Изобретение относится к прокатной клети для изготовления катаной ленты или листа, содержащей рабочие валки, которые опираются на опорные валки или промежуточные валки и опорные валки, при этом рабочие валки и/или промежуточные валки расположены в прокатной клети с возможностью сдвига в осевом направлении относительно друг друга, и каждый рабочий валок и/или промежуточный валок имеет проходящий по всей эффективной длине бочки валка изогнутый, описываемый тригонометрической функцией профиль бочки, и эти оба профиля бочки исключительно в одном определенном относительном осевом положении валков этой пары валков в ненагруженном положении дополняют друг друга.
В четырехвалковых клетях или шестивалковых клетях обычной практикой является снабжение обоих рабочих валков или обоих промежуточных валков специальным профилем бочки и предусмотрение действующих в осевом направлении регулировочных механизмов для этих рабочих валков или опорных валков для обеспечения возможности установки профиля очага деформации в зависимости от действительного профиля прокатываемой ленты.
Прокатная клеть указанного вида уже известна из АТ 410765 В. Профиль бочки валка этих известных в кругах специалистов под названием SmartCrown® валков математически описывается модифицированной синусоидальной функцией. При этом за счет подходящего выбора параметров профиля образуется косинусообразный раствор валков без нагрузки, на который можно целенаправленно оказывать влияние относительно его амплитуды посредством сдвига в осевом направлении валков.
При применении рабочих валков, соответственно, промежуточных валков с этим специальным профилем бочки и имеющих цилиндрическую форму опорных валков в четырехвалковых или шестивалковых клетях, как это принято, нельзя избежать того, что в ходе прокатки происходит неравномерное распределение нагрузки между опорными валками и непосредственно смежными валками. Поскольку подлежащая перекрытию с помощью профилированных валков зона бочкообразности всегда определяется требованиями прокатного процесса, такими как, например, различные параметры процесса, размеры и характеристики деформации прокатываемого материала, то ход перемещения профилированных валков является единственной величиной влияния, с помощью которой можно оказывать влияние на степень негомогенности распределения нагрузки.
Поэтому задачей данного изобретения является устранение указанных выше недостатков известного уровня техники и создание прокатной клети, в которой минимизируются негомогенности в распределении нагрузки вдоль линии контакта опорных валков и смежных к ним валков и уменьшаются, в частности, местные пики нагрузки в ходе распределения нагрузки и тем самым увеличивается срок службы валков и необходимые интервалы перешлифовки.
Эта задача решена в прокатной клети указанного в начале вида тем, что опорные валки имеют дополняющий друг друга профиль бочки, и в ненагруженном состоянии происходит частичное или полное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков.
В четырехвалковых клетях это частичное или полное дополнение профилей бочки относится к обоим опорным валкам и к соответствующим смежным рабочим валкам. В шестивалковой клети это частичное или полное дополнение профилей бочки относится к обоим опорным валкам и соответствующим смежным промежуточным валкам.
С технологической точки зрения возможный короткий ход перемещения рабочих валков является преимуществом, поскольку можно удерживать короткими как время перемещения, так и предусматриваемые в установке направляющие для перемещения. Короткий ход перемещения приводит прежде всего к тому, что при заданном диапазоне регулирования профиля рабочих валков возникают большие различия диаметра по длине бочки, чем при более длинном ходе перемещения. Эти недостатки короткого хода перемещения можно значительно уменьшать за счет дополняющих друг друга профилей бочки опорных валков и смежных валков.
Валки в прокатной клети, согласно одному возможному варианту выполнения изобретения, ориентированы так, что возникает полное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков при несдвинутом состоянии непосредственно смежных рабочих валков или промежуточных валков.
Однако поскольку максимальный ход перемещения, как правило, значительно меньше длины бочки валка, то в несдвинутом состоянии валков в ненагруженном состоянии также возникают между валками значительно меньшие зазоры, чем при цилиндрических опорных валках, за счет чего в каждом рабочем состоянии обеспечивается приблизительно гомогенное распределение нагрузки между валками.
В другом возможном варианте выполнения изобретения положенная в основу изобретения задача решена также тогда, когда возникает неполное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков в несдвинутом состоянии непосредственно смежных рабочих валков или промежуточных валков при условии, что при радиусе RB(х) опорных валков, соответствующем формуле RB(x)=R0+k·rB(x),
где RB(x) - радиус опорных валков в месте х осевой длины опорных валков,
R0 - смещение радиуса,
rB(x) - профиль в месте х осевой длины опорных валков,
k - коэффициент коррекции,
коэффициент коррекции задан в интервале 0 < k ≤ 2 за исключением величины k=1.
