Область техники
[0001] Настоящее изобретение относится к способу изготовления постоянного магнита, и более конкретно оно относится к способу, используемому при изготовлении магнита на основе Nd-Fe-B, имеющего высокую степень ориентации.
Уровень техники
[0002] Спеченный магнит на основе Nd-Fe-B (так называемый неодимовый магнит) изготавливается объединением железа с элементами Nd и В, которые недороги, широко распространены в природе и вполне доступны, и, таким образом, может быть изготовлен при низкой стоимости и к тому же обладает высокими магнитными свойствами (его максимальное энергетическое произведение в примерно 10 раз больше, чем у ферритового магнита). Соответственно, спеченные магниты на основе Nd-Fe-B используются в изделиях различных типов, таких как электронные приборы, и недавно были применены в двигателях и электрических генераторах для автомобилей с гибридным приводом. Количество их применений возрастает.
[0003] Магниты на основе Nd-Fe-B главным образом изготавливают способом порошковой металлургии. В этом способе вначале готовят шихту Nd, Fe и В в заданной составом пропорции, сплавляют и отливают, чтобы тем самым изготовить исходный материал сплава. Затем исходный материал сплава один раз грубо перемалывают, например, с помощью этапа водородного размалывания, а затем тонко размалывают, например, с помощью этапа тонкого размалывания струйной мельницей, тем самым получая исходную «муку» (в виде порошка, называемого исходным молотым порошком). Затем полученный исходный молотый порошок ориентируют в магнитном поле (ориентация магнитным полем) и подвергают компрессионному формованию в состоянии, при котором прикладывается магнитное поле, тем самым получая формованное (или сформированное) тело. Это формованное тело спекают при заданных условиях, чтобы тем самым изготовить спеченный магнит.
[0004] В способе компрессионного формования в магнитном поле обычно используют машину компрессионного формования с одноосным приложением давления. Эта машина компрессионного формования устроена так, что исходный молотый порошок засыпают в полость (засыпную камеру), сформированную в сквозном отверстии или сквозном отверстии в пресс-форме, и спрессовывают (или сжимают) в вертикальном направлении парой пуансонов - верхним и нижним, чтобы тем самым сформовать исходный молотый порошок. Во время компрессионного формования парой пуансонов не может быть получена хорошая или превосходная ориентация из-за трения между частицами в засыпанном в полость исходном молотом порошке или из-за трения между исходным молотым порошком и поверхностями стенок металлической пресс-формы при вхождении пуансона. Таким образом, имеется проблема, заключающаяся в том, что невозможно добиться улучшения магнитных свойств.
[0005] Для решения вышеупомянутой проблемы известен способ компрессионного формования, в котором, после заполнения полости исходным молотым порошком, по меньшей мере один из верхнего и нижнего пуансонов заставляют вибрировать в направлении приложения давления (направлении прессования) во время ориентации в магнитном поле. В этом способе компрессионного формования, за счет приложения магнитного поля к исходному молотому порошку при вибрировании исходного молотого порошка верхним пуансоном или нижним пуансоном, трение между частицами засыпанного в полость исходного молотого порошка может быть изменено со статического трения на динамическое трение. Таким образом, трение между частицами исходного молотого порошка уменьшается, тем самым улучшая текучесть исходного молотого порошка. В результате исходный молотый порошок может быть перемещен так, чтобы лучше выстраиваться в направлении ориентации в магнитном поле, благодаря чему его ориентация может быть улучшена (см. патентный документ 1).
Патентный документ 1: международная патентная публикация №2002/60677 (см., например, то, что описано в формуле).
Раскрытие изобретения
Проблемы, решаемые изобретением
[0006] Вместе с тем в вышеописанном способе компрессионного формования только один из верхнего и нижнего пуансонов заставляют вибрировать во время ориентации в магнитном поле. Поэтому взаимное расположение частиц исходного молотого порошка внутри полости мало изменяется или вообще не изменяется относительно того состояния, в котором он был изначально засыпан в полость. В случае если сколотые поверхности кристаллов частиц исходного молотого порошка, лежащие одна возле другой в направлении ориентации в магнитном поле, не выровнены одна с другой (поскольку исходный молотый порошок спеченного магнита на основе Nd-Fe-B изготавливается составлением шихты Nd, Fe и B, плавлением и сплавлением, а затем размалыванием, поверхность исходного молотого порошка имеет образовавшиеся на ней сколотые поверхности кристаллов, у которых нет конкретных граней скола), то между частицами исходного молотого порошка будет оставаться зазор. Таким образом, ось легкого намагничивания исходного молотого порошка не выстраивается в направлении магнитной ориентации. Если компрессионное формование осуществляют в этом состоянии, то возникает проблема, состоящая в том, что ориентация будет хаотичной (неупорядоченной).
[0007] В силу вышеописанных моментов, задача данного изобретения заключается в том, чтобы предоставить способ изготовления высокоэффективного постоянного магнита, который выполнен из ориентированного тела, формованного тела и спеченного тела, имеющих чрезвычайно высокую или превосходную ориентацию за счет обеспечения того, что сколотые поверхности кристаллов исходного молотого порошка с более одинаковым ориентационным взаимным расположением кристаллов могут быть совмещены в магнитном поле или электрическом поле.
Средства решения проблем
[0008] Для решения вышеупомянутых проблем способ изготовления постоянного магнита по пункту 1 формулы изобретения содержит следующие этапы: ориентирование исходного молотого порошка, засыпанного в засыпную камеру, причем ориентирование осуществляют в магнитном поле, подвергая исходный молотый порошок прессованию прессующим средством, имеющим меньшую площадь, чем площадь сечения засыпной камеры; и формование под давлением ориентированного полуфабриката, полученного на этапе ориентирования, до заданной формы в магнитном поле.
[0009] В соответствии с изобретением по пункту 1 формулы после засыпки (заполнения) засыпной камеры исходным молотым порошком этот исходный молотый порошок ориентируют в магнитном поле. При этом прессующее средство вдавливают или вжимают в исходный молотый порошок в засыпной камере в том же самом направлении, что и направление засыпки исходного молотого порошка в засыпную камеру. При этом контактная поверхность (сжимающая поверхность) прессующего средства, входящая в контакт с исходным молотым порошком, задана меньшей, чем площадь сечения засыпной камеры. Поэтому, когда прессующее средство продолжают вжимать в исходный молотый порошок, исходный молотый порошок вытесняется в пространство между прессующим средством и внутренностью засыпной камеры.
[0010] В результате связывание частиц во время приложения магнитного поля сразу прекращается, и взаимное расположение частиц исходного молотого порошка внутри засыпной камеры изменяется относительно того состояния, в котором молотый порошок был изначально засыпан в засыпную камеру. И тогда, из-за комбинаций сколотых поверхностей кристаллов в направлении магнитной ориентации, будет больше шансов того, что сколотые поверхности кристаллов с более одинаковым ориентационным взаимным расположением кристаллов совместятся. Как только сколотые поверхности кристаллов с одинаковым ориентационным взаимным расположением кристаллов совместились, образуются прочно связанные цепочки. В результате сколотые поверхности кристаллов совмещаются или соединяются без зазора в направлении магнитной ориентации. Таким компрессионным формованием полуфабриката, в котором сколотые поверхности кристаллов совмещены без зазора в направлении магнитной ориентации, может быть получен высокоплотный постоянный магнит, который свободен от хаотичности или нерегулярности ориентации.
[0011] В изобретении по пункту 1 формулы способ предпочтительно дополнительно содержит последовательное изменение положения прессующего средства так, чтобы выполнить прессование прессующим средством по всей площади сечения засыпной камеры. Тогда исходный молотый порошок оказывается лучше перемешанным в засыпной камере. При таком изменении взаимного расположения частиц внутри засыпной камеры будет больше шансов того, что сколотые поверхности кристаллов с одинаковым ориентационным взаимным расположением кристаллов совместятся. Это особенно справедливо при засыпной камере, которая является прямоугольной в сечении.
[0012] Способ предпочтительно дополнительно содержит вибрирование прессующего средства в направлении прессования во время прессования или сдавливания прессующим средством.
[0013] В этом случае, если способ дополнительно содержит добавление к исходному молотому порошку смазки в заданном соотношении смешивания перед засыпанием этой смеси в засыпную камеру, текучесть исходного молотого порошка выгодно улучшается.
[0014] Кроме того, чтобы воспрепятствовать прилипанию исходного молотого порошка к прессующему средству, прессующее средство должно предпочтительно быть выполнено из немагнитного материала.
[0015] Для решения вышеописанных проблем способ изготовления постоянного магнита по пункту 6 формулы изобретения содержит следующие этапы: засыпание исходного молотого порошка в деформируемое мешкообразное тело; ориентирование исходного молотого порошка внутри мешкообразного тела в магнитном поле путем прикладывания локализованной силы сжатия к мешкообразному телу при перемешивании исходного молотого порошка в мешкообразном теле; и компрессионное формование ориентированного исходного молотого порошка в магнитном поле до заданной формы.
[0016] В соответствии с изобретением по пункту 6 формулы после засыпки исходного молотого порошка в мешкообразное тело этот исходный молотый порошок ориентируют в магнитном поле. При этом к деформируемому мешкообразному телу локально прикладывают силу сжатия во множестве положений, чтобы тем самым перемешать исходный молотый порошок внутри мешкообразного тела. В соответствии с этой операцией связывание между частицами во время приложения магнитного поля сразу прекращается. Взаимное расположение частиц внутри мешкообразного тела изменяется относительно того состояния, в котором исходный молотый порошок был изначально засыпан в засыпную камеру. При этом, из-за комбинаций сколотых поверхностей кристаллов в направлении магнитной ориентации, будет больше шансов того, что сколотые поверхности кристаллов с более одинаковым ориентационным взаимным расположением кристаллов совместятся. Как только сколотые поверхности кристаллов с одинаковым ориентационным взаимным расположением кристаллов связываются, образуя тем самым прочно связанную цепочку, сколотые поверхности кристаллов выстраиваются без зазора посредством связывания в направлении магнитной ориентации. Тогда, при компрессионном формовании полуфабриката, в котором сколотые поверхности кристаллов связаны без зазора в направлении магнитной ориентации, полуфабрикат приобретет высокую плотность без хаотичности или нерегулярности в ориентации, тем самым давая высокоэффективный магнит.
[0017] В этом случае предпочтительно способ дополнительно содержит примешивание к исходному молотому порошку смазки в заданном соотношении смешивания перед засыпанием этой смеси в мешкообразное тело. При этом текучесть исходного молотого порошка выгодно улучшается.
[0018] В вышеупомянутом изобретении способ дополнительно содержит этап спекания ориентированного полуфабриката или отформованного сжатием полуфабриката, в дополнение к этапу формования или вместо этапа формования.
[0019] В случае если исходный молотый порошок предназначен для использования с редкоземельным магнитом и изготовлен способом закалки, сколотые поверхности кристаллов могут быть сделаны большими по площади при исходном молотом порошке с угловатой формой частиц, и зазор между частицами исходного молотого порошка может быть сделан малым. В сочетании с тем фактом, что имеется большая вероятность совмещения сколотых поверхностей кристаллов исходного молотого порошка с более одинаковым ориентационным взаимным расположением кристаллов, степень ориентации может быть сделана исключительно высокой.
Наилучший вариант реализации изобретения
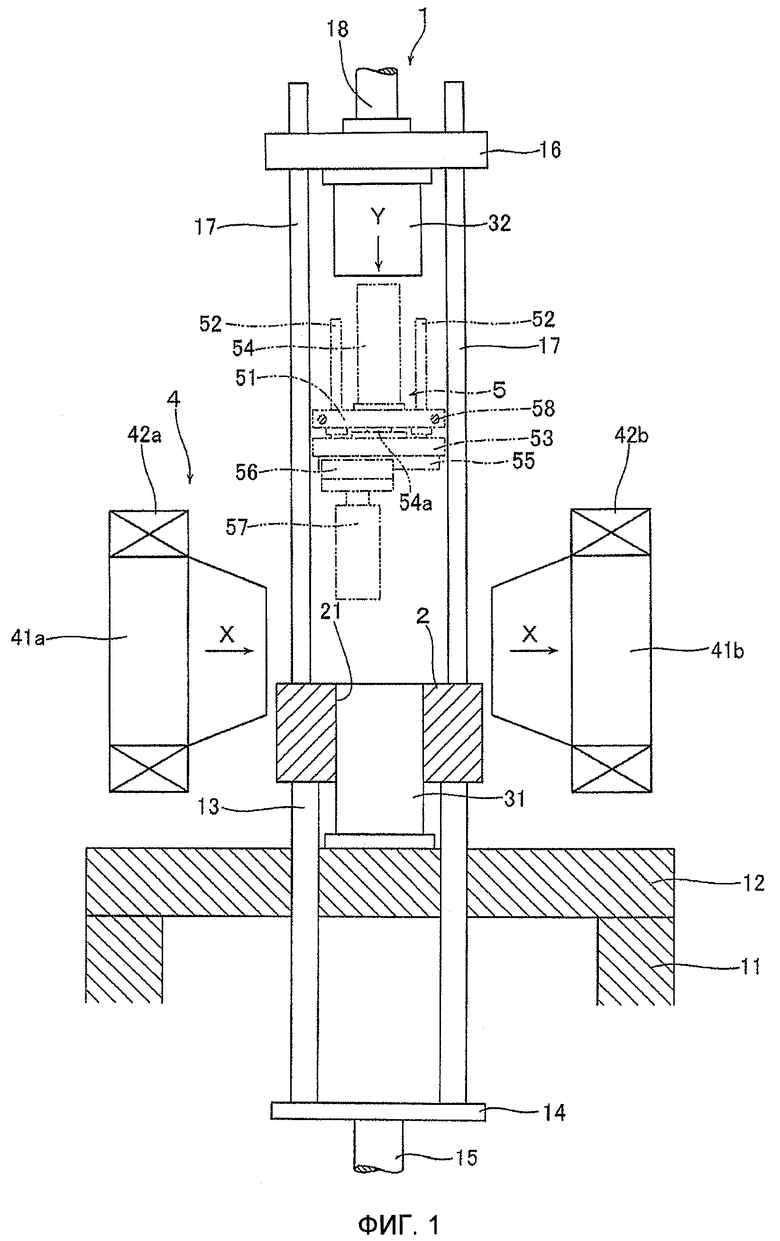
[0020] Со ссылкой на сопровождающие чертежи будет приведено описание машины 1 компрессионного формования (или формовочной машины), которая пригодна для изготовления редкоземельного постоянного магнита первого варианта реализации, в частности спеченного магнита на основе Nd-Fe-B. Машина 1 компрессионного формования относится к типу с одноосным приложением давления, в которой направление Y приложения давления (направление прессования) ортогонально направлению магнитной ориентации, и имеет опорную плиту 12, которая поддерживается стойками 11. Над опорной плитой 12 расположена пресс-форма 2. Пресс-форма 2 поддерживается множеством поддерживающих колонок 13, которые проходят через опорную плиту 12. Другой конец каждой из поддерживающих колонок 13 присоединен к соединительной плите 14, которая предусмотрена ниже опорной плиты 12. Соединительная плита 14 связана с приводным средством, таким как цилиндрический шток 15 гидравлического цилиндра известной конструкции. В соответствии с этой конструкцией под действием нижнего гидравлического цилиндра, обеспечивающего вертикальное перемещение соединительной плиты 14, пресс-форма 2 становится подвижной в направлении Y приложения давления, т.е. в вертикальном направлении, как можно видеть на Фиг.1.
