Изобретение относится к прокатной клети для прокатки лент с рабочими валками, опирающимися на опорные валки через промежуточные валки, причем рабочие валки и/или опорные валки и/или промежуточные валки установлены с возможностью взаимного осевого перемещения, а по меньшей мере рабочие валки и/или промежуточные валки имеют по всей своей длине криволинейный или цилиндрический контур.
При прокатке лент различной ширины для получения заданной плоскостности требуется обычно приспосабливать бочкообразность рабочих валков, от которой зависит плоскостность. При подборе нужной бочкообразности по мере увеличения ширины ленты требуется увеличивать бочкообразность рабочих валков. Это вызвано возрастающим опорным воздействием промежуточных и опорных валков у краев прокатываемой ленты, вследствие чего рабочие валки у краев ленты прогибаются, что можно компенсировать только путем соответствующего увеличения бочкообразности рабочих валков при прокатке более широких лент.
Из-за прогиба рабочих валков в краевой зоне проката происходит уменьшение толщины с утонением кромки ленты. Кроме прогиба рабочих валков, это объясняется также тем, что в ненагруженной зоне рядом с прокатываемым листом падают упругие деформации рабочих валков, вызываемые прокатной нагрузкой. Чем больше трение между валками и прокатываемой заготовкой и чем тоньше рабочие валки, тем внезапнее происходит это изменение толщины ленты. Чем прочнее заготовка и чем толще рабочие валки, тем больше оказывается падение толщины у края ленты.
Согласно известному уровню техники, для того чтобы удовлетворить различным требованиям к бочкообразности валков с целью обеспечения плоскостности лент и устранить утонение кромок, применяют передвигаемые в осевом направлении валки, при помощи которых весь диапазон бочкообразности охватывается одним валком или одной парой валков.
Так, в патенте ЕР 0049798 В1 предлагается придавать рабочим валкам криволинейный контур по всей длине обоих валков, имеющий такую форму, при которой оба бочкообразных контура взаимно дополняют друг друга только в их определенном относительном осевом расположении. Благодаря этому на форму прокатной щели и тем самым на форму поперечного сечения прокатной ленты можно повлиять даже путем небольшого смещения валков криволинейного контура, оказывая этим также влияние на смятие кромок и уменьшая это смятие во избежание заострения кромок.
Однако одновременно с этим влиянием на кромки ленты имеет также место и воздействие на всю ленту в целом.
Для выравнивания распределения нагрузки в патенте ЕР 0091540 В1 предлагается придавать как рабочим валкам, так и опорным валкам, а в случае надобности и промежуточным валкам, по всей длине бочки бутылкообразную S-образную форму, состоящую из выпуклого и вогнутого участка и построенную таким образом, что бочкообразные контуры опирающихся или взаимодействующих валков дополняют друг друга только в определенном относительном осевом расположении этих валков (технология CVC). При этом все валки установлены с возможностью осевого сдвига. Тем самым можно путем взаимного осевого сдвига валков какой-либо пары чувствительно повлиять на контур прокатной щели.
Однако в такой известной прокатной клети остается еще тот недостаток, что воздействие оказывается одновременно на плоскостность ленты и на смятие кромок.
Другой способ компенсации неблагоприятного влияния прогиба прокатного валка описан в патенте DE 3637206 С2 для четырехвалкового прокатного стана. Согласно предложенному решению опорный валок выполняется таким образом, что нежелательные отклонения, вызванные прокатной нагрузкой, компенсируются автоматически, для чего опорный валок имеет массивную внутреннюю часть (центральный стержень) и наружную часть в виде гильзы, причем между внутренней и наружной частями у каждого конца опорного валка имеется в основном цилиндрическая полость, открытая в наружную сторону. Благодаря этому под действием прокатной нагрузки свободные концы гильзы прогибаются в противоположном направлении по отношению к тому, в котором они прогибались бы, если бы не было полости. Этот прогиб происходит на величину, которая в основном равна прогибу центрального стержня, благодаря чему контактная поверхность между рабочим валком и материалом ленты остается в основном плоской.
