Изобретение относится к прокатной клети для изготовления катаной полосы, содержащей рабочие валки, которые при необходимости опираются на опорные или промежуточные валки, при этом рабочие валки, и/или опорные валки, и/или промежуточные валки выполнены с возможностью перемещения друг относительно друга в осевом направлении.
Известны прокатные станы со смещаемыми валками, при этом каждый валок, по меньшей мере, одной такой валковой пары снабжен изогнутым, проходящим к краю бочки контуром, который, проходя соответственно на противоположных сторонах двух валков, распространяется на часть ширины валка, при этом изогнутый контур проходит по всей длине бочки обоих валков и имеет форму, при которой контуры двух валков в определенном осевом положении являются дополнительными друг к другу.
Так, в документе DE-C-36-24241 описан прокатный стан, в котором рабочие валки выполнены с таким контуром, что они сужаются к одному концу валка и расширяются к другому, при этом валки выполнены с возможностью такого перемещения друг относительно друга по оси в противоположном направлении, что сужающийся конец рабочего валка или промежуточного валка располагается между краем полосы и краем соответствующего рабочего валка, а также предпочтительно ориентированы и удерживаются по краю полосы.
Кроме того, из документа EP 0249801 B1 известен прокатный стан для изготовления полосы, в котором валки выполнены с искривленным контуром, проходящим, по существу, по всей длине валка. Контуры всех валков в начальном состоянии, то есть при отсутствии нагрузки, выполнены таким образом, что осевое изменение суммы действительных диаметров бочек валков при каждом относительном изменении осевого положения валков друг по отношению к другу описывается симметричной по отношению к центру валка математической непостоянной функцией.
Обычно изменение искривленного контура валка математически описывается полиномом третьего порядка. Согласно обычно применяемым на практике величинам смещения и действительным значениям изгиба на валках согласно определенным правилам формируется позитивная и негативная область установки для CVC-валков (постоянно изменяющийся рост). Обычный CVC-контур также применяется, если требуется отрицательное значение CRA (CRA - эквивалентный рост по отношению к нормальной выпуклости валка).
Ранее на практике были получены отрицательные результаты применения контура валка, описываемого полиномом третьего порядка, в отношении износа валка в шестивалковых клетях. Значительные изменения диаметра промежуточных валков вызывали повышенный износ и выщербленную поверхность на опорных валках, при этом картина износа на опорных валках по их длине соответствовала форме CVC-контура. Также и в четырехвалковых клетях амплитуда контура вначале также значительно превышала необходимую для заданной программы прокатки, что также вело вначале к повышенному износу опорных валков.
Так как при использовавшихся на практике величинах смещения и действительных значения изгиба на валках не всегда требовалась негативная область установки для CVC-валков, и с учетом отрицательного изгиба, установлено, что в основном требуются только положительные CVC-значения, поэтому задачей изобретения является создание формы контура валков только в положительной области, при которой устраняются недостатки применения CVC-валков с контуром, описываемым полиномом третьего порядка.
Поставленная задача решается признаками, приведенными в отличительной части пункта формулы изобретения, а именно тем, что общая длина L бочки каждого промежуточного валка в шестивалковой клети или каждого рабочего валка в четырехвалковой клети состоит из цилиндрического участка Z бочки и выпуклого искривленного участка R(x), при этом точку А перехода от цилиндрического к искривленному участку выбирают в области L/2<=x<L (х отсчитывается от конца цилиндрической части бочки), причем искривленный контур, который на обоих валках проходит в направлении конца бочки по части длины валков и соответственно на их противоположных сторонах, описывается математическим полиномом R(x)=a0+…anxn, при этом n>=5.
Применение подобного выпуклого валка с частично выпуклым контуром бочки валка, который в конечном итоге имеет нижнее значение контура CVCplus, обеспечивает равномерное распределение контактных напряжений между лежащими друг над другом валками. Это, например, сложно достижимо у валков с S-образным (CVC) контуром, так как при этом возникают локальные напряжения в области бочки, которые ведут к увеличению износа валков и могут компенсироваться соответствующими средствами компенсации, приданными лежащим выше валкам.
Согласно изобретению валки, частично снабженные выпуклым контуром, выполняются с таким диаметром, что сила изгиба, воздействующая на зазор между валками, по существу, описывается функцией х2.
