Область техники, к которой относится изобретение
Настоящее изобретение относится к фальцевальному устройству для изготовления герметичных упаковок с текучими пищевыми продуктами из трубки, выполненной из упаковочного материала.
Уровень техники
Многие текучие пищевые продукты, например напитки, фруктовые соки, пастеризованное или UNT (подвергнутое обработке сверхвысокой температуры) молоко, вино, томатную пасту и т.д., продают в упаковках, изготавливаемых из стерилизованного упаковочного материала.
Одним из примеров упаковки этого типа является упаковка в форме параллелепипеда для жидких или текучих пищевых продуктов, которая известна под торговым наименованием Tetra Brik Aseptic (зарегистрированный товарный знак).
Другим примерном упаковки указанного типа является упаковка с двухскатным верхом для жидких или текучих пищевых продуктов, к которой последующее описание относится только в качестве примера, которая описана в европейском патенте ЕР 1440010 и в опубликованной заявке на патент ЕР 1584563 и которая известна под торговым наименованием Tetra Gemina™ Aseptic.
В обоих случаях упаковку создают посредством фальцовки и герметизации упаковочного материала в виде ламинированной полосы.
Упаковочный материал имеет многослойную конструкцию, фактически содержащую базовый слой для придания жесткости или прочности, который может представлять собой слой из волокнистого материала, например из бумаги, либо полипропиленовый материал с минеральным наполнением, и ряд слоев из пластика, герметизируемого посредством воздействия тепла, например, полиэтиленовую пленку, покрывающую обе стороны базового слоя.
В случае асептических упаковок для продуктов длительного хранения, например молока, подвергаемого обработке сверхвысокой температуры, упаковочный материал также содержит слой материала, препятствующего прохождению газа и света, например, алюминиевую фольгу или пленку из этилового-винилового спирта (EVON), которую накладывают на слой пластика, герметизируемого под воздействием нагревания, и, в свою очередь, покрывают еще одним слоем пластика, уплотняемого под воздействием нагревания, формирующим внутреннюю поверхность упаковки, фактически входящую в контакт с пищевым продуктом.
Как известно, упаковки этого типа производят на полностью автоматических упаковочных машинах, на которых из упаковочного материала, подаваемого в виде полотна, формируют непрерывную трубку. Точнее, полотно упаковочного материала разматывают с бобины и подают через асептическую камеру на упаковочную машину, где его стерилизуют, например, посредством нанесения стерилизующего агента, такого как перекись водорода, которую затем испаряют посредством нагревания и/или путем воздействия на упаковочный материал излучения соответствующей длины волны и напряженности; стерилизованное таким образом полотно сохраняют в закрытых, стерильных условиях, сгибают в цилиндр и известным способом уплотняют в продольном направлении для формирования непрерывной трубки.
Трубку из упаковочного материала, фактически формирующую продолжение асептической камеры, непрерывно подают в вертикальном направлении, заполняют стерильным или стерильно обрабатываемым пищевым продуктом и подают через формирующее устройство для производства отдельных упаковок. То есть внутри формирующего устройства трубку уплотняют вдоль ряда отстоящих на равном расстоянии друг от друга поперечных сечений для формирования непрерывной полосы подушкообразных пачек, соединенных друг с другом посредством соответствующих поперечных уплотняющих полос, например, проходящих перпендикулярно направлению перемещения трубки.
Точнее, каждая подушкообразная пачка содержит основную часть в форме параллелепипеда и соответственно противоположные верхнюю часть и донную часть, при этом конечные части сужаются от основной части к соответствующим уплотняющим полосам. Каждая конечная часть имеет фактически треугольные клапаны, выступающие с противоположных сторон основной части, и узкое прямоугольное ушко, выступающее от соответствующей уплотняющей полосы.
Подушкообразные пачки отделяют путем разрезания соответствующих поперечных уплотняющих полос и затем дополнительно сгибают для формирования соответствующих готовых упаковок.
В случае упаковок в форме параллелепипеда конечные части вначале сплющивают и затем верхние клапаны загибают на соответствующие боковые стенки основной части, а нижние клапаны загибают на сплющенные нижние конечные части.
С другой стороны, в случае упаковок с двухскатным верхом верхнюю конечную часть упаковки сгибают для формирования двух наклонных стенок, соединенных у уплотняющей полосы, а клапаны нижней конечной части загибают на сплющенную нижнюю конечную часть.
В промышленности имеется необходимость в многофункциональных фальцевальных устройствах, то есть сконструированных так, чтобы быстро и при выполнении небольшого количества операций создавать упаковки разной высоты, то есть из подушкообразных пачек с основными частями, имеющими разные размеры.
Раскрытие изобретения
Цель настоящего изобретения заключается в создании фальцевального устройства в машинах, предназначенных для упаковывания текучих пищевых продуктов, сконструированного так, чтобы оно отвечало указанному выше требованию.
Согласно настоящему изобретению создано фальцевальное устройство для изготовления герметичных упаковок с текучими пищевыми продуктами из соответствующих пачек, каждая из которых имеет основную часть, сгибаемую для получения желаемой конфигурации, и противоположные конечные части, которые должны быть согнуты для формирования соответствующих согнутых концов соответствующей готовой упаковки, при этом устройство отличается тем, что оно содержит: первый фальцевальный пост, в свою очередь, содержащий первые удерживающие средства для крепления каждой пачки посредством соответствующей первой конечной части, и первое фальцевальное средство для фальцовки соответствующей второй конечной части пачки; второй фальцевальный пост, расположенный далее по ходу от первого фальцевального поста в направлении перемещения пачек, в свою очередь, содержащий вторые удерживающие средства для крепления каждой пачки посредством соответствующей согнутой второй конечной части, и второе фальцевальное средство для фальцовки соответствующей первой конечной части.