Другое еще более прямо воздействующее мероприятие описано в неопубликованной патентной заявке (заявка 19626565.7). Для того чтобы выравнять толщину ленты в краевой зоне, рабочие валки снабжают надрезами, соосными с осью вращения, благодаря чему способность смятия прокатного участка, снабженного надрезами, становится иной, чем на примыкающем участке без надрезов. В частности, на краях ленты смятие оказывается больше ввиду отсутствия здесь внутренней опоры вследствие надрезов (полостей), что приводит к выравниванию толщины ленты в направлении ширины.
Задача изобретения заключается в том, чтобы, исходя из известного состояния техники, создать прокатную клеть рассматриваемого рода, в которой можно одновременно и независимо друг от друга простым образом повлиять на профиль и плоскостность кромки ленты и центральной части ленты, в частности и в лентах различной ширины, и уменьшить смятие кромок ленты и их утонение.
Поставленная задача решается за счет того, что в прокатной клети для прокатки лент, содержащей рабочие валки, опирающиеся через промежуточные валки на опорные валки, причем рабочие валки и/или опорные валки и/или промежуточные валки расположены с возможностью взаимного осевого перемещения, а по меньшей мере рабочие валки и/или промежуточные валки имеют по всей своей длине криволинейный или цилиндрический контур, рабочие валки и промежуточные валки в продолжение контура наружной стороны оболочки валка имеют на одном из своих торцов на участке, проходящем от цапф к поверхности оболочки валка, кольцеобразно проходящие выемки, и что рабочие валки и промежуточные валки имеют возможность такого аксиального перемещения и расположены смещенными на угол 180o относительно плоскости валков таким образом, что
a) каждая кромка ленты прокатываемого материала находится на участке кольцеобразных выемок рабочих валков и кольцеобразных выемок промежуточных валков,
b) в верхнем комплекте валков и в нижнем комплекте валков участки рабочих валков и промежуточных валков, содержащие кольцеобразные выемки, расположены напротив друг друга, и
c) верхний комплект валков повернут относительно нижнего комплекта валков на угол 180o в плоскости прокатываемого материала.
Согласно предпочтительному выполнению форма и размер кольцеобразных выемок рабочих валков отличается от формы и размера кольцеобразных выемок промежуточных валков.
Кроме того, указанная задача решается в способе прокатки лент различной ширины в прокатной клети с использованием рабочих, опорных и промежуточных валков, причем рабочие и/или промежуточные валки выполнены с криволинейным или прямолинейным контуром и с возможностью взаимного осевого перемещения, за счет того что осевые сдвиги рабочих валков и промежуточных валков, отличающиеся друг от друга по длине, осуществляют таким образом, что всегда над прокатываемой лентой или под ней по меньшей мере один из валков находится своими кольцеобразными выемками в зоне кромок прокатываемой полосы.
Другие преимущества, подробности и признаки изобретения поясняются более подробно в примере выполнения, схематически показанном на чертеже, и из прилагаемых графиков.