[0021] По существу в центральной части пресс-формы 2 сформировано сквозное отверстие 21 в вертикальном направлении. В это сквозное отверстие 21 с нижней стороны может быть вставлен нижний пуансон 31, который вертикально расположен по существу в центральной части на верхней поверхности опорной плиты 12 таким образом, чтобы вытягиваться вверх. Когда нижний гидравлический цилиндр приводят в действие так, чтобы опустить пресс-форму 2, нижний пуансон 31 вставляется в сквозное отверстие 21, посредством чего создается полость (засыпная камера) 22 в пределах сквозного отверстия 21. Форма сечения сквозного отверстия 21 (полости 22) соответственно выбирается из круглой формы, прямоугольной формы и т.п. в зависимости от формы спеченного магнита, который предполагается формовать далее. Поскольку в этом варианте реализации предполагается изготовление спеченного магнита в виде прямоугольного параллелепипеда, форма сечения выполнена прямоугольной. Относительно полости 22 может перемещаться подающее порошок устройство известной конструкции (не показано) к полости 22 и от нее. При этом организовано так, что с помощью этого подающего порошок устройства заранее взвешенный материал порошка сплава (также обозначаемый как исходный молотый порошок сплава) может быть засыпан в полость 22 (см. Фиг.2).
[0022] Над пресс-формой 2 располагается основание 16 пресс-формы так, чтобы оно находилось напротив опорной плиты 12. На нижней поверхности основания 16 пресс-формы имеется верхний пуансон 32 в положении, которое позволяет его вставку в полость 22. Кроме того, на угловых участках основания 16 пресс-формы сформированы проходящие в вертикальном направлении сквозные отверстия. Через каждое из этих сквозных отверстий пропущен направляющий стержень 17, один конец которого зафиксирован на верхней поверхности пресс-формы 2. К верхней поверхности основания 16 пресс-формы присоединено приводное средство, такое как цилиндрический шток 18 гидравлического цилиндра (не показан) известной конструкции. Когда этот гидравлический цилиндр приводят в действие, основание 16 пресс-формы становится подвижным вертикально, направляемое направляющими стержнями 17, и, следовательно, верхний пуансон 32 становится подвижным в вертикальном направлении так, чтобы быть вставленным в сквозное отверстие 21 пресс-формы 2. В соответствии с этой конструкцией во время компрессионного формования исходный молотый порошок P подвергается сжатию внутри полости 22 посредством пары из верхнего и нижнего пуансонов 31, 32, в результате чего может быть получено формованное тело (этап формования).
[0023] Кроме того, близко к внешней периферии пресс-формы 2 имеется создающее магнитное поле устройство 4 с тем, чтобы магнитно ориентировать или выстраивать исходный молотый порошок P внутри полости 22. Это создающее магнитное поле устройство 4 располагается симметрично так, чтобы охватить пресс-форму 2 с обеих сторон, и имеет два ярма 41a, 41b, которые выполнены из материала с высокой магнитной проницаемостью, такого как углеродистая сталь, мягкая (низкоуглеродистая) сталь, чистое железо, пермендюр и т.п. Оба ярма 41a, 41b имеют намотанные вокруг себя катушки 42a, 42b. При подаче питания на каждую из катушек 42a, 42b создается статическое магнитное поле в направлении X, которое является ортогональным направлению приложения давления (вертикальному направлению Y), в результате чего засыпанный в полость 22 исходный молотый порошок P может ориентироваться.
[0024] В данном случае исходный молотый порошок P получен следующим образом. А именно, составив шихту Fe, B, Nd в заданном составом соотношении, вначале изготавливают сплав с размером 0,05 мм - 0,5 мм способом закалки, например способом ленточного литья. С другой стороны, может быть изготовлен сплав с толщиной примерно 5 мм способом центробежного литья, и при этом во время составления шихты может быть добавлено малое количество Cu, Zr, Dy, Al или Ga. Затем изготовленный сплав подвергают грубому размолу на известном этапе водородного измельчения, а затем подвергают тонкому размолу на этапе тонкого размола струйной мельницей в атмосфере газообразного азота, тем самым получая исходный молотый порошок со средним диаметром частиц 2-10 мкм. В этом случае, если используется способ закалки, исходный молотый порошок P будет иметь угловатую форму частиц. Поэтому площадь одной сколотой поверхности кристалла может быть сделана большой, а зазор среди исходного молотого порошка P может быть сделан малым.
[0025] Для того чтобы улучшить текучесть изготовленного таким образом исходного молотого порошка P, к исходному молотому порошку P добавляют смазку в заданном соотношении смешивания. Таким образом, поверхность исходного молотого порошка P покрывают смазкой. В качестве смазки используется твердая смазка или жидкая смазка с низкой вязкостью с тем, чтобы не повредить узел пресс-формы.
[0026] В качестве твердых смазок можно назвать слоистые соединения (MoS2, WS2, MoSe, графит, BN, CFx и т.п.), мягкий металл (Zn, Pb и т.п.), твердые материалы (алмазный порошок, порошок TiN и т.п.), органические полимеры (на основе PTEE, на основе алифатического нейлона, на основе высших алифатических соединений, на основе амидов жирных кислот, на основе сложных эфиров жирных кислот, на основе металлического мыла и т.п.). Особенно предпочтительно использовать стеарат цинка, этиленамид и консистентную смазку на основе фторсодержащих простых эфиров.
[0027] В качестве жидких смазок можно перечислить натуральные смазочные материалы (растительные масла, такие как касторовое масло, кокосовое масло, пальмовое масло и т.п.; минеральные масла; консистентную смазку на основе нефтяных масел; и т.п.) и органические низкомолекулярные материалы (на основе низкосортных алифатических соединений, на основе низкосортных амидов жирных кислот, на основе низкосортных сложных эфиров жирных кислот и т.п.). Особенно предпочтительно использовать жидкую жирную кислоту, жидкий сложный эфир жирной кислоты и жидкую смазку на основе фтора. Жидкие смазки используются с поверхностно-активным веществом или при разбавлении растворителем. Содержание углеродного остатка в смазке, который остается после спекания, понижает коэрцитивную силу магнита. Поэтому предпочтительно использовать материалы с низкой молекулярной массой, чтобы облегчить их удаление на этапе спекания.
[0028] В случае если к исходному молотому порошку P добавляют твердую смазку, добавка может быть сделана в соотношении смешивания 0,02 мас.% - 0,5 мас.%. Если соотношение смешивания будет меньше чем 0,02 мас.%, то текучесть исходного молотого порошка P сплава не будет улучшена и, следовательно, не будет улучшена ориентация. С другой стороны, если соотношение смешивания превышает 0,5 мас.%, то коэрцитивная сила понижается под влиянием содержания углеродного остатка, который остается в спеченном магните при получении спеченного магнита. Кроме того, в случае если к исходному молотому порошку P добавляют жидкую смазку, она может быть добавлена в пределах 0,05 мас.% - 5 мас.%. Если соотношение смешивания будет меньше чем 0,05 мас.%, то текучесть исходного молотого порошка не будет улучшена и, следовательно, имеется вероятность того, что не будет улучшена ориентация. С другой стороны, если соотношение смешивания превышает 5 мас.%, то понижается коэрцитивная сила под влиянием содержания углеродного остатка, который остается в спеченном магните при получении спеченного магнита. И еще, если в качестве смазок добавляют и твердую смазку, и жидкую смазку, то эти смазки будут обильно распределяться в каждый уголок исходного молотого порошка P и, из-за более высокого смазывающего эффекта, может быть получена более высокая ориентация.
[0029] Кроме того, машина 1 компрессионного формования снабжена прессующим средством 5, которое является подвижным по направлению к полости 22 и от нее так, чтобы после заполнения полости 22, т.е. засыпной камеры, исходным молотым порошком P с содержащимися в нем смазками и перед компрессионным формованием парой из верхнего и нижнего пуансонов 31, 32 (этап формования) исходный молотый порошок P мог быть ориентирован (этап ориентации) в магнитном поле при перемешивании исходного молотого порошка P в полости 22, в состоянии, при котором создается статическое магнитное поле (в магнитном поле) за счет подачи питания на каждую из катушек 42a, 42b создающего магнитное поле устройства 4.
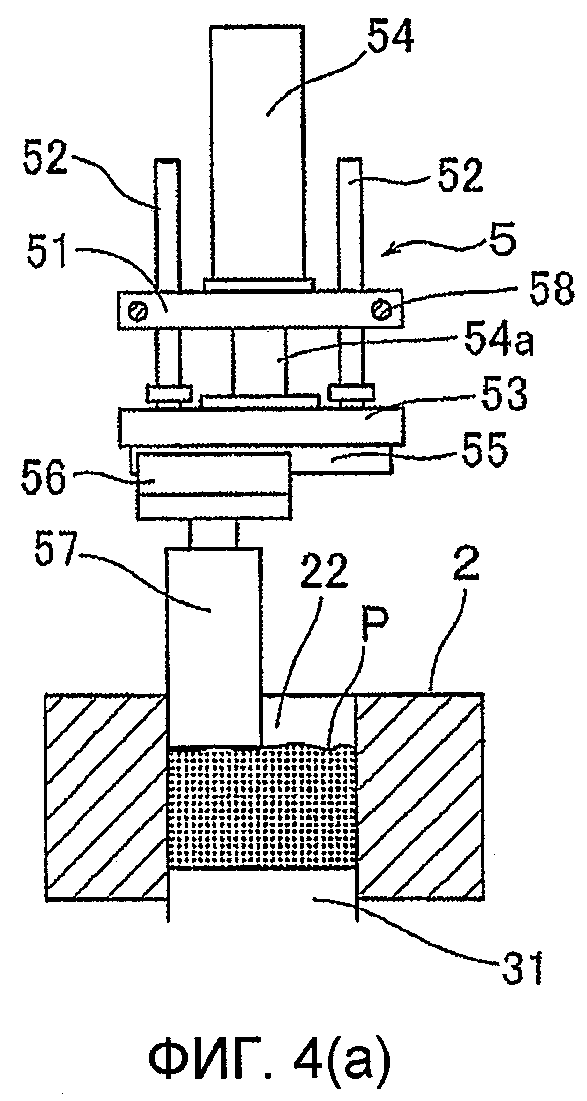
[0030] Как показано на Фиг.2, прессующее средство 5 состоит из стационарной рамы 51 и подъемной рамы 53, которая подвешена на стационарной раме 51 через направляющие стержни 52 так, чтобы быть подвижной вверх и вниз, и которая может перемещаться в вертикальном направлении. Стационарная рама 51 имеет установленный на ней цилиндр 54 и поршневой шток 54a, который вытянут вниз от цилиндра 54 и связан с подъемной рамой 53. Таким образом, предусмотрена такая конструкция, что подъемная рама 53 перемещается вертикально цилиндром 64. На нижней поверхности подъемной рамы 53 сформирован направляющий рельс 55, который вытянут в направлении, ортогональном к направлению перемещения поршневого штока 54a. Направляющий рельс 55 снабжен подвижной рамой 56.