Краткое описание чертежей
Предпочтительный, не налагающий ограничений вариант осуществления настоящего изобретения будет описан посредством примера со ссылками на прилагаемые фигуры, на которых:
на Фиг.1 представлен боковой вид фальцевального устройства согласно настоящему изобретению;
на Фиг.2 представлено полотно упаковочного материала, имеющее ряд линий сгиба (конфигурацию складок);
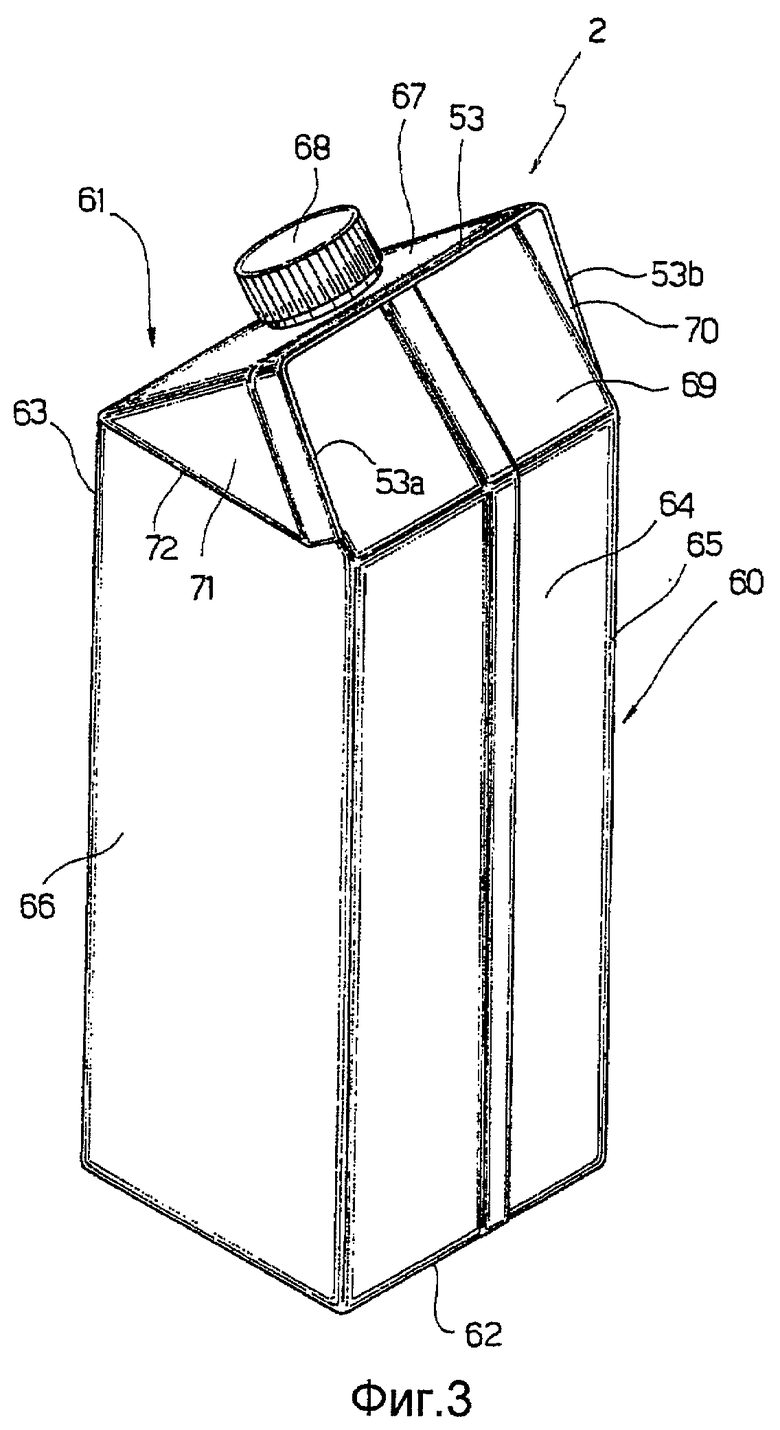
на Фиг.3 представлена упаковка с двухскатным верхом, производимая посредством фальцевального устройства, показанного на Фиг.1;
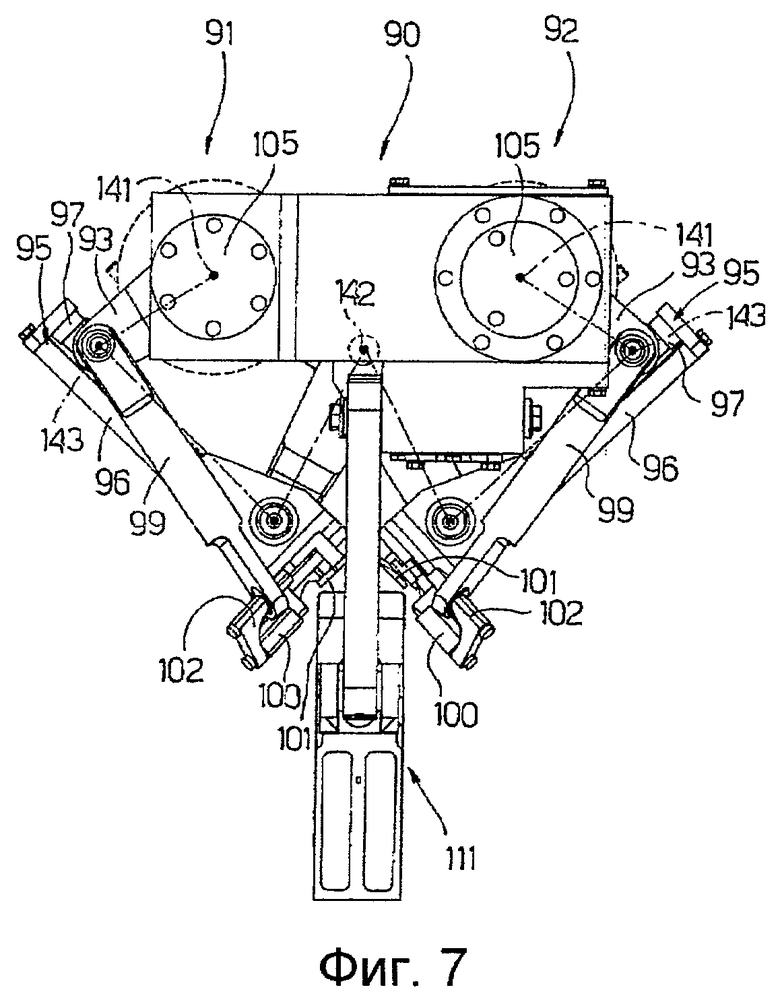
на Фиг.4-7 представлен первый фальцевальный узел устройства согласно Фиг.1 для формирования двухскатной части упаковки согласно Фиг.3;
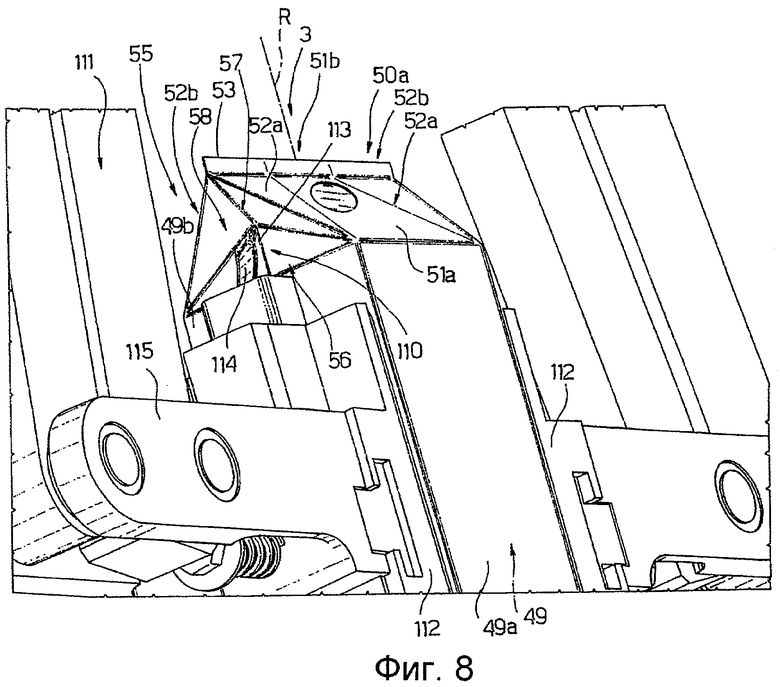
на Фиг.8 представлен компонент первого фальцевального узла, показанного на Фиг.4-7, который взаимодействует с подушкообразной пачкой при формировании двухскатной части;
на Фиг.9 представлен фрагмент устройства согласно Фиг.1;
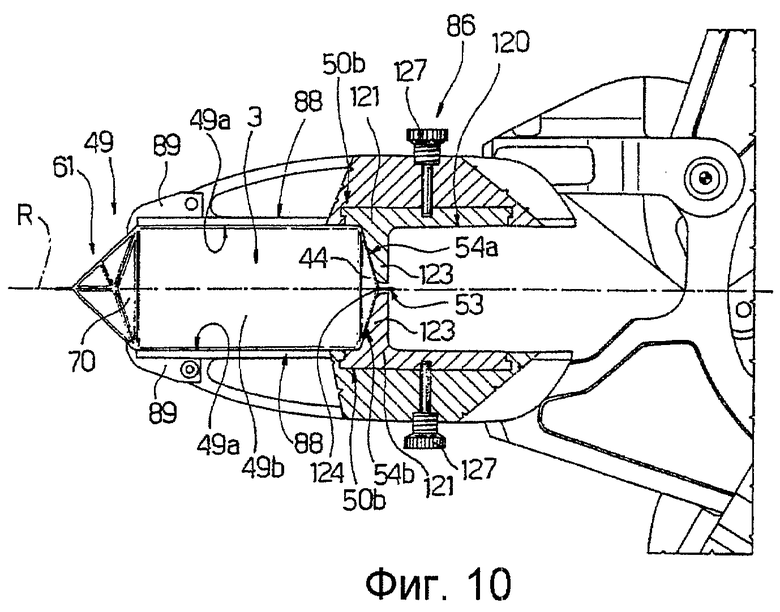
на Фиг.10 представлен узел, который взаимодействует с фрагментом согласно Фиг.9;
на Фиг.11 и 12 представлены виды в перспективе двух рабочих конфигураций второго фальцевального узла устройства согласно Фиг.1 для формирования донной стенки упаковки согласно Фиг.3;
на Фиг.13 в увеличенном масштабе представлен фрагмент, показанный на Фиг.11 и 12.
Осуществление изобретения
Позицией 1 на Фиг.1 в целом обозначено фальцевальное устройство упаковочной машины (не показана) для непрерывного производства запечатанных упаковок 2 с двухскатным верхом (Фиг.3), содержащих текучий пищевой продукт, например, пастеризованное или подвергнутое обработке сверхвысоких температур молоко, фруктовый сок, вино и т.д., из известной трубки (не показана), выполненной из упаковочного материала.
Трубку формируют известным способом ближе по ходу от устройства 1 посредством сгибания в продольном направлении и уплотнения полотна из листового материала, уплотняемого под действием нагревания.
Упаковочный материал имеет многослойную конструкцию, фактически содержащую базовый слой для придания жесткости и прочности, который может представлять собой слой из волокнистого материала, например бумаги, или из полипропиленового материала с минеральным наполнением, и ряд слоев из пластика, уплотняемого под действием нагревания, например, полиэтиленовую пленку, покрывающую обе стороны базового слоя.
В случае асептических упаковок 2 для продуктов длительного хранения, например молока, подвергаемого обработке сверхвысокими температурами, упаковочный материал также содержит слой материла, создающего препятствие для газа и света, например, алюминиевую фольгу или пленку из этилового-винилового спирта (EVON), которую накладывают на слой пластика, уплотняемого под действием нагревания, и, в свою очередь, покрываемый еще одним слоем из пластика, уплотняемого под действием нагревания, формирующего внутреннюю поверхность упаковки 2, фактически входящую в контакт с пищевым продуктом.
Если, в частности, обратиться к Фиг.2, то согласно ей полотно упаковочного материала содержит конфигурацию складок 10, то есть ряд линий сгиба, вдоль которых материал сгибают в течение выполнения сгибающей операции, чтобы вначале сформировать подушкообразную пачку 3, а затем упаковку 2.
Конфигурация складок 10 содержит четыре поперечных линии 11, 12, 13, 14 сгиба. Линии 11, 12 расположены вблизи от концов упаковочного материала и определяют соответствующие верхнюю и донную уплотняющие зоны 11а, 12а.
Конфигурация складок 10 известным образом содержит четыре продольных линии 15, 16, 17, 18 сгиба, проходящих между поперечными линиями 13, 14 сгиба.
Линии 15, 18 расположены вблизи от боковых краев 19 упаковочного материала, а линии 16, 17 расположены в промежутке между линиями 15 и 18.
Конфигурация складок 10 также содержит ряд дополнительных линий сгиба, расположенных в зоне между линиями 11 и 13.
Первые дополнительные линии представляют собой две линии 22, 23 сгиба, проходящие под наклоном между линиями 11, 13 и сходящиеся от линии 11 к линии 13, а также две линии 24, 25 сгиба, проходящие между линиями 11, 13 и сходящиеся от линии 13 к линии 11.
Линии 22, 23, 24, 25 начинаются в соответствующих точках 15а, 18а, 16а, 17а пересечения соответствующих линий 15, 18, 16, 17 и линии 13, и в показанном варианте незначительно наклонены в продольном направлении.
Линии 22 и 24, часть линии 13 между точками 15а и 16а и часть линии 11 между точкой пересечения линий 11 и 24 и точкой 11е пересечения линий 22 и 11 определяют зону 26. Подобным же образом, линии 23 и 25, часть линии 13 между точками 17а и 18а и часть линии 11 между точкой 11f пересечения линий 11 и 23 и точкой пересечения линий 11 и 25 определяют зону 27.
Линии 24 и 25, часть линии 11 между точками пересечения линий 24, 25 и линией 11 и часть линии 13 между точками пересечения линий 24, 25 и линией 13 определяют панель А, расположенную между зонами 26 и 27 в форме равнобочной трапеции с наклонными сторонами, сходящимися от линии 13 к линии 11.
Линии 22 и 23, часть линии 11, проходящая между точками 11е и 11f с противоположной стороны от панели А, и часть линии 13, проходящая между точками 15а и 18а с противоположной стороны от панели А, определяют панель В в промежутке между зонами 26 и 27 и в форме равнобедренной трапеции с наклонными сторонами, сходящимися от линии 13 к линии 11.
Конфигурация складок 10 в зоне 26 содержит две линии сгиба 30, 31, начинающиеся соответственно в точках 15а, 16а и соединенные в точке 11b вдоль линии 11 для образования равнобедренного треугольника с частью линии 13, проходящей между точками 15а и 16а. Подобным же образом, конфигурация складок в зоне 27 дополнительно содержит две линии 32, 33 сгиба, начинающиеся соответственно в точках 17а и 18а и соединенные в точке 11с вдоль линии 11 для образования равнобедренного треугольника с частью линии 13, проходящей между точками 17а и 18а.
Линии 31, 24 и часть линии 11, проходящая между точкой 11b и точкой пересечения линий 24 и 11, определяют наружные границы треугольной панели С, смежной с панелью А. Подобным же образом, линии 32, 25 и часть линии 11, проходящая между точкой 11с и точкой пересечения линий 25 и 11, определяют наружные границы треугольной панели D, смежной с панелью А, с противоположной стороны по отношению к панели С.
Конфигурация складок 10 содержит три линии 34, 35, 36 в зоне 26 и три линии 37, 38, 39 в зоне 27, при этом линии 34, 35, 36 проходят соответственно от точек 15а, 16а, 11b к точке 45 внутри равнобедренного треугольника в зоне 26, а линии 37, 38, 39 проходят соответственно от точек 17а, 18а, 11с к точке 46 внутри равнобедренного треугольника в зоне 27.
Линии 34, 35 проходят симметрично на противоположных сторонах от продолжения линии 36, а линии 37, 38 проходят симметрично на противоположных сторонах от продолжения линии 39.
При этом в зоне 26 образована панель Е в форме равнобедренного треугольника, ограниченная линиями 34, 35 и частью линии 13, проходящей между точками 15а, 16а, треугольная панель F, ограниченная линиями 30, 34, 36, и треугольная панель G, ограниченная линиями 31, 35, 36.
Подобным же образом, в зоне 27 образована панель Н в форме равнобедренного треугольника, ограниченная линиями 37, 38 и частью линии 13, проходящей между точками 17а, 18а, треугольная панель L, ограниченная линиями 32, 37, 39, и треугольная панель М, ограниченная линиями 33, 39, 38.
Конфигурация складок 10 также содержит в зоне 26 линию 40, проходящую между точкой 11е пересечения линий 11 и 22, и точкой 47, расположенной фактически в середине линии 30. Таким же образом конфигурация складок 10 в зоне 27 содержит линию 41, проходящую между точкой 11f пересечения линий 11 и 23 и точкой 48, расположенной фактически в середине линии 33.
В зоне 26 образована треугольная панель N, ограниченная линиями 22, 40 и частью линии 30, проходящей между точками 15а и 47, и треугольная панель О, ограниченная линией 40, частью линии 11, проходящей между точками 11е и 11b, и частью линии 30, проходящей между точками 11b и 47.
Подобным же образом, в зоне 27 образована треугольная панель Q, ограниченная линиями 23, 41 и частью линии 33, проходящей между точками 18а и 48, и треугольная панель Р, ограниченная линией 41, частью линии 33, проходящей между точками 11с и 48, и частью линии 11, проходящей между точками 11с и 11f.
Конфигурация складок 10 также содержит ряд обозначенных позицией 20 вторых дополнительных линий сгиба, расположенных в зоне между линией 14 и уплотняющей зоной 12а. Линии ряда линий 20 сгибают для формирования боковых клапанов 128 (Фиг.11 и 12), которые в дальнейшем сгибают для формирования донной стенки 62 упаковки 2.
