Изобретение относится к электронной технике, а именно к изготовлению вакуум-плотных изделий из керамических материалов, в частности окон ввода или вывода энергии СВЧ электронных приборов, в том числе мощных.
Электронные сверхвысокочастотные (СВЧ) приборы и особенно мощные предъявляют жесткие требования к изделиям из керамического материала, заключающиеся в обеспечении высоких вакуум-плотных и, электрических, и механических характеристик (далее характеристик), в том числе:
- низких диэлектрических потерь в диапазоне СВЧ (10-11)6 Гц,
- низких значений тангенса угла диэлектрических потерь,
- высокой термо-, и механической, и электрической прочности.
Данные характеристики во многом определяются как составом керамического материала, методом его изготовления, так и методом формирования самих изделий из него.
Известен способ холодного формования заготовок для вакуум-плотных изделий из керамических порошковых материалов и устройство для его осуществления, включающий двустороннее приложение осевых усилий. При этом к порошку сначала прикладывают одностороннее осевое усилие, затем к заготовке прикладывают многосторонние боковые сжимающие и сдвигающие усилия в направлениях, нормальных к осевому, после чего прикладывают противонаправленное начальному осевое усилие [1].
Такое многократное изменение направлений усилий приводит к оптимизации упаковки исходного фракционного состава керамического порошкового материала и оптимальному изменению его фракционного состава в силу дробления хрупких частиц и истирания пластичных частиц, и, как следствие этого, к повышению плотности порошковых заготовок, и увеличению равномерности распределения плотности как по высоте, так по сечению заготовок, и, как следствие, к повышению характеристик.
Что особенно актуально для хрупких керамических порошковых материалов, которые широко применяются в электронной технике СВЧ, таких как ферритовые материалы, материалы на основе оксидов (Al2O3, ZrO2 и др.), карбидов (SiC, TiC и др.), нитридов (Si3N4 и др.).
Однако данные способ и устройство для его осуществления достаточно сложны и, особенно, с точки зрения промышленного применения.
Известен способ изготовления вакуум-плотных изделий из керамического материала на основе оксида алюминия, включающий помол прокаленного оксида алюминия с диоксидом кремния - минерализатором, дегидратацию полученного спека оксидов посредством низкотемпературного обжига, перемешивание со связующим в гидроакустическом роторном аппарате, формирование сырца, предварительный - низкотемпературный - обжиг, спекание и охлаждение [2], в котором помол оксидов керамического материала осуществляют до получения удельной поверхности не менее 10500 см2/г, обработку со связующим в гидроакустическом аппарате проводят при скорости вращения ротора не менее 3000 об/мин, предварительный - низкотемпературный - обжиг ведут в печи сопротивления по режиму - скорость подъема температуры до 220°С 20±5°/ч, до 360°С 40±5°/ч, до 1100°С 90±10°/ч, выдержка при 1100±20°C в течение 50-60 мин, охлаждение 8-16 ч, обжигают в вакуумной печи при давлении 10-2 Па по режиму - нагрев до 1200°С за 25-30 мин, до 1600°С со скоростью 80±5°/ч, выдержка при максимальной температуре 60±10 мин, охлаждение в печи со скоростью 300-400°С/ч.
Данный способ в силу того, что он обеспечивает очень тонкий помол, требует сложного технологического оборудования для его осуществления.
Не сказано, но можно предположить, что формирование изделий осуществляют методом горячего литья под давлением.
Метод горячего литья под давлением, безусловно, обладает рядом преимуществ, таких как обеспечение изделиям:
- высокой плотности и однородности,
- изотропности свойств,
- литья в широком ассортименте с точки зрения их формы.
Кроме того, не предъявляет особых требований к материалу литьевой формы.
Однако указанные выше преимущества имеют место быть на заготовках изделий, имеющих толщину не более 6-8 мм.
При последующей же термообработке заготовок изделий с толщиной более 6-8 мм качество последних резко ухудшается из-за появления большого количества трещин и, как следствие, ухудшаются характеристики изделий.
