В соответствии с существующим уровнем техники известно практически бесчисленное количество вариантов режущих пластин, и форма режущих пластин в основном зависит от таких операций обработки, как сверление и обточка на токарном или фрезерном станке, от обрабатываемой детали, а также от ее формы.
Режущие пластины, известные в данной области техники, сконструированы в виде так называемых индексируемых (многогранных) режущих пластин, то есть, они имеют несколько режущих кромок, которые могут быть использованы в определенной последовательности. В зависимости от основной формы корпуса индексируемых режущих пластин образуется от четырех до восьми используемых режущих кромок. В случае с режущей пластиной с положительным задним углом, имеющим в основном квадратную грань, образуются четыре используемые режущие кромки. В качестве примера дается ссылка на режущую пластину в соответствии с патентом DE 19704931 С1 [US 6227772], снабженную до восьми используемых режущих кромок и имеющую две достаточно большие продольные грани, при этом каждая снабжена выступающим фланцем посредине вдоль их продольной оси. Режущие кромки, ограничивающие указанные продольные грани, образуют угол в пределах от 70 до 90°С с их торцом и короткими закругленными кромками верхней и нижней грани. Несколько таких режущих пластин фиксируют на фрезерном станке и используют для обработки коленчатых валов. При так называемом наружном фрезеровании коленчатых валов вращающийся дисковый фрезерный инструмент радиально прижимают к вращающемуся коленчатому валу. Различные виды резания служат для выполнения диаметра шейки вала, боковых поверхностей, маслоудерживающей закраины и кольцевой канавки с помощью радиально и тангенциально закрепленных режущих пластин. В основном при обработке коленчатых валов существует различие между индексируемыми режущими пластинами для черновой обработки, чистовой обработки кольцевой канавки, для обработки диаметра шейки вала и маслоудерживающих закраин. На Фиг. 3 и 4 патента ЕР 0830228 В1 [US 6146063] показаны типовые профили пластин с режущими кромками, используемыми для обработки диаметра шейки вала, а также для обработки кольцевой канавки. Различные режущие пластины также используются в торцевых фрезах для чернового или чистового фрезерования.
Расходы на обработку детали могут быть сокращены, если используемый для обработки инструмент снабжен большим количеством используемых режущих кромок. Количество активно используемых режущих кромок, которое может быть достигнуто путем профилирования режущей пластины, по всей вероятности, было исчерпано в соответствии с существующим уровнем техники. Режущие пластины, необходимые для различных операций обработки, приводят к удорожанию их хранения.
Таким образом, изобретение предусматривает повышение возможностей функционирования режущей пластины.
Указанная проблема решается путем создания режущей пластины в соответствии с пунктом формулы 1. Указанная режущая пластина имеет основной корпус, содержащий установочную поверхность и торцевую поверхность, расположенную на расстоянии от установочной поверхности, а также боковые поверхности, соединяющие указанные поверхности, и в которой две или несколько смежных поверхностей образуют режущие кромки. Указанная установочная поверхность неразъемно соединена с установочной поверхностью режущей части, имеющей форму, отличающуюся от режущей пластины, которая является приемлемой для проведения другой операции обработки. Другим словами, режущая пластина в соответствии с настоящим изобретением состоит в принципе из двух различных режущих инструментов, соединенных друг с другом своими установочными поверхностями. Это создает преимущество в том, что различные операции обработки могут быть проведены с использованием указанной комбинированной режущей пластины. Режущая пластина в соответствии с настоящим изобретением также может быть изготовлена при существенно более низких затратах, что позволяет снизить до минимума складские расходы.
Неразъемное соединение двух установочных поверхностей предпочтительно получают путем спекания в цельный корпус. Режущие пластины с режущей частью изготавливают с использованием технологии порошковой металлургии путем создания неспеченой прессовки, после этого указанную неспеченую прессовку спекают с двумя размещенными друг на друге установочными поверхностями. Режущая пластина снабжена сквозным отверстием для установки в нем монтажного винта. Указанное сквозное отверстие проходит от одной торцевой поверхности до противоположной торцевой поверхности.