Линии ряда линий 20 содержат две линии сгиба 73, 74, проходящие наклонно между линиями 12, 14 и сходящиеся от линии 12 к линии 14, и две линии сгиба 75, 76, проходящие между линиями 12, 14 и сходящиеся от линии 14 к линии 12.
Линии 73, 74, 75, 76 начинаются соответственно в точках пересечения 14а, 14d 14b, 14с соответствующих линий 15, 18, 16, 17 и линии 14.
Линии 75 и 76, часть линии 14, проходящая между точками 14b и 14с, и часть линии 12, проходящая между точками пересечения линий 75, 76 и линией 12, образуют панель V в форме равнобедренной трапеции с наклонными сторонами, сходящимися от линии 14 к линии 12.
Линии 73 и 74, часть линии 14, проходящая между точками 14а, 14d с противоположной стороны по отношению к панели V, и часть линии 12, проходящая между точками пересечения линий 73, 74 и линией 12 с противоположной стороны по отношению к панели V, определяют панель W в форме равнобедренной трапеции с наклонными сторонами, сходящимися от линии 14 к линии 12.
Конфигурация складок 10 содержит две линии 77, 78, проходящие между соответствующими точками 14а, 14b и точкой 12с, расположенной вдоль линии 12 на половине расстояния между точками пересечения линий 73, 75 и линией 12. Подобным же образом, конфигурация складок 10 содержит две линии 79, 83, проходящие между соответствующими точками 14с, 14d и точкой 12d, расположенной вдоль линии 12 на половине расстояния между точками пересечения линий 74, 76 и линией 12.
Линии 75 и 78 и часть линии 12, проходящая между точкой 12с и точкой пересечения линий 12 и 75, определяют треугольную панель I, смежную с панелью V, линии 73 и 77 и часть линии 12, проходящая между точкой 12с и точкой пересечения линий 12 и 73, определяют треугольную панель К, смежную с панелью W, линии 77 и 78 и часть линии 14, проходящая между точками 14а и 14b, определяют треугольную панель J, расположенную между панелями I и К.
Линии 76 и 79 и часть линии 12, проходящая между точкой 12d и точкой пересечения линий 12 и 76, определяют треугольную панель Х, смежную с панелью V, линии 74 и 83, и часть линии 12, проходящая между точкой 12d и точкой пересечения линий 12 и 74, определяют треугольную панель Z, смежную с панелью W, линии 79 и 83 и часть линии 14, проходящая между точками 14с и 14d, определяют треугольную панель Y, расположенную между панелями Х и Z.
Как только образована трубка из упаковочного материала, ее заполняют пищевым продуктом для его упаковывания, уплотняют и разрезают вдоль равноотстоящих друг от друга поперечных сечений для формирования ряда подушкообразных пачек 3 (показано на Фиг.1).
На Фиг.8 показан частичный вид пачки 3 в начале формирования двухскатной части 61 (Фиг.3) соответствующей упаковки 2.
Точнее, пачки 3 проходят вдоль оси R, при этом каждая из них известным образом содержит основную часть 49 в форме параллелепипеда и противоположные конечные части 50а, 50b (на Фиг.8 показана только одна из них), сужающиеся от части 49 к соответствующим поперечным уплотняющим полосам 53 пачки 3.
Часть 49 соответствует зоне полотна, проходящей между линиями 13 и 14. Точнее, упомянутую зону сгибают вдоль линий 15, 16, 17 и 18 для формирования двух параллельных стенок 49а (на Фиг.8 показана только одна из них), и двух параллельных стенок 49b (на Фиг.8 показана только одна из них), перпендикулярных стенкам 49а.
Стенки 49а соответствуют зонам между линиями 16 и 17 и между линиями 15 и 18, а стенки 49b соответствуют зонам между линиями 15 и 16 и между линиями 17 и 18.
Части 50а, 50b соответствуют зонам полотна, проходящим соответственно между линиями 11 и 13 и между линиями 12 и 14, а полосы 53 соответствуют зонам 11а и 12а полотна упаковочного материала.
Каждая часть 50а и 50b определена соответствующей парой стенок 51а, 51b и 54а, 54b (Фиг.1), которые фактически выполнены в форме равнобедренной трапеции, незначительно наклонены друг к другу относительно плоскости, перпендикулярной продольной оси R пачки 3, и имеют бульшие края, образованные соответствующими краями противоположных стенок 49а, и меньшие края, соединенные друг с другом посредством соответствующей полосы 53.
Точнее, стенки 51а, 51b части 50а согласуются соответственно с панелями А, В из полотна упаковочного материала.
Подобным же образом стенки 54а, 54b части 50b согласуются соответственно с панелями V, W из полотна упаковочного материала.
Каждая пачка 3 содержит на стенке 51а части 50а две фактически треугольных части 52а, выступающих в боковом направлении на противоположных сторонах стенки 51 и образуемых конечными частями стенки 51а.
Подобным же образом, каждая пачка 3 содержит на стенке 51b части 50а две фактически треугольных части 52b, выступающих в боковом направлении на противоположных сторонах стенки 51b и образуемых конечными частями стенки 51b.
Что касается части 50а, то части 52а стенки 51а согласуются соответственно с панелями С и D, а части 52b стенки 51b согласуются соответственно с панелями N, О и Q, P полотна из упаковочного материала.
Каждая пачка 3 содержит на стенке 54а две фактически треугольных части 59а (показаны на Фиг.11 и 12, относящихся к пачке 3, часть 50а которой согнута для формирования части 61 упаковки 2), выступающих в боковом направлении на противоположных сторонах стенки 54а и образуемых конечными частями стенки 54а.
Подобным же образом, каждая пачка 3 содержит на стенке 54b две фактически треугольных части 59b (также показаны только на Фиг.11 и 12), выступающих в боковом направлении на противоположных сторонах 54b и образуемых конечными частями стенки 54b.
Части 59а стенки 54а согласуются соответственно с панелями I и Х полотна из упаковочного материала, а части 59b стенки 54b согласуются соответственно с панелями К и Z из полотна.
Каждая часть 52а стенки 51а соединена с соответствующей частью 52b стенки 51b посредством соответствующей боковой стороны 55, выступающей от одного конца соответствующей стенки 49b. Каждая сторона 55 содержит соответствующую поверхность 56 в форме равнобедренного треугольника, проходящую вверх от соответствующей стенки 49b, и соответствующую пару треугольных поверхностей 57, 58, имеющих общую первую сторону. Каждая поверхность 57, 58 также имеет вторую сторону, общую с поверхностью 56, и третью сторону, общую с соответствующей частью 52а, 52b.
Стороны 55 согласуются соответственно с равнобедренным треугольником, образуемым точками 11b, 16а, 15а упаковочного материала, и с равнобедренным треугольником, образуемым точками 17а, 18а, 11с.
Поверхности 56 согласуются соответственно с панелями Е, Н из полотна упаковочного материала, поверхности 57 и 58 первой стороны 55 согласуются соответственно с панелями G, F из полотна упаковочного материала, а поверхности 57, 58 второй стороны 55 согласуются соответственно с панелями L, M.
Каждую часть 59а стенки 54а соединяют с соответствующей частью 59b стенки 54b посредством соответствующей боковой стороны 44 (показана на Фиг.1, 9, 10), выступающей у противоположного конца по отношению к поверхности 55 от соответствующей стенки 49b.
Точнее, стороны 44 согласуются соответственно с панелями J и Y.
Затем пачки 3 направляют к устройству 1, где их механически сгибают для формирования соответствующих упаковок 2.
Если, в частности, обратиться к Фиг.3, то согласно ей каждая из упаковок 2 фактически содержит основную часть 60 в форме параллелепипеда, соответствующую части 49 пачки 3, и двухскатную часть 61, которая образует верх части 60 и сформирована посредством сгибания части 50а пачки 3 в устройстве 1, что ниже описано подробно.
Упаковка 2 также содержит донную стенку 62, образующую дно части 60 и сформированную посредством сгибания части 50b пачки 3 в устройстве 1 так же, как подробно описано ниже, две параллельных стенки 63, 64 и две параллельных стенки 65, 66, проходящих перпендикулярно между стенками 63, 64 упаковки 2.
Точнее, стенки 63, 64, 65, 66 проходят перпендикулярно плоскости стенки 62.
Стенки 63 и 64 согласуются соответственно с зонами полотна, проходящими между линиями 16 и 17 и между линиями 15 и 18, а стенки 65 и 66 согласуются соответственно с зонами полотна, проходящими между линиями 15 и 16 и между линиями 17 и 18.
Часть 61 содержит стенку 67, имеющую открывающее устройство 68, и стенку 69, соединенную со стенкой 67 у верхней уплотняющей полосы 53.
Точнее, каждая из стенок 67 и 69 выполнена в форме равнобедренной трапеции, при этом они наклонены по отношению к стенкам 63, 64, 65 и 66, сходятся к верхней полосе 53, проходят у их соответствующих больших оснований от соответствующих стенок 63 и 64 и соединены у их соответствующих меньших оснований вблизи от верхней полосы 53.
Стенки 67 и 69 согласуются соответственно с панелями А и В полотна из упаковочного материала.
Часть 61 также содержит два боковых клапана 70, 71, согнутых снаружи объема упаковки 2, доступного для пищевого продукта, и проходящих вдоль продолжений соответствующих стенок 65, 66 и наклонно по отношению к ним.
Точнее, каждый клапан 70, 71 выполнен треугольным и образован соответствующей наклонной стороной стенки 67, соответствующим концом 53b, 53а полосы 53, загнутой на соответствующую наклонную сторону стенки 69, и соответствующим краем 72, параллельным, когда он согнут, соответствующей стенке 65, 66.
Точнее, клапаны 70, 71 согласуются соответственно с панелями С и D полотна из упаковочного материала и их загибают с наложением линий 31, 32 на соответствующие линии 22, 23.
Устройство 1 преимущественно содержит первый фальцевальный пост 80, в свою очередь содержащий ряд устройств 86, каждое из которых предназначено для удерживания соответствующей пачки 3 посредством части 50b, и первый фальцевальный узел 90 для фальцовки части 50а пачки 3, чтобы сформировать часть 61. Устройство 1 также содержит второй фальцевальный пост 81, расположенный далее по ходу от первого фальцевального поста 80 в направлении перемещения пачек 3 и, в свою очередь, содержащий ряд устройств 86, каждое из которых предназначено для удерживания соответствующей пачки 3 посредством части 50а, предварительно согнутой для формирования части 61, и второй фальцевальный узел 130 для фальцовки части 50b пачки 3, чтобы сформировать стенку 62.
Устройство 1 также содержит транспортер 82 для перемещения пачек 3 от поста 80 к посту 81.
Транспортер 82 перемещается вперед и назад между постами 80 и 81 и совершает движение вперед для подачи на пост 81 пачки 3, часть 50а которой сгибают для формирования части 61 упаковки 2, и обратное движение, при котором он пуст.
Точнее, каждый из постов 80, 81 содержит соответствующую ступицу 84, 85, поворачивающуюся вокруг соответствующей оси 140 посредством соответствующего двигателя, который не показан, и соответствующий ряд устройств 86, в представленном примере четыре, через определенный угол объединенных с соответствующей ступицей 84, 85, и перемещаются посредством этой ступицы по дугообразному пути вокруг соответствующей оси 140.
Точнее, оси 140, вокруг которых вращаются ступицы 84, 85, параллельны друг другу и отстоят друг от друга.
Первый и второй фальцевальные узлы 90, 130 расположены радиально наружу от устройств 86 по отношению к осям соответствующих ступиц 84, 85.
Устройства 86 прикреплены к соответствующей ступице 84, 85, при этом они отстоят друг от друга на одинаковый угол и каждое из них образует соответствующий открытый корпус для пачки 3.
Точнее, корпус, образуемый каждым устройством 86, ограничен на обращенной к нему соответствующей ступице 84, 85 посредством канавки 87, предназначенной для зацепления с соответствующей полосой 53 и удерживания пачки 3 в радиальном направлении, и посредством двух лопаток 88, которые взаимодействуют соответственно со стенками 49а пачки 3, соответствующими стенкам 63, 64 упаковки 2, чтобы удерживать пачку 3 в круговом направлении по отношению к соответствующей оси 140.
Корпус открыт с противоположного конца по отношению к соответствующей ступице 84, 85 для возможности введения и/или отвода соответствующей пачки 3 из устройства 86.
Если, в частности, обратиться к Фиг.9 и 10, то согласно им каждая лопатка 88 каждого устройства 86 содержит на ее наружном конце край 89, изогнутый к другой лопатке 88 того же самого устройства 86, чтобы предотвратить отделение пачки 3, когда вращаются ступицы 84, 85. Точнее, каждый край 89 выполнен зубчатым и шарнирно подсоединен к соответствующей лопатке 88.
В каждое устройство 86 на посту 80 пачка 3 заходит в первом угловом положении, в котором пачка 3 незначительно наклонена по отношению к горизонтальной плоскости, и устройство подает ее по часовой стрелке вдоль дуги, приблизительно составляющей девяносто градусов, во второе угловое положение, в котором узел 90 формирует часть 61, и далее подает пачку 3 с выполненной частью 61 вдоль дополнительной дуги, проходящей приблизительно на девяносто градусов по часовой стрелке, в третье угловое положение, где пачку 3 подхватывает транспортер 82 и переносит ее на пост 81.
Вдоль дуги между первым и третьим угловыми положениями устройства 86 поста 80 установлены в закрытой конфигурации, в которой лопатки 88 взаимодействуют со стенками 49а пачки 3 для удерживания пачки 3 внутри корпуса, образуемого лопатками 88 и канавкой 87.
С другой стороны, в первом и третьем угловом положении устройства 86 поста 80 установлены в открытой конфигурации, в которой лопатки 88 каждого устройства 86 разъединены для возможности ввода/отвода соответствующей пачки 3. Точнее, каждую пачку 3 вводят/отводят через открытый конец соответствующего корпуса, образуемого соответствующим устройством 86.
Точнее, когда пачки 3 продвинуты, канавка 87 каждого устройства 86 поста 80 будет зацеплена частью 50b соответствующей пачки 3.
Каждое устройство 86 преимущественно может быть оснащено соответствующим регулирующим узлом 120 (показан на Фиг.10), чтобы уменьшить размер корпуса пачки 3 между лопатками 88 и таким образом обеспечить возможность использования устройств 86 с пачками 3, имеющими соответствующие части 49 разных размеров.
Точнее, узел 120 содержит два тела 121, имеющих на противоположных сторонах соответствующие конечные стенки, которые устанавливают внутри соответствующих канавок 122, образуемых вдоль внутреннего края соответствующих лопаток 88, и соответствующие выступы 123, образующие между собой посадочное место 124, с которым входит в зацепление полоса 53 соответствующей пачки 3.
Выступы 123 устанавливают радиально по отношению к соответствующей оси 140 между осью 140 и открытым концом корпуса, так чтобы удерживать внутри соответствующего устройства 86 упаковки 3, имеющие части 49 разного размера.
На противоположной стороне по отношению к соответствующей ступице 84, 85 выступы 123 наклонены по отношению к оси R пачки 3, помещенной внутри устройства 86, так чтобы взаимодействовать с соответствующей частью 50а, 50b пачки 3.
Каждое тело 121 с возможностью отсоединения крепят к соответствующей лопатке 88 с помощью соответствующего резьбового средства крепления 127.
Узел 90 с противоположных сторон от оси R каждой пачки 3 взаимодействует с частями 52а, 52b пачки 3, чтобы согнуть каждую часть 52b к соответствующей поверхности 56 и каждую часть 52а к соответствующей части 52b для формирования соответствующего клапана 70, 71 упаковки 2.
