Изобретение относится к технологии склеивания теплонапряженных элементов конструкций, преимущественно деталей сопел ракетных двигателей из углекомпозитных материалов, когда клеевое соединение работает в температурных условиях, при которых материал одной или обеих деталей претерпевает термическое разложение.
Из технической литературы (см. Д.А.Кардашов, А.П.Петрова. Полимерные клеи. - М.: Химия, 1983, стр.162, 175, 177) известен способ склеивания, принятый за прототип, заключающийся в подготовке поверхностей под склеивание, нанесении слоя клея, прижатии склеиваемых поверхностей и проведении режима отверждения клеевого слоя. Подготовка поверхностей обычно заключается в одном из следующих способов:
- физические (механические) - абразивная обработка и (или) зачистка шлифовальными шкурками;
- химические (электрохимические) - травление и (или) анодное оксидирование.
В настоящее время в целях создания облегченных конструкций сопел предпринимаются попытки поднять рабочую температуру клеевых соединений отдельных деталей сопла, в частности вклеенной теплозащиты раструбов из углепластиков в металлическую арматуру, до уровня значений, превышающих температуру начала термодеструкции связующего углепластика (≈300°С). Разработаны клеевые составы, которые обеспечивают требуемую адгезионную прочность клеевых соединений при высоких (до 1000°С и выше) температурах. Так, клей ВК-20М обеспечивает адгезионную прочность на отрыв в пределах 8-15 кг/см2 при температуре 1000°С. При этом определение адгезионных характеристик при высоких температурах проводилось на образцах, изготовленных из термически неразлагающихся материалов (металлов). Однако, как показали испытания, реальный уровень адгезионных характеристик высокотемпературных клеевых соединений деталей в области температур, больших 300°С, оказался существенно ниже, чем определенный при тех же температурах на образцах, выполненных из металла, что не позволяет реализовать возможности высокотемпературного клея и создать работоспособную легкую конструкцию раструбов сопел с вклеенной теплозащитой из углепластиков.
Технической задачей предлагаемого изобретения является повышение адгезионных характеристик клеевого соединения углепластиковых деталей при температурах свыше 300°С.
Технический результат достигается тем, что в способе склеивания теплонапряженных деталей из композиционных материалов на основе угольного каркаса и фенолформальдегидного связующего, включающем обработку склеиваемых поверхностей, нанесение клея, прижатие деталей и последующее отверждение клея, обработку склеиваемых поверхностей осуществляют путем внешнего нагрева склеиваемых деталей до образования прококсованного слоя глубиной 0,5-2,0 мм.
Признак, включающий обработку поверхностей путем внешнего нагрева склеиваемых деталей до образования прококсованного слоя, является существенным.
Эффективность изобретения достигается за счет того, что при склеивании клей внедряется в образовавшиеся при разложении связующего поры, контактирует с наполнителем (углеродным каркасом) по большей поверхности, тем самым увеличивая адгезионные характеристики клеевого соединения.
Способ может применяться как при склеивании деталей из композиционных материалов между собой, так и при склеивании деталей из композиционного материала и металла.
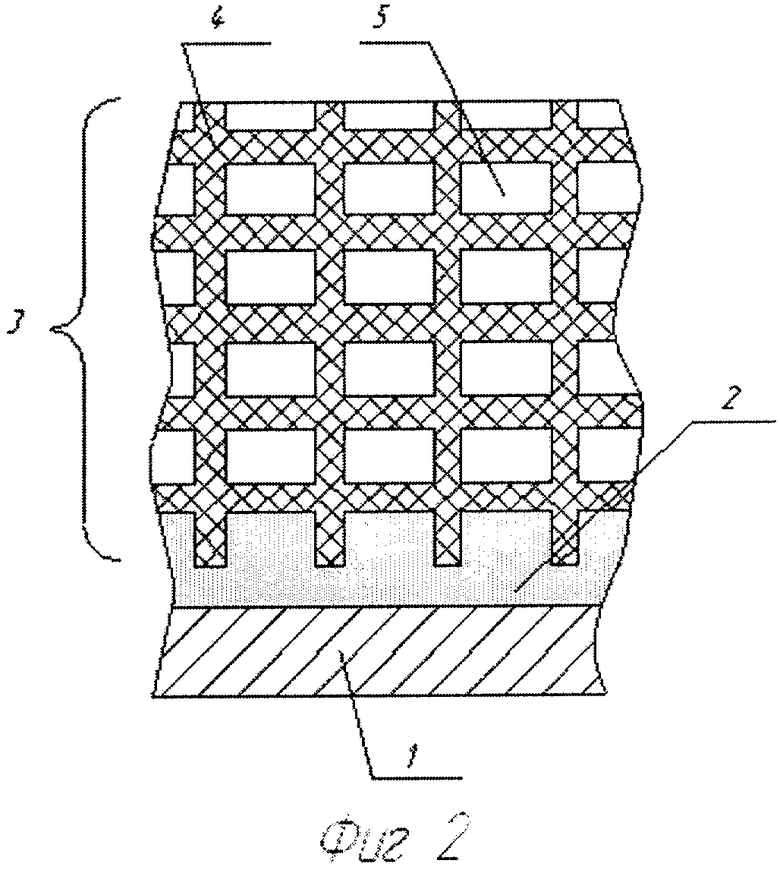
На фиг.1 показана склейка теплонапряженных деталей без термообработки поверхности. На фиг.2 показана склейка теплонапряженных деталей после термообработки поверхности.
Клеевое соединение состоит, например, из силовой металлической оболочки 1, слоя высокотемпературного клея 2, углепластиковой детали 3. Углепластик детали 3 состоит из каркаса из угольной ткани 4 и связующего фенольно-формальдегидного типа 5.
После того как детали 1 и 3 в исходном положении приклеены (фиг.1), практически между слоем клея 2 и каркасом 4 находится слой связующего 5. По мере прогрева клеевого стыка при температурах, больших 300°С, начинается термическое разложение связующего с выделением летучих веществ и образованием пористого и малопрочного коксового слоя. Поскольку скрепление слоя клея с углепластиком происходит в основном через слой смолы, то по мере ее терморазложения и образования пустот уменьшается площадь скрепления слоя с углепластиком с ухудшением адгезионных характеристик склейки, хотя сам клей может и не претерпевать структурных изменений. Улучшить адгезионные свойства клеевого слоя можно, если при склеивании обеспечить большую площадь скрепления клея с теми структурными элементами углепластика, которые при нагреве не разлагаются. К ним можно отнести угольный каркас (наполнитель), не разлагающийся при нагреве. Для этого предлагается в углепластике со стороны склеиваемой поверхности предварительно провести путем внешнего нагрева прококсовку связующего на глубину 0,5-2,0 мм в зависимости от исходной толщины и затем проводить склеивание (фиг.2).
Представляется целесообразным, чтобы термообработка поверхности проводилась при температуре не ниже максимальной температуры работы клеевого соединения в составе изделия (для завершения процессов терморазложения в пристеночном слое на стадии подготовки поверхности к склеиванию).
В качестве примера приведен способ вклейки теплозащиты раструба сопла ракетного двигателя твердого топлива (РДТТ) из углепластика УТ3Ф2УМН в титановую оболочку. После проведения обработки вклеиваемой поверхности тепловым потоком с параметрами: коэффициент конвективного теплообмена α≈2 Вт/м2К, температура Т≈3300 К в течение ≈5 с, изотерма 800 К, соответствующая границе заметного терморазложения связующего фенольного типа, перемещается на 1,5-2,0 мм, что, улучшая адгезию, не снизит теплозащитных свойств оболочки. Затем на склеиваемые поверхности наносят клей, осуществляют прижатие склеиваемых деталей и последующее отверждение клея.
Предложенный способ позволяет улучшить адгезионные характеристики склейки углепластиков (а также и других композитов с термостойким наполнителем) при рабочих температурах, при которых происходит частичное терморазложение связующего, повысить надежность работы, например, вклеенной теплозащиты раструбов, уменьшить их вес.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕВОГО СОЕДИНЕНИЯ ФРИКЦИОННОГО ЭЛЕМЕНТА В ОТВЕРСТИИ ТОРМОЗНОЙ ШИНЫ ВАГОННОГО ЗАМЕДЛИТЕЛЯ, ТОРМОЗНАЯ ШИНА, ВАГОННЫЙ ЗАМЕДЛИТЕЛЬ | 2022 |
|
RU2808583C1 |
| Применение полисилоксановых герметиков в качестве конструкционных клеев в керамических ракетных обтекателях | 2018 |
|
RU2703214C1 |
| Способ подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала | 2021 |
|
RU2775768C1 |
| Устройство для соединения деталей из разнородных материалов клеем горячего отверждения | 1977 |
|
SU627993A1 |
| Клеевая композиция для полимерных композиционных материалов | 2020 |
|
RU2756173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГЛЕКОМПОЗИТНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2396168C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2008 |
|
RU2414500C2 |

Изобретение относится к способу склеивания теплонапряженных элементов конструкций из композиционных материалов на основе угольного каркаса и фенолформальдегидного связующего, преимущественно деталей сопел ракетных двигателей из углекомпозитных материалов. Способ склеивания включает обработку склеиваемых поверхностей, нанесение клея, прижатие деталей и отверждение клея. Обработку склеиваемой поверхности осуществляют путем внешнего нагрева склеиваемых деталей до образования прококсованного слоя глубиной 0,5-2,0 мм. Клеевое соединение работает в температурных условиях, при которых материал одной или обеих деталей претерпевает термическое разложение. Предложенный способ позволяет улучшить адгезионные характеристики склейки углепластиков, а также и других композитов с термостойким наполнителем, повысить надежность работы, в частности, вклеенной теплозащиты раструбов, уменьшить их вес. 2 ил.
Способ склеивания теплонапряженных деталей из композиционных материалов на основе угольного каркаса и фенолформальдегидного связующего, включающий обработку склеиваемых поверхностей, нанесение клея, прижатие деталей и последующее отверждение клея, отличающийся тем, что обработку склеиваемой поверхности осуществляют путем внешнего нагрева склеиваемых деталей до образования прококсованного слоя глубиной 0,5-2,0 мм.
| ПЕРИ Г.А | |||
| Склеивание армированных пластиков | |||
| - Л.: Государственное союзное издательство судостроительной промышленности, 1962 | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
| БОНДАР М., КАРДАШОВ Д.А | |||
| Технология изготовления клееных конструкций | |||
| - М.: Мир, 1975, с.191-193, 200, 201 | |||
| CN 101314257 A, 12.03.2008 | |||
| Приспособление для выпуска бумажной массы на сетку столовой бумагоделательной машины | 1926 |
|
SU11099A1 |