Более того, в силу использования в данном способе в качестве минерализатора диоксида кремния, который отличается невысокой диэлектрической проницаемостью, соответственно керамический материал и изделия из него отличаются также невысокой диэлектрической проницаемостью.
Известен способ изготовления керамических изделий, заключающийся в том, что для приготовления формовочной массы в порошок оксида магния вводят связующее, ингредиенты перемешивают при комнатной температуре до однородного состояния и выдерживают 5-10 ч, затем из полученной формовочной массы проводят формование изделий и обжиг, в котором в качестве связующего используют безводный дигидроортофосфат магния Mg(H2PO4)2, приготовление формовочной массы осуществляют смешением 5-15 мас.% связующего и 85-95 мас.% оксида магния, перед выдерживанием к смеси также при перемешивании добавляют 2-7 мас.% воды по отношению к массе связующего, а обжиг отформованных изделий проводят при температуре 150-300°С [3 - прототип].
При этом формование изделий осуществляют посредством холодного прессования с усилием 700-1200 кГ/см2.
Данный способ, в силу состава керамического материала, имеет ограниченные функциональные возможности, прежде всего, с точки зрения получения керамического материала с более широким спектром заданных характеристик, а именно вакуум-плотных, и электрических, и механических.
Более того, наличие в изделиях остаточных компонентов связующего - безводного дигидроортофосфата магния - является не желательной примесью, ухудшающей характеристики изделий.
Техническим результатом изобретения является расширение функциональных возможностей с точки зрения обеспечения широкого спектра заданных характеристик изделий из керамического материала, а именно вакуум-плотных, и электрических, и механических характеристик, обеспечение высокой воспроизводимости и выхода годных.
Указанный технический результат достигается способом изготовления вакуум-плотных изделий из керамического материала для электронной техники, включающим приготовление формовочной массы из, по меньшей мере, одного оксида химического элемента и связующего в заданном их соотношении посредством их смешивания, перемешивания до однородного состояния и активации, формования из формовочной массы заданных изделий посредством холодного прессования с усилием не менее 700 кГ/см2 с последующим обжигом, в котором при приготовлении формовочной массы используют заданный порошок спека на основе оксида алюминия с удельной поверхностью (4,5-6,0)×103 см2/г, а в качестве связующего используют временное связующее - парафин или поливиниловый спирт в количестве (16-18) мас.% от общей массы упомянутого спека, а активацию осуществляют посредством протирания через мелкоячеистое сито 0,25-0,28 мм, а обжиг изделий проводят в восстановительной среде по режиму - подъем температуры до 1630-1650°С в течение 7-8 ч, выдержка при этой температуре в течение 4-5 ч и охлаждение в течение 7-8 ч до нормальной температуры, изделия шлифуют до чистоты не менее 9 класса, проводят прокалку при температуре 1300-1350°С, наносят заданное металлизационное покрытие на заданные поверхности изделий, при этом некоторые технологические особенности задаются временным связующим.
Заданный порошок спека на основе оксида алюминия содержит оксиды из группы - оксид кремния, оксид магния, оксид марганца, оксид хрома.
В случае использования связующего - парафина - перед смешиванием порошок спека и парафин нагревают до температуры (40-60) и (60-80)°С соответственно, вливают расплав парафина в порошок спека при тщательном их перемешивании до однородного состояния, а перед обжигом изделий проводят выжиг связующего - парафина - в окислительной среде при температуре 980-1000°С в течение 35-36 ч.
В случае использования связующего - поливинилового спирта, перед смешиванием с порошком спека поливиниловый спирт равномерно рассыпают по поверхности воды до полного его набухания с последующей варкой при температуре 95-100°С в течение 10-15 минут до состояния вязкости, равной 8-10 Па·с·103, обеспечивающей оптимальную смачиваемость порошка спека.
Заданные конфигурация и геометрические размеры изделий определяются пресс-формой.
Материал металлизационного покрытия задается вакуум-плотным изделием.
Раскрытие сущности изобретения
Предложенная совокупность признаков способа изготовления вакуум-плотных изделий из керамического материала обеспечивает следующее.
Использование при приготовлении формовочной массы заданного порошка спека на основе оксида алюминия и оксидов из группы - оксид кремния, оксид магния, оксид марганца, оксид хрома обеспечивает расширение функциональных возможностей, а именно получение керамического материала и соответственно изделий из него с широким спектром заданных характеристик, в том числе с высокой вакуум-плотностью и низкой диэлектрической проницаемостью.
Использование порошка спека с удельной поверхностью (4,5-6,0)×103 см2/г обеспечивает повышение пластичности формовочной массы и тем самым качественное холодное прессование и, как следствие, высокие вакуум-плотные, и электрические, и механические характеристики.
Использование в качестве связующего временного связующего - парафина или поливинилового спирта в количестве (16-18) мас.% от количества порошка спека, в силу гидрофобных свойств и парафина, и поливинилового спирта, которые еще более усиливаются в результате указанной соответствующей их обработки (некоторые технологические особенности), обеспечивает формовочной массе, каждый, с одной стороны, высокую сыпучесть, а с другой стороны, высокую гидрофобность - не способность смачиваться водой, в результате максимального насыщения порошка спека гидрофобным связующим.
И как следствие этого, оптимизация упаковки исходного фракционного состава порошка спека на основе оксида алюминия и оптимизация изменения его фракционного состава и тем самым повышение плотности и однородности формовочной массы и, как следствие, обеспечение заданных высоких вакуум-плотных, и электрических, и механических характеристик, повышение воспроизводимости и выхода годных.
Следует отметить, что высокая гидрофобность формовочной массы обеспечивает сохранение ее высокой сыпучести в течение требуемого времени до операции холодного прессования в естественных условиях ее хранения и, как следствие, повышение воспроизводимости и выхода годных.
Более того, в силу свойств этих связующих, которые позволяют так или иначе в процессе последующих технологических операций полностью удалить их из керамического материала как уже нежелательную примесь и, как следствие, высокие характеристики изделий.
Кроме того, в силу того, что указанные связующие обладают смазывающим свойством, они значительно увеличивают срок действия технологической оснастки.
Проведение активации формовочной массы посредством протирания через мелкоячеистое сито размером, равным 0,25-0,28 мм, обеспечивает оптимальную дисперсность порошка формовочной массы и тем самым однородность его структуры и, как следствие, высокие вакуум-плотные характеристики, воспроизводимость и выход годных.
Проведение обжига отформованных изделий в восстановительной среде по указанному режиму - подъем температуры до 1630-1650°С в течение 8 ч, выдержка при этой температуре в течение 4 ч и охлаждение до нормальной температуры в течение 8 ч обеспечивает керамическому материалу изделия:
во-первых, высокую плотность и, как следствие, высокую вакуум-плотность,
во-вторых, оптимальное соотношение кристаллофазы - стеклофазы - газовой фазы (пор) и, как следствие, высокие вакуум-плотность и механическую прочность.
Шлифовка изделий до чистоты поверхности не менее 7 класса обеспечивает заданные геометрические размеры и, как следствие, высокие воспроизводимость и выход годных.
Проведение прокалки изделия при температуре 1300-1350°С обеспечивает:
во-первых, качественную очистку поверхности изделий,
во-вторых, качественное заданное металлизационное покрытие на заданных поверхностях изделий,
в-третьих, сохранение геометрических размеров.
Использование порошка спека с удельной поверхностью как менее 4,5×103, так и более 6,0×103 см2/г не желательно, так как приводит к снижению пластичности формовочной массы и тем самым к снижению качества прессования и, как следствие, снижению вакуум-плотных, и электрических, и механических характеристик.