Если обратиться к Фиг.4-7, то согласно им узел 90 содержит два инструмента 91, 92 для сгибания каждой части 52b к соответствующей поверхности 56 и каждой части 52а соответственно к части 52b. Точнее, каждую часть 52b сгибают к соответствующей поверхности 56 после первоначального сгибания к соответствующей линии 40, 41.
Инструменты 91, 92 шарнирно подсоединены к соответствующим выходным элементам соответствующих двигателей 105 вокруг соответствующих осей 141, параллельных осям 140, а также шарнирно соединены друг с другом вокруг общей оси 142, параллельной осям 141.
Точнее, инструмент 91 содержит опорную поверхность 100 и две сгибающих поверхности 101, которые взаимодействуют соответственно со стенкой 51b для управления объемом формируемой части 61 и с частями 52b для их загибания на соответствующие поверхности 56.
Поверхности 100 и 101 перемещаются совместно друг с другом при движении подхода для контакта соответственно со стенкой 51b и с частями 52b и перемещаются по отношению друг к другу при движении сгибания, при котором поверхности 101 загибают части 52b на соответствующие поверхности 56.
Точнее, инструмент 91 содержит раму 95, обеспеченную с одной стороны выступающей поверхностью 100 и с противоположной стороны функционально соединенную с поверхностями 101, два первых рычага 93 шарнирно соединены с рамой 95 и с выходным элементом соответствующего двигателя 105, и второй рычаг 94, шарнирно соединенный с инструментом 92 и с рамой 95.
Рама 95 содержит первый элемент 96, обеспеченный на одном конце и с противоположной стороны по отношению к оси 142 выступающей поверхностью 100, и второй элемент 97, который скользит по отношению к элементу 96 и шарнирно прикреплен к рычагам 93 вокруг оси 143, параллельной осям 141, 142.
Рычаги 93 на одном конце шарнирно прикреплены к выходному элементу двигателя 105 вокруг оси 141 и с противоположного конца шарнирно прикреплены к раме 95 вокруг оси 143.
Рычаг 94 с одного конца шарнирно подсоединен к инструменту 92 вокруг оси 142, а с противоположного конца шарнирно подсоединен к раме 95 вокруг оси 144, параллельной оси 142.
Инструмент 91 также содержит два третьих рычага 99, каждый из которых с одного конца шарнирно подсоединен к соответствующему рычагу 93 вокруг оси 143, а с противоположного конца функционально подсоединен с обеспечением подвижности к поверхности 100 и к соответствующей поверхности 101 посредством соответствующего соединительного штока 102.
Точнее, каждый соединительный шток 102 выполнен L-образным, шарнирно подсоединен с противоположных концов к поверхности 100 и к пластине 107, объединенной с соответствующей поверхностью 101, и содержит промежуточную часть между поверхностью 100 и соответствующей пластиной 107, которая заключена внутри круглого сквозного посадочного места, образованного на конце соответствующего рычага 99, противоположном оси 143.
Элементы 96 и 97 упруго соединены друг с другом посредством пружины 98, которую сжимают в течение сгибающего движения поверхностей 101 и которая расширяется, когда поверхность 100 отходит от стенки 51b.
Инструмент 92 подобен инструменту 91 и описан лишь в той степени, в которой он отличается от инструмента 91, используя те же самые позиции для идентичных или соответствующих частей инструментов 91, 92.
Инструмент 92 отличается от инструмента 91 соответствующей поверхностью 100, взаимодействующей со стенкой 51а в конце соответствующего движения подхода.
Поверхности 101 имеют ту же самую треугольную форму, что и части 52а, и загибают части 52а на части 52b, как только поверхность 100 взаимодействует со стенкой 51а.
Инструмент 92 также содержит два рычага 94, отстоящих друг от друга, которые шарнирно подсоединены к рычагу 94 инструмента 91 вокруг оси 142.
Сгибающий узел 90 также содержит два нажимных элемента 110 (один из них показан на Фиг.8), каждый из которых оказывает давление на соответствующую поверхность 56, когда происходит формирование соответствующего клапана 70, 71, для содействия сгибанию частей 52а, 52b.
Точнее, нажимные элементы 110 прикреплены к исполнительному узлу 111, функционально подсоединенному к двигателю 105 инструмента 91, известным способом, который не показан.
Узел 111 (показан только частично на Фиг.8) содержит две пластины 112, которые взаимодействуют с соответствующими стенками 49b пачки 3 и от которых выступают соответствующие нажимные элементы 110, а также два рычажных механизма 115, соединенных с двигателем 105 инструмента 91 посредством кулачкового механизма, который не показан.
Двигатель 105 и рычажные механизмы 115 соединены таким образом, что когда поверхность 100 инструмента 91 взаимодействует со стенкой 51b, нажимные элементы 110 взаимодействуют с соответствующими поверхностями 56, а когда поверхность 100 инструмента 91 отсоединена от стенки 51b, нажимные элементы 110 будут отделены от соответствующих поверхностей 56.
Точнее, нажимные элементы 110 предпочтительно изготавливают из деформируемого пластика, и они имеют зубчатую форму. Точнее, каждый нажимной элемент 110 содержит плоскую поверхность 113, которая взаимодействует с соответствующей поверхностью 56, и поверхность 114, противоположную поверхности 113, которая сужается от соответствующей пластины 112 и взаимодействует с соответствующими поверхностями 57, 58, как только части 52а, 52b будут согнуты.
Пост 81 (Фиг.1) также содержит узел 135 предварительного сгибания, предназначенный для предварительного сгибания части 50b, и нагревательный узел 139 (подробно не показан), предназначенный для нагревания и содействия последующему уплотнению клапанов 70, 71 по отношению к наклонным сторонам стенок 69. Каждую пачку 3 подают через узлы 135, 139 перед узлом 130.
Точнее, каждое устройство 86 на посту 81 принимает пачку 3, законченную частью 61, с транспортера 82 в первом угловом положении, в котором пачка 3 незначительно наклонена по отношению к горизонтальной плоскости, подает пачку 3 по часовой стрелке вдоль дуги, приблизительно составляющей девяносто градусов, обеспечивая при этом ее взаимодействие с узлом 135, во второе угловое положение, в котором нагревательный узел 139 нагревает клапаны 70, 71, подает пачку 3 по часовой стрелке далее по дуге, приблизительно составляющей девяносто градусов, в третье угловое положение, в котором узел 130 сгибает часть 50b пачки 3 для формирования стенки 62, и затем подает пачку 3 по часовой стрелке далее на девяносто градусов в четвертое угловое положение, где готовую упаковку 2 удаляют из устройства 1.
Вдоль дуги между первым и четвертым угловыми положениями устройства 86 поста 81 устанавливают в закрытой конфигурации, в которой лопатки 88 каждого устройства 86 взаимодействуют со стенками 49а пачки 3 для удерживания пачки 3 внутри корпуса, образуемого лопатками 88 и канавкой 87.
С другой стороны, в первом и четвертом угловых положениях устройства 86 поста 81 устанавливают в открытой конфигурации, в которой лопатки 88 каждого устройства 86 будут разъединены для возможности ввода/отвода соответствующей пачки 3. Точнее, каждую пачку 3 вводят/отводят через открытый конец соответствующего корпуса, образуемого соответствующим устройством 86.
Когда пачка 3 продвинута, с канавкой 87 каждого устройства 86 поста 81 входит в зацепление часть 61 соответствующей пачки 3, образованная на посту 80.
Узел 135 предварительного сгибания сгибает стороны 44, части 59а, 59b и противоположные боковые части полос 53 частей 50b для формирования двух клапанов 128, сходящихся к оси R, и сгибает промежуточную часть полосы 53 и стенки 54а, 54b для формирования плоской поверхности 119 (Фиг.11), на которую далее загибают клапаны 128.
Точнее, каждый клапан 128 со стороны, противоположной оси R, образован соответствующей стороной 44, а со стороны, обращенной к оси R, посредством соответствующих частей 59а, 59b и соответствующей боковой частью полосы 53 части 50b.
Поверхность 119 проходит перпендикулярно к стенкам 49а, 49b пачки 3 и к оси R.
Точнее, узел 135 содержит дугообразную стенку 137 для сгибания промежуточной части полосы 53 части 50b и стенки 54а, 54b для формирования поверхности 119.
Узел 135 также содержит валик 136, чтобы оказывать дополнительное давление на промежуточную часть полосы 53 части 50b и на стенки 54а, 54b, и два поперечных элемента 138 (на Фиг.1 показан только один из них), расположенных с противоположных сторон от валика 136, при этом каждый из них совместно с валиком 136 образует зазор, через который подают соответствующий клапан 128. Зазор становится меньше от первого ко второму угловому положению устройств 86 поста 81, так чтобы сгибать соответствующий клапан на заданный угол, обычно на 45 градусов, к оси R.
Точнее, стенка 137 проходит вдоль острого угла, приблизительно составляющего сорок пять градусов, из первого углового положения устройств 86 поста 81, а поперечные элементы 138 проходят от конца стенки 137, противоположного концу в первом угловом положении устройств 86, во второе угловое положение устройств 86.
Узел 139 может быть отрегулирован с получением определенного положения по отношению к оси 140 ступицы 85, так чтобы его можно было использовать с пачками 3, имеющими части 49 разных размеров.
Пост 81 также содержит дугообразную стенку 125, проходящую между вторым и третьим угловыми положениями устройств 86, которая взаимодействует с клапанами 128 для удерживания их в предварительно согнутом положении, создаваемом узлом 135.
Как показано на Фиг.11 и 12, узел 130 содержит опорное тело 131, нажимную подушку 132, функционально соединенную с телом 131 и подвижную назад и вперед в радиальном направлении по отношению к оси 140 для загибания клапанов 128 на поверхность 119, и две пластины 133, функционально соединенные с телом 131 и подвижные к стенкам 49b и от них для управления объемом пачки 3, когда происходит сгибание клапанов 128.
Точнее, движение пластин 133 взаимосвязано с движением нажимной подушки 132, так что когда нажимная подушка 132 взаимодействует с клапанами 128, пластины 133 взаимодействуют со стенками 49b (Фиг.12), и когда нажимная подушка 132 отходит от клапанов 128, пластины 133 отходят от стенок 49b (Фиг.11).
Как показано на Фиг.11 и 13, в конечной части соответствующей стенки, которая взаимодействует с соответствующей стенкой 49b, каждая пластина 133 имеет уплотняющее устройство 134, которое взаимодействует с соответствующим клапаном 70, 71 для его уплотнения по отношению к наклонным сторонам стенок 69.
Пост 81 также содержит дугообразную стенку 126, проходящую между третьим и четвертым угловыми положениями устройств 86 для удерживания клапанов 128, прижатыми к поверхности 119, когда клапаны 128 холодные.
Теперь будет описана работа устройства 1 со ссылкой на одну из пачек 3, начиная с того момента, при котором пачку 3 подают к посту 80 устройства 1.
Точнее, с внутренней стороны соответствующего устройства 86 поста 80 в первом угловом положении пачка 3, расположенная таким образом, что ось R незначительно наклонена по отношению к горизонтальной плоскости, будет помещена так, что полоса 53 части 50b находится внутри канавки 87, а стенки 49а захвачены лопатками 88.
Вращение ступицы 84 приводит к перемещению устройства 86 во второе угловое положение, в котором пачка 3 находится вблизи от узла 90.
Когда ступица 84 вращается, края 89 (Фиг.9 и 10) препятствуют отходу пачки 3.
Во втором угловом положении устройства 86 двигатель 105 инструмента 91 (Фиг.4-7) посредством кулачкового механизма и рычажных механизмов 115 перемещает каждую пластину 112 к соответствующей стенке 49b пачки 3, а поверхность 113 каждого нажимного элемента 110 к соответствующей поверхности 56.
Далее двигатели 105 приводят в действие инструменты 91, 92 для выполнения соответствующих движений подхода соответствующих поверхностей 100.
Точнее, поверхность 100 инструмента 91 входит в контакт со стенкой 51b пачки 3, перед тем как поверхность 100 инструмента 92 войдет в контакт со стенкой 51а пачки 3.
Далее двигатель 105 инструмента 91 дополнительно приводят в действие для выполнения соответствующих сгибающих движений поверхностей 101 инструмента 91 и, следовательно, загибания частей 52b на соответствующие поверхности 56.
Точнее, части 52b сгибают по отношению к стенке 51b у соответствующих линий 22, 23, и загибают вдоль соответствующих линий 40, 41 для наложения соответствующих панелей N, Q на соответствующие части соответствующих панелей Е, Н.
В этот момент двигатель 105 инструмента 92 приводят в действие для выполнения соответствующих сгибающих движений поверхностей 101 инструмента 92 и, следовательно, загибают части 52а на соответствующие части 52b.
Точнее, части 52а сгибают по отношению к стенке 51а у соответствующих линий 24, 25.
В конце движений сгибания панели D и С будут наложены соответственно на панели P, Q, которые, в свою очередь, будут наложены соответственно на панели Q, N, которые будут наложены соответственно на панели Н, Е.
Как только панели D, C согнуты, они образуют соответствующие клапаны 71, 70 и имеют соответствующие линии 32, 31, налагаемые на соответствующие линии 23, 22.
Точнее, движения подхода начинаются из исходного положения, в котором каждый элемент 97 опирается на соответствующий элемент 96 (Фиг.4 и 5).
В течение движений подхода двигатели 105 посредством рычагов 93 поворачивают поверхности 100, 101 инструментов 91, 92, объединенных друг с другом, вокруг осей 141, пока поверхности 100 не будут опираться на стенки 51а, 51b пачки 3. В течение движений подхода элементы 96, 97 рам 95 также перемещаются совместно друг с другом.
Как только движения подхода завершены, двигатели 105 посредством рычагов 93 поворачивают рычаги 99 и элементы 97 инструментов 91, 92 далее по отношению к соответствующим осям 143, 141, сжимая при этом пружины 98 инструментов 91, 92.
Вращение рычагов 99 приводит к вращению соединительных штоков 102 инструментов 91, 92 по отношению к соответствующим поверхностям 100 и, следовательно, посредством пластин 107 приводит к вращению пар поверхностей 101 по отношению к соответствующим поверхностям 100.
При завершении движений сгибания концы 53а, 53b будут незначительно отделены от наклонных сторон стенок 69, а стороны 55 будут незначительно отделены от поверхностей 56 для возможности нагревания и уплотнения на посту 81.
Как только движения сгибания завершены, двигатели 105 приводят в действие в обратном направлении, чтобы вначале отвести элементы 110 от поверхностей 56, затем поверхности 101 от клапанов 70, 71 и, наконец, поверхности 100 от стенок 67, 69.
В течение вышеупомянутых движений отвода ранее сжатые пружины 98 расширяются для возврата соответствующих элементов 97 в положение опирания на соответствующие элементы 96.
В этот момент пачка 3, законченная частью 61, будет перемещена с помощью ступицы 84 посредством устройства 86 далее на девяносто градусов по часовой стрелке в третье угловое положение, в котором она будет подхвачена транспортером 82 и перемещена к посту 81.
Пачку 3, законченную частью 61, удаляют с транспортера 82 посредством одного из устройств 86 поста 81 в первом угловом положении.
Точнее, внутри соответствующего устройства 86 поста 81 в первом угловом положении пачка 3, законченная частью 61 и расположенная так, что ось R незначительно наклонена по отношению к горизонтальной плоскости, заключена в корпусе, образованном соответствующим устройством 86, причем с полосой 53 ранее сформированной части 61 внутри канавки 87 и со стенками 49а, захваченными лопатками 88.
Когда ступица 85 поворачивается вокруг соответствующей оси 140, устройство 86 подает пачку 3, законченную частью 61 из первого во второе угловое положение так, что часть 50b будет взаимодействовать с узлом предварительного сгибания 135.
Точнее, стенка 137 оказывает давление на промежуточную часть полосы 53 и на стенки 54а, 54b части 50b для формирования поверхности 119, которая копланарна со стенкой 62.
Посредством формы зазоров, образованных между ними, валик 136 и поперечные элементы 138 сгибают стороны 44, части 59а, 59b и конечные части полосы 53 части 50b таким образом, что клапаны 128 сходятся по отношению к оси R упаковки и под углом приблизительно 45 градусов по отношению к оси R (Фиг.11).
Как только пачка 3, законченная частью 61 и частью 50b, согнута так, как описано выше, она будет приведена устройством 86 во второе угловое положение, и узел 139 нагревает клапаны 70, 71 известным способом, чтобы затем быстро уплотнить клапаны 70, 71 по отношению к наклонным сторонам стенки 69.
Когда ступица 85 поворачивается, устройство 86 далее перемещает упаковку 3, законченную частью 61, в третье угловое положение, в котором нажимная подушка 132 (Фиг.11 и 12) сгибает части 59а, 59b к поверхности 119 для завершения сгибания стенки 62, а уплотняющие устройства 134 уплотняют клапаны 70, 71 по отношению к наклонным сторонам стенки 69.
Точнее, в течение работы нажимной подушки 132 пластины 133 взаимодействуют со стенками 49b для управления объемом пачки 3.
Далее, в третьем угловом положении известное нагревательное устройство (не показано) нагревает клапаны 128 и известное уплотняющее устройство (не показано) уплотняет клапаны 128 по отношению к поверхности 119.
Затем полученную готовую упаковку 2 подают посредством соответствующего устройства 86 в четвертое угловое положение, в котором ее переносят к постам упаковочной машины далее по ходу от устройства 1.
Каждое устройство 86 может быть оснащено соответствующим узлом 120 для уменьшения объема между лопатками 88 и, следовательно, для создания упаковок 2 из пачек 3, имеющих части 49 разного размера.
Посредством использования узла 120 (Фиг.10) пачка 3 может быть помещена таким образом, что одна из полос 53 будет находиться внутри посадочного места 124, при этом каждая стенка 49а будет взаимодействовать с частью соответствующей лопатки 88, проходящей между концом соответствующего тела 121 на противоположной стороне по отношению к ступице 84, 85 и концом соответствующего края 89 на противоположной стороне по отношению к ступице 84, 85.
Преимущества устройства 1 согласно настоящему изобретению будут очевидны из приведенного выше описания.
В частности, устройство 1 является весьма гибким при изготовлении упаковок 2 с одной и той же частью 61 из пачки 3 с частями 49, имеющими разные размеры, посредством замены устройств 86 или использования узла 120.
Точнее, используя для каждого размера части 49 соответствующее устройство 86 с канавкой 87 при заданном расстоянии от соответствующей оси 140, могут быть изготовлены пачки 3 с частями 49 разного размера для взаимодействия с узлами 90, 130 в заданных угловых положениях устройства 86.
Как вариант, соответствующий узел 120 может быть использован для каждого размера части 49, чтобы уменьшить объем полости для пачки 3, в то же время обеспечивая взаимодействие пачки 3 с узлами 90, 130 в заданных угловых положениях устройства 86.
Очевидно, что в отношении описанного здесь устройства могут быть выполнены изменения, однако без отклонения от объема защиты, определенного прилагаемыми пунктами формулы изобретения.









Устройство предназначено для изготовления упаковок, имеющих основную часть, согнутую по желаемой форме, и противоположные конечные части, которые должны быть согнуты для формирования концов упаковки. Устройство содержит первый фальцевальный пост с удерживающими средствами для крепления каждой пачки посредством первой конечной части и первое фальцевальное средство для фальцовки второй конечной части пачки, второй фальцевальный пост, расположенный далее по ходу от первого фальцевального поста в направлении перемещения пачек, содержащий вторые удерживающие средства для крепления каждой пачки посредством согнутой второй конечной части и второе фальцевальное средство для фальцовки первой конечной части. Изобретение обеспечивает расширение его функциональных возможностей. 8 з.п. ф-лы, 13 ил.
1. Фальцевальное устройство (1) для изготовления герметичных упаковок (2) с текучими пищевыми продуктами из соответствующих пачек (3), каждая из которых имеет основную часть (49), согнутую по желаемой форме, и противоположные конечные части (50а, 50b), которые должны быть согнуты для формирования соответствующих согнутых концов (61, 62) соответствующей готовой упаковки (2), отличающееся тем, что оно содержит:
первый фальцевальный пост (80), в свою очередь, содержащий первые удерживающие средства (86, 87, 88) для крепления каждой пачки (3) посредством соответствующей первой конечной части (50b), и первое фальцевальное средство (90) для фальцовки соответствующей второй конечной части (50а) пачки (3);
второй фальцевальный пост (81), расположенный далее по ходу от первого фальцевального поста (80) в направлении перемещения пачек (3), в свою очередь, содержащий вторые удерживающие средства (86, 87, 88) для крепления каждой пачки (3) посредством соответствующей согнутой второй конечной части (50а), и второе фальцевальное средство (130) для фальцовки соответствующей первой конечной части (50b).
2. Устройство по п.1, отличающееся тем, что оно содержит средство (82) перемещения для перемещения пачек (3) от первого фальцевального поста (80) ко второму фальцевальному посту (81).
3. Устройство по п.1 или 2, отличающееся тем, что удерживающие средства (86, 87, 88) и фальцевальное средство (130, 90), по меньшей мере, одного из фальцевальных постов (80, 81) поворачиваются по отношению друг к другу вокруг первой оси (140), причем по отношению к первой оси (140) удерживающие средства (86, 87, 88) расположены радиально внутрь относительно фальцевального средства (130, 90).
4. Устройство по п.3, отличающееся тем, что первое фальцевальное средство (90) и первые удерживающие средства (86, 87, 88) поворачиваются по отношению друг к другу вокруг первой оси (140), а второе фальцевальное средство (130) и вторые удерживающие средства (86, 87, 88) поворачиваются относительно друг друга вокруг второй оси (140), параллельной первой оси (140) и отстоящей от нее.
5. Устройство по п.4, отличающееся тем, что первые и вторые удерживающие средства (86, 87, 88) образуют соответствующие полости для пачки (3), при этом полости поворачиваются вокруг соответствующих первой и второй осей (140), и открыты у радиально наружного периферийного конца по отношению к соответствующей первой и второй оси (140).
6. Устройство по п.5, отличающееся тем, что первые и вторые удерживающие средства (86, 87, 88) содержат у радиального конца, обращенного к соответствующим первой и второй осям (140), канавку (87) для зацепления пачки (3) и два элемента (88), каждый из которых взаимодействует с соответствующей стенкой (49а) пачки (3), при этом канавка (87) и элемент (88) образуют полость.
7. Устройство по п.5 или 6, отличающееся тем, что содержит регулирующее средство (120), которое взаимодействует с первыми и вторыми удерживающими средствами (86, 87, 88) для регулирования полости, чтобы обеспечить возможность удерживания пачек (3) с разными характерными размерами.
8. Устройство по п.7, отличающееся тем, что регулирующее средство (120) содержат, по меньшей мере, два тела, каждое из которых взаимодействует с соответствующим элементом (88) и которые образуют посадочное место (124) для зацепления пачки (3) и расположены между канавкой (87) и открытым концом полости.
9. Устройство по п.5 или 6, отличающееся тем, что удерживающие средства (86, 87, 88) содержат, по меньшей мере, один зубец (89), выступающий внутрь полости и препятствующий отделению пачки (3) центробежной силой.
| Судовой движитель вращательного типа | 1939 |
|
SU61663A1 |
| US 5809743 А, 22.09.1998 | |||
| УПАКОВОЧНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГЕРМЕТИЧНЫХ УПАКОВОК, СОДЕРЖАЩИХ РАЗЛИВАЕМЫЕ ПИЩЕВЫЕ ПРОДУКТЫ, ИЗ ТРУБЫ ИЗ УПАКОВОЧНОГО МАТЕРИАЛА | 1998 |
|
RU2140867C1 |
| ЕР 1584563 A1, 12.10.2005. | |||

