Изобретение относится к прокатному производству, в частности к конструкциям валковых узлов листопрокатных клетей, предназначенных для холодной и горячей нереверсивной прокатки.
Известен валковый узел листопрокатной нереверсивной клети кварто, содержащий рабочие и опорные валки с подушками. Незафиксированные в осевом направлении подушки рабочих валков размещены в проемах подушек опорных валков, а плоские боковые поверхности подушек рабочих валков и сопрягаемые с ними направляющие поверхности подушек опорных валков выполнены под углом к осям валков [1].
В данной конструкции при осевых перемещениях рабочих валков в процессе прокатки происходит изменение формы межвалкового зазора, что приводит к ухудшению точности и плоскостности листов.
Известен также валковый узел прокатной клети кварто, содержащий опорные и рабочие валки, подушки опорных валков с защелками и с проемами, между боковинами которых с возможностью осевого перемещения установлены подушки рабочих валков, по меньшей мере одна из которых контактирует с боковиной проема через клиновидную пару, один из клиньев которой расположен на подушке рабочего валка, а другой - на боковине проема подушки опорного валка [2].
При такой конструкции валкового узла в процессе самоустановки параллельности рабочих и опорных валков при осевых перемещениях рабочих валков меняется форма межвалкового зазора, ухудшается точность и плоскостность прокатываемых полос.
Наиболее близким по конструкции и достигаемым результатам к изобретению является валковый узел листопрокатной клети кварто, содержащий рабочие и опорные валки с профилированными бочками, с незафиксированными в осевом направлении рабочими валками с подушками, боковые направляющие поверхности которых выполнены под углом 3-4o к оси рабочего валка. Рабочие валки имеют выпуклый профиль бочки, а бочки опорных валков - цилиндрические, переходящие на концевых участках в скосы или врезы длиной 150-200 мм [3] - прототип.
Недостатки известного валкового узла состоят в следующем. Профилировку рабочих и опорных валков определяют исходя из необходимости получения плоских листов с симметричным профилем поперечного сечения при минимальной разнотолщинности и неплоскостности. В процессе работы валкового узла имеют место перемещения рабочих валков в осевых направлениях при их самоустановках, что приводит к непредсказуемому изменению формы межвалкового зазора, снижению точности и плоскостности листов.
Цель изобретения состоит в повышении точности и плоскостности листов.
Поставленная цель достигается тем, что в известной конструкции валкового узла листопрокатной клети кварто, содержащего рабочие и опорные валки с профилированными бочками, с незафиксированными в осевом направлении рабочими валками с подушками, боковые направляющие поверхности которых выполнены под углом 1-5o к оси рабочего валка, согласно изобретению, опорные валки имеют выпуклый профиль бочки с кривизной профильной линии 0,01-0,60•10-1 м-1, а рабочие - вогнутый, с кривизной профильной линии 0,01-0,05•10-3 м-1.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются валковыми узлами листопрокатной клети кварто. Оба содержат рабочие и опорные валки с профилированными бочками. В обеих конструкциях рабочие валки с подушками не зафиксированы в осевом направлении. Также в обеих конструкциях боковые направляющие поверхности подушек рабочих валков выполнены под углом к оси рабочего валка.
Отличия предложенного устройства состоят в том, что угол наклона боковых направляющих поверхностей подушек составляет 1-5o, опорные валки имеют выпуклый профиль бочки с кривизной профильной линии 0,01-0,60•10-3 м-1, тогда как в известном опорные валки цилиндрические, а по краям бочки выполнены скосы или врезы. В предложенном устройстве рабочие валки имеют вогнутый профиль бочки с кривизной профильной линии 0,01-0,05•10-3 м-1, а в известном - выпуклый, с величиной выпуклости 0,1- 0,3 мм.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и заключающиеся в повышении точности и плоскостности листов. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность изобретения состоит в следующем. Выполнение опорных валков с выпуклым профилем бочки, а рабочих с вогнутым при регламентированных значениях кривизны профильных линий позволяет исключить влияние положения рабочих валков относительно друг друга и опорных валков на форму межвалкового зазора в процессе прокатки. При любых положениях, которые рабочие валки могут занимать после самоустановки, межвалковый зазор (с учетом прогибов валков и сплющивании) и форма поперечного сечения листов остаются неизменными. За счет этого достигается стабильность распределения вытяжек по ширине листов, повышается их точность и плоскостность.
Угол наклона боковых направляющих поверхностей подушек рабочего валка к его оси зависит от конструктивных параметров стана. Уменьшение угла менее 1o приводит к увеличению осевых перемещений рабочего валка для самоустановки, что усложняет реализацию устройства, ухудшает точность и плоскостность листов. Увеличение этого угла более 5o снижает точность самоустановки параллельности осей валков, сохраняет осевые нагрузки подшипников.
Экспериментально установлено, что при значении кривизны выпуклой профильной линии менее 0,01•10-3 м-1 для опорных валков, а также кривизны вогнутой профильной линии менее 0,01•10-3 м-1 для рабочих валков при осевом перемещении рабочих валков происходит изменение формы межвалкового зазора, ухудшается точность и плоскостность листов.
Увеличение кривизны выпуклости профильной линии более 0,60•10-3 м-1 для опорных валков, а также кривизны вогнутой профильной линии более 0,05•10-3 м-1 для рабочих валков приводит к неравномерности деформации по ширине полосы, увеличивает поперечную разнотолщинность листов и волнистость по кромкам, что недопустимо.
На чертеже изображены нижние рабочий и опорный валки с подушками, вид сверху.
Валковый узел состоит из двух опорных валков 1 и двух рабочих валков 2. Опорные валки 1 посредством подшипниковых узлов установлены в подушках 3 опорных валков, а рабочие валки 2 - в подушках 4 рабочих валков. Боковые направляющие поверхности 5 подушек 4 рабочих валков выполнены под углом α =1-5o к оси рабочего валка 2. Направляющие 6 установлены неподвижно, а рабочий валок 2 с подушками 4 не закреплен в осевом направлении.
Опорные валки 1 имеют выпуклый профиль бочки с кривизной профильной линии ρ0 =0,01-0,60•10-3 м-1, а рабочие валки 2 имеют вогнутый профиль бочки с кривизной профильной линии ρp =0,01-0,05•10-3 м-1. Заданную профилировку опорных 1 и рабочих 2 валков получают при их размерном шлифовании с использованием копиров.
Устройство работает следующим образом.
В процессе прокатки рабочие валки 2 прижаты к смежным опорным валкам 1 усилием прокатки. Усилие прокатки вызывает прогиб и сплющивание рабочих валков 2 и опорных валков 1. За счет наличия выпуклости бочки опорного валка 1 с кривизной профильной линии ρ0 и вогнутости бочки рабочего валка 2 с кривизной профильной линии ρp достигается компенсация прогиба и сплющивания рабочих валков 2 и опорных валков 1, в результате чего прокатанные листы имеют высокую точность и плоскостность.
В случае перекоса в горизонтальной плоскости опорного валка 1 и рабочего валка 2, обусловленного, например, нарушением установки, износом и деформацией подушек 4 рабочих валков и подушек 5 опорных валков, возникают осевые усилия. Под действием осевого усилия незафиксированный рабочий валок 2 смещается со своими подушками 4 в осевом направлении. Боковые направляющие поверхности 5 подушек 4, выполненные под углом α к оси рабочего валка 2, скользят по неподвижным направляющим 6, что приводит к повороту рабочего валка 2 в горизонтальной плоскости в сторону уменьшения первоначального угла перекоса. После самоустановки рабочие валки 2 занимают новые положения как относительно друг друга, так и относительно опорных валков 1. Но поскольку опорные валки 1 имеют выпуклый профиль с кривизной профильной линии ρ0 , а рабочие валки 2 - вогнутый с кривизной профильной линии ρp , в новом положении рабочих валков 2 форма зазора между ними сохраняется прежней, вследствие чего и прокатанные листы имеют высокую точность и плоскостность.
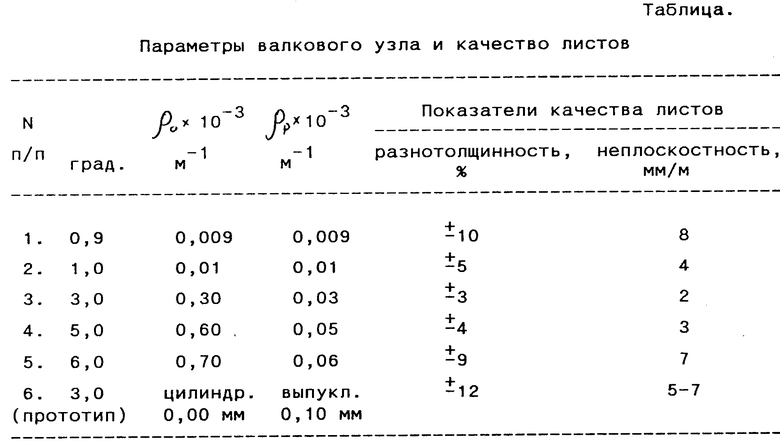
Варианты выполнения конструкции валкового узла и показатели качества прокатанных листов представлены в таблице.
Из таблицы следует, что при использовании валкового узла предложенной конструкции (варианты 2-4) достигается повышение точности и плоскостности листов. В случае запредельных значений заявленных параметров конструкции валкового узла (варианты 1 и 5) точность и плоскостность прокатанных листов снижаются. Также низкие показатели по точности и плоскостности листов достигаются при использовании устройства-прототипа (вариант 6).
Технико-экономические преимущества предложенной конструкции валкового узла заключаются в том, что выполнение опорных валков с выпуклым профилем бочки и кривизной профильной линии 0,01-0,60•10-3 м-1, а рабочих - с вогнутым профилем бочки и кривизной профильной линии 0,01-0,05•10-3 м-1 позволяет сохранить форму межвалкового зазора при осевых перемещениях рабочих валков в процессе их самоустановки. За счет этого достигается стабилизация работы валкового узла, обеспечивается повышение точности и плоскостности прокатываемых листов.
В качестве базового объекта принято устройство-прототип. Применение предложенного валкового узла позволит повысить рентабельность листопрокатного производства на 5-7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПОДУШЕК РАБОЧЕГО ВАЛКА КЛЕТИ КВАРТО | 1998 |
|
RU2137561C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| ОПОРНЫЙ УЗЕЛ РАБОЧЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2147473C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОГО СТАНА | 1992 |
|
RU2043797C1 |
Изобретение относится к прокатному производству, в частности к конструкциям валковых узлов листопрокатных клетей, предназначенных для холодной и горячей нереверсивной прокатки металла. Валковый узел листопрокатной клети кварто содержит рабочие и опорные валки с профилированными бочками, с незафиксированными в осевом направлении рабочими валками с подушками, боковые направляющие поверхности которых выполнены под углом 1-5° к оси рабочего валка. С целью повышения точности и плоскостности листов, опорные валки имеют выпуклый профиль бочки с кривизной 0,01-0,60•10-3 м-1, а рабочие валки - вогнутый профиль бочки с кривизной профильной линии 0,01-0,05•10-3 м-1. 1 табл. 1 ил.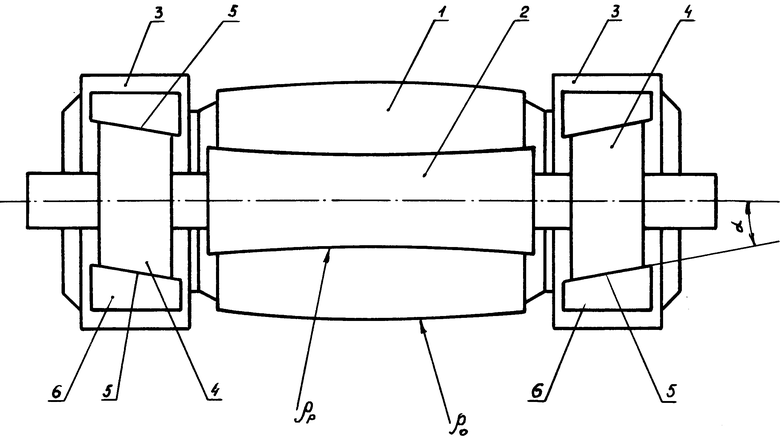
Валковый узел листопрокатной клети кварто, содержащий рабочие и опорные валки с профилированными бочками, с незафиксированными в осевом направлении рабочими валками с подушками, боковые направляющие поверхности которых выполнены под углом к оси рабочего валка, отличающийся тем, что угол наклона боковых направляющих поверхностей подушек составляет 1 - 5o, опорные валки имеют выпуклый профиль с кривизной профильной линии 0,01 - 0,60 • 10-3м-1, а рабочие - вогнутый профиль с кривизной профильной линии 0,01 - 0,05 • 10-3м-1.
| SU, авторское свидетельство, 668731, B 21 B 31/02, 1979 | |||
| SU, авторское свидетельство, 1690874, B 21 B 31/02, 1991 | |||
| Пименов А.Ф | |||
| и др | |||
| Высокоточная прокатка тонких листов | |||
| - М.: Металлургия, 1988, с.146, 152-153. |