В частности, показаны:
на фиг.1 - шестивалковая прокатная клеть, согласно изобретению,
на фиг.2 - график профиля прокатного зазора для шестивалковой прокатной клети, согласно известному уровню техники,
на фиг.3 - график профиля прокатного зазора для шестивалковой прокатной клети, согласно изобретению,
на фиг. 4 - график профиля прокатной клети для шестивалковой прокатной клети, согласно изобретению,
на фиг. 5 - график распределения нагрузки на рабочий и промежуточный валок для шестивалковой прокатной клети, согласно известному уровню техники,
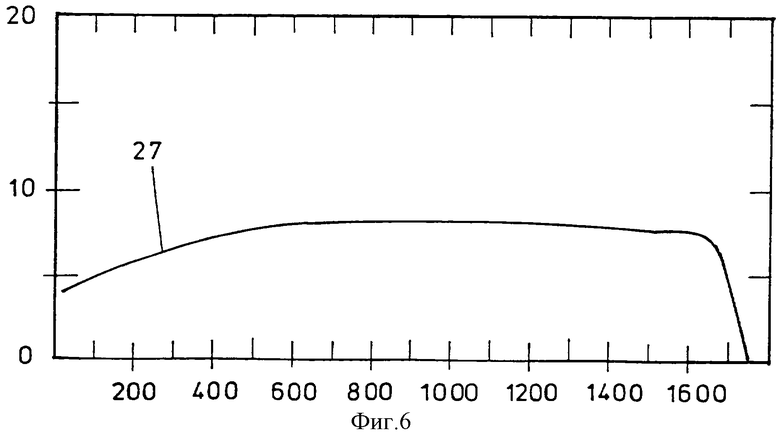
на фиг. 6 - график распределения нагрузки на рабочий и промежуточный валок для шестивалковой прокатной клети, согласно изобретению.
На фиг. 1 схематически изображено расположение валков в шестивалковой прокатной клети (10) с двумя рабочими валками (13а, 13б), двумя промежуточными валками (12а, 12б) и двумя опорными валками (11а, 11б).
Рабочие валки (13а, 13б) и промежуточные валки (12а, 12б) на одном из своих торцов снабжены кольцеобразными выемками (15а, 15б, 16а, 16б) и установлены так, что эти выемки (15а, 15б, 16а, 16б) находятся выше и ниже заготовки (14) на участке кромок ленты, располагаясь каждый раз у противоположных сторон рабочих валков (13а, 13б) и промежуточных валков (12а, 12б).
Вследствие этого в верхней паре валков опорное действие на участке слева от кромки ленты снижается кольцеобразной выемкой (15а) рабочего валка (13а), а на участке справа от кромки ленты - кольцеобразной выемкой (16а) промежуточного валка (12а), и рабочий валок (13а) не прогибается так сильно вокруг ленты (14).
То же относится и к нижней паре валков, которые повернуты на 180o относительно верхней пары.
На фиг.2-6 графики наглядно показывают, каких результатов можно достигнуть валками согласно изобретению, причем по каждой оси абсцисс отложена ширина ленты. По оси ординат на фиг.2-4 отложена бочкообразность в мм, по оси 5 и 6 - сила прокатки в кН/мм.
На фиг.2 представлен профиль прокатного зазора (в симметричном отображении) для шестивалковой прокатной клети со сплошными массивными валками согласно известному уровню техники для двух лент разной ширины. Бочкообразность рабочего валка выбрана равной 0,1418 мм, благодаря чему для широкой ленты (ширина 1600 мм) получается прямоугольный профиль (20) прокатного зазора. Однако при той же бочкообразности рабочего валка для более узкой ленты (ширина 1000 мм) получается неблагоприятный профиль прокатного зазора (21) с параболическим отклонением от плоскостности, равным 162 мкм, что пришлось бы компенсировать, применив увеличенную бочкообразность рабочих валков, равную 0,493 мм.
На фиг.3 представлен в симметричном отображении профиль прокатного зазора, получающийся при тех же ширинах ленты и той же прокатной нагрузке при патентуемой конструкции валков согласно фиг.1. В зоне выемок оба валка имеют толщину рабочего слоя 65 мм и смещены один относительно другого таким образом, что дно выемки для лент той и другой ширины совпадает с кромками ленты (перекрытие ü = 0). В этом примере бочкообразность рабочего валка, равная 0,0418 мм, была выбрана таким образом, что здесь тоже для широкой ленты (ширина 1600 мм) получается прямоугольный профиль прокатной щели. Однако и в случае более узкой ленты (ширина 1000 мм) достигается почти прямоугольный профиль (23) с нежелательной параболической погрешностью всего лишь 15,4 мкм, т. е. меньше одной десятой от параболической погрешности при цельных валках без выемок. Эту малую погрешность можно устранить, например, при помощи изгиба рабочего валка, не требуется никакого дальнейшего шлифования рабочих валков для получения большей бочкообразности.