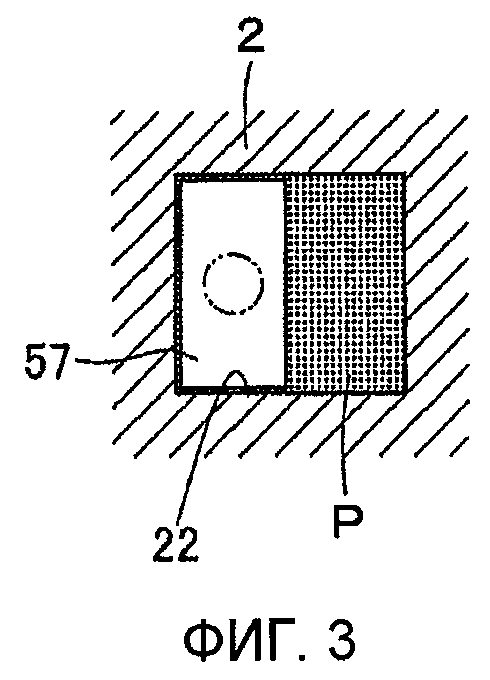
[0031] Подвижная рама 56 имеет прессующий элемент 57, соединенный с ней таким образом, чтобы простираться в вертикальном направлении Y. Прессующий элемент 57 представляет собой твердый пирамидальный элемент, который выполнен из немагнитного материала, такого как техническая пластмасса, подобная полиэфирэфиркетону (ПЭЭК), нейлону и т.п.; и такого как нержавеющая сталь 18-8; и т.п. В соответствии с этой конструкцией можно избежать недостаточного перемешивания исходного молотого порошка P или же можно избежать искажения магнитного поля из-за прилипания исходного молотого порошка P. Площадь сечения прессующего элемента 57 может быть меньшей, чем площадь сечения полости 22, так что может быть сформирован заданный зазор между поверхностями стенок полости 22 и прессующим элементом 57, когда исходный молотый порошок P спрессовывается прессующим элементом 57. Однако, принимая во внимание технологичность, предпочтительно установить площадь сечения прессующего элемента 57 на примерно 1/2-1/16 (1/2 в этом варианте реализации) (см. Фиг.3). Даже в случае, если площадь сечения прессующего элемента 57 устанавливается на 1/2 от площади сечения полости 22, необходимо задать размер так, чтобы прессующий элемент 57 не соприкасался с поверхностями стенок, которые ограничивают полость 22. Кроме того, форма прессующего элемента 57 может быть выбрана произвольно в зависимости от формы сечения полости 22. Кроме того, передний конец прессующего элемента 57 должен предпочтительно быть с плоскостью или проекционной плоскостью, которая наклонена к осевой передней стороне, а не с плоскостью, которая просто ортогональна к осевому направлению прессующего элемента 57.
[0032] Стационарная рама 51 установлена на двух направляющих рельсах 58, которые вытянуты в направлении, ортогональном к направлению Y приложения давления. Заставляя прессующее средство 5 скользить по направляющим рельсам 58, прессующее средство 5 получает возможность перемещаться к полости 22 и от нее. В этом случае подающее порошок устройство также может быть установлено на тех же самых направляющих рельсах 58, чтобы иметь возможность перемещаться к полости 22 и от нее. Как только прессующее средство останавливается стопором (не показан), имеющимся на направляющих рельсах 58, прессующий элемент 57 располагается так, чтобы иметь возможность приложить силу сжатия примерно к одной половине области полости 22.
[0033] Хотя это и не показано, вышеописанная машина 1 компрессионного формования может иметь следующую конструкцию. А именно направляющие стержни 17 снабжены заслонкой вращающимся образом. Когда исходный молотый порошок P перемешивается при приложении к нему силы сжатия прессующим элементом 57, верхняя поверхность полости 22 закрыта заслонкой так, что, пока исходный молотый порошок перемешивается, предотвращается рассыпание исходного молотого порошка P наружу полости 22.
[0034] Теперь, со ссылкой на Фиг.1-6, будет приведено описание изготовления спеченного магнита на основе Nd-Fe-B в соответствии с первым вариантом реализации с использованием машины 1 компрессионного формования. Вначале из положения ожидания, в котором верхние поверхности пресс-формы 2 и нижний пуансон 31 соответственно находятся заподлицо друг с другом и в котором верхний пуансон 32 находится на верхнем конце (см. Фиг.1), гидравлический цилиндр приводят в действие, чтобы поднять пресс-форму 2 до заданного положения, тем самым создавая полость 22 внутри сквозного отверстия 21. Затем посредством подающего порошок устройства (не показано) исходный молотый порошок P, который был заранее взвешен и в который была добавлена смазка в заданном соотношении смешивания, засыпают в полость 22. Затем подающее порошок устройство отводят. В этом случае плотность засыпки исходного молотого порошка P в полости 22 устанавливается в пределах 10-30% от объема полости 22, чтобы оставить свободу движения исходного молотого порошка P (см. Фиг.2).
[0035] Затем прессующее средство 5 помещают над полостью 22 так, что прессующий элемент занимает левую половину полости 22 (см. Фиг.2 и 3). Когда цилиндр 54 приводят в действие, чтобы тем самым опустить поршневой шток 54a, подъемная рама 53 опускается, так что прессующий элемент 57 приходит в поверхностный контакт с исходным молотым порошком P по существу в половине области полости 22 (см. Фиг.4(a)). В то же самое время катушки 42a, 42b создающего магнитное поле устройства 4 подключают к электропитанию, посредством чего создается магнитное поле. В этом случае, для того чтобы получить высокую или хорошую ориентацию, предпочтительно осуществлять прессование (сдавливание) прессующим средством 5 при статическом магнитном поле в пределах 0,1 кЭ - 10кЭ, предпочтительно 0,5 кЭ - 6 кЭ. Если напряженность магнитного поля будет ниже 0,1 кЭ, полуфабрикат c высокой ориентацией и высокими магнитными свойствами не может быть получен. Если напряженность магнитного поля больше 10 кЭ, то становится затруднительным перемешивание.
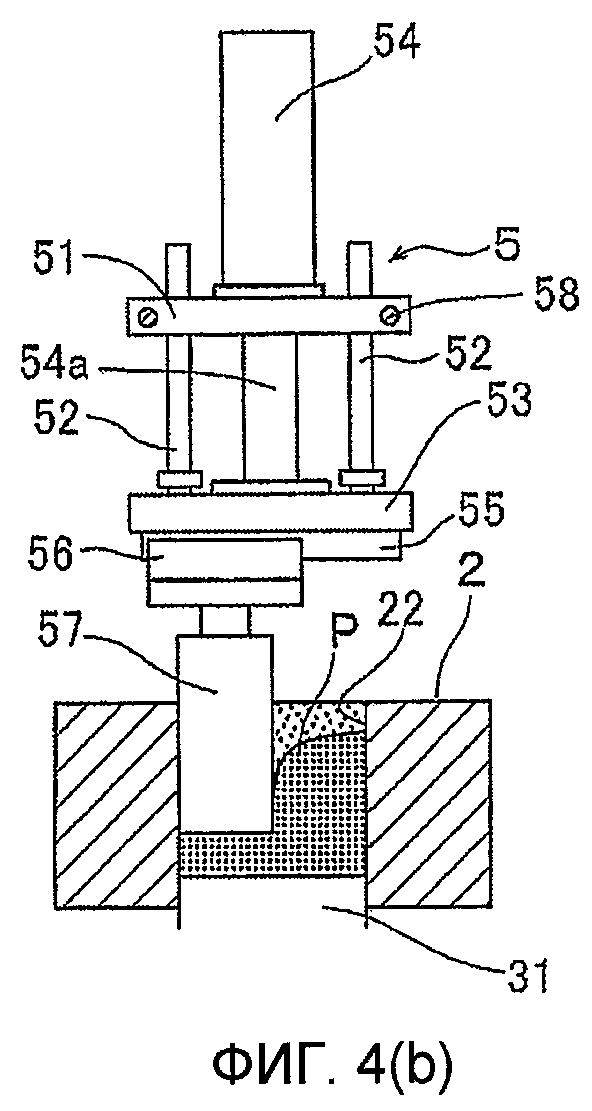
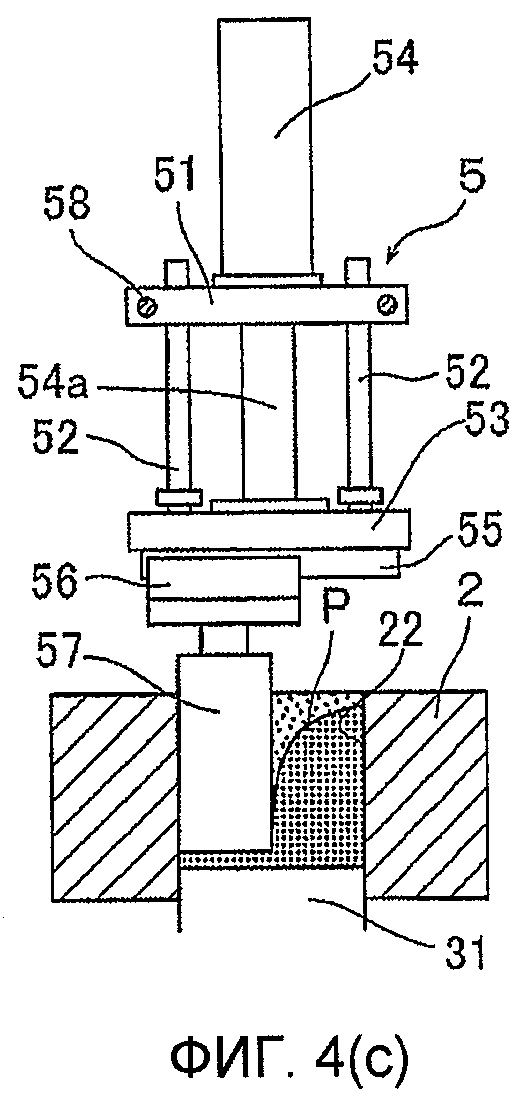
[0036] Затем, когда подъемную раму 53 опускают далее поршневым штоком 54a, прессующий элемент 57 вдавливается в исходный молотый порошок P. В этом случае сила сжатия прессующим элементом 57 должна предпочтительно быть установлена на 1-50 кг/см2. Или же может быть предусмотрено так, что прессующий элемент 57 заставляют вибрировать в направлении сжатия известным способом. Как только прессующий элемент 57 вдавливают в исходный молотый порошок P, исходный молотый порошок P будет перемещаться в зазор между прессующим элементом 57 и внутренними поверхностями стенок полости 22, поскольку площадь поверхности контакта прессующего элемента 57 и исходного молотого порошка P составляет только половину площади сечения полости 22 (см. Фиг.4(b) и Фиг.4(c)). Затем после перемещения прессующего элемента 57 почти до положения, в котором прессующий элемент 57 входит в контакт с нижним пуансоном 31 (см. Фиг.4(c)), подъемную раму 53 сразу же поднимают, чтобы возвратить прессующий элемент 57 к заданному положению по высоте.
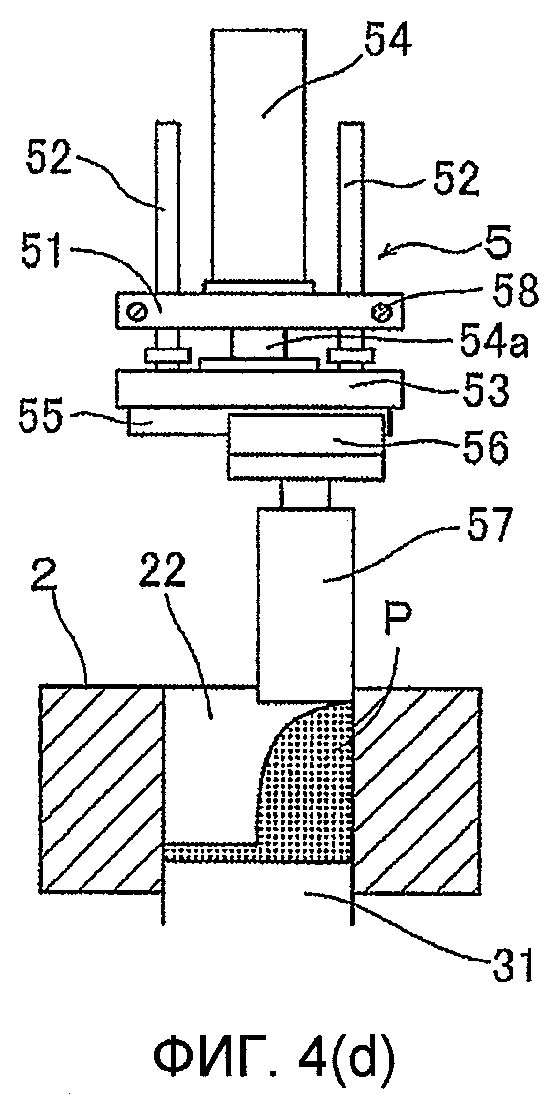
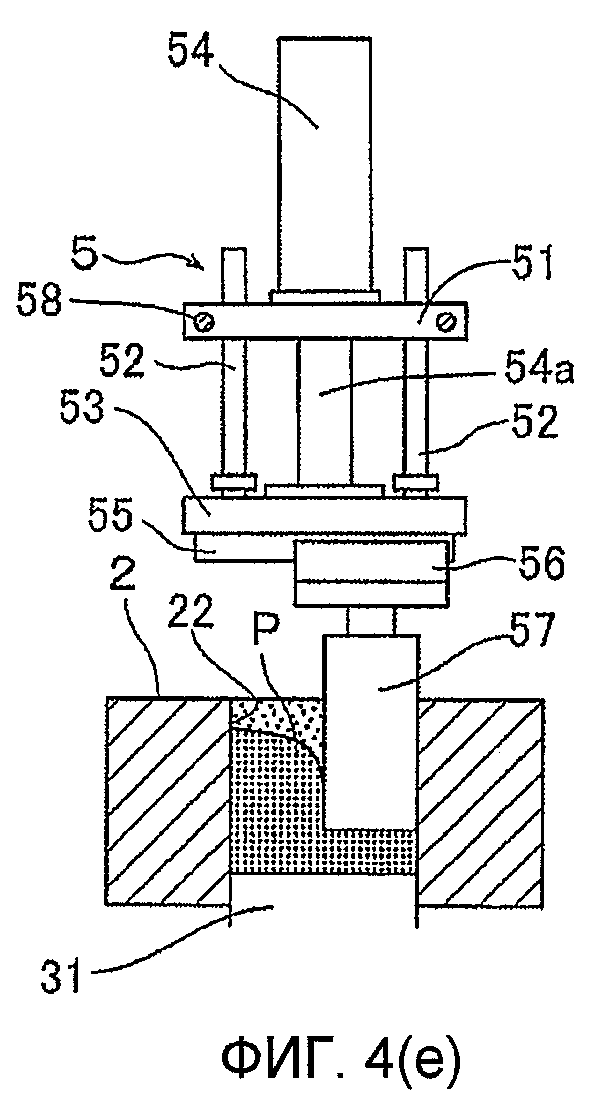
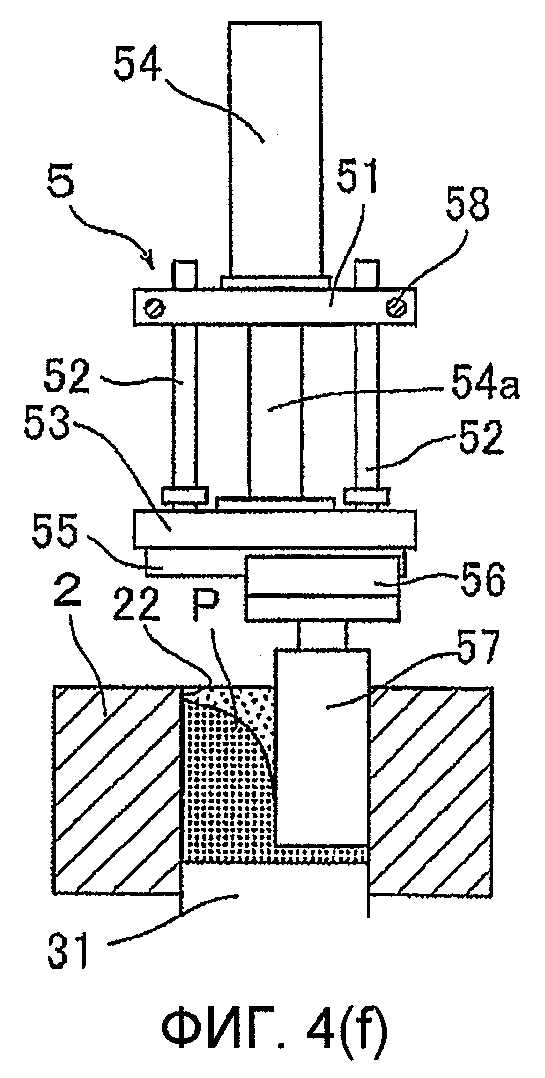
[0037] Затем подвижную раму 56 перемещают, чтобы выровнять положение так, чтобы прессующий элемент 57 был помещен в правую половину полости 22 (см. Фиг.4(d)). В течение этой операции электропитание катушек 42a, 42b создающего магнитное поле устройства не прекращают. Затем приводят в действие цилиндр 54, тем самым опуская поршневой шток 54a так, чтобы прессующий элемент 57 был вдавлен в исходный молотый порошок P (см. Фиг.4(e) и Фиг.4(f)). Последовательность этих операций повторяют заданное число раз (этап ориентирования).