Соотношение связующего менее 16 мас.% и более 18% от общей массы порошка спека не желательно, так как приводит в первом случае к снижению пластичности формовочной массы и тем самым снижению качества прессования и, как следствие, к снижению вакуум-плотных, и электрических, и механических характеристик, а во втором - к увеличению усадки изделий и тем самым нарушению геометрических размеров и, как следствие, к снижению воспроизводимости и выхода годных.
Осуществление активации формовочной массы посредством мелкоячеистого сита менее 0,25 и более 0,28 мкм не обеспечивает оптимальную дисперсность порошка формовочной массы и тем самым однородность его структуры и приводит, как указано выше, к снижению вакуум-плотности, воспроизводимости и выхода годных.
Проведение обжига отформованных изделий при режимах, выходящих за указанные пределы, не желательно, так как приводит (слева) к снижению вакуум-плотности, а (справа) к снижению механической прочности.
Чистота поверхности изделия менее 7 класса не обеспечивает в полной мере заданные геометрические размеры.
Прокалка при температуре менее 1300°С не эффективна, а более не желательна из-за возможной деформации изделий - уход геометрических размеров.
И то и другое приводит к снижению воспроизводимости и выхода годных.
Примеры реализации заявленного способа рассмотрены при изготовлении тест-образцов окна вывода энергии СВЧ, предназначенных для мощных электронных вакуумных приборов.
Пример 1. Частный случай, когда в качестве временного связующего берут парафин.
Приготавливают порошок формовочной массы.
Для этого берут порошок спека вакуум-плотной керамики ВК94-1, состоящий из оксида алюминия, оксида кремния, оксида марганца и оксида хрома с удельной поверхностью (4,5-6,0)×103 см2/г в количестве 83 мас.% и парафин марки П-2 ГОСТ 23683-89 в количестве 17 мас.%.
Перед смешиванием указанные компоненты формовочной массы нагревают до температуры 50 и 70°С соответственно, вливают расплав парафина в порошок спека при тщательном их перемешивании до однородного состояния посредством камерного вибро-вакуум-смесителя и осуществляют активацию посредством протирания через мелкоячеистое сито размером 25 мкм.
Далее формируют из приготовленной формовочной массы изделие посредством холодного прессования с усилием 800 кГ/см2 в заданной пресс-форме, проводят выжиг из отформованного изделия связующего - парафина в окислительной среде при температуре 990°С в течение 35,5 ч, далее осуществляют обжиг изделий в восстановительной среде по режиму - подъем температуры до 1640°С в течение 7,5 ч, выдержка при этой температуре в течение 4,5 ч и охлаждение в течение 7,5 ч до нормальной температуры, далее изделия шлифуют до чистоты поверхности не менее 7 класса, проводят прокалку при температуре 1330°С, наносят металлизационное покрытие молибден-марганец, например методом ротационной печати заданных поверхностей изделий с последующим ее вжиганием при температуре 1360°С.
Примеры 2-3. Аналогично примеру 1 изготовлены тест-образцы окна вывода энергии СВЧ, но при других технологических режимах, указанных в формуле изобретения.
Пример 4-6. Аналогично примерам 1-3 изготовлены тест образцы окна вывода энергии СВЧ - частный случай, когда в качестве временного связующего берут поливиниловый спирт марки ПВС 7/1 ГОСТ 10779-79.
При этом перед смешиванием с порошком спека поливиниловый спирт равномерно рассыпают по поверхности воды до полного его набухания с последующей его варкой при температуре 97,5°C в течение 12,5 минут до состояния вязкости, равной 9 Па·с·103.
Примеры 7-8 и 9-10. Аналогично примерам 1 и 4 соответственно изготовлены тест-образцы окна вывода энергии СВЧ, но при технологических режимах, выходящих за пределы, указанные в формуле изобретения.
На изготовленных тест-образцах окна вывода энергии СВЧ были измерены:
- диэлектрическая проницаемость при частоте 106 Гц и температуре не более 20°С стандартным резонансным методом, ГОСТ 8.544-86;
- значения тангенса угла диэлектрических потерь при частоте 106 Гц и температуре не более 20°С согласно КРПГ.25 806.00003 ТИ.