На фиг. 4 показаны профили прокатной щели для широкой ленты (24) и для более узкой ленты (25), относящиеся к другому примеру. При такой же в остальном настройке, как в примере согласно фиг.3, здесь для обеих значений ширины рабочие валки сдвинуты таким образом, что дно выемки пересекается на расстоянии 15 мм с лентой (перекрытие ü = 15 мм). Положение промежуточных валков осталось неизменным. Из фиг.4 ясно видно, какое дополнительное влияние оказывает на утонение кромки ленты (edge drop) соответствующий сдвиг рабочего валка. Для надлежащего воздействия на плоскостность не требуется точное до миллиметров позиционирование выемок в рабочих валках, но все же путем такого позиционирования достигается дополнительная возможность настройки.
Следовательно, свобода позиционирования, ограниченная зоной кромок ленты, позволяет индивидуально влиять на кромки в отношении плоскостности и профиля (утонения). Поэтому при помощи патентуемой конструкции валков можно путем соответствующего сдвига рабочих и промежуточных валков настраивать независимо друг от друга профиль и плоскостность кромки и центральной части ленты.
Оба следующих графика на фиг.5 и 6 иллюстрируют еще раз преимущество изобретения по сравнению с известным уровнем техники, согласно которому в прокатных клетях применяются цельные валки. Если кромка бочки промежуточного (цельного) валка сдвинута в пределах бочки опорного валка, в зоне этой сдвинутой кромки происходит скачкообразный спад нагрузки, в результате чего на валках появляются нежелательные метки. На фиг.5 показано распределение нагрузки между рабочим и промежуточным валками в такой прокатной клети в зависимости от ширины валка; ясно видно резкое падение нагрузки в правом конце кривой (26).
При применении валков с кольцеобразными выемками согласно изобретению в зоне сдвинутой кромки, где работает "более мягкая" часть валка с ее выемками, происходит более плавное падение нагрузки, как видно из соответствующего графика на фиг.6, где кривая (27) спадает справа более плавно. Этот плавный спад нагрузки благоприятно сказывается на валках и не приводит к появлению нежелательных меток.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2195377C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| Способ прокатки металлических полос | 1983 |
|
SU1787052A3 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ ПРОКАТЫВАЕМОЙ ЛЕНТЫ | 1996 |
|
RU2184630C2 |
| ВАЛОК ДЛЯ ВОЗДЕЙСТВИЯ НА ПЛОСКОСТНОСТЬ | 1999 |
|
RU2220797C2 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА ПРОКАТА | 1987 |
|
RU2050994C1 |
| СПОСОБ ПРОКАТКИ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2203154C2 |
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| Способ управления шестивалковой клетью прокатного стана | 1983 |
|
SU1477239A3 |




Изобретение относится к области прокатки металлов. Задача изобретения - упрощение воздействия на профиль и плоскостность кромки ленты. При прокатке лент различной ширины требуется приспосабливать бочкообразность рабочих валков, чтобы компенсировать воздействие промежуточных и опорных валков вблизи кромок ленты, так как рабочие валки вблизи этих кромок прогибаются. Рабочим, промежуточным и опорным валкам придается такой осевой сдвиг, что на кромках лент не проявляется утонение. В одном из торцов каждого рабочего валка и промежуточного валка выполнены кольцеобразные выемки. Верхний комплект валков развернут относительно нижнего на 180o. Осевые сдвиги рабочих и промежуточных валков производят на разное расстояние. Изобретение обеспечивает уменьшение смятия кромок ленты и их утонения. 2 с. и 1 з.п.ф-лы, 6 ил.
| Способ циркуляции кислоты в целлюлозо-варочных котлах | 1935 |
|
SU49798A1 |
| US 4683744, 04.08.1987 | |||
| Клеть прокатного стана | 1981 |
|
SU1306468A3 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| US 4722212, 02.02.1988. | |||

