ДАННЫЕ ПО РОДСТВЕННОЙ ЗАЯВКЕ
Настоящее изобретение испрашивает приоритет в соответствии с 120 раздела 35 Свода законов США по заявке на патент США № 15/238,214, поданной 16 августа 2016 г., которая полностью включена в настоящий документ путем ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к корпусу инструмента для цилиндрической торцевой фрезы, имеющему по меньшей мере один спиралевидный желобок удаления стружки, расположенный на периферии корпуса инструмента с целью удаления стружки, и по меньшей мере два гнезда для режущих вставок, расположенные в желобке удаления стружки, причем гнезда соответственно содержат базовую поверхность с отверстием под винт крепления режущей вставки, и по меньшей мере одну первую контактную поверхность, примыкающую к базовой поверхности и по существу перпендикулярную базовой поверхности.
Изобретение дополнительно относится к режущему инструменту, в частности к цилиндрической торцевой фрезе с корпусом инструмента вышеуказанного типа.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Такие корпусы инструмента и режущие инструменты известны в уровне техники. Цилиндрические торцевые фрезы, которые, как правило, имеют базовую форму цилиндра круглого сечения, используют для станочной обработки, при которой процесс резания должен производиться как на торцевой поверхности, так и на боковой поверхности цилиндрической торцевой фрезы. Для этой цели цилиндрическая торцевая фреза содержит режущие кромки, составленные, например, из режущих вставок как на торцевой поверхности, так и на боковой поверхности.
Как правило, цилиндрическая торцевая фреза вышеуказанного типа, или, точнее, ее корпус инструмента, содержит несколько желобков удаления стружки. В каждом желобке удаления стружки расположено множество режущих вставок, установленных в гнезда. Таким образом, такая цилиндрическая торцевая фреза содержит множество режущих вставок и столько же связанных с ними гнезд. Поэтому конструкции соответствующих корпуса инструмента и режущего инструмента в целом являются сложными и, соответственно, дорогостоящими.
В процессе эксплуатации станка стоимость режущего инструмента включается в стоимость станочной обработки. Поэтому, станочная обработка инструмента с использованием режущего инструмента вышеуказанного типа, содержащего корпус инструмента вышеуказанного типа, является дорогостоящей.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Следовательно, целью изобретения является дальнейшее усовершенствование режущих инструментов указанного выше типа. В частности, требует повышения экономическая эффективность таких инструментов в станочной обработке инструментов.
Цель достигается за счет корпуса инструмента вышеуказанного типа, в котором переход между базовой поверхностью и первой контактной поверхностью представляет собой желобок. При этом базовая поверхность и первая контактная поверхность не образуют физической кромки. Наоборот, желобок на переходе между двумя поверхностями представляет собой углубление, т. е. материал удален, в отличие от случая, когда поверхности упираются непосредственно друг в друга. Поперечное сечение желобка может иметь любую геометрическую форму, например прямоугольную, круглую или овальную. При наличии желобка в гнездах могут быть размещены двусторонние режущие вставки, отличающиеся тем, что содержат режущие кромки с обеих сторон. При этом четырехугольная двусторонняя режущая вставка имеет восемь режущих кромок, а треугольная режущая вставка - шесть. Желобок выполнен с возможностью размещения в нем режущей кромки, которая расположена на стороне двусторонней режущей вставки, в данное время не используемой для резания. Режущая кромка расположена изнутри желобка и не соприкасается с торцевыми гранями желобка, т. е. не соприкасается с корпусом инструмента. При этом сохраняется возможность прецизионного позиционирования двусторонней режущей вставки с помощью базовой поверхности и первой контактной поверхности. За счет использования двусторонних режущих вставок вместо односторонних режущих вставок повышается экономическая эффективность режущего инструмента и корпуса инструмента в станочной обработке.
Предпочтительно желобок расположен по меньшей мере частично за базовой поверхностью и за первой контактной поверхностью. Таким образом, если смотреть перпендикулярно базовой поверхности, то желобок окажется заглубленным относительно базовой поверхности. Если смотреть перпендикулярно первой контактной поверхности, желобок также окажется заглубленным. При этом остается достаточно места для размещения режущей кромки двусторонней режущей вставки. Режущая кромка защищена тем, что также не соприкасается с ограничивающими стенками желобка или корпуса инструмента в процессе монтажа и выравнивания режущей вставки.
В одном варианте осуществления базовые поверхности образуют различные углы с продольной осью корпуса инструмента. Этот угол, называемый углом выравнивания или углом станочной обработки между инструментом и заготовкой, значительно влияет на результат резания. В частности, все базовые поверхности, обеспеченные на торцевой поверхности корпуса инструмента для размещения режущих вставок для резания, могут иметь углы выравнивания, отличающиеся от углов выравнивания других базовых поверхностей. В зависимости от задачи резания, угол выравнивания, тем не менее, может задаваться индивидуально для каждой базовой поверхности. Индивидуальные углы выравнивания как рассчитывают в процессе выполнения оптимизационного метода, для которого может быть использован метод конечных элементов. Таким образом, могут быть учтены фактические входной и выходной углы индексируемых режущих вставок, установленных в соответствующих гнездах. В таком случае высококачественный результат резания может быть получен экономически эффективным способом.
Согласно одному из вариантов конструктивного исполнения гнездо содержит вторую контактную поверхность, примыкающую к первой контактной поверхности и базовой поверхности. При этом установленная в гнездо режущая вставка закрепляется на базовой поверхности с помощью винта крепления режущей вставки и позиционируется за счет упирания в две контактные поверхности. Взаимодействие винта крепления режущей вставки и соответствующего крепежного отверстия в режущей вставке может быть спроектировано так, что при затягивании винта крепления режущей вставки она притягивается к двум контактным поверхностям. В этом случае одна контактная поверхность может быть выполнена с возможностью обеспечения опоры режущей вставке, установленной в гнезде, по существу в аксиальном направлении корпуса инструмента, а другая контактная поверхность может быть выполнена с возможностью обеспечения опоры в радиальном направлении. Таким образом имеется возможность прецизионного и простого позиционирования режущих вставок, и режущие вставки можно быстро заменять и поворачивать.
Преимуществом является то, что переход между первой контактной поверхностью и второй контактной поверхностью представляет собой желобок. При этом в гнезде можно располагать и упирать в контактные поверхности режущие вставки с любыми радиусами закругления. Как желобок на переходе от базовой поверхности к первой контактной поверхности, так и желобок на переходе между двумя контактными поверхностями может также проходить по меньшей мере в зонах за каждой из этих поверхностей. За счет того, что когда режущие вставки упираются в контактные поверхности, любые загрязнения, например стружка, могут скапливаться в желобке, всегда можно выполнить прецизионное позиционирование режущих вставок.
В одном альтернативном варианте конструктивного исполнения каждое гнездо связано с выпускным отверстием хладагента, расположенным в корпусе инструмента с целью охлаждения режущей вставки, размещенной в гнезде. Таким образом, при неизменно высоком качестве резания могут достигаться более высокие скорости резания и/или скорости удаления материала. Также при охлаждении увеличивается срок службы индексируемой режущей вставки, в частности режущей кромки. Выпускные отверстия хладагента спроектированы таким образом, что они направлены в конкретную целевую зону, например к режущей кромке режущей вставки, установленной в гнездо. В альтернативном варианте осуществления каждое гнездо может также быть связано с двумя или тремя выпускными отверстиями хладагента.
В одном варианте два выпускных отверстия хладагента предназначены первым двум рядам в каждом случае, если смотреть со стороны торцевой грани корпуса инструмента. Выпускные отверстия хладагента могут быть сконструированы в виде сдвоенных отверстий, т. е. запитываться из одного канала хладагента. Хладагент может способствовать рассеиванию стружки.
По меньшей мере одно выпускное отверстие хладагента для охлаждения процесса резания может также быть расположено на торцевой поверхности корпуса инструмента. Данные выпускные отверстия хладагента также служат для увеличения скорости резания и/или скорости удаления материала. На торцевой поверхности может быть расположено также множество выпускных отверстий хладагента.
Предпочтительно, корпус инструмента содержит от двух до десяти, предпочтительно от пяти до семи, желобков удаления стружки с гнездами для режущих вставок, и желобки удаления стружки, в частности, асимметрично распределены на периферии корпуса инструмента. Результатом этого является корпус инструмента, обеспечивающий экономически эффективное выполнение задач резания.
Корпус инструмента может изготавливаться как единое целое. Результатом этого будет высокая механическая устойчивость корпуса инструмента. Корпус инструмента может быть спроектирован, например, с применением метода конечных элементов. Дополнительно такой корпус инструмента удовлетворяет жестким требованиям по допускам, так как его изготовление обходится без сборочных этапов и допуски не накапливаются. Этим обеспечивается возможность прецизионного и экономически эффективного резания.
В предпочтительном варианте осуществления вдоль желобка удаления стружки расположено от трех до тридцати, предпочтительно от пяти до двадцати, гнезд. В каждом желобке удаления стружки при этом может быть установлено одинаковое количество режущих вставок. Этим обеспечивается экономически эффективное резание.
В альтернативном варианте осуществления обеспечивается расположение на базовой поверхности выступа для центрирования индексируемой режущей вставки, причем предпочтительно через выступ проходит отверстие. С помощью выступа индексируемую режущую вставку, установленную в гнезде, можно ориентировать вдоль базовой поверхности, например центрировать. В то же самое время неподвижное соединение между выступом и собранной индексируемой режущей вставкой обеспечивает параллельность основанию. Если отверстие проходит через выступ, то отверстие может быть спроектировано более глубоким по сравнению с гнездом без выступа. Тогда, например, в отверстии может быть расположена длинная резьба. Упрощается установка индексируемой режущей вставки и улучшается крепление индексируемой режущей вставки.
Задача также решается предложением режущего инструмента, в частности цилиндрической торцевой фрезы с корпусом инструмента в соответствии с настоящим изобретением, причем в каждое гнездо устанавливают двустороннюю режущую вставку. В результате, по сравнению с режущим инструментом с односторонними режущими вставками, количество режущих кромок удваивается. За счет этого режущий инструмент служит по существу в два раза дольше, что соответствует значительному повышению экономической эффективности. Режущие вставки могут иметь любую геометрическую форму, например многоугольную или круглую. Режущие вставки, расположенные на торцевой поверхности желобка удаления стружки, могут быть выполнены с возможностью станочной обработки торцевой поверхностью. Другие режущие вставки, как правило, выполнены с возможностью станочной обработки периферической поверхностью.
Преимуществом является то, что режущая кромка на установочной стороне расположена в желобке на переходе между базовой поверхностью и первой контактной поверхностью.
Режущие вставки могут иметь отрицательный передний угол. В зависимости от задачи резания также возможен положительный передний угол.
В одном варианте режущая вставка содержит две базовые поверхности на стороне режущей вставки, которые заглублены внутрь режущей вставки относительно соответствующих режущих кромок. Другими словами, режущие кромки выступают из базовой поверхности в направлении, перпендикулярном базовой поверхности на стороне режущей вставки. Двусторонняя режущая вставка содержит две базовые поверхности на стороне режущей вставки, по одной на каждой стороне. В установленном положении одна из базовых поверхностей на стороне режущей вставки соответственно упирается в базовую поверхность на стороне корпуса инструмента. Таким образом обеспечивается прецизионное позиционирование режущей вставки в любом положении, т. е. с любым поворотом или ориентацией.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее по тексту настоящее изобретение разъясняется со ссылкой на различные примеры осуществления, которые показаны на сопроводительных чертежах. Ниже представлено описание фигур:
на Фиг. 1 на виде в перспективе показан режущий инструмент в соответствии с настоящим изобретением с корпусом инструмента в соответствии с настоящим изобретением в соответствии с первым вариантом осуществления с семью желобками удаления стружки;
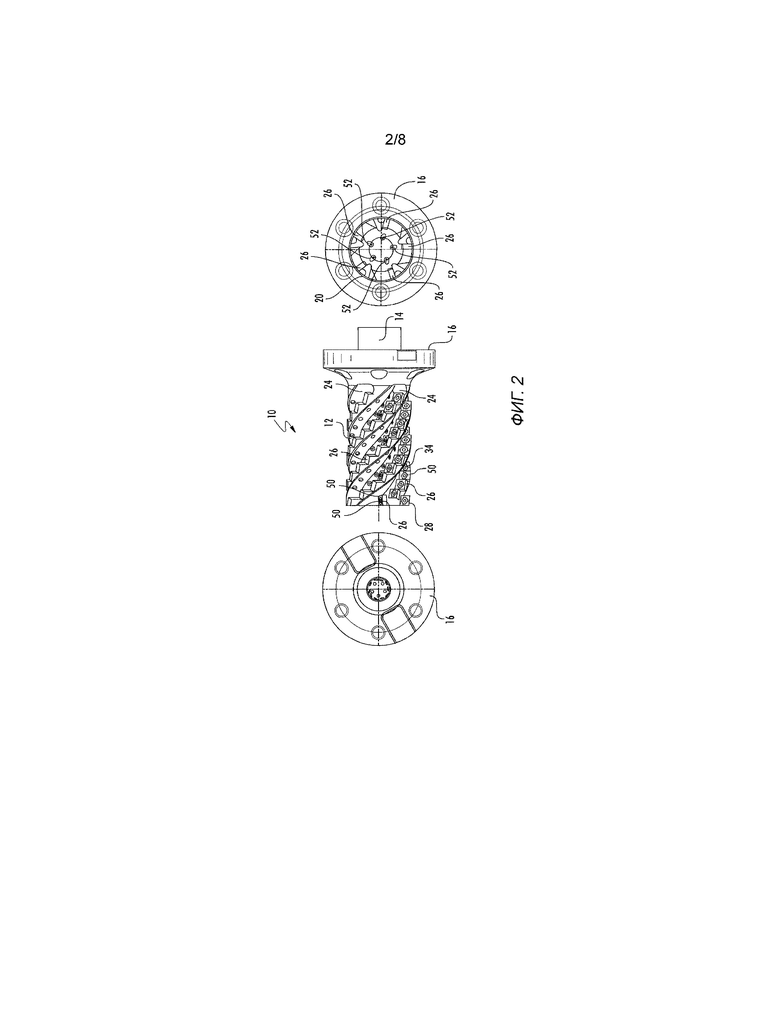
на Фиг. 2 на чертеже в трех проекциях показан режущий инструмент в соответствии с настоящим изобретением с корпусом инструмента в соответствии с настоящим изобретением в соответствии со вторым вариантом осуществления с пятью желобками удаления стружки;
на Фиг. 3 на чертеже в трех проекциях показан режущий инструмент в соответствии с настоящим изобретением с корпусом инструмента в соответствии с настоящим изобретением в соответствии с третьим вариантом осуществления с шестью желобками удаления стружки;
на Фиг. 4 показан детализированный вид двух режущих вставок режущего инструмента в соответствии с настоящим изобретением, которые соответственно вставлены в гнездо корпуса инструмента в соответствии с настоящим изобретением;
на Фиг. 5 представлен вид в разрезе индексируемой режущей вставки, закрепленной в гнезде обладающего признаками изобретения корпуса инструмента; и
на Фиг. 6 индексируемая режущая вставка обладающего признаками изобретения режущего инструмента показана на виде сверху и на виде в разрезе.
На Фиг. 7 представлен детализированный вид альтернативного варианта осуществления гнезда для обладающего признаками изобретения корпуса инструмента.
ПОДРОБНОЕ ОПИСАНИЕ
Описанные здесь варианты осуществления изобретения станут понятнее при обращении к нижеследующим подробному описанию и примерам с их предшествующим и последующим описаниями. Описанные здесь элементы, устройства и способы тем не менее не ограничиваются конкретными вариантами осуществления, представленными в подробном описании и примерах. Следует понимать, что эти варианты осуществления являются лишь иллюстрацией принципов настоящего изобретения. Специалистам в данной области будут очевидны множество изменений и модификаций в пределах сущности и объема изобретения.
Цилиндрическая торцевая фреза 10 содержит корпус 12 инструмента, имеющий по существу круглую в сечении цилиндрическую форму с продольной осью 14 корпуса инструмента.
Корпус 12 инструмента содержит зажимной конец 16, с помощью которого он может быть зажат в станке, который не показан, и противоположный, режущий конец 18. На режущем конце 18 расположена торцевая грань [передняя поверхность] 20.
Цилиндрическая торцевая фреза 10 предназначена для станочной обработки, выполняемой на ее торцевой грани 20 и на ее окружности 22. Окружность 22 также может называться боковой поверхностью.
В показанном варианте осуществления корпус 12 инструмента выполнен за одно целое.
В корпусе 12 инструмента расположены стружконаправляющие канавки 24. Они проходят по спирали вокруг окружности 22 корпуса 12 инструмента и служат для рассеивания стружки.