Эти соотношения можно вывести исходя из рассматривания геометрических взаимосвязей при полном дополнении профилей бочки опорного валка и его смежного валка.
При полном дополнении профилей бочки опорного валка и смежного валка (промежуточного валка или рабочего валка) оси обоих валков в ненагруженном состоянии параллельны. Для радиусов валков это означает:
RN(x)+RB(x)=A,
где RN(x) - радиус смежного валка в месте х,
RB(x) - радиус опорного валка в месте х,
A - расстояние между осями.
Таким образом, в этом случае за счет задания профиля рабочего или опорного валка полностью определяется также профиль опорного валка. При этом радиус складывается из величины смещения R0 и собственно профиля rB, который представляет модифицированную синусоидальную функцию
RB(x)=A-RN(x)=R0+rB(x),
где R0 - смещение радиуса,
rB(x) - профиль в месте х.
Поэтому неполное дополнение возникает тогда, когда функция профиля rB модифицирована коэффициентом коррекции k.
Отсюда следует:
RB(x)=R0+k·rB(x),
где k - коэффициент профиля (k≠1).
В случае k=1 имеется полное дополнение профилей бочки валков. При отклонении коэффициента k профиля от величины k=1 больше не имеется полного дополнения профилей бочки валков. Коэффициент профиля может быть больше или меньше 1. При этом положения экстремальных точек и точек перегиба профиля бочки валков остаются неизменными. Если коэффициент k профиля принимает значение 0, то профиль бочки опорного валка становится цилиндрическим. Достаточная минимизация негомогенностей распределения нагрузки вдоль профиля бочки валков достигается при коэффициентах коррекции, заданных в выбранном диапазоне 0 < k ≤ 2 с исключением величины k=1.
Для предотвращения недопустимо больших кромочных давлений между рабочими валками и опорными валками или между промежуточными валками и опорными валками концы бочки валков обычно снабжены фаской и имеют тем самым в этих кромочных зонах освобождение. Освобождения этого вида уже известны из EP 0258482 А1 или ЕР 1228818 А2. Эти освобождения образованы в профилированных бочках валков в кромочной зоне с увеличивающимся к кромке радиусом бочки цилиндрическим концом бочки, как это показано в ЕР 0258482 А1, или же может быть образовано при валках с цилиндрическим профилем бочки валка конусообразной кромочной зоной, как это показано и описано в ЕР 1228818 А2. В любом случае при таких известных освобождениях происходит лишь смещение критичного сдавливания концов бочки (кромок) в переходную зону между остальным профилем бочки и профилем фаски, поскольку при таком выполнении фасок снова возникает излом в ходе профиля бочки валков.
Для дополнительного выравнивания нагрузки в концевых зонах бочки валков и для уменьшения тем самым пиковых нагрузок за счет сдавливания профиль бочки рабочих валков или промежуточных валков или опорных валков имеет фаски, по меньшей мере, в одной из кромочных зон продольной длины, которые образуют в этих кромочных зонах исправленные профили бочки, которые создаются за счет вычитания произвольной математической функции из функции профиля, при этом подъем профиля бочки и подъем исправленного профиля являются одинаковыми в точке перехода от профиля бочки к исправленному профилю бочки.
Очень хорошие результаты относительно минимизации и выравнивания распределения нагрузки достигаются, когда функция фаски образована круговой функцией. Аналогично хорошие результаты достигаются также, когда функция фаски образована синусоидальной функцией или функцией второго порядка, например параболической функцией.