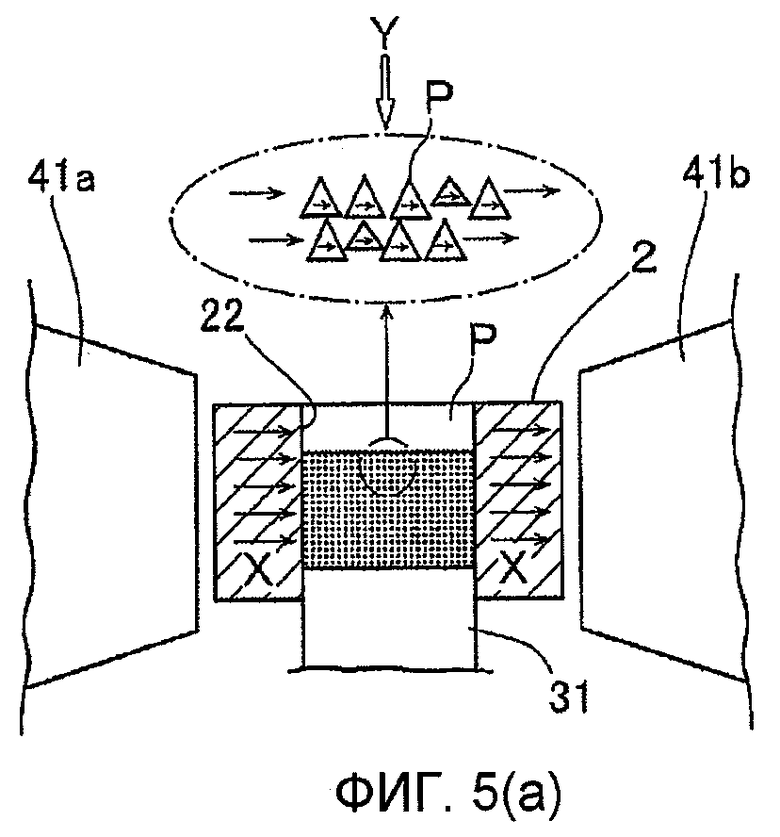
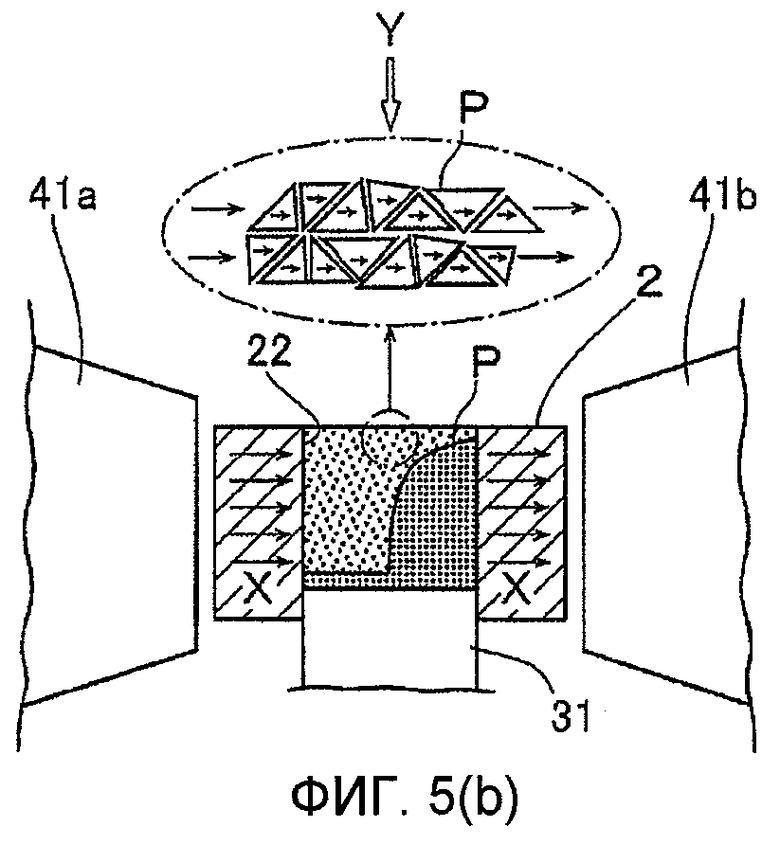
[0038] Так как в описанном выше обычном примере, несмотря на то что применяется вибрация верхнего или нижнего пуансона, в случае если сколотые поверхности кристаллов исходного молотого порошка P, примыкающие друг к другу в направлении магнитной ориентации, как показано на Фиг.5(a), не совпадают одна с другой, то остается зазор между соответствующими частицами исходного молотого порошка P. В результате исходный молотый порошок P не выстраивается в направлении магнитной ориентации. Если компрессионное формование осуществляют в этом состоянии, то ориентация будет беспорядочной. С другой стороны, в соответствии с этим вариантом реализации связывание частиц, которые были уже связаны, когда прикладывалось магнитное поле, будет сразу нарушено, и исходный молотый порошок P будет ориентироваться при перемешивании в магнитном поле. В результате взаимное расположение частиц исходного молотого порошка P в полости 22 изменится относительно состояния, в котором он был изначально засыпан в полость 22. Таким образом, у сколотых поверхностей кристаллов исходного молотого порошка P с более одинаковым ориентационным взаимным расположением кристаллов будет больше шансов совместиться. Как только сколотые поверхности кристаллов исходного молотого порошка P с более одинаковым ориентационным взаимным расположением кристаллов связываются, будет образовываться прочно связанная цепочка. Соответственно, как показано на Фиг.5(b), сколотые поверхности кристаллов связываются без зазора в направлении магнитной ориентации именно таким образом, чтобы образовывать форму бруска, тем самым выстраиваясь в направлении магнитной ориентации.
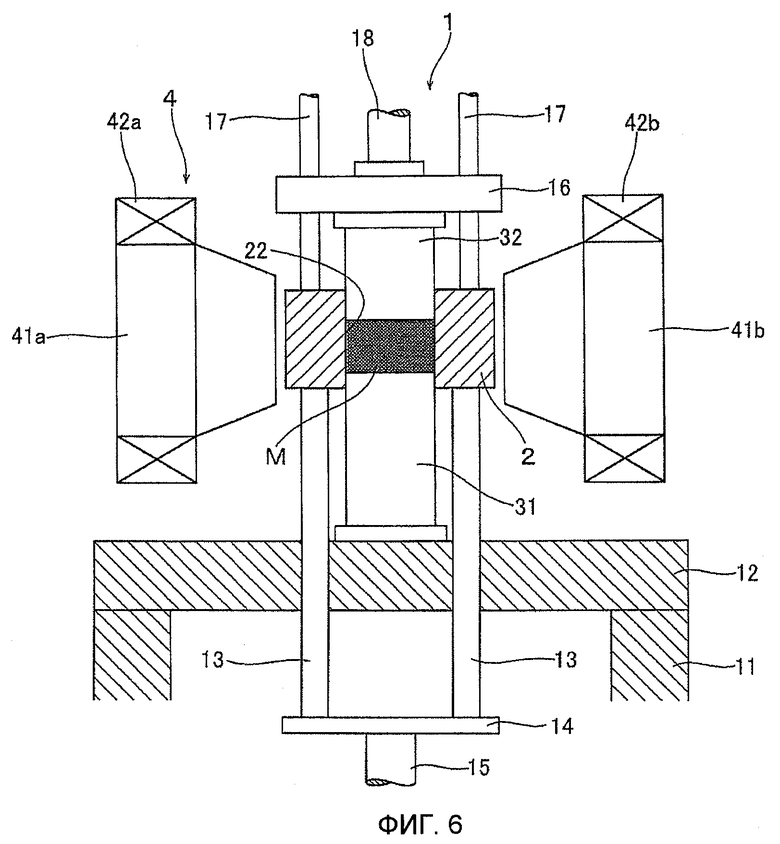
[0039] Затем, как только этап ориентации закончен, прессующее средство 5 отводят. В этом случае подачу электропитания на катушки 42a, 42b не прекращают. Основание 16 пресс-формы затем опускают так, чтобы верхний пуансон 32 был вставлен в проходное отверстие 21 с верхней стороны проходного отверстия 22, и в состоянии, при котором прикладывается магнитное поле, начинают компрессионное формование исходного молотого порошка P внутри полости 22 посредством пары из верхнего и нижнего пуансонов 31, 32. Электропитание на катушки 42a, 42b прекращают по истечении заданного промежутка времени. В этом состоянии компрессионное формование осуществляют при максимальном давлении (см. Фиг.6). Наконец, постепенно поднимая верхний пуансон 32, чтобы постепенно уменьшить давление, этап компрессионного формования заканчивают, тем самым сформировав формованное тело М (этап формования). В соответствии с этой конструкцией компрессионное формование осуществляют в состоянии, при котором исходный молотый порошок P связан без зазора на сколотых поверхностях в направлении магнитной ориентации именно таким образом, чтобы образовывать форму бруска при выстраивании в направлении магнитной ориентации. Поэтому может быть получено высокоплотное формованное тело М (постоянный магнит), которое свободно от хаотичности или беспорядка в ориентации и имеет высокую плотность. Его магнитные свойства также улучшены.
[0040] Как описано выше, при осуществлении компрессионного формования в состоянии, при котором сколотые поверхности кристаллов связаны без зазора в направлении магнитной ориентации, может быть получено высокоплотное формованное тело М1, которое свободно от хаотичности в ориентации. В результате формованное тело имеет увеличенную прочность и может иметь пониженную вероятность возникновения дефектов, и может быть получено формованное тело (постоянный магнит) М1 с высокими магнитными свойствами. В этом случае если в исходный молотый порошок P, засыпаемый в полость 22, примешивается полимерное связующее, то может быть получен редкоземельной магнит на связке (формованное тело) с высокими магнитными свойствами.
[0041] Давление формования на этапе формования устанавливают в пределах 0,1-2,0 т/см2, более предпочтительно 0,2-1,0 т/см2. При давлении формования ниже 0,1 т/см2 формованное тело не обладает достаточной прочностью. Например, формованное тело может расколоться при его вынимании из полости 22 машины компрессионного формования. С другой стороны, при давлении формования, превышающем 2,0 т/см2, к исходному молотому порошку P внутри полости 22 будет приложено высокое давление формования, приводящее к возможности того, что формование будет осуществлено при неупорядоченной ориентации, а также к тому, что формованное тело может дать трещины или сломаться. Кроме того, напряженность магнитного поля на этапе формования устанавливают в пределах 5 кЭ - 30 кЭ. Если напряженность магнитного поля меньше 5 кЭ, то не может быть получено формованное тело с высокой ориентацией и высокими магнитными свойствами. С другой стороны, если напряженность магнитного поля будет больше 30 кЭ, то создающее магнитное поле устройство будет слишком большим, чтобы быть практичным.
[0042] Затем, после размагничивания посредством приложения обратного магнитного поля, например, 3 кЭ, пресс-форму 2 опускают до самого нижнего края. Формованное тело М в полости 22 будет при этом выступать от верхней поверхности, и после подъема основания 16 пресс-формы с тем, чтобы переместить верхний пуансон 32 до верхнего края, формованное тело вынимают. Наконец, полученное формованное тело помещают в печь спекания (не показана) для спекания его, например, в атмосфере Ar на заданный промежуток времени при заданной температуре (1000°C) (этап спекания) и дополнительно подвергают обработке старением в атмосфере Ar в течение заданного промежутка времени при заданной температуре (500°C), тем самым получая спеченный магнит (спеченный магнит на основе Nd-Fe-B).
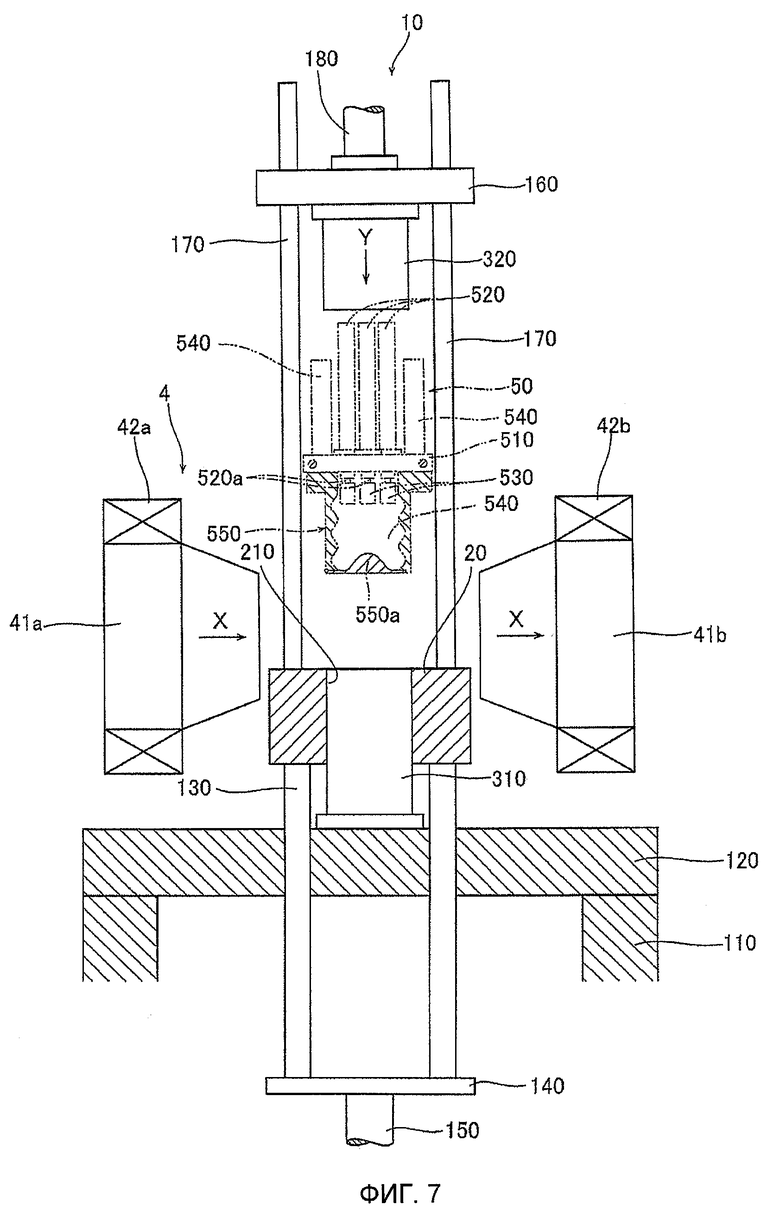
[0043] Теперь, со ссылкой на Фиг.7, будет приведено описание машины 10 компрессионного формования, которая пригодна для изготовления редкоземельного постоянного магнита, в частности спеченного магнита на основе Nd-Fe-B, в соответствии со вторым вариантом реализации данного изобретения. Машина 10 компрессионного формования относится, подобно машине для осуществления способа изготовления по вышеописанному первому варианту реализации, к типу с одноосным приложением давления, в которой направление Y приложения давления (направление прессования) является ортогональным направлению магнитной ориентации, и имеет опорную плиту 120, которая поддерживается стойками 110. Над опорной плитой 120 расположена пресс-форма 20. Пресс-форма 20 поддерживается множеством поддерживающих колонок 130, которые проходят через опорную плиту 120. Другой конец каждой из поддерживающих колонок 130 связан с соединительной плитой 140, которая предусмотрена ниже опорной плиты 120. Соединительная плита 140 соединена с приводным средством, таким как цилиндрический шток 150 гидравлического цилиндра известной конструкции. В соответствии с этой конструкцией при приведении нижнего гидравлического цилиндра в действие вертикально, чтобы тем самым вертикально переместить соединительную плиту 140, пресс-форма 20 становится подвижной в направлении Y приложения давления, т.е. в вертикальном направлении, как видно на Фиг.7.
[0044] По существу в центральной части пресс-формы 20 сформировано сквозное отверстие 210 в вертикальном направлении. В сквозное отверстие 210 может быть вставлен с нижней стороны нижний пуансон 310, который вертикально расположен по существу в центральной части на верхней поверхности опорной плиты 120 таким образом, чтобы проходить вверх. Когда нижний гидравлический цилиндр приводят в действие, чтобы опустить пресс-форму 20, нижний пуансон 310 вставляется в сквозное отверстие 210, посредством чего внутри сквозного отверстия 210 создается полость (засыпная камера) 220. Форма сечения сквозного отверстия 210 (полости 220) соответственно выбирается из круглой формы, прямоугольной формы и т.п. в зависимости от формы спеченного магнита, который предполагается формовать далее. Поскольку во втором варианте реализации предполагается изготавливать спеченный магнит в виде прямоугольного параллелепипеда, форма сечения также выполнена прямоугольной.
[0045] Над пресс-формой 20 расположено основание 160 пресс-формы таким образом, чтобы находиться напротив опорной плиты 120. На нижней поверхности основания 160 пресс-формы имеется верхний пуансон 320 в положении, которое позволяет вставить его в полость 220. Кроме того, на угловых участках основания 160 пресс-формы сформированы сквозные отверстия в вертикальном направлении. Через каждое из этих отверстий проходит направляющий стержень 170, один конец которого зафиксирован на верхней поверхности пресс-формы 20. К верхней поверхности основания 160 пресс-формы присоединено приводное средство, такое как цилиндрический шток 180 гидравлического цилиндра (не показан) известной конструкции. Когда этот гидравлический цилиндр приводят в действие, основание 160 пресс-формы становится подвижным, вертикально направляясь направляющими стержнями 170, и, следовательно, верхний пуансон 320 становится подвижным в вертикальном направлении так, чтобы быть вставленным в сквозное отверстие 210 пресс-формы 20. В соответствии с этой конструкцией во время компрессионного формования исходный молотый порошок P подвергают сжатию внутри полости 220 посредством пары из верхнего и нижнего пуансонов 310, 320, посредством чего может быть получено формованное тело.
[0046] Кроме того, на внешней периферии пресс-формы 20 имеется создающее магнитное поле устройство 4 для приложения магнитного поля во время ориентирования исходного молотого порошка P в то время, как он перемешивается внутри мешкообразного тела (описываемого ниже), а также во время формования исходного молотого порошка P внутри полости 220. Поскольку создающее магнитное поле устройство 4 используется в сочетании с вышеописанной машиной 1 компрессионного формования, подробное его описание здесь опущено. Кроме того, поскольку может быть использован исходный молотый порошок P, который подобен таковому в вышеописанном первом варианте реализации, подробное его описание здесь также опущено.
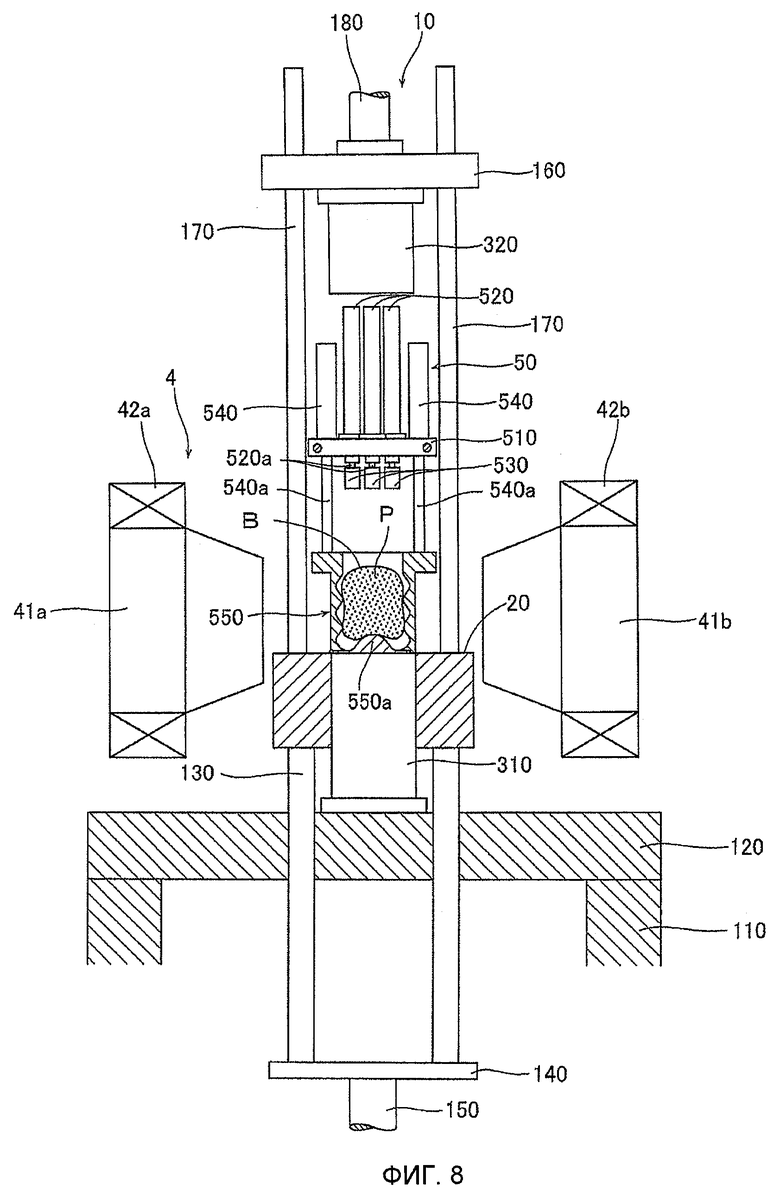
[0047] Машина 10 компрессионного формования снабжена перемешивающим средством 50 для перемешивания засыпанного в мешкообразное тело В исходного молотого порошка P при перемешивании его в магнитном поле, причем перемешивающее средство 50 выполнено таким образом, чтобы быть подвижным назад и вперед в пространстве над полостью 220. Перемешивающее средство 50 имеет поддерживающую раму 510. Поддерживающая рама 510 имеет смонтированное на ней множество цилиндров 520. Каждый из поршневых штоков 520a, которые простираются вниз от каждого из цилиндров 520, имеет прикрепленный к нему толкатель (толкающее средство) 530, который представляет собой цилиндрический элемент, выполненный из немагнитного материала. Перемешивающее средство 50 имеет также рамочный корпус 550, который подвешен на поршневых стержнях 540a, простирающихся вниз от других цилиндров 540, смонтированных на поддерживающей раме 510.
