 A, 02.06.1984 | |||
| US 3726665 A, 10.04.1973. | |||