В зависимости от способа использования режущей пластины она может быть закреплена радиально или аксиально, например, на фрезерном инструменте в соответствии с предусмотренной геометрией движения при резании.
В первом конкретном примере осуществления изобретения режущая часть снабжена торцом, выполненным в виде предпочтительно квадратной поверхности, если смотреть сверху. Режущая пластина как таковая имеет две боковые поверхности, выполненные как поверхности, идущие в противоположном направлении, и снабжена криволинейными режущими кромками для формирования кольцевой канавки при фрезеровании коленчатых валов. Кольцевую канавку или диаметр шейки вала формируют с помощью режущей пластины в зависимости от положения установки.
В соответствии с другим примером осуществления настоящего изобретения режущая пластина может характеризоваться двумя боковыми поверхностями, выполненными в виде идущих в противоположных направлениях зажимных поверхностей и ограниченных режущей кромкой, выполненной прямой и изогнутой на углах в 90° таким образом, чтобы обеспечивалось применение указанной режущей пластины, в частности, для резания профиля маслоудерживающей закраины на коленчатом валу. Режущая часть включает две боковые поверхности, выполненные в виде противоположно направленных зажимных поверхностей с криволинейными режущими кромками для выполнения кольцевой канавки.
В другом примере осуществления настоящего изобретения режущая пластина, приемлемая для выполнения маслоудерживающей закраины, может быть соединена с соответствующей режущей пластиной для обработки диаметра шейки вала.
В третьем примере осуществления изобретения режущая пластина для обработки диаметра шейки вала может быть скомбинирована с режущей пластиной для выполнения кольцевой канавки, и в этом случае криволинейные секции режущих кромок расположены в основном перпендикулярно установочной поверхности.
В соответствии с еще одним примером осуществления изобретения противостоящие установочные поверхности, имеющие, в частности, в основном квадратную форму, могут поворачиваться относительно друг друга таким образом, чтобы также обеспечивался поворот режущих кромок, образованных соответствующими боковыми поверхностями, относительно друг друга.
В соответствии с дополнительным примером осуществления изобретения длина монтажного винта не должна превышать размер режущих кромок или размер максимальной длины режущей кромки. Режущая пластина в соответствии с настоящим изобретением может быть выборочно размещена в кассетах инструментального магазина, которые, в свою очередь, прикреплены к инструментальному магазину. Такие «комбинированные режущие пластины» предпочтительно изготавливают из одного и того же материала, например из твердого металла или металлокерамики, которая также может быть выполнена в один или несколько слоев с целью повышения износостойких или режущих характеристик. Тем не менее также приемлемо, что два корпуса, которые могут быть соединены друг с другом для формирования цельного корпуса, выполнены из различных материалов, однако при этом должна быть обеспечена стабильность соединения двух установочных поверхностей.
Примеры осуществления в соответствии с настоящим изобретение показаны на прилагаемых чертежам, на которых:
Фиг.1-4 - вид в перспективе различных режущих пластин в соответствии с настоящим изобретением;
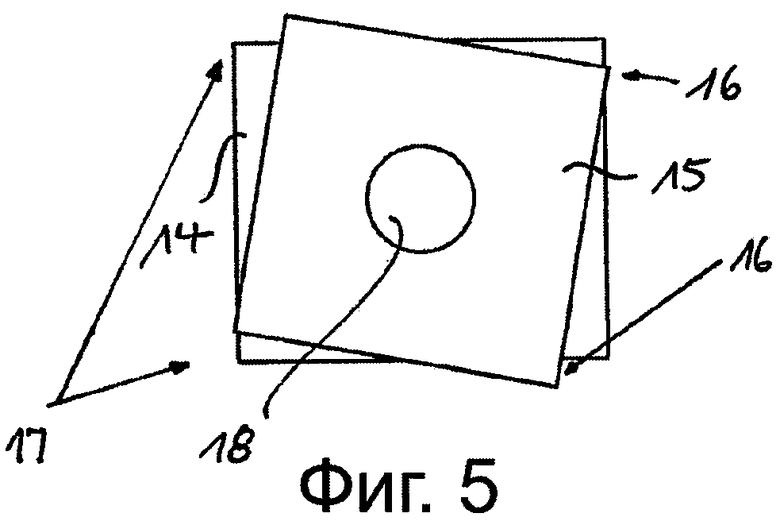
Фиг.5 - вид сверху другого примера осуществления пластины с режущими кромками; и
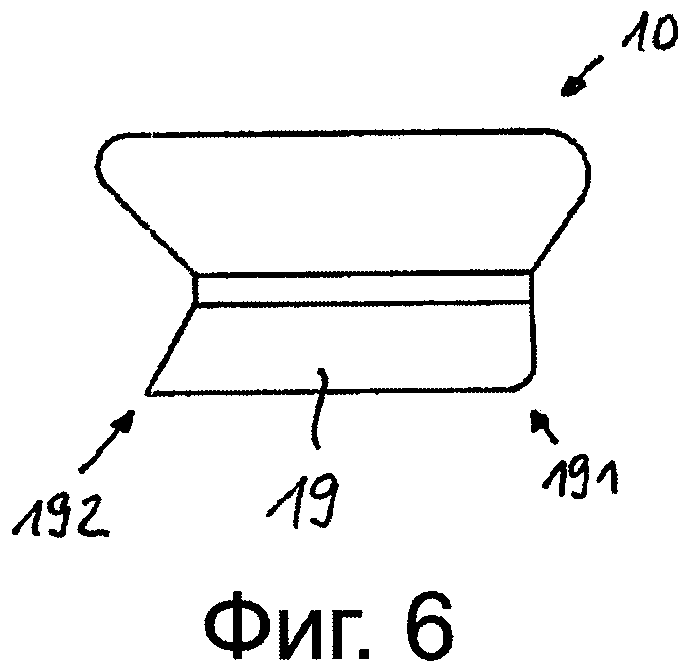
Фиг.6 - дополнительный пример осуществления режущей пластины в соответствии с настоящим изобретением.
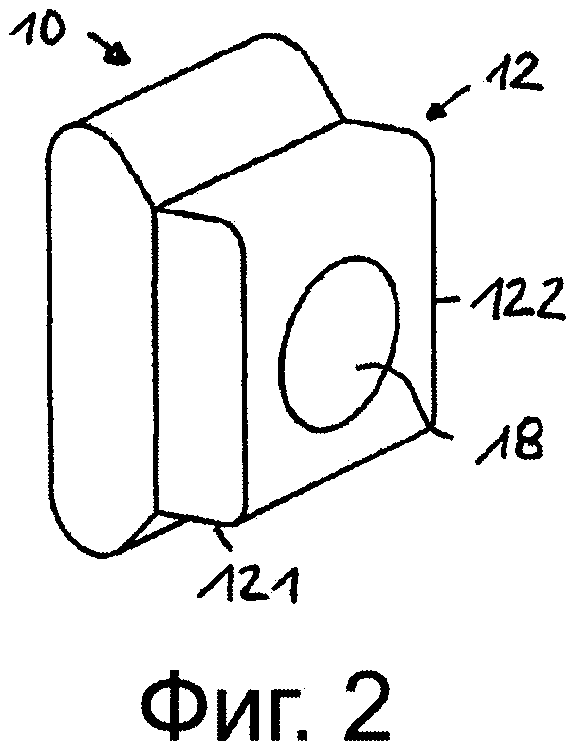
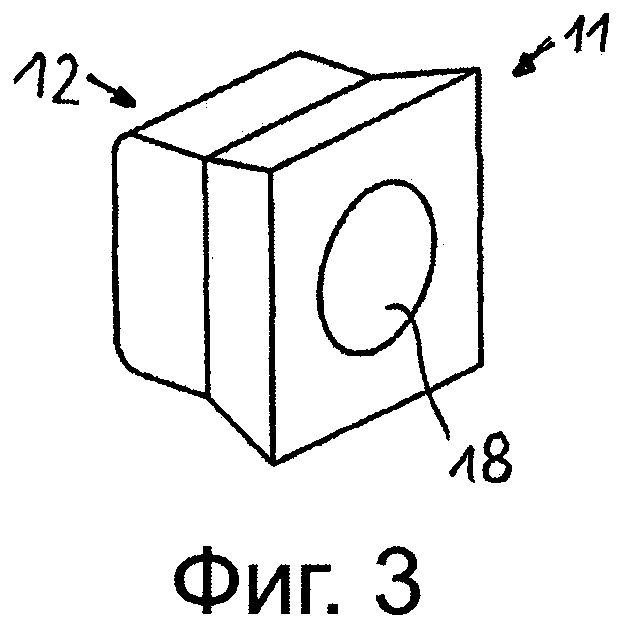
Режущие пластины, показанные на Фиг.1-4, в частности, приемлемы для изготовления коленчатого вала. Каждая из режущих пластин, показанных на Фиг.1-4, образует комбинированный инструмент, состоящий из двух режущих пластин, соединенных друг с другом, на участке их конкретных (воображаемых) установочных поверхностей с целью получения цельного корпуса. Таким образом, режущая пластина на Фиг.1 в основном состоит из индексируемой режущей пластины 10, приемлемой для обработки кольцевых канавок, и из индексируемой режущей пластины 11, приемлемой для обработки диаметра шейки вала. На Фиг.2 и 3 позицией 12 обозначены так называемые индексируемые режущие пластины для формирования маслоудерживающей закраины. Позицией 13 обозначен другой вариант индексируемой режущей пластины для обработки кольцевой канавки на коленчатом валу.
Индексируемая режущая пластина 10 снабжена двумя противоположно направленными боковыми поверхностями 101 и 102, образованными криволинейными режущими кромками 103 и 104, а также прямыми режущими кромками 105. Торец, идущий от воображаемой и закрытой установочной поверхности, включает изгиб 106 на кромке и торец в верхней части. Индексируемая режущая пластина 11 снабжена торцом 111, ограниченным режущими кромками 112, которые также образуют границы четырех боковых поверхностей 113. В данном случае указанные боковые поверхности 113 наклонены под положительным задним углом, и в нижней части индексируемой режущей части 111 боковые поверхности могут быть расположены перпендикулярно торцу. Воображаемые установочные поверхности, соединенные друг с другом, выбраны таким образом, что в данном случае они имели одинаковый размер. Режущие кромки 103 и 104 частично выступают в боковом направлении за режущие кромки 112.
На Фиг.2 индексируемая режущая пластина 10, тип которой был уже описан выше, скомбинирована с индексируемой режущей пластиной 12, имеющей боковые поверхности 121, прилегающие к воображаемой установочной поверхности, выполненной в виде установочных поверхностей, ограниченных режущими кромками 122 и имеющими прямые секции режущих кромок, расположенные в основном перпендикулярно друг другу, и секции режущих кромок, закругленные на углах.
В примере осуществления, показанном на Фиг.3, вышеописанная индексируемая режущая пластина 12 соединена с индексируемой режущей пластиной 11, показанной и описанной со ссылкой на Фиг.1. В данном случае боковые поверхности выполнены однородно плоскими.
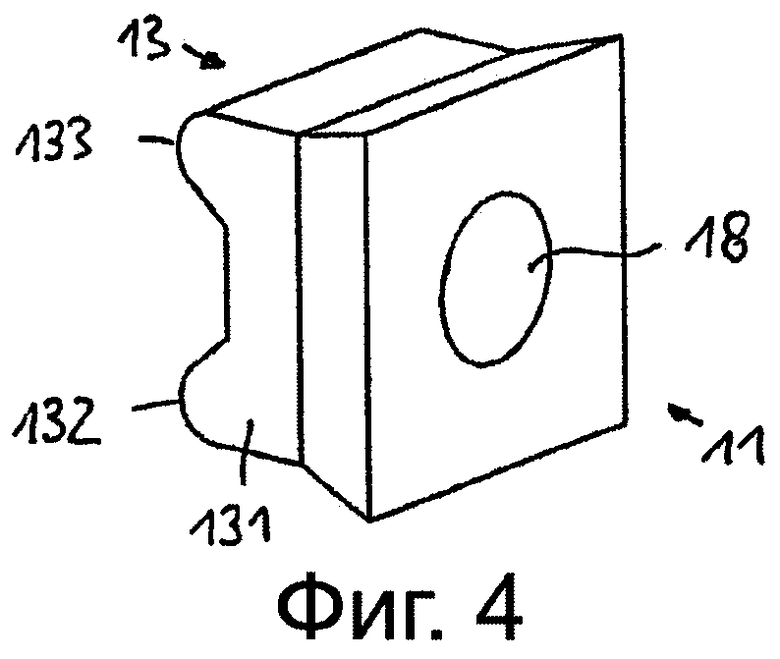
В соответствии с примером осуществления изобретения, показанном на Фиг.4, режущая пластина в соответствии с изобретением снабжена двумя индексируемыми режущими пластинами 11 и 13, из которых индексируемая режущая пластина 13 также выполнена для обработки кольцевой канавки. Каждая из боковых поверхностей 131 ограничена режущей кромкой 132, включающей выступы 133, обеспечивающие резание соответствующего профиля кольцевой канавки.
В примере осуществления, показанном на Фиг.5, две режущие пластины 14 и 15 скомбинированы друг с другом и имеют прямоугольную форму или форму с квадратными торцами; тем не менее конкретные установочные поверхности выполнены таким образом, чтобы обеспечивался их небольшой поворот относительно друг друга, в результате чего обеспечивалось бы выступание режущих кромок относительно друг друга под острым углом между вершинами угла 16 и 17.
В режущей пластине, показанной на Фиг.6, режущая пластина 10 для обработки кольцевой канавки коленчатого вала скомбинирована с режущей частью, снабженной режущим углом, идущим под углом, превышающим 90°, для выполнения маслоудерживающей закраины, или 90° кромку, и снабженную режущей кромкой на противоположной стороне 192, приемлемой для обработки диаметра шейки вала на коленчатом валу. Свободная поверхность 193 наклонена на этой стороне под положительным задним углом.
Все индексируемые режущие пластины снабжены общим крепежным отверстием 18, идущим от одного торца к другому.
В принципе, все иные показанные примеры осуществления изобретения могут сочетаться друг с другом, в которых две пластины различного профиля с режущими кромками комбинируют друг с другом, и профили указанных пластин предназначены для различных операций обработки, которым повергается одна деталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2398661C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2411109C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2412024C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ | 2008 |
|
RU2446032C1 |
| РЕЖУЩАЯ ПЛАСТИНА С КАНАВЧАТОЙ ПОВЕРХНОСТЬЮ, ОБРАЗУЮЩЕЙ МНОЖЕСТВЕННЫЕ ОПОРНЫЕ ПОВЕРХНОСТИ | 2011 |
|
RU2568227C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ | 1996 |
|
RU2162393C2 |
| КОРПУС ИНСТРУМЕНТА ДЛЯ ЦИЛИНДРИЧЕСКОЙ ТОРЦЕВОЙ ФРЕЗЫ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2017 |
|
RU2721761C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
Режущая пластина имеет основной корпус, содержащий установочную поверхность и торцевую поверхность, расположенную на расстоянии от установочной поверхности, и боковые поверхности, соединяющие указанные поверхности, две или несколько смежных поверхностей, образующих режущие кромки. Для расширения технологических возможностей установочная поверхность неразъемно соединена с установочной поверхностью режущей части, имеющей форму, отличную от режущей пластины, форма которой выполнена приемлемой для проведения другой операции обработки. 8 з.п. ф-лы, 6 ил.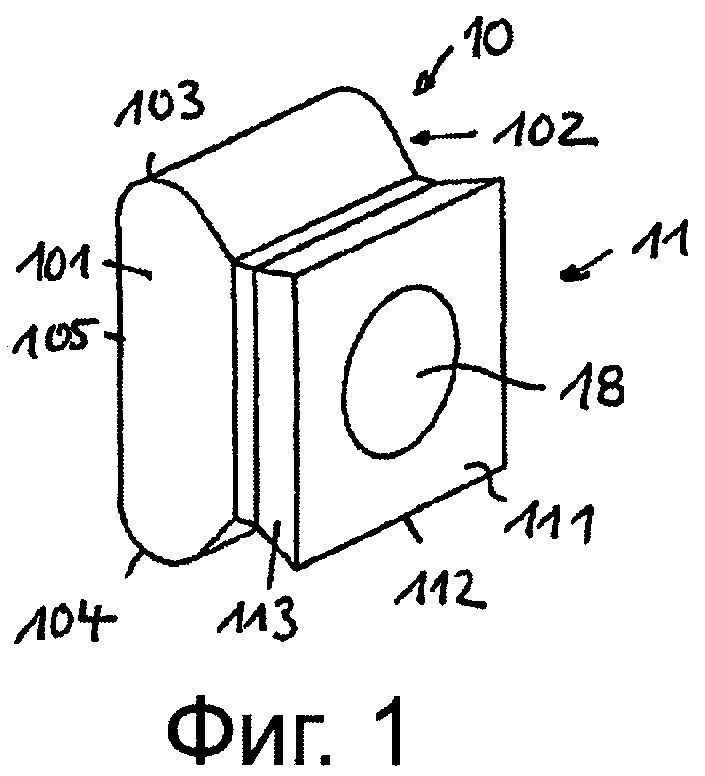
1. Режущая пластина, в частности, для обработки коленчатых валов, имеющая основной корпус, содержащий установочную поверхность и торцевую поверхность, расположенную на расстоянии от установочной поверхности, и боковые поверхности, соединяющие указанные поверхности, две или несколько смежных поверхностей, образующих режущие кромки, отличающаяся тем, что установочная поверхность неразъемно соединена с установочной поверхностью режущей части, имеющей форму, отличную от режущей пластины, форма которой выполнена приемлемой для проведения другой операции обработки.
2. Режущая пластина по п.1, отличающаяся тем, что неразъемное соединение двух установочных поверхностей выполнено путем спекания в цельный корпус.
3. Режущая пластина по п.1 или 2, отличающаяся тем, что режущая часть снабжена торцом, выполненным в основном в виде квадратной поверхности на виде сверху, и имеет две боковые поверхности, выполненные как противоположно направленные поверхности с криволинейными режущими кромками для формирования кольцевых канавок.
4. Режущая пластина по п.3, отличающаяся тем, что режущая часть имеет положительный базовый профиль с положительными задними углами.
5. Режущая пластина по п.1 или 2, отличающаяся тем, что две боковые поверхности выполнены в виде противоположно направленных поверхностей и ограничены режущей кромкой, выполненной прямой и закругленной на углах в 90°, в частности, для резания профиля маслоотражающей закраины на коленчатом валу, режущая часть включает две боковые поверхности, выполненные в виде противоположно направленных поверхностей, при этом боковые поверхности имеют криволинейные режущие кромки для формирования кольцевой канавки.
6. Режущая пластина по п.1 или 2, отличающаяся тем, что режущая часть имеет в основном прямоугольный торец на виде сверху, выполненный в виде поверхности, и включает две боковые поверхности, выполненные в виде противоположно направленных поверхностей, при этом боковые поверхности ограничены режущей кромкой, выполненной прямой и изогнутой на углах в 90°, в частности, для резания профиля маслоудерживающей закраины на коленчатом валу.
7. Режущая пластина по п.1 или 2, отличающаяся тем, что режущая часть имеет в основном прямоугольный торец на виде сверху, выполненный в виде поверхности, и включает две боковые поверхности, выполненные в виде противоположно направленных поверхностей, режущие кромки которых имеют, по меньшей мере, одну выступающую криволинейную секцию, расположенную в основном перпендикулярно установочной поверхности.
8. Режущая пластина по п.1, отличающаяся тем, что смежные установочные поверхности закреплены под углом по отношению друг к другу.
9. Режущая пластина по п.1, отличающаяся тем, что установочный винт, проходящий через сквозное отверстие и в затянутом состоянии идущий от одного торца до противоположного торца, короче, чем наиболее длинная режущая кромка.
| US 6769842 A, 03.08.2004 | |||
| Дисковая фреза | 1972 |
|
SU437576A1 |
| Режущий инструмент | 1985 |
|
SU1303279A1 |
| Режущий инструмент | 1990 |
|
SU1715511A1 |
| US 6374472 A, 23.04.2002. | |||