А также упомянутые тест-образцы были испытаны:
- на механическую прочность на изгиб согласно КРПГ.25803.00005 ТИ,
- на герметичность на гелиевом течеискателе типа ПТИ-10.
Герметичность должна быть по скорости натекания не хуже 1,3×10-11 м3Па/с.
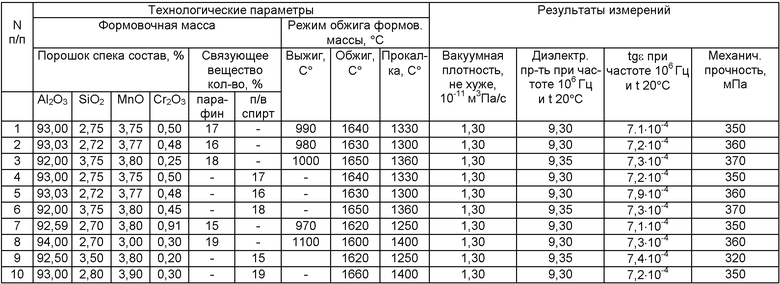
Данные представлены в таблице.
Как видно из таблицы, тест-образцы вывода энергии СВЧ, изготовленные согласно заявленному способу, имеют низкие значения:
- диэлектрической проницаемости не более 9,35,
- тангенса угла диэлектрических потерь не более 7,3×10-4.
И успешно прошли указанные выше испытания:
- без механических разрушений, механическая прочность не менее 350 МПа,
- с герметичностью по скорости натекания не хуже 1,3×10-11 м3Па/с (примеры 1-6).
В отличие от тест-образцов вывода энергии СВЧ, изготовленных с технологическими параметрами, выходящими за пределы, указанные в формуле изобретения, которые имеют значительно более высокие значения:
- диэлектрической проницаемости порядка 10-11,
- тангенса угла диэлектрических потерь 14-15×10-4.
Что не соответствует заданным характеристикам.
Мало того, в данных образцах обнаружены трещины и нарушена герметичность.
Таким образом, заявленный способ изготовления вакуум-плотных изделий из керамического материала по сравнению с прототипом обеспечит расширение функциональных возможностей с точки зрения обеспечения широкого спектра заданных характеристик, а именно заданных и при этом высоких вакуум-плотных, и электрических, и механических характеристик, обеспечение высокой воспроизводимости и выхода годных.
Источники информации
1. Патент РФ №2040368, МПК B22F 3/02, приоритет 01.03.93, опубл. 25.07.95.
2. Заявка на изобретение №2001108205, МПК С04В 35/111, дата подачи заявки 26.03 01, дата публ. заявки 10.03.03.
3. Патент РФ №2342344, МПК С04В 35/00, приоритет 22/04/07, опубл. 27.12.08 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумплотный слабопроводящий керамический материал и способ его получения | 2022 |
|
RU2793109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ФЕРРИТОВОГО МАТЕРИАЛА ДЛЯ ИНТЕГРАЛЬНЫХ УСТРОЙСТВ СВЧ | 2010 |
|
RU2420821C1 |
| НИЗКОТЕМПЕРАТУРНЫЙ СТЕКЛОКЕРАМИЧЕСКИЙ МАТЕРИАЛ | 2009 |
|
RU2410358C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОГНЕУПОРНОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОННОЙ ТЕХНИКИ СВЧ | 2011 |
|
RU2485074C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВОЙ КЕРАМИКИ | 2019 |
|
RU2728911C1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| ПАСТА ДЛЯ МЕТАЛЛИЗАЦИИ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ И ИЗДЕЛИЙ ИЗ НИХ | 2007 |
|
RU2336249C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИКИ НА ОСНОВЕ ТИТАНАТА БАРИЯ | 2018 |
|
RU2706275C1 |
| Способ изготовления интегральных устройств СВЧ на основе ферритового материала параметрического ряда литиевой феррошпинели | 2021 |
|
RU2776992C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2007 |
|
RU2353600C2 |
Изобретение относится к электронной техники, в частности к изготовлению вакуум-плотных изделий из керамических материалов. Техническим результатом изобретения является повышение электрических и механических характеристик изделий. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники включает приготовление формовочной массы смешиванием порошка спека на основе оксида алюминия с удельной поверхностью (4,5-6,0)×103 см2/г и связующего - парафина или поливинилового спирта в количестве (16-18) мас.% от общей массы порошка спека, перемешивание формовочной массы до однородного состояния и ее активацию, формование из формовочной массы заданных изделий посредством холодного прессования с усилием не менее 700 кГ/см2 с последующим их обжигом. Активацию формовочной массы осуществляют посредством протирания через мелкоячеистое сито 0,25-0,28 мм, а обжиг изделий проводят в восстановительной среде по режиму - подъем температуры до 1630-1650°С в течение 7-8 ч, выдержка при этой температуре в течение 4-5 ч и охлаждение в течение 7-8 ч до нормальной температуры. Затем изделия шлифуют до чистоты не менее 7 класса, проводят прокалку при температуре 1300-1350°С, наносят заданное металлизационное покрытие заданных поверхностей изделий. 5 з.п. ф-лы, 1 табл.
1. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники, включающий приготовление формовочной массы из, по меньшей мере, одного оксида химического элемента и связующего в заданном их соотношении посредством их смешивания, перемешивания до однородного состояния и активации, формование из формовочной массы заданных изделий посредством холодного прессования с усилием не менее 700 кГ/см2 с последующим их обжигом, отличающийся тем, что при приготовлении формовочной массы используют заданный порошок спека на основе оксида алюминия с удельной поверхностью (4,5-6,0)×103 см2/г, а в качестве связующего используют временное связующее парафин или поливиниловый спирт в количестве (16-18) мас.% от общей массы порошка спека, а активацию формовочной массы осуществляют посредством протирания через мелкоячеистое сито 0,25-0,28 мм, а обжиг изделий проводят в восстановительной среде по режиму - подъем температуры до 1630-1650°С в течение 7-8 ч, выдержка при этой температуре в течение 4-5 ч и охлаждение в течение 7-8 ч до нормальной температуры, далее изделия шлифуют до чистоты не менее 7 класса, проводят прокалку при температуре 1300-1350°С, наносят заданное металлизационное покрытие заданных поверхностей изделий, при этом некоторые технологические особенности задаются временным связующим.
2. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники по п.1, отличающийся тем, что заданный порошок спека на основе оксида алюминия содержит оксиды из группы - оксид кремния, оксид магния, оксид марганца, оксид хрома.
3. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники по п.1, отличающийся тем, что в случае использования связующего - парафина перед смешиванием порошок спека и парафин нагревают до температуры (40-60) и (60-80)°С соответственно, вливают расплав парафина в порошок спека при тщательном их перемешивании до однородного состояния, а перед обжигом изделий проводят выжиг связующего в окислительной среде при температуре 980-1000°С в течение 35-36 ч.
4. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники по п.1, отличающийся тем, что в случае использования связующего - поливинилового спирта, перед смешиванием с порошком спека поливиниловый спирт равномерно рассыпают по поверхности воды до полного его набухания с последующей варкой при температуре 95-100°С в течение 10-15 мин до состояния вязкости равной 8-10×103 Па·c.
5. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники по п.1, отличающийся тем, что заданные конфигурация и геометрические размеры изделий определяются пресс-формой.
6. Способ изготовления вакуум-плотных изделий из керамического материала для электронной техники по п.1, отличающийся тем, что материал металлизационного покрытия задается вакуум-плотным изделием.
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2342344C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2360764C1 |
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1994 |
|
RU2079471C1 |
| DE 4319808 С1, 28.07.1994. | |||