Валки с обычным х3-CVC контуром также обеспечивают в основном параболическое воздействие, так что отсутствует установка, при помощи которой возможно влияние на дефекты плоскостности более высокого порядка. Это в особенности имеет значение для валков так называемых Z-вертикальных клетей, которые вследствие малого диаметра валков и из конструктивных соображений выполняют без устройств изгиба валков. При применении промежуточных или рабочих валков согласно изобретению с контуром, описываемым выражением х5+х6+х7, данный недостаток может быть устранен.
За счет того, что согласно изобретению точку А перехода от цилиндрического к искривленному участку устанавливают по выбору в области L/2<=x<L, могут достигаться различные цели при установке профиля. Например, если точка А перехода находится в положении х/2, то устраняются в основном дефекты плоскостности, описываемые параболической функцией (х2), при положении точки А перехода х>=L/2 могут устраняться дефекты плоскостности более высоких порядков (х4 и выше).
Так как валки, выполненные согласно изобретению, оказывают свое влияние, то помимо выпуклых валков остальные валки в прокатной клети могут выполняться цилиндрическими.
Дальнейшие преимущества, детали и особенности настоящего изобретения описаны на примерах реализации со ссылкой на прилагаемые чертежи, на которых показано:
фиг.1 - валки шестивалковой клети с промежуточными валками, выполненными согласно изобретению,
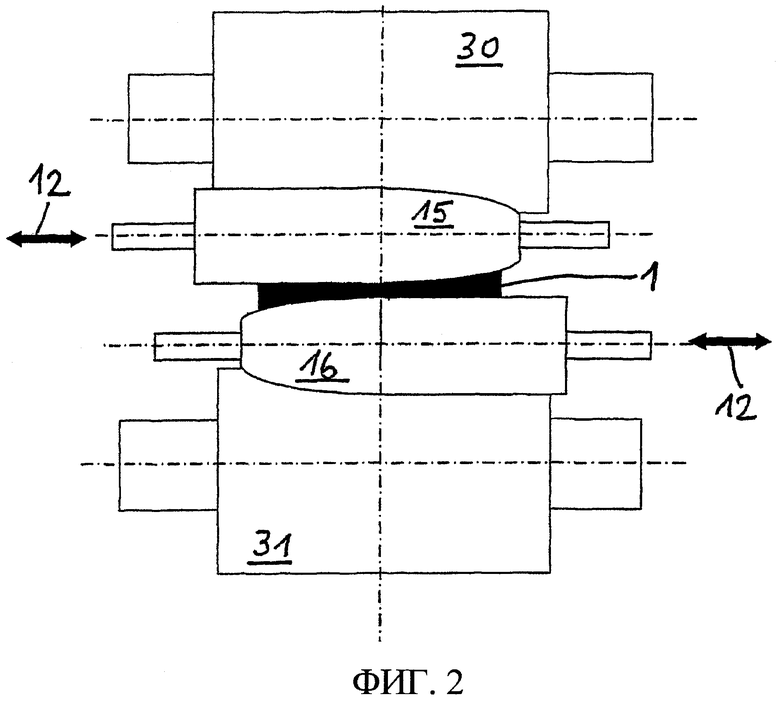
фиг.2 - валки четырехвалковой клети с выполненными согласно изобретению рабочими валками,
фиг.3 - устанавливаемый профиль зазора между валками в шестивалковой клети,