Другие преимущества и признаки изобретения следуют из приведенного ниже описания, не имеющие ограничительного характера примеров выполнения, со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - схематично, четырехвалковая клеть с профилированными рабочими валками и цилиндрическими опорными валками согласно уровню техники;
фиг.2 - типичное распределение нагрузки между рабочими валками и опорными валками в четырехвалковой клети согласно фиг.1;
фиг.3 - схематично, четырехвалковая клеть с профилированными рабочими валками и цилиндрическими опорными валками согласно изобретению;
фиг.4 - типичное распределение нагрузки между рабочими валками и опорными валками в четырехвалковой клети согласно фиг.3;
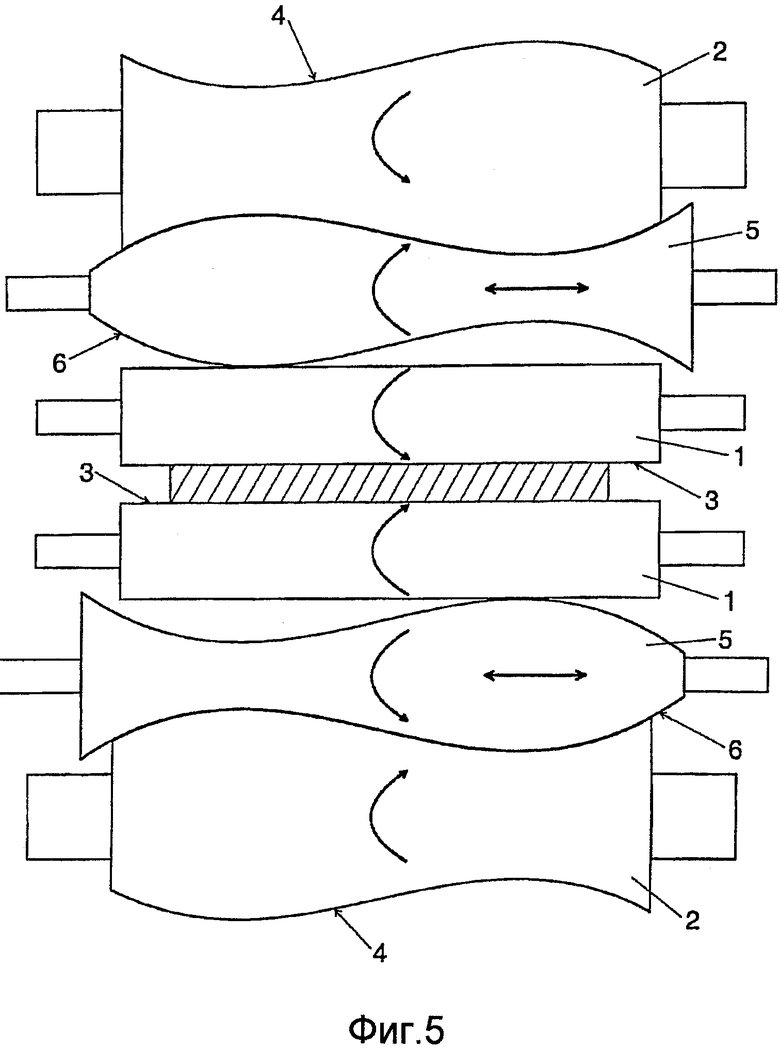
фиг.5 - схематично, шестивалковая клеть с профилированными опорными валками и дополняющими промежуточными валками согласно изобретению;
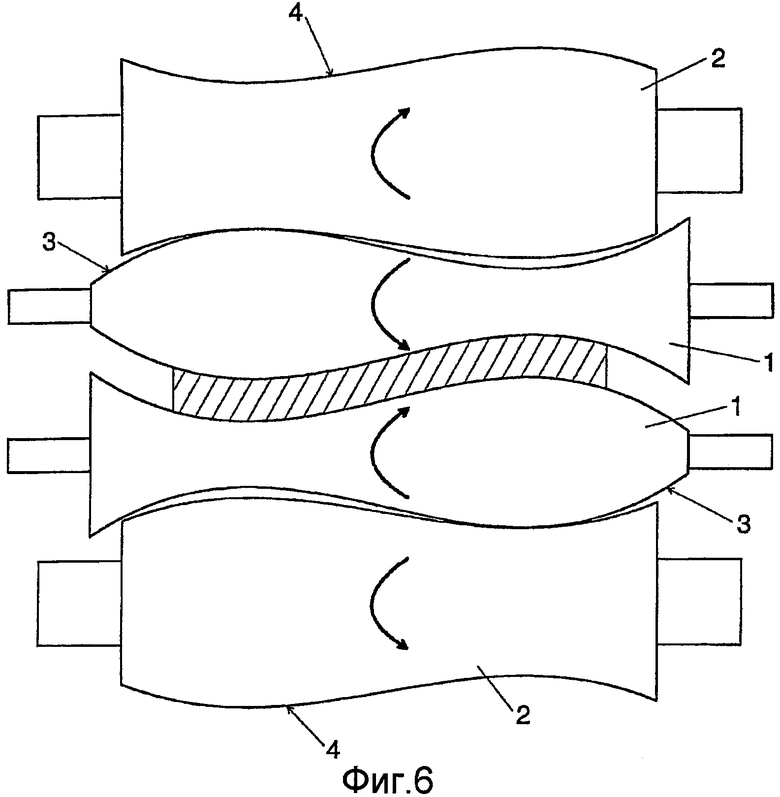
фиг.6 - схематично, четырехвалковая клеть с профилированными рабочими валками и дополняющими опорными валками согласно изобретению с коэффициентом коррекции k=0,75;
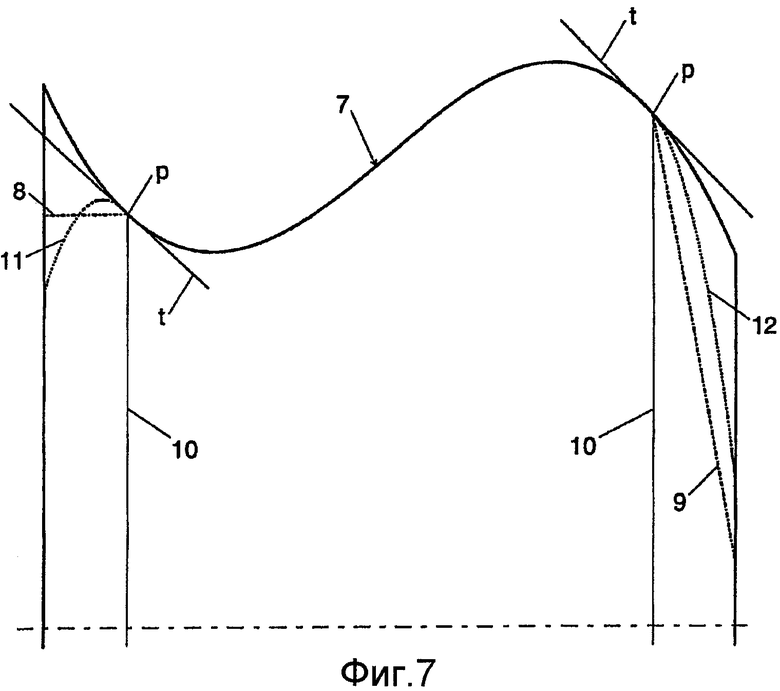
фиг.7 - профиль согласно изобретению верхнего опорного валка с круговой фаской по сравнению с профилем бочки согласно уровню техники.
На фиг.1-4 противопоставляется распределение нагрузки между опорными валками и рабочими валками при профиле бочки валков согласно уровню техники и распределение нагрузки между опорными валками и рабочими валками при профиле бочки валков согласно изобретению на примере четырехвалковой клети.
На фиг.1 схематично показана система валков в четырехвалковой клети для проката металлической ленты В, в частности стальной ленты, с рабочими валками 1 и опорными валками 2. Сдвигаемые в осевом направлении рабочие валки 1 имеют, каждый, описываемый модифицированной синусоидальной функцией профиль 3 бочки. Эти профили 3 бочки дополняют друг друга в определенном относительном осевом положении валков пары рабочих валков. Рабочие валки 1 опираются на опорные валки 2, которые имеют цилиндрический профиль 4 бочки и воспринимают действующие на рабочие валки прокатные усилия. Распределение нагрузки между верхним рабочим валком 1 и верхним опорным валком 2 для этого случая выполнения бочки валков показано на фиг.2, при этом изображено удельное усилие между валками по длине бочки и при этом, с одной стороны, возникают пики нагрузки в кромочной зоне и, с другой стороны, возникают максимальные и минимальные значения в соответствии с синусоидальным прохождением профиля. Показаны кривые распределения нагрузки для четырех выбранных значений максимального относительного осевого сдвига (хода сдвига) рабочих валков относительно друг друга.
На фиг.3 схематично показана система валков в четырехвалковой клети с рабочими валками 1 и опорными валками 2. Сдвигаемые в осевом направлении рабочие валки 1 имеют, каждый, описываемый модифицированной синусоидальной функцией профиль 3 бочки, при этом эти профили бочки в определенном относительном осевом положении рабочих валков дополняют друг друга. Оба опорных валка 2 имеют также дополняющий друг друга профиль 4 бочки, который также образован модифицированной синусоидальной функцией, при этом профили бочки смежных взаимодействующих друг с другом рабочих валков 1 и опорных валков 2 в ненагруженном состоянии полностью дополняют друг друга. Распределение нагрузки между верхним рабочим валком 1 и верхним опорным валком 2 в этом случае выполнения бочек валков показано на фиг.4. Пики нагрузки в кромочной зоне проявляются различно сильно в зависимости от осевого сдвига. Однако, в целом, уже проявляется принципиальное выравнивание распределения нагрузки по длине бочки валков при выполнении согласно изобретению.
На фиг.5 схематично показана система валков в шестивалковой клети с рабочими валками 1, промежуточными валками 5 и опорными валками 2, при этом рабочие валки и промежуточные валки опираются на опорные валки. Рабочие валки 1 снабжены цилиндрическим профилем 3 бочки. Однако согласно другому возможному варианту выполнения профиль бочки рабочих валков может быть также ориентирован на профиль бочки смежных промежуточных валков. Промежуточные валки 5 имеют описываемый модифицированной синусоидальной функцией профиль 6 бочки. Аналогичным образом опорные валки 2 имеют описываемый модифицированной синусоидальной функцией профиль 4 бочки. Профили 4 рабочих валков 2 и профили бочки промежуточных валков 5 полностью дополняют друг друга в несдвинутом осевом положении переставляемых в осевом направлении промежуточных валков 5 в ненагруженном состоянии.
На фиг.6 схематично показаны рабочие валки 1 и опорные валки 2 в четырехвалковой клети, при этом принципиальное выполнение профилей 3, 4 бочки соответствует показанному на фиг.3 варианту выполнения. Однако ход профиля изменен на коэффициент коррекции k=0,75, за счет чего в ненагруженном состоянии возникает лишь частичное дополнение профилей бочки опорного валка 2 и непосредственно смежного рабочего валка 1.
В не изображенном варианте выполнения шестивалковой клети можно аналогично фиг.5 изменять прохождение профиля опорных валков и промежуточных валков с помощью коэффициента k коррекции, за счет чего в ненагруженном состоянии возникает лишь частичное дополнение профилей бочки рабочего валка и непосредственно смежного промежуточного валка.
На фиг.7 показано прохождение профиля 7 бочки опорного валка или промежуточного валка или рабочего валка по длине бочки. Штрихпунктирными линиями 8, 9 показаны известные из уровня техники возможности выполнения фасок валка в его концевых зонах для предотвращения высоких кромочных давлений. Фаска в соответствии с штрихпунктирной линией 8 создает цилиндрическую концевую зону на валках, при этом в обоих случаях возникает излом 10 в прохождении профиля по длине бочки, который образует окружную кромку на валке. Улучшение соотношения нагрузок обеспечивается с помощью постепенно приближающейся к профилю бочки фаски, за счет чего на обеих сторонах возникает исправленный профиль бочки, который иллюстрирован точечными линиями 11 и 12. В точке Р перехода профиля бочки в исправленный профиль бочки обе кривые имеют подъем, одинаковый с подъемом касательной t.



Изобретение относится к прокатной клети для изготовления стальной катаной ленты или листа. Прокатная клеть содержит рабочие валки, которые опираются на опорные валки или промежуточные валки, при этом рабочие валки и/или промежуточные валки расположены в прокатной клети с возможностью сдвига в осевом направлении относительно друг друга, и каждый рабочий валок и/или промежуточный валок имеет проходящий по всей эффективной длине бочки валка изогнутый, описываемый тригонометрической функцией профиль бочки, и эти оба профиля бочки исключительно в определенном относительном осевом положении валков этой пары валков в ненагруженном положении дополняют друг друга, опорные валки имеют дополняющий друг друга профиль бочки и в не нагруженном состоянии возникает частичное или полное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков. Обеспечивается минимизация неоднородностей в распределении нагрузки вдоль линии контакта двух смежных валков. 6 з.п. ф-лы, 7 ил.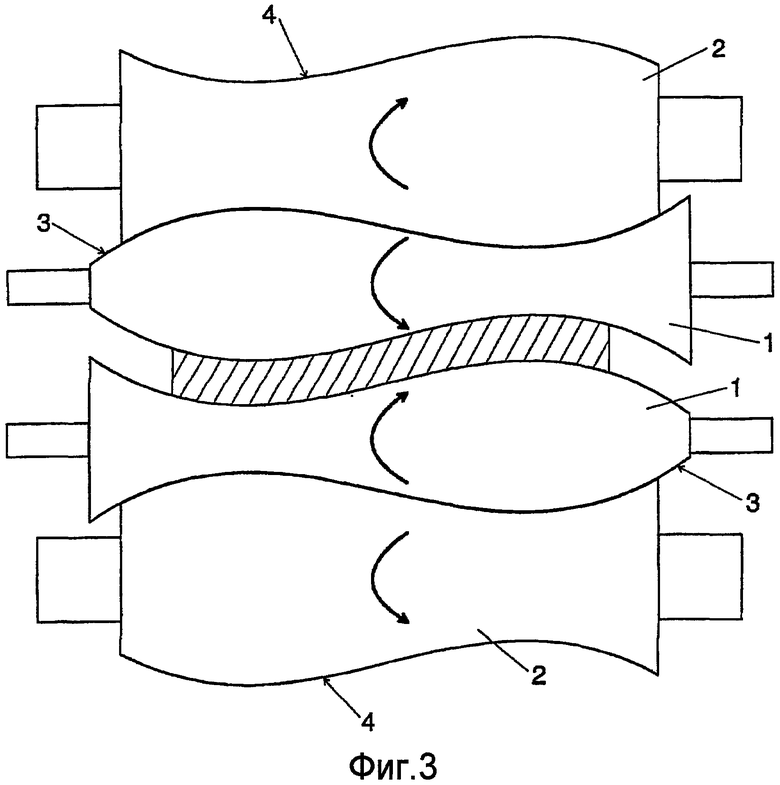
1. Прокатная клеть для изготовления катаной ленты или листа, содержащая рабочие валки, которые опираются на опорные валки или промежуточные валки и опорные валки, при этом рабочие валки и/или промежуточные валки расположены в прокатной клети с возможностью сдвига в осевом направлении относительно друг друга, и каждый рабочий валок и/или промежуточный валок имеет проходящий по всей эффективной длине бочки валка изогнутый, описываемый тригонометрической функцией профиль бочки, и эти оба профиля бочки исключительно в одном определенном относительном осевом положении валков пары валков в ненагруженном положении дополняют друг друга, отличающаяся тем, что опорные валки имеют дополняющий друг друга профиль бочки для возникновения в ненагруженном состоянии частичного или полного дополнения профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков.
2. Прокатная клеть по п.1, отличающаяся тем, что полное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков возникает в несдвинутом состоянии непосредственно смежных рабочих валков или промежуточных валков.
3. Прокатная клеть по п.1, отличающаяся тем, что частичное дополнение профилей бочки опорных валков и непосредственно смежных рабочих валков или промежуточных валков возникает в несдвинутом состоянии непосредственно смежных рабочих валков или промежуточных валков при условии, что при радиусе RB(x) опорных валков, соответствующем формуле RB(х)=R0+k·rB(х),
где RB(х) - радиус опорных валков в месте х осевой длины опорных валков,
R0 - смещение радиуса,
rB(х) - профиль в месте х осевой длины опорных валков,
k - коэффициент коррекции,
коэффициент k коррекции задан в интервале 0<k≤2 за исключением величины k=1.
4. Прокатная клеть по любому из пп.1-3, отличающаяся тем, что профиль бочки рабочих валков, или промежуточных валков, или опорных валков, по меньшей мере, в одной из кромочных зон их продольной длины имеет фаски, и в этих кромочных зонах образуются исправленные профили бочки, которые создаются за счет вычитания произвольной математической функции фаски из функции профиля, при этом подъем профиля бочки и подъем исправленного профиля являются одинаковыми в точке перехода от профиля бочки к исправленному профилю бочки.
5. Прокатная клеть по п.4, отличающаяся тем, что функция фаски является круговой функцией.
6. Прокатная клеть по п.4, отличающаяся тем, что функция фаски является синусоидальной функцией.
7. Прокатная клеть по п.4, отличающаяся тем, что функция фаски является функцией второго порядка.
| ЕР 0258482 А1, 09.03.1988 | |||
| 1972 |
|
SU410765A1 | |
| US 2005044916 A1, 03.03.2005 | |||
| ПРОКАТНАЯ КЛЕТЬ С ПАРОЙ CVC-ВАЛКОВ | 2001 |
|
RU2268795C2 |
| RU 2003125863 A, 27.01.2005 | |||
| RU 2004110929 A, 10.06.2005 | |||
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |