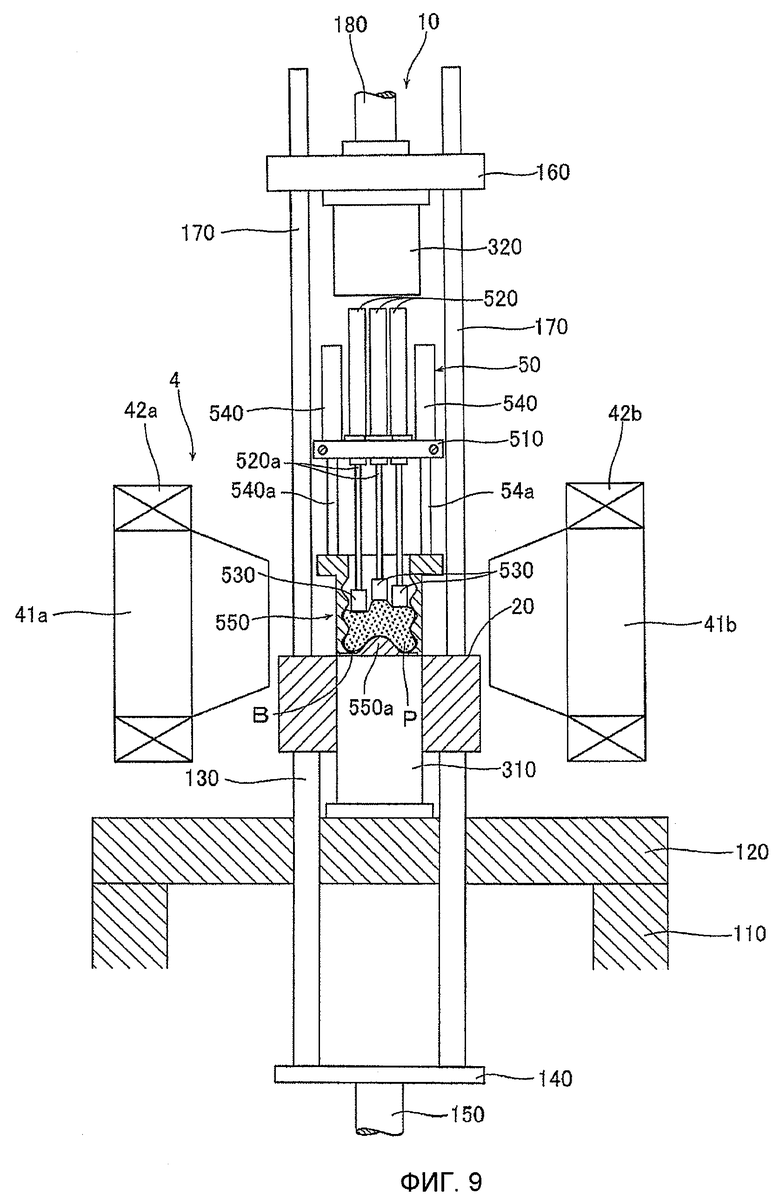
[0048] Рамочный корпус 550 имеет квадратную колоночную форму с оставленной открытой верхней поверхностью. Его внутренние боковые поверхности сформированы так, что повторяются множество непрерывных выступов и углублений. С другой стороны, на внутреннем центральном участке нижней пластины рамочного корпуса 550 сформирована выступающая часть или выпуклость 550a. Рамочный корпус 550 содержит внутри себя мешкообразное тело В, в которое засыпается вышеописанный исходный молотый порошок P, который был заранее взвешен. Мешкообразное тело В выполнено из деформируемого материала, такого как каучук, эластомер, полиэтилен, винил и т.п. После помещения мешкообразного тела В внутрь рамочного корпуса 550 каждый из цилиндров 520 приводят в действие одновременно или с разницей во времени. Затем к мешкообразному телу В прикладывают локальную силу сжатия каждым из толкателей 530. При этом мешкообразное тело В расширяется в нижнем центре вокруг выпуклости 550a, а боковые участки деформируются так, чтобы войти в углубленные участки на боковых поверхностях. В результате исходный молотый порошок P внутри мешкообразного тела В начинает перемешиваться.
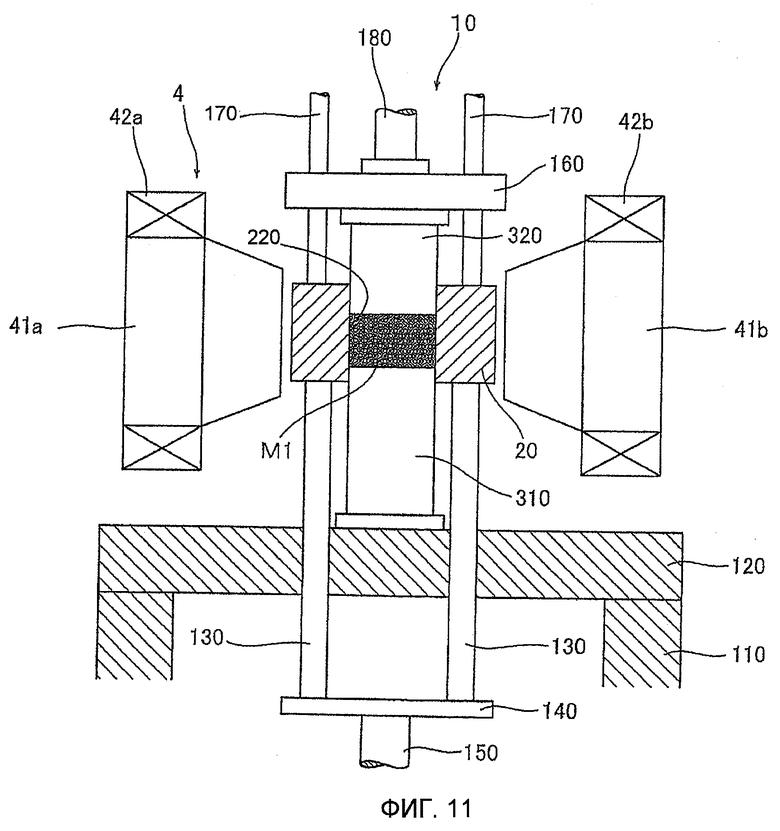
[0049] Со ссылкой на Фиг.7-11 теперь будет приведено описание изготовления спеченного магнита на основе Nd-Fe-B в соответствии со вторым вариантом реализации с использованием вышеописанной машины 10 компрессионного формования. Вначале в положении ожидания, в котором верхние поверхности пресс-формы 20 и нижний пуансон 310 находятся заподлицо друг с другом и в котором верхний пуансон 320 расположен на верхнем конце (см. Фиг.7), перемешивающее средство 50 перемещают к участку над полостью 220. В это время мешкообразное тело B уже было заполнено исходным молотым порошком P, который был заранее взвешен, и мешкообразное тело В помещают в рамочный корпус 550. Плотность засыпки исходного молотого порошка P внутрь мешкообразного тела В устанавливают в пределах 15-55% от объема мешкообразного тела В, чтобы оставить некоторую степень свободы перемещения исходного молотого порошка P. Объем мешкообразного тела В с засыпанным в него исходным молотым порошком P устанавливают в пределах 30-80% относительно объема рамочного корпуса 550.
[0050] Затем на катушки 42a, 42b создающего магнитное поле устройства 4 подают электропитание, чтобы тем самым приложить магнитное поле. В этом случае, чтобы получить высокую ориентацию, предпочтительно осуществлять перемешивание перемешивающим устройством 5 (перемешивающим средством 50) в магнитном поле в пределах 0,1 кЭ - 10 кЭ, предпочтительно 0,5 кЭ - 6 кЭ. Если напряженность магнитного поля меньше 0,1 кЭ, то невозможно получить спеченный магнит, имеющий высокую ориентацию и высокие магнитные свойства. Если напряженность магнитного поля больше 10 кЭ, то перемешивание становится затруднительным. Затем в состоянии, при котором прикладывается магнитное поле, каждый из цилиндров 520 приводят в действие одновременно или с разницей во времени, тем самым локально прикладывая силу сжатия каждым из толкателей 530 к мешкообразному телу В (этап ориентирования: см. Фиг.9).
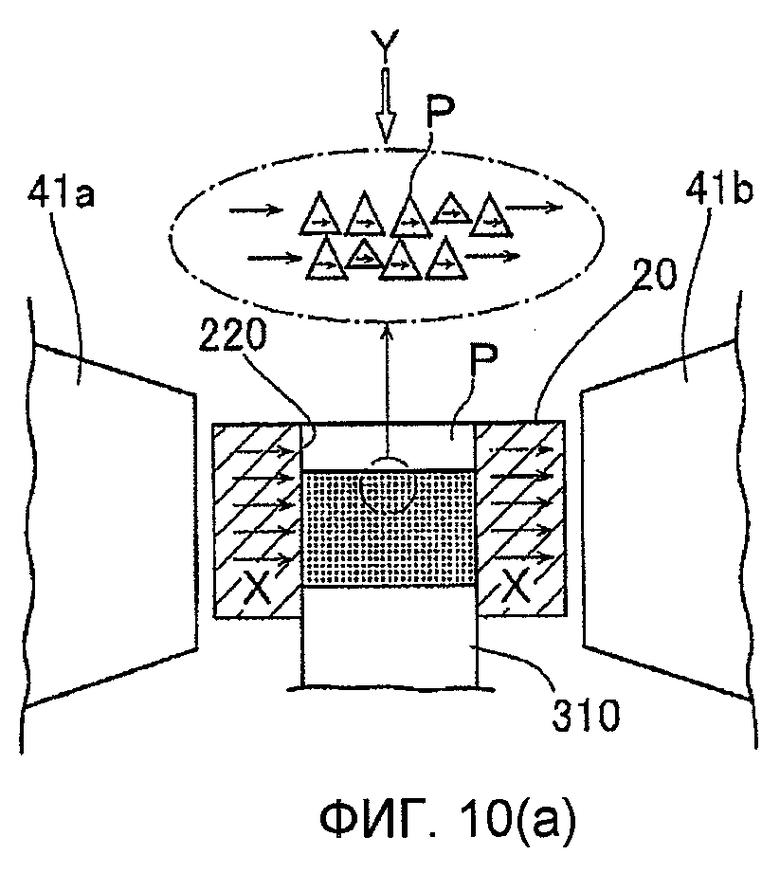
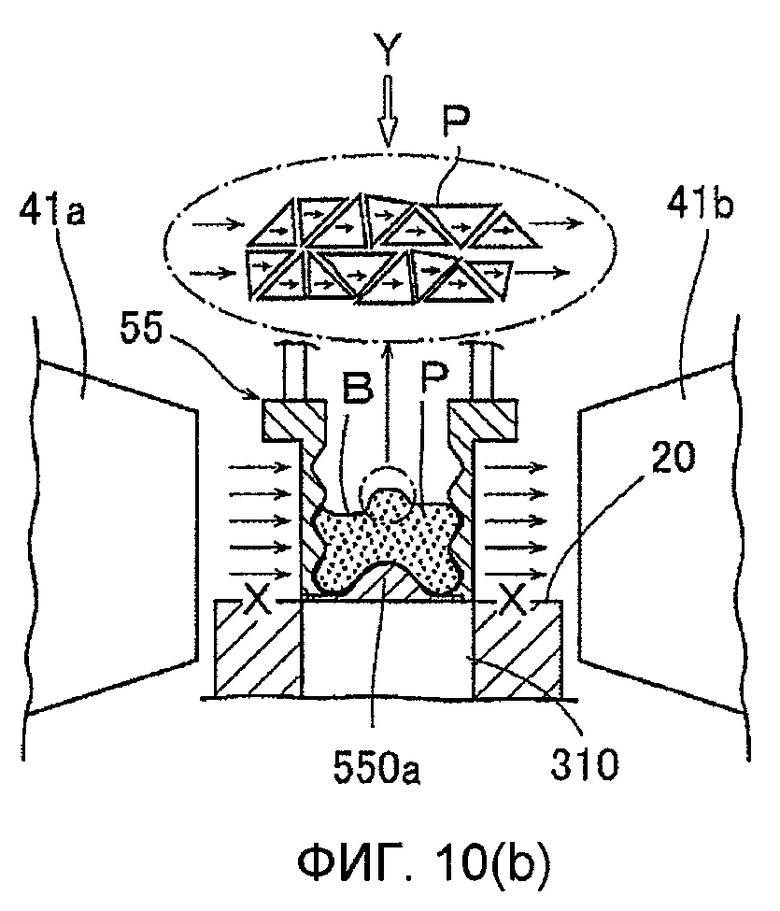
[0051] Как описано выше, в обычном примере, даже если применяется вибрация верхним пуансоном или нижним пуансоном, будет оставаться зазор между частицами исходного молотого порошка P в случае, если сколотые поверхности кристаллов частиц исходного молотого порошка P, смежные друг с другом в направлении магнитной ориентации, не согласуются друг с другом, как показано на Фиг.10(a). В результате исходный молотый порошок P не будет выстраиваться в направлении магнитной ориентации. Если компрессионное формование осуществляют в этом состоянии, то ориентация становится нерегулярной или будет нарушена. С другой стороны, в соответствии со вторым вариантом реализации нижний центр мешкообразного тела В будет расширяться к окружной периферии выступающей части 550a, а также боковые участки мешкообразного тела В будут деформированы так, чтобы внедриться в углубленные участки боковых стенок, посредством чего исходный молотый порошок P внутри мешкообразного тела В будет перемешиваться. В этом случае связывание между частицами, уже связанными, когда прикладывалось магнитное поле, будет сразу прекращено, и исходный молотый порошок P начнет ориентироваться при смешивании в магнитном поле. В результате взаимное расположение частиц исходного молотого порошка P внутри полости 220 будет изменяться от того состояния, в котором он был изначально засыпан в полость 220. Таким образом, у сколотых поверхностей кристаллов исходного молотого порошка P с более одинаковым ориентационным взаимным расположением кристаллов будет больше шансов для взаимного совмещения. Как только сколотые поверхности кристаллов исходного молотого порошка P с более одинаковым ориентационным взаимным расположением кристаллов связываются вместе, будут образовываться жесткие или прочно связанные цепочки. Соответственно, как показано на Фиг.10(b), сколотые поверхности кристаллов связываются без зазора между собой в направлении магнитной ориентации именно таким образом, чтобы сформировать форму бруска, тем самым выстраиваясь в направлении магнитной ориентации.
[0052] Затем под действием гидравлического цилиндра пресс-форму 20 поднимают до заданного положения, чтобы тем самым создать полость 220 внутри сквозного отверстия 210. Затем ориентированный сплав исходного материала вынимают из мешкообразного тела B и засыпают в полость. В этом случае загрузка сплава исходного материала в полость 220 может быть осуществлена вручную. С другой стороны, может также использоваться следующая конструкция: нижняя поверхность рамочного корпуса 550 сформирована так, чтобы она могла открываться и закрываться; режущий инструмент (не показан) располагается так, чтобы иметь возможность перемещаться к мешкообразному телу B и от него; и мешкообразное тело В частично обрезается режущим инструментом в состоянии, при котором приложено магнитное поле, посредством чего сплав исходного материала внутри мешкообразного тела В может быть автоматически сброшен в полость 220.
[0053] Затем, как только этап ориентирования закончен, перемешивающее средство 50 отводят. В этом случае подачу электропитания на катушки 42a, 42b не прекращают. Затем верхний пуансон 320 вставляют в сквозное отверстие 210 сверху сквозного отверстия 220 опусканием основания 160 пресс-формы. В состоянии, при котором приложено магнитное поле, начинают компрессионное формование исходного молотого порошка P внутри полости посредством пары из верхнего и нижнего пуансонов 310, 320. По истечении заданного промежутка времени подачу электропитания на катушки 42a, 42b прекращают и в этом состоянии осуществляют компрессионное формование при максимальном давлении (см. Фиг.11). Наконец, верхний пуансон 320 постепенно поднимают, тем самым постепенно понижая давление, после чего компрессионное формование закончено и отформовано формованное тело M1 (этап формования). Также в этом случае компрессионное формование исходного молотого порошка P осуществляют в магнитно-ориентированном состоянии, при котором сколотые поверхности кристаллов исходного молотого порошка P тесно связаны вместе без зазора между соответствующими сколотыми поверхностями кристаллов в направлении магнитной ориентации таким образом, чтобы сформировать так называемую форму бруска. Поэтому может быть получено высокоплотное формованное тело (постоянный магнит) M1 без хаотичности в ориентации, и магнитные свойства также могут быть улучшены.
[0054] Таким образом, за счет осуществления компрессионного формования в состоянии, при котором сколотые поверхности кристаллов связаны вместе в направлении магнитной ориентации без зазора между соответствующими поверхностями, может быть получено высокоплотное формованное тело M1 без хаотичности в ориентации. Прочность формованного тела, таким образом, увеличивается, в результате чего может быть уменьшена частота появления недостатков качества и может быть получено формованное тело M1 с высокими магнитными свойствами. В этом случае если в засыпаемый в полость 220 исходный молотый порошок P примешивают полимерное связующее, то может быть получен редкоземельный магнит на связке (формованное тело) с высокими магнитными свойствами.
[0055] Давление формования на этапе формования устанавливают в пределах 0,1-2,0 т/см2, предпочтительно 0,2-1,0 т/см2. При давлении формования ниже 0,1 т/см2 формованное тело не будет иметь достаточной прочности. Например, в формованном теле появятся трещины при его вынимании из полости 220 устройства компрессионного формования. С другой стороны, при давлении формования выше 2,0 т/см2 к исходному молотому порошку P в полости 220 прикладывается высокое давление формования. В результате формование будет осуществляться при недостаточном ориентационном порядке, а также имеется вероятность того, что в формованном теле возникнут расколы и изломы. Напряженность магнитного поля на этапе формования устанавливают в пределах 5 кЭ - 30 кЭ. Если напряженность магнитного поля ниже 5 кЭ, то не может быть получено высокоориентированное формованное тело с высокими или превосходными магнитными свойствами. С другой стороны, если напряженность магнитного поля будет больше чем 30 кЭ, то создающее магнитное поле устройство будет слишком большим, чтобы быть практичным.
[0056] Затем, после размагничивания приложением обратного магнитного поля, например, 3 кЭ, пресс-форму 20 опускают к нижнему концу. Формованное тело М1 в полости 220 будет, таким образом, вытянуто к верхней поверхности пресс-формы 20. После перемещения верхнего пуансона 320 к верхнему концу подъемом основания 160 пресс-формы, формованное тело вынимают. Наконец, полученное таким образом формованное тело помещают в печь спекания (не показана), спекают в течение заданного промежутка времени при заданной температуре (1000°C), например, в атмосфере Ar (этап спекания) и дополнительно подвергают обработке старением при заданной температуре (500°C) в течение заданного промежутка времени в атмосфере Ar, тем самым получая спеченный магнит (спеченный магнит на основе Nd-Fe-B).
[0057] В вышеописанных первом и втором вариантах реализации были приведены описания применительно к типу сжатия с одноосным приложением давления, при котором направление формования является ортогональным направлению магнитного поля. Не ограничиваясь этим, может использоваться машина компрессионного формования, в которой направление формования является параллельным направлению магнитного поля. В первом варианте реализации было приведено описание формования порошковой массы при использовании машины 1 компрессионного формования с одноосным приложением давления. Альтернативно, может использоваться формовочная машина с изостатическим прессованием (не показана) известной конструкции, использующей резиновую пресс-форму.
[0058] Кроме того, в вышеописанных первом и втором вариантах реализации были приведены описания примеров, в которых в качестве ориентирующего магнитного поля во время приложения давления или перемешивания и формования использовали статическое магнитное поле, в котором напряженность магнитного поля не изменяется во времени. Не ограничиваясь этим, может быть использовано импульсное магнитное поле, в котором напряженность магнитного поля изменяется на определенный период. В этом случае конструкция может также быть выполнена такой, что подается обратное магнитное поле. В соответствии с этой конструкцией, поскольку к исходному молотому порошку P во время формования может быть приложена вибрация, степень ориентации может быть дополнительно улучшена. Предпочтительно период импульсов должен быть установлен на 1 мс - 2 с, а время паузы должно быть установлено на 500 мс или менее. В диапазоне вне вышеуказанных пределов прочно связанные цепочки будут разорваны, и в результате высокую ориентацию невозможно будет получить. Кроме того, в случае приложения импульсного магнитного поля его пиковое значение должно предпочтительно быть установлено в пределах 5-50 кЭ. Если напряженность магнитного поля ниже 5 кЭ, то не может быть получен продукт с высокой ориентацией и высокими магнитными свойствами. С другой стороны, если напряженность магнитного поля будет больше чем 50 кЭ, то создающее магнитное поле устройство будет слишком большим, а долговечность этого устройства будет слишком низкой, чтобы быть практичным.
[0059] Кроме того, в вышеописанных первом и втором вариантах реализации были приведены описания примеров изготовления спеченных магнитов. Следует отметить, что способ изготовления постоянного магнита по этому изобретению может быть применен к следующему: технология изготовления ориентированного тела посредством ориентирования порошка, который поляризуется в магнитном поле или электрическом поле; технология компрессионного формования ориентированного таким образом полуфабриката в магнитном поле или электрическом поле; и технология спекания, в дополнение к компрессионному формованию или вместо него, ориентированного таким образом полуфабриката в магнитном поле или электрическом поле. Например, эта технология может быть применена к изготовлению супермагнитострикционного материала на основе (Tb, Dy)Fe2, материала на основе SrO·6Fe2O3, ферритового спеченного магнита на основе (Sr, La)O·6(Fe, Co)2O3, магнита с нитридной связкой на основе SmFe17, HDDR-магнита со связкой на основе Nd-Fe-B и т.п. Кроме того, эта технология может быть применена к изготовлению спеченного тела из нитрида кремния (Si3N4), которое изготавливается формованием заданного порошка в магнитном поле и последующим его спеканием.
Пример 1
[0060] В Примере 1 исходный молотый порошок на основе Nd-Fe-B изготовили так, как описано ниже; этап ориентирования и этап формования осуществляли при использовании нижеупомянутого формовочного устройства, тем самым изготовляя заданное формованное тело; затем осуществляли этап спекания, на котором это формованное тело спекали в атмосфере Ar при температуре 1050°C в течение трех часов. В результате получили спеченный магнит на основе Nd-Fe-B.
[0061] (Исходный молотый порошок) В качестве спеченного магнита на основе Nd-Fe-B изготовили сплав способом ленточного литья с использованием состава 22Nd-7Pr-0,95B-1Co-0,2Al-0,05Cu-0,1Zr-0,05Ga-ост.Fe. Сплав затем подвергали водородному размалыванию в газообразном водороде 0,2 атмосферы в течение трех часов (этап водородного размалывания). Затем осуществляли обработку вакуумной дегидрогенизацией при 500°C в течение трех часов.
[0062] После этого осуществляли тонкий размол на этапе тонкого размола струйной мельницей, чтобы изготовить исходный молотый порошок P, имеющий значение полуширины распределения частиц порошка по размерам в 10 мкм (исходный молотый порошок A), 4 мкм (исходный молотый порошок B) и 2 мкм (исходный молотый порошок C) соответственно, со средним диаметром частицы 3 мкм.
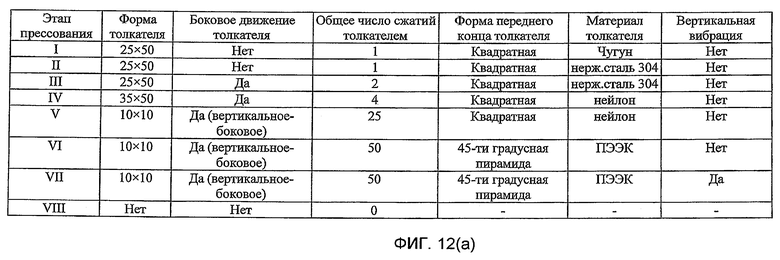
[0063] (Этап ориентирования) На этапе ориентирования использовали машину 1 компрессионного формования с одноосным приложением давления, как показано на Фиг.1. Здесь машина 1 компрессионного формования устроена так, что статическое магнитное поле в 20 кЭ может быть приложено к полости 22, имеющей квадратное отверстие 50×50 мм. Вначале полость 22 заполняли вышеописанным исходным молотым порошком А, В, С. Перед заполнением к конкретному исходному материалу сплава добавляли 0,3% твердой смазки (стеарат цинка). Кроме того, конструкция была выполнена так, что засыпание выполняли до глубины 75 мм при плотности упаковки 25%. Затем, при приложении магнитного поля в 4 кЭ, установили силу сжатия 10 кг/см2 и исходный молотый порошок А, В, С сдавливали или прессовали прессующим средством 5, чтобы тем самым подвергнуть исходный молотый порошок А, В, С ориентации. Условия, такие как форма прессующего средства 5 в это время и число сжатий и т.п., приведены на Фиг.12(a).
[0064] (Этап формования) На этапе формования, используя машину 1 компрессионного формования одноосного типа, как показано на Фиг.1, вышеупомянутый ориентированный полуфабрикат подвергали компрессионному формованию посредством пары из верхнего и нижнего пуансонов 31, 32 (этап формования) при приложении к полуфабрикату магнитного поля 20 кЭ. Давление формования при этом установили на 0,5 т/см2. Затем, после компрессионного формования, прикладывали обратное магнитное поле 2 кЭ и, после размагничивания, вынимали формованное тело из полости 22.
[0065] (Этап спекания) Используя печь спекания, имеющую известную конструкцию, вышеописанное формованное тело подвергали процессу спекания. В этом случае спекание осуществляли при температуре спекания 1050°C в течение трех часов. Перед спеканием через вакуум 100 Па пропускали водород при температуре между 100°C и 500°C с тем, чтобы осуществить обработку по удалению связующего. После обработки по удалению связующего поток водорода немедленно прекращали и осуществляли обработку дегидрогенизацией до уровня вакуума вплоть до 10-5 Па. После спекания спеченный магнит подвергали термообработке при 500°C в течение двух часов, а после этого охлаждали до комнатной температуры.
[0066] На Фиг.12(b) приведена таблица, показывающая магнитные свойства и степень ориентации, когда спеченный магнит получали с изменением сорта исходного молотого порошка, способа прессования прессующим средством и т.п. Магнитные свойства представляют собой средние значения, оцененные регистратором BH, а степень ориентации показана в значениях, полученных делением значений остаточной магнитной индукции на магнитную индукцию насыщения при 10 Тл.
[0067] В соответствии с вышеупомянутой конструкцией можно видеть, что чем более узким (более острым) становится значение полуширины распределения диаметров частиц исходного молотого порошка, тем лучше становится степень ориентации и коэрцитивная сила. Кроме того, можно видеть, что чем больше становится число сжатий прессующим средством, тем лучше становится степень ориентации. И, кроме того, прессующее средство выполнено из немагнитного материала, и, таким образом, можно видеть, что степень ориентации улучшается при добавлении смазки к исходному молотому порошку. С другой стороны, передний конец прессующего средства является узким или остроконечным, и можно видеть, что степень ориентации улучшается при приложении вертикальных колебаний.
Пример 2
[0068] В Примере 2 исходный молотый порошок на основе Nd-Fe-B изготовили так, как описано ниже: этап ориентирования и этап формования осуществляли при использовании нижеупомянутого формовочного устройства, тем самым изготавливая заданное формованное тело; а затем осуществляли этап спекания, на котором это формованное тело спекали в атмосфере Ar при температуре 1050°C в течение трех часов. В результате получили спеченный магнит на основе Nd-Fe-B.
[0069] (Исходный молотый порошок) В качестве спеченного магнита на основе Nd-Fe-B использовали сплав состава 23Nd-7Pr-0,98B-1Co-0,2Al-0,1V-0,05Sn-ост.Fe. Сплав изготовили способом ленточного литья, а затем сплав подвергали водородному размалыванию в газообразном водороде 0,2 атмосферы в течение трех часов (этап водородного размалывания). Затем осуществляли обработку вакуумной дегидрогенизацией при 500°C в течение трех часов.
[0070] После этого полуфабрикат подвергали тонкому размолу на этапе тонкого размола струйной мельницей. Таким образом изготовили исходный молотый порошок P, имеющий значение полуширины распределения частиц порошка по размерам в 10 мкм (исходный молотый порошок A), 6 мкм (исходный молотый порошок B) и 2 мкм (исходный молотый порошок C) соответственно, со средним диаметром частиц 5 мкм. При этом твердую смазку (стеарат цинка) добавляли на 0,3%, а метиловый эфир капроновой кислоты (метилкапроат) добавляли на 0,5% по мере необходимости.