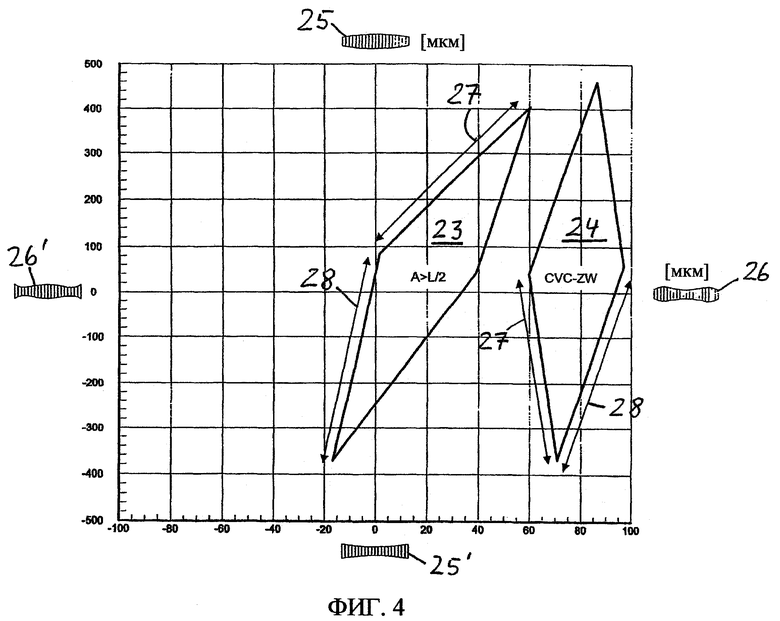
фиг.4 - поле установки на примере шестивалковой клети по фиг.3,
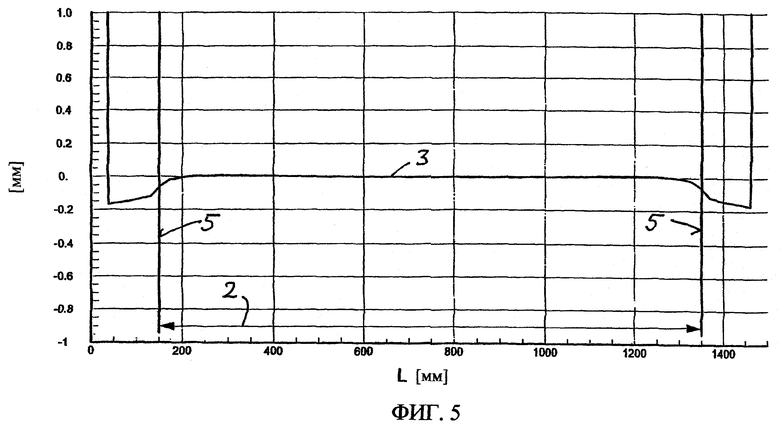
фиг.5 - профиль зазора между валками в шестивалковой клети по фиг.3 с выполненными согласно изобретению рабочими валками,
фиг.6 - профиль зазора между валками в шестивалковой клети по фиг.3 с классическими CVC-рабочими валками,
фиг.7 - распределение усилия сжатия между промежуточными и опорными валками для профиля зазора между валками по фиг.5,
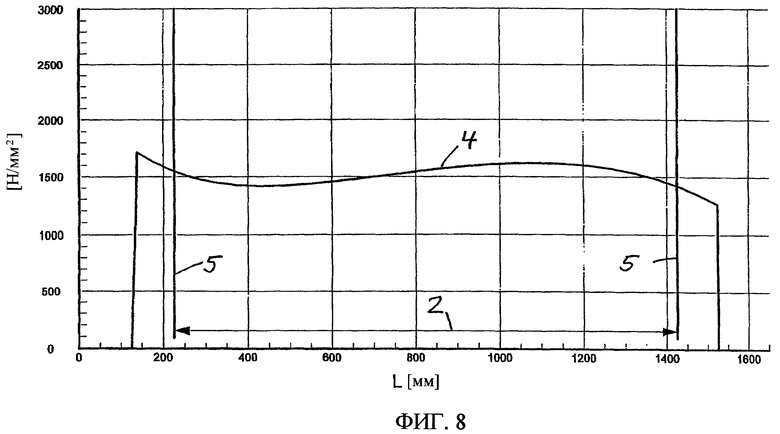
фиг.8 - распределение усилия сжатия между промежуточными и опорными валками для профиля зазора между валками по фиг.6.
На фиг.1 показана прокатная шестивалковая клеть для изготовления катаной полосы 1, содержащая рабочие валки 10, 11, промежуточные валки 20, 21 и опорные валки 30, 31. Рабочие валки 10, 11 и опорные валки 30, 31 по всей длине бочки выполнены цилиндрическими и в представленном примере без возможности осевого смещения, в то время как промежуточные валки 20, 21 в соответствии с изобретением выполнены с возможностью осевого смещения в направлении стрелки 22 и имеют частично выпуклый изогнутый участок R(x) бочки валка. Точка А перехода между изогнутым участком R(x) бочки валка и оставшимся цилиндрическим участком Z бочки валка находится при показанных промежуточных валках 20, 21 точно на середине длины L бочки валка, то есть при x=L/2 (х отсчитывается от конца цилиндрической части бочки валка), при этом промежуточные валки 20, 21 подходят в основном для устранения параболических (х2) дефектов плоскостности.
На фиг.2 показано альтернативное применение выполненных согласно изобретению рабочих валков 15, 16 в четырехвалковой клети при изготовлении катаной полосы при помощи рабочих валков 15, 16 и опорных валков 30, 31. В то время как цилиндрические опорные валки 30, 31 выполнены без возможности осевого перемещения, выпуклые рабочие валки 15, 16 могут перемещаться в осевом направлении по стрелке 12. В отличие от выполнения рабочих валков 10, 11 шестивалковой клети по фиг.1 четко видно, что выполнение рабочих валков 15, 16 в форме выпуклых валков ведет к большим диаметрам валков.
На фиг.3 нанесена система координат для возможной настройки профиля зазора между валками шестивалковой клети с небольшими рабочими валками при двух различных промежуточных валках: с выпуклым изогнутым контуром бочки валка и классическим CVC-промежуточным валком, для всей области смещения и при постоянном значении изгиба промежуточных валков. Кроме того, на диаграмме по вертикали представлено квадратичное влияние на зазор между валками, изображенное символом 25 для положительных и символом 25' для отрицательных изменений. Не квадратичные изменения показаны по горизонтали символом 26 для положительных и символом 26' для отрицательных изменений. Для более наглядного изображения достигаемого эффекта масштаб по горизонтали значительно увеличен по отношению к вертикали.
Как следует из показанной диаграммы, в случае промежуточного валка 20 с точкой А перехода между изогнутым участком бочки валка и оставшимся цилиндрическим участком бочки валка А=L/2 при смещении между максимальным положением 29 смещения и минимальным положением 29' смещения наблюдается в основном квадратичное влияние на профиль. В случае промежуточного валка 20' с точкой А перехода между изогнутым участком бочки валка и оставшимся цилиндрическим участком бочки валка А>L/2 при смещении между максимальным положением 29 смещения и минимальным положением 29' смещения наблюдается в основном влияние на профиль валка в районе x4. В сравнительно изображенном случае с промежуточным CVC-валком 20'' также при смещении между максимальным положением 29 смещения и минимальным положением 29' смещения наблюдается в основном квадратичное влияние.
На фиг.4 представлено нанесение в системе, показанной на фиг.3, возможного профиля зазора между валками для промежуточного валка 20 согласно изобретению и для классического промежуточного CVC-валка 20'', которое обеспечивается, если помимо смещения промежуточных валков также меняется величина их изгиба. На примере шестивалковой клети по фиг.3 формируется поле 23 установки для промежуточного валка 20 согласно изобретению и поле 24 установки для промежуточного CVC-валка 20''. Поле 24 установки для промежуточного CVC-валка 20'' содержит видимое х4 остаточное отклонение от нулевого значения системы координат (прямоугольный профиль).
На фиг.5 в качестве примера показан достигаемый профиль 3 зазора между валками в шестивалковой клети по фиг.3 с выполненными по изобретению промежуточными валками для случая установки оптимального изгиба и оптимального смещения промежуточных валков. Показано изменение профиля 3 зазора между валками по всей длине L бочки валка и положение широкой стороны 2 полосы.
Как видно из фиг.6, в случае шестивалковой клети по фиг.3 при применении классических промежуточных CVC-валков остается отклонение х4 от линейного профиля зазора между валками, что уже показано на фиг.4.
Для обеспечения хороших результатов применения выпуклых валков с горизонтальным изменением профиля 3 зазора между валками по фиг.5 требуется выбор в зависимости от износа определенного распределения 4 усилия сжатия между промежуточным и опорным валком, показанное на фиг.7.
Из сравнения с CVC-валками, которые для профиля 3 зазора между валками, показанного на фиг.6, имеют распределение 4 усилия сжатия между промежуточным и опорным валком, показанное на фиг.8, видно, что при применение выпуклых валков обеспечивается равномерное изменение усилия, что ведет к соответствующему повышению времени работы выпуклых валков.
Список использованных обозначений



Изобретение относится к обработке металлов давлением, а именно к форме валков прокатной клети для изготовления полосы. Прокатная клеть для изготовления катаной полосы (1) содержит рабочие валки (10, 11), опирающиеся при необходимости на опорные валки (30, 31) или на промежуточные валки (20, 21), и опорные валки (30, 31). Рабочие валки (10, 11), и/или промежуточные валки (20, 21), и/или опорные валки (30, 31) выполнены с возможностью осевого перемещения. Длина (L) бочки каждого промежуточного валка (20, 21) в шестивалковой клети или каждого рабочего валка в четырехвалковой клети состоит из цилиндрического участка (Z) бочки и выпуклого искривленного участка R(x) бочки. Точка (А) перехода от цилиндрического к искривленному участку, отсчитывая от конца цилиндрической части бочки, устанавливается в области L/2<=x<L. Искривленный контур, который на обоих валках (20, 21) проходит в направлении конца бочки по части длины валков и на их соответственно противоположных сторонах, описывается математическим полиномом R(x)=a0+…anxn, где n>=5. Изобретение обеспечивает равномерное изменение усилия на валки со стороны металла, что ведет к повышению времени работы выпуклых валков. 7 з.п. ф-лы, 8 ил.
1. Прокатная клеть для изготовления катаной полосы (1), содержащая рабочие валки (10, 11, 15, 16), опирающиеся при необходимости на опорные валки (30, 31) или на промежуточные валки (20, 21) и опорные валки (30, 31), при этом рабочие валки (10, 11, 15, 16) и/или промежуточные валки (20, 21), и/или опорные валки (30, 31) выполнены с возможностью осевого перемещения, отличающаяся тем, что длина (L) бочки каждого промежуточного валка (20, 21) в шестивалковой клети или каждого рабочего валка (15, 16) в четырехвалковой клети состоит из цилиндрического участка (Z) бочки и выпуклого искривленного участка R(x) бочки, при этом точка (А) перехода от цилиндрического к искривленному участку, отсчитывая от конца цилиндрического участка бочки, расположена в области L/2<=x<L, причем контур искривленного участка на обоих валках (15, 16, 20, 21) проходит в направлении конца бочки по части длины валков на их соответственно противоположных сторонах и описывается математическим полиномом R(x)=a0+…anxn, при этом n>=5.
2. Прокатная клеть по п.1, отличающаяся тем, что валки (15, 16, 20, 21), выполненные как выпуклые валки и снабженные выпуклым искривленным участком R(x) бочки, имеют такой диаметр, что сила изгиба валков по существу параболически (х2) влияет на профиль (3) зазора между ними.
3. Прокатная клеть по любому из пп.1 и 2, отличающаяся тем, что для регулирования и устранения в основном параболических (х2) дефектов плоскостности точка (А) перехода от цилиндрического к искривленному участку расположена в положении x=L/2.
4. Прокатная клеть по любому из пп.1 и 2, отличающаяся тем, что для регулирования и устранения дефектов плоскостности высокого порядка (х4 и выше) точка (А) перехода от цилиндрического к искривленному участку расположена в положении x=>L/2.
5. Прокатная клеть по п.3, отличающаяся тем, что для регулирования и устранения дефектов плоскостности высокого порядка (х4 и выше) точка (А) перехода от цилиндрического к искривленному участку расположена в положении x=>L/2.
6. Прокатная клеть по любому из пп.1, 2, 5, отличающаяся тем, что помимо валков (15, 16, 20, 21), выполненных как выпуклые валки и снабженных выпуклым искривленным участком R(x) бочки, остальные валки прокатной клети имеют по существу цилиндрическую бочку (Z).
7. Прокатная клеть по п.3, отличающаяся тем, что помимо валков (15, 16, 20, 21), выполненных как выпуклые валки и снабженных выпуклым искривленным участком R(x) бочки, остальные валки прокатной клети имеют по существу цилиндрическую бочку (Z).
8. Прокатная клеть по п.4, отличающаяся тем, что помимо валков (15, 16, 20, 21), выполненных как выпуклые валки и снабженных выпуклым искривленным участком R(x) бочки, остальные валки прокатной клети имеют по существу цилиндрическую бочку (Z).
| DE 3624241 A1, 28.01.1988 | |||
| DE 69115746 T2, 04.07.1996 | |||
| Способ циркуляции кислоты в целлюлозо-варочных котлах | 1935 |
|
SU49798A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |

