Изобретение относится к авиационной и аэрокосмической технике, а именно к соединениям с помощью клея деталей, охватывающая одна другую, в частности для соединений, работающих в высоконагруженных каркасных конструкциях, например, каркасах батарей солнечных, штангах, рефлекторах, состоящих из металлических фитингов, выполненных преимущественно из титана и его сплавов, и профилей, выполненных из композиционных материалов.
Для повышения прочности клеевого соединения металлического фитинга, выполненного преимущественно из титана и его сплавов, с профилем из композиционного материала, выполненного преимущественно из углепластика, необходимо повысить адгезию клеевого слоя с титановым сплавом, увеличив площадь сцепления.
Из уровня техники известна механическая подготовка поверхности металлических изделий перед склеиванием, которая осуществляется по ОСТ92-0949-2013 «Клеи. Типовые технологические процессы склеивания материалов». Согласно ОСТ92-0949-2013, в зависимости от требований прочности к клеевым соединениям, конструктивных особенностей подготавливаемой поверхности, подготовка поверхности производится путем струйной обработки кварцевым песком, абразивным порошком (шлифзерном), металлической дробью или зачисткой шлифовальной шкуркой, напильником.
Также известна струйная обработка поверхности титанового импланта. Так, Buser (Buser et al. 1991, Buser at al. 1998, supra), описывает струйную обработку частицами оксида алюминия среднего и крупного размера. Подобным образом Cochran (Cochran et al. 1994, supra) применяет струйную обработку мелкими или крупными частицами корунда, а Сhoi Seok et al. (KR 2003007840) описывает струйную обработку частицами фосфата. Аналогичным образом в документе WO 2004/008983 от Astra Tech описан способ струйной обработки поверхности имплантов мелкими и крупными частицами оксида титана. Кроме того, Franchi (Franchi et al., (2004) «Early detachment of titanium particles from various different surfaces of endosseous dental implants», Biomaterials 25, 2239-2246) и Guizzardi (Guizzardi et al., (2004) «Different titanium surface treatment influences human mandibular osteoblast response», J Periodontol 75, 273-282) описывает струйную обработку мелкими и крупными частицами оксида циркония.
Прототипом заявленного способа является способ механической обработки, описанный в статье «Обработка поверхности титановых сплавов для обеспечения адгезионных свойств» (С.В.Сибилева, С.А. Каримова «Авиационные материалы и технологии», Спецвыпуск 2/2013, 25-35 с.) В способе описывается подготовка поверхности титана дробеструйной обработкой корундом (α-Al2O3) с размером частиц 50-240 мкм, щеткой с проволочной щетиной и наждачной бумагой. В статье уточняется, что при продолжительной обработке, шероховатость может достигать значений Ra=16,7 мкм (120 секунд, 150 мкм α- Al2O3).
Недостатком данного способа подготовки является малая и неравномерная глубина насечек (рифления), оставленных при обработке. Насечки напрямую влияют на прочность клеевого соединения, увеличивая площадь контакта клея с поверхностью металлического фитинга.
К общим недостаткам всех представленных выше способов можно отнести малую эффективность для жестких и высокопрочных материалов. Такие материалы как, например, алюминий легко подготавливаются данными способами, так как материал эффективно снимается напильниками или абразивными материалами крупной фракции, а после снятия материала остаются глубокие насечки от инструмента. Жесткие и высокопрочные материалы, например титан и его сплавы, требуют гораздо больших усилий обработки, в связи с чем время ручной обработки увеличивается, а качество падает, что снижает прочность клеевого соединения.
Для заявленного способа выявлены следующие общие с прототипом признаки: способ подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала, характеризующийся тем, что на участках поверхности фитингов, на которые наносят клей, выполняют рифление.
Технической проблемой, на решение которой направлено заявленное изобретение заключается в повышении технологичности подготовки, стабильности и улучшении механических свойств клеевого соединения.
Указанная проблема решается за счет того, что на фитингах, с расположением патрубков под прямым углом рифление выполняют на токарном станке. На поверхность, сопрягающуюся с ответной деталью, наносят рифление нарезанием винтовых канавок в правую и левую стороны. На корневой и концевой части патрубков выполняется обнижение на глубину рифления, а на поверхности обнижения - рифление не выполняется. Для фитингов с расположением патрубков отличным от прямого угла, рифление выполняется фрезерным станком путем нарезания кольцевых проточек. Профилем сечения проточки является окружность, при этом на концевой и корневой части патрубков кольцевые проточки не наносятся и обнижение не выполняется.
Изображение поясняется чертежами, которые не охватывают и не ограничивают весь объем притязаний данного технического решения, а являются лишь иллюстрирующими материалами:
На фиг.1 – Общий вид клеевого соединения металлического фитинга с профилем из композиционного материала;
На фиг.2 – Общий вид фитинга с расположением патрубков под прямым углом (рифление показано схематично);
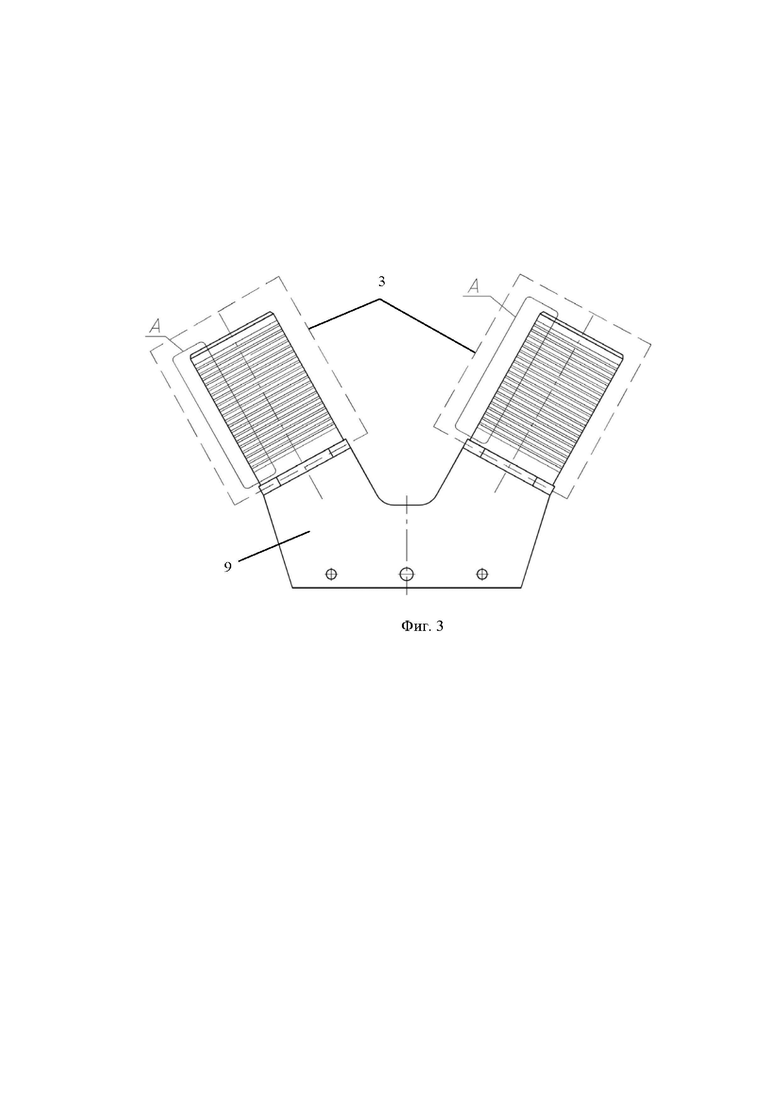
На фиг. 3 – Общий вид фитинга с расположением патрубков отличным от прямого угла (рифление показано схематично)
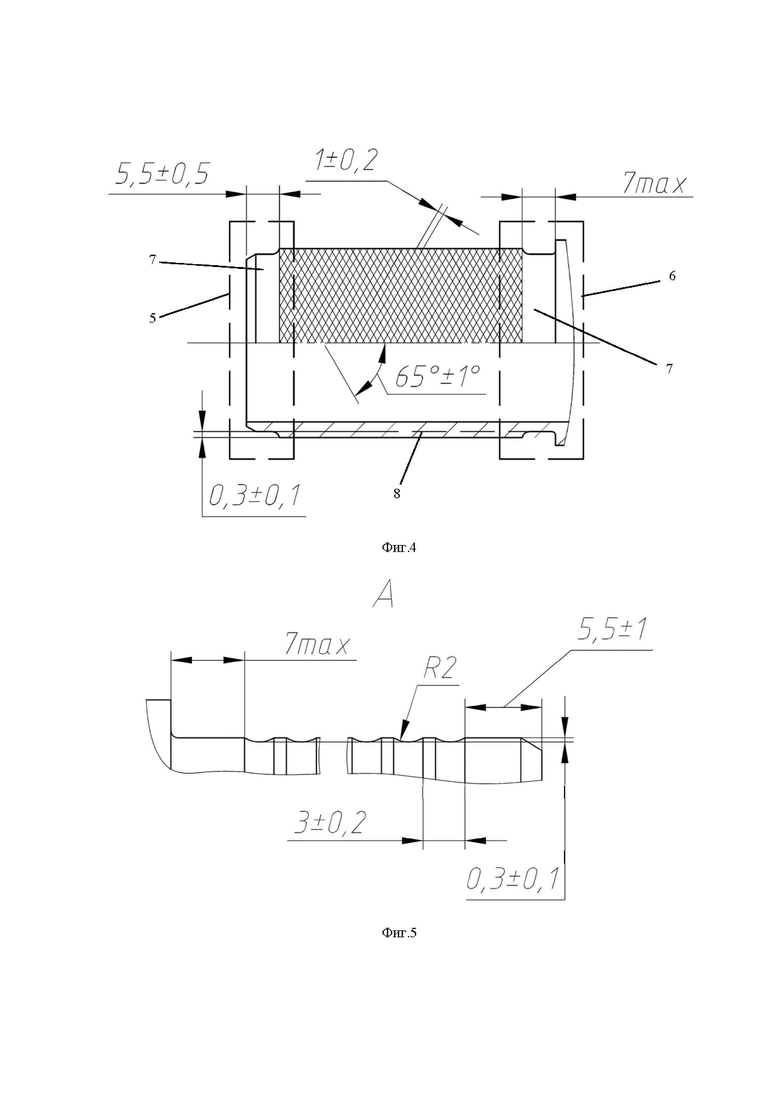
На фиг. 4 – Рифление фитинга со расположением патрубков под прямым углом;
На фиг. 5 – Рифление фитингов с расположением патрубков отличным от прямого угла.
Данная подготовка предназначена в обеспечение надежного и прочного клеевого соединения, описанного в патенте RU2179268 «Способ соединения деталей», металлического фитинга (например, из титана или его сплава) с профилем из композиционного материала (например, углепластика). Соединение имеет в конструкции трикотажный шнур-чулок из металлонитей 1. Данный шнур-чулок армирует клеевой шов 2 и повышает его теплопроводность. Для установки шнур-чулка 1 необходимо обеспечить зазор между патрубком металлического фитинга 3 и профилем из композиционного материала 4.
Выполнение рифления в качестве подготовки к клеевому соединению на токарном или фрезерном станке исключает человеческий фактор и обеспечивает максимальную повторяемость процесса.
Для обеспечения надежного клеевого соединения, на металлический фитинг с расположением патрубков 3 под прямым углом наносят рифление путем нарезания винтовых канавок. Канавки выполняется токарным резьбовым (угол режущей кромки 60°) резцом в правую и левую стороны. Правая и левая сторона означает направления нарезания, аналогично резьбе – правой и левой. Угол между осью патрубка и траекторией нанесения винтовых канавок составляет 65°±10°. При уменьшении данного угла возникают повышенные нагрузки на резец и станок, так как необходимо увеличивать скорость подачи, а при увеличении угла геометрия возвышений рифления вырождается (утоньшается) и рифление становится ломким к нагрузкам. Так как данное рифление выполняется на станке, можно обеспечить любую глубину рифления, однако для обеспечения оптимальных механических характеристик (например, прочности) рифление выполняется глубиной, например, 0,3±0,1 мм, так как слишком толстый слой клея снижает прочность клеевого соединения, приводит к растрескиванию клеевого слоя при циклических температурных нагрузок, а меньшая глубина способствует уменьшению площади контактируемой с клеем поверхности при том же количестве проходов станка. Для склеивания металлического фитинга, выполненного, например, из титана, с углепластиковым профилем преимущественно применяются клеи на эпоксидной основе. Согласно ОСТ92-0949-2013 при склеивании эпоксидными клеями допускается зазор между склеиваемыми поверхностями до 0,6 мм, что при глубине рифления 0,3±0,1 позволяет обеспечить зазор между металлическим фитингом и углепластиковым профилем 0,2 мм, обеспечив собираемость конструкции и установку армирующего шнур-чулка 1 между склеиваемыми элементами. Рифление выполняется с шагом 1±0,2 мм. При увеличении количества проходов увеличивается время нанесения рифления, что становится не выгодно с технологической точки зрения. Также, при сочетании глубины 0,3±0,1 мм, шага 1±0,2 мм рифления и угла 60° режущей кромки резца, возвышения рифления имеют форму усеченной пирамиды, что позволяет точно сопрягать внешнюю поверхность, образованную усеченными верхушками пирамид, с ответной деталью, при этом поднятие (залом верхушки пирамиды) материала от механической отработки не происходит. Перед нанесением рифления при помощи токарной обработки на концевой 5 и корневой 6 части патрубка (перед и после рифления) фитинга выполняются кольцевые проточки 7 (далее - обнижение). Обнижение на концевой части патрубка имеет ширину, например, 5,5 ± 0,5 мм, а в корневой части не более 7 мм. Глубина обнижения равняется глубине рифления 8. Обнижение предназначено для выхода инструмента при обработке. На поверхности обнижения рифление не наносится, так как зоны являются наиболее нагруженными для патрубка фитинга при изгибных нагрузках, поэтому зоны выполнены гладкими для исключения концентраторов напряжения. Уменьшение ширины обнижения влечет за собой повышение концентрации напряжений в фитинге при изгибных нагрузках и, впоследствии, его поломке, а увеличение – к снижению площади контакта металла с клеем, так как уменьшается площадь с нанесенным рифлением.
При обработке фитингов с расположением патрубков 3 под углом отличным от прямого обработка на токарном станке является не технологичной из-за пересечения траекторий токарного резца и свободных патрубков при вращении. В данном случае оптимальным способом является выполнение кольцевых проточек. Профиль кольцевых проточек имеет сечение окружности. Данная геометрия сечения выполнена для исключения концентрации напряжения, так как такие кольцевые концентраторы наиболее опасны при изгибе, в отличие от спиральных канавок. Радиус профиля сечения проточки составляет 2±0,2 мм. Глубина рифления, также как и при токарной обработке составляет 0,3±0,1 мм. На корневой и концевой части фитингов, на размерах не более 7 мм и 5,5±0,5 мм соответственно, кольцевые проточки не наносятся по описанным выше причинам. Отличительной особенностью данного способа нанесения рифления (фрезерной обработкой) является отсутствие необходимости выполнения обнижения. Шаг кольцевых проточек составляет 3±0,2 мм. Сочетание глубины рифления, шага и радиуса сечения кольцевых проточек позволяет оставлять отрезки необработанной поверхности, что позволяет точно сопрягать внешнюю поверхность с ответной деталью (углепластиковым профилем), при этом залома необработанной части при механической обработке не происходит.
Величины размеров подобраны в процессе отработки подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала.
Перед склеиванием металлического фитинга с профилем из композиционного материала, фитинг подготавливается нанесением рифления с обнижениями или проточками, что увеличивает площадь патрубка фитинга, предназначенную для контакта с клеем. За счет этого в дальнейшем повышается прочность клеевого соединения, при этом за счет зонирования нанесения рифления (исключения рифления с корневой и концевой части) исключаются концентрации напряжений в патрубках фитингов.
Таким образом, при приложении усилия на металлический фитинг, сила передается на тело фитинга 9, а затем на патрубки фитинга 3. Патрубки, в свою очередь, через клеевой шов 2, нанесенный на подготовленную рифлением с обнижением или проточками поверхность патрубков, передают нагрузку на профили из полимерных композиционных материалов, преимущественно из углепластиков, при этом наиболее нагруженные концевая 5 и корневая 6 части патрубков фитинга 3 выполнены гладкими (без рифления) и воспринимают нагрузку без концентрации напряжения в отдельных точках патрубка, что повышает прочность патрубка.
Технический эффект заключается в:
– подготовке фитингов при помощи механической обработки на станке, что исключает человеческий фактор, повышая технологичность и стабильность характеристик клеевого соединения;
– нанесением рифления с обнижением или проточек с целью повышения площади контакта клея с поверхностью металлических фитингов, что повышает механические характеристики клеевого соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности металлических фитингов к склеиванию с элементами из композиционных материалов | 2023 |
|
RU2804219C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |
| ШТИФТОВАЯ КУЛЬТЕВАЯ ВКЛАДКА | 1993 |
|
RU2031639C1 |
| Обтекатель | 2017 |
|
RU2650723C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| ШТИФТОВАЯ КУЛЬТЕВАЯ ВКЛАДКА | 1993 |
|
RU2031638C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ | 2011 |
|
RU2466324C1 |
| ШТИФТОВАЯ КУЛЬТЕВАЯ ВКЛАДКА | 1993 |
|
RU2031637C1 |
| СПОСОБ КЛЕЕНОСБОРНОГО СОЕДИНЕНИЯ КЕРАМИКИ И МЕТАЛЛА | 1996 |
|
RU2127236C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2010 |
|
RU2433512C1 |

Способ относится к авиационной и аэрокосмической технике, а именно к соединениям с помощью клея деталей, охватывающая одна другую, в частности для соединений, работающих в высоконагруженных каркасных конструкциях, например каркасах батарей солнечных, штангах, рефлекторах, состоящих из металлических фитингов, выполненных преимущественно из титана и его сплавов, и профилей, выполненных из композиционных материалов. Для повышения прочности клеевого соединения металлического фитинга, выполненного преимущественно из титана и его сплавов, с профилем из композиционного материала основной задачей является повышение адгезии клеевого слоя с титановым сплавом, увеличив площадь сцепления. Сущность изобретения заключается в том, что при изготовлении металлических фитингов на поверхностях, подлежащих склеиванию, наносят рифление на токарном станке выполнением винтовых канавок в правую и левую стороны или кольцевых проточек на фрезерном станке. Данное решение повышает механические характеристики клеевого соединения и снижает вероятность человеческого фактора при подготовке. 5 ил.
Способ подготовки поверхности металлических фитингов к склеиванию с профилем из композиционного материала, характеризующийся тем, что на участках поверхности фитингов, на которые наносят клей, выполняют рифление, отличающийся тем, что на фитингах с расположением патрубков под прямым углом рифление выполняют на токарном станке резцом с углом режущей кромки 60°, при этом на поверхность, сопрягающуюся с ответной деталью, наносят рифление нарезанием винтовых канавок в правую и левую стороны глубиной 0,3±0,1 мм и шагом 1±0,2 мм, при этом в концевой и корневой частях патрубков выполняют обнижение на глубину рифления, а на поверхности обнижения рифление не выполняют; для фитингов с расположением патрубков, отличным от прямого угла, рифление выполняют фрезерным станком путем нарезания кольцевых проточек, где профилем сечения проточки является окружность, при этом на концевой и корневой частях патрубков кольцевые проточки не наносят и обнижение не выполняют.
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1999 |
|
RU2179268C2 |
| Способ получения клеевого соединения | 1982 |
|
SU1139906A1 |
| Устройство для сжигания лигнина в топках паровых котлов | 1961 |
|
SU141968A1 |
| СПОСОБ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2002 |
|
RU2246643C2 |
| СПОСОБ И СИСТЕМА ИДЕНТИФИКАЦИИ АРТЕФАКТОВ ПЕРЕМЕЩЕНИЯ И ПОВЫШЕНИЯ НАДЕЖНОСТИ ИЗМЕРЕНИЙ И СИГНАЛОВ ТРЕВОГИ В ФОТОПЛЕТИЗМОГРАФИЧЕСКИХ ИЗМЕРЕНИЯХ | 2013 |
|
RU2640006C2 |