[0071] (Этап ориентирования) На этапе ориентирования использовали машину 1 компрессионного формования с одноосным приложением давления, как показано на Фиг.7. В этом случае каждый исходный молотый порошок весом 800 г помещали в мешкообразное тело В из уретанового каучука, имеющее толщину 0,02 мм и объем 500 см3. После размещения мешкообразного тела В внутри рамочного корпуса 550 каждый из трех толкателей 530, способных прикладывать силу сжатия в 5 кг, приводили в действие поочередно на 5 секунд при цикле 0,5 секунды. Также на катушки 42a, 42b создающего магнитное поле устройства 4 подавали электропитание, чтобы тем самым приложить статическое магнитное поле в 1 кЭ. Исходный материал сплава внутри мешкообразного тела перемешивали и ориентировали в магнитном поле (этап ориентирования).
[0072] (Этап формования) На этапе формования использовали машину 10 компрессионного формования с одноосным приложением давления, как показано на Фиг.6. При приложении статического магнитного поля в 25 кЭ к ориентированному исходному материалу сплава осуществляли компрессионное формование парой из верхнего и нижнего пуансонов 310, 320 (этап формования). В этом случае полость 220 имела квадратное отверстие 75×75 мм, а давление формования устанавливали равным 0,4 т/см2. Затем, после компрессионного формования, осуществляли размагничивание приложением обратного магнитного поля в 3 кЭ. Затем формованное тело вынимали из полости 220.
[0073] (Этап спекания) Используя печь спекания, имеющую известную конструкцию, вышеописанное формованное тело подвергали процессу спекания. В этом случае спекание осуществляли при температуре спекания 1050°C в течение трех часов. Перед спеканием через вакуум 1 Па пропускали водород при температуре между 100°C и 500°C, чтобы осуществить обработку по удалению связующего. После обработки по удалению связующего поток водорода немедленно прекращали и осуществляли обработку дегидрогенизацией до уровня вакуума вплоть до 10-3 Па. После спекания спеченный магнит подвергали термообработке при 500°C в течение двух часов, а затем охлаждали до комнатной температуры.
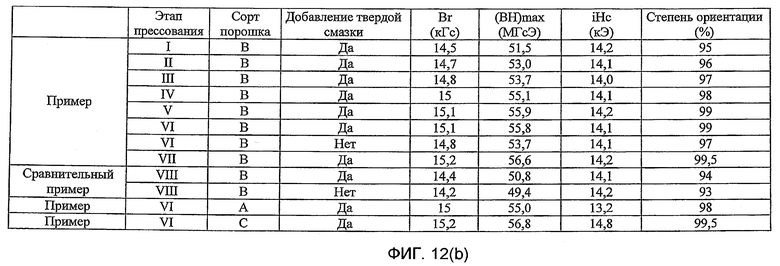
[0074] На Фиг.13 приведена таблица, показывающая магнитные свойства и степень ориентации, когда спеченный магнит получали при изменении сорта исходного молотого порошка. В этой таблице также показаны магнитные свойства и степень ориентации, когда спеченный магнит получали без перемешивания 800 г исходного молотого порошка, но при непосредственном засыпании исходного молотого порошка в полость (Сравнительные Примеры), тем самым получая спеченный магнит при тех же самых условиях, как и в вышеописанных Примерах. Магнитные свойства представляют собой средние значения в результате оценки регистратором BH, а степень ориентации показана в значениях, полученных делением значения остаточной магнитной индукции на магнитную индукцию насыщения при 10 Тл.
[0075] В соответствии с вышеупомянутой конструкцией можно видеть, что чем более узким (более острым) становится значение полуширины распределения диаметров частиц исходного молотого порошка, тем лучше становится степень ориентации и коэрцитивная сила. Кроме того, также можно видеть, что если исходный молотый порошок перемешивают во время этапа ориентирования, то степень ориентации улучшается и, в частности, становится выше максимальное энергетическое произведение. Также можно видеть, что степень ориентации улучшается при добавлении смазки.
Краткое описание чертежей
[0076] Фиг.1 представляет собой схематический вид, поясняющий в положении ожидания машину компрессионного формования, которая осуществляет способ изготовления в соответствии с первым вариантом реализации этого изобретения;
Фиг.2 - схематический вид, поясняющий показанную на Фиг.1 машину компрессионного формования, в которой было перемещено прессующее средство;
Фиг.3 - схематический вид, поясняющий положение прессующего средства относительно полости;
Фиг.4(a)-4(f) - схематические виды, поясняющие действие прессующего средства (этап ориентирования);
Фиг.5(a) - схематический вид, поясняющий магнитную ориентацию в уровне техники, а Фиг.5(b) - схематический вид, поясняющий магнитную ориентацию в соответствии с первым вариантом реализации этого изобретения;
Фиг.6 - схематический вид, поясняющий этап формования показанной на Фиг.1 машиной компрессионного формования;
Фиг.7 - схематический вид, поясняющий в положении ожидания машину компрессионного формования, которая осуществляет способ изготовления в соответствии со вторым вариантом реализации этого изобретения;
Фиг.8 - схематический вид, поясняющий машину компрессионного формования, как показано на Фиг.7, в которой было перемещено перемешивающее средство;
Фиг.9 - схематический вид, поясняющий перемешивание перемешивающим средством исходного молотого порошка внутри мешкообразного тела;
Фиг.10(a) - схематический вид, поясняющий магнитную ориентацию в соответствии с традиционной технологией, а Фиг.10(b) - схематический вид, поясняющий магнитную ориентацию при перемешивании в соответствии со вторым вариантом реализации этого изобретения;
Фиг.11 - схематический вид, поясняющий этап формования показанным на Фиг.7 формовочным устройством;
Фиг.12(a) - таблица, показывающая условия, такие как форма прессующего средства, число операций сжатия и т.п., а Фиг.12(b) - таблица, показывающая магнитные свойства и степень ориентации спеченного магнита, изготовленного в соответствии с примером 1 этого изобретения; и
Фиг.13 - таблица, показывающая магнитные свойства и степень ориентации спеченного магнита, изготовленного в соответствии с примером 2 этого изобретения.
Описание ссылочных номеров и символов
[0077] 1, 10 - машина компрессионного формования
2, 20 - пресс-форма
21, 210 - сквозное отверстие
12, 220 - полость
11, 32 - пуансон
4 - устройство, создающее магнитное поле
5 - прессующее средство
57 - прессующий элемент
50 - перемешивающее средство
530 - толкатель
P - исходный молотый порошок
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2454298C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ И ИЗГОТОВЛЕНИЕ СПЕЧЕННОГО МАГНИТА ИЗ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ДАННОГО УСТРОЙСТВА | 2016 |
|
RU2710812C2 |
| ПОСТОЯННЫЙ МАГНИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2423748C2 |
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕДКОЗЕМЕЛЬНОГО МАГНИТА И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2704018C1 |
| ПОЛУЧЕНИЕ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2005 |
|
RU2367045C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ R - FE - B ПОСТОЯННЫХ МАГНИТОВ | 1995 |
|
RU2112627C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2007 |
|
RU2417139C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАТЕРИАЛА РЕДКОЗЕМЕЛЬНОГО ПОСТОЯННОГО МАГНИТА | 2007 |
|
RU2417138C2 |
| РЕДКОЗЕМЕЛЬНЫЙ СПЕЧЕННЫЙ МАГНИТ R-T-B | 2011 |
|
RU2559035C2 |
Изобретение относится к области электротехники, в частности к способу изготовления постоянных магнитов, преимущественно на основе Nd-Fe-B, имеющих высокую степень ориентации. Сколотые поверхности кристаллов исходного молотого порошка с более одинаковым ориентационным взаимным расположением кристаллов в магнитном поле располагают собранными вместе, так что может быть обеспечен способ изготовления постоянного магнита, который имеет исключительно высокую степень ориентации, что является техническим результатом изобретения. В предложенном способе исходный молотый порошок (Р) засыпают в полость (22) и ориентируют в магнитном поле, прессуя или сдавливая его прессующим средством (5), в котором прессующий элемент (57) имеет меньшую площадь, чем площадь сечения полости. Последовательное изменение положения прессующего средства по всей площади сечения засыпной камеры обеспечивает перемешивание исходного молотого порошка с одновременным выстраиванием в направлении ориентации в магнитном поле. Ориентированный таким образом полуфабрикат формуют под давлением до заданной формы в магнитном поле. Повышение магнитных свойств постоянного магнита является техническим результатом изобретения. 2 н. и 7 з.п. ф-лы, 21 ил.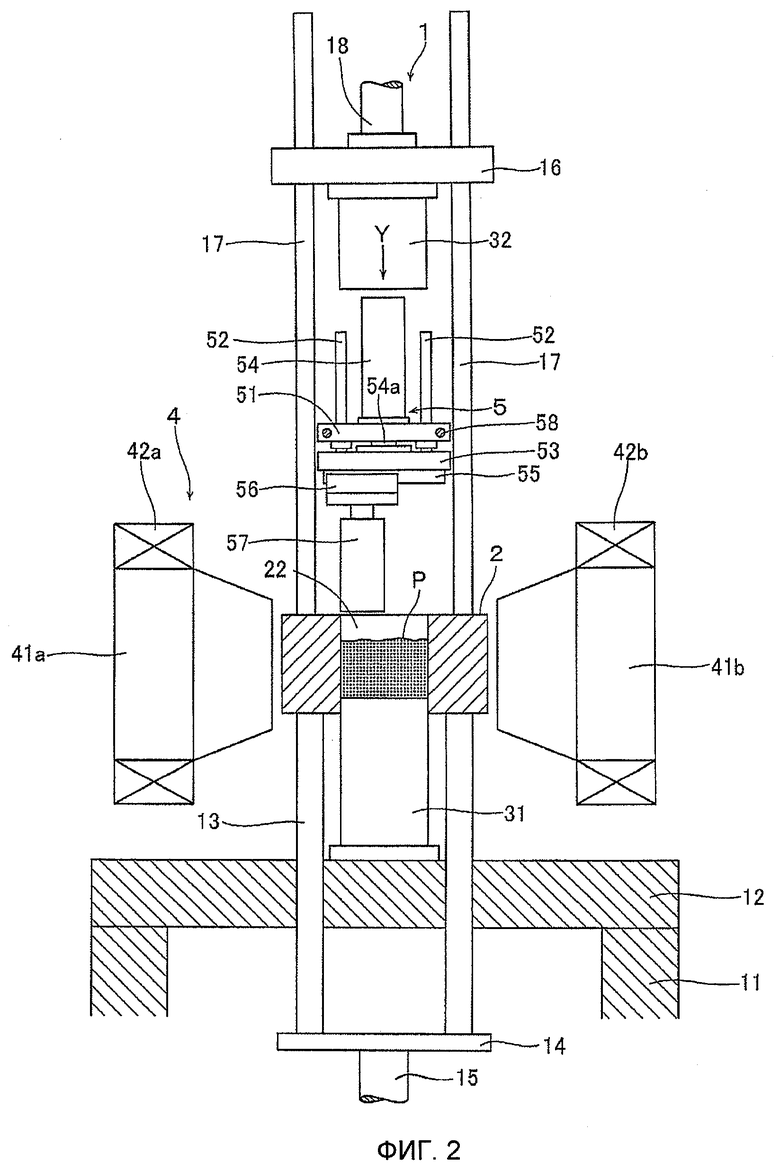
1. Способ изготовления постоянного магнита, содержащий этапы:
ориентирование исходного молотого порошка, засыпанного в засыпную камеру, причем ориентирование осуществляют в магнитном поле, подвергая исходный молотый порошок прессованию прессующим средством, имеющим меньшую площадь, чем площадь сечения засыпной камеры; и
формование под давлением ориентированного полуфабриката, полученного на этапе ориентирования, до заданной формы в магнитном поле.
2. Способ изготовления постоянного магнита по п.1, дополнительно содержащий последовательное изменение положения прессующего средства так, чтобы выполнить прессование прессующим средством по всей площади сечения засыпной камеры.
3. Способ изготовления постоянного магнита по п.1 или 2, дополнительно содержащий вибрирование прессующего средства в направлении прессования во время прессования прессующим средством.
4. Способ изготовления постоянного магнита по п.1 или 2, дополнительно содержащий добавление к исходному молотому порошку смазки в заданном соотношении смешивания перед засыпанием этой смеси в засыпную камеру.
5. Способ изготовления постоянного магнита по п.1 или 2, причем прессующее средство выполнено из немагнитного материала.
6. Способ изготовления постоянного магнита, содержащий этапы:
засыпание исходного молотого порошка в деформируемое мешкообразное тело;
ориентирование исходного молотого порошка внутри мешкообразного тела в магнитном поле путем прикладывания локализованной силы сжатия к мешкообразному телу при перемешивании исходного молотого порошка внутри мешкообразного тела; и
компрессионное формование ориентированного исходного молотого порошка в магнитном поле до заданной формы.
7. Способ изготовления постоянного магнита по п.6, дополнительно содержащий примешивание к исходному молотому порошку смазки в заданном соотношении смешивания перед засыпанием этой смеси в мешкообразное тело.
8. Способ изготовления постоянного магнита по п.1 или 6, дополнительно содержащий этап спекания ориентированного полуфабриката или отформованного под давлением полуфабриката, в дополнение к этапу формования или вместо этапа формования.
9. Способ изготовления постоянного магнита по п.1 или 6, причем исходный молотый порошок предназначен для использования с редкоземельным магнитом и изготовлен способом закалки.
| МАТЕРИАЛЫ R-FE-B ПОСТОЯННЫХ МАГНИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1993 |
|
RU2113742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ R - FE - B ПОСТОЯННЫХ МАГНИТОВ | 1995 |
|
RU2112627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МАГНИТОВ | 1997 |
|
RU2127923C1 |
| JP 6325962 A, 25.11.1994 | |||
| JP 5247601 A, 24.09.1993. | |||