В показанных на иллюстрациях вариантах осуществления корпус 12 инструмента содержит пять, шесть или семь стружконаправляющих канавок 24. В зависимости от диаметра корпуса инструмента и размера используемых индексируемых режущих вставок 26, корпус инструмента может также содержать большее или меньшее количество стружконаправляющих канавок 24.
Как конкретно показано на Фиг. 2 и Фиг. 3, стружконаправляющие канавки 24 неравномерно распределены вокруг окружности 22 корпуса 12 инструмента. Это означает, что угловые шаги между соседними стружконаправляющими канавками 24 будут различными с точки зрения расстояния.
В стружконаправляющих канавках 24 расположены индексируемые режущие вставки 26.
Каждая индексируемая режущая вставка 26 вставляется в гнездо 28 и выполнена двусторонней. Такая индексируемая режущая вставка 26 показана на Фиг. 6. Однако могут существовать другие индексируемые режущие вставки, которые не показаны на изображенной цилиндрической торцевой фрезе 10.
Каждое из гнезд 28 содержит базовую поверхность 30. Смежно с данной базовой поверхностью 30 размещена соответствующая базовая поверхность 32 индексируемой режущей вставки. Далее индексируемая режущая вставка 26 крепится к гнезду 28 винтом 34 крепления индексируемой режущей вставки, входящим в зацепление с отверстием 35 базовой поверхности 30.
Так как в иллюстрируемом варианте осуществления использованы двусторонние индексируемые режущие вставки 26, каждая индексируемая режущая вставка 26 содержит две базовые поверхности 32 индексируемой режущей вставки. Как в частности можно видеть на Фиг. 6, базовые поверхности 32 индексируемой режущей вставки заглублены относительно расположенных на той же стороне режущих кромок 36.
В иллюстрируемом варианте осуществления индексируемые режущие вставки 26 имеют отрицательный передний угол.
Наклон вставок 26 относительно продольной оси 14 инструмента может регулироваться наклоном базовой поверхности 30 к оси 14 корпуса инструмента. Угол между базовой поверхностью 30 и продольной осью корпуса 14 инструмента можно выбирать индивидуально в зависимости от задачи резания для каждой базовой поверхности.
В показанном варианте осуществления углы каждых соответствующих базовых поверхностей 30 одинаковы, если они расположены в смежных стружконаправляющих канавках 24. Это означает, например, что все третьи базовые поверхности 30, т. е. все третьи индексируемые режущие вставки 26, имеют одинаковый угол вдоль стружконаправляющих канавок 24 относительно продольной оси 14 корпуса инструмента. Однако угол индивидуальных базовых областей 30 изменяется в стружконаправляющей канавке 24.
Дополнительно гнездо 28 включает в себя первую упорную поверхность 37 и вторую упорную поверхность 38.
В собранном состоянии индексируемая режущая вставка 26 расположена так, что одна из ее боковых поверхностей 40 размещена смежно с упорной поверхностью 37 и упорной поверхностью 38 соответственно.
И первая упорная поверхность 37, и вторая упорная поверхность 38 смежны с базовой поверхностью 30.
Как показано на Фиг. 5, первая упорная поверхность 37 по существу перпендикулярна упорной поверхности 30. Аналогичным образом вторая упорная поверхность 38 по существу перпендикулярна базовой поверхности 30.
Так как в иллюстрируемом варианте осуществления показаны прямоугольные индексируемые режущие вставки 26, первая упорная поверхность 37 и вторая упорная поверхность 38 по существу перпендикулярны друг другу.
Переход между базовой поверхностью 30 и первой упорной поверхностью 37 выполнен в виде канавки 42.
Канавка 42 спроектирована таким образом, что она расположена за базовой поверхностью 30, если смотреть в направлении, перпендикулярном базовой поверхности 30, и расположена за первой упорной поверхностью 37, если смотреть в направлении, перпендикулярном упорной поверхности 37.
Как видно на Фиг. 4, канавка 42 может иметь прямоугольное поперечное сечение.
В показанном на Фиг. 5 гнезде 28 канавка 42 имеет круглое поперечное сечение.
Не показанная аналогичная канавка базовой поверхности 30 имеется на переходе ко второй упорной поверхности 38.
Как показано на Фиг. 4, переход между первой упорной поверхностью 37 и второй упорной поверхностью 38 также выполнен в виде канавки 44.
В показанном на иллюстрациях варианте осуществления канавка 44 имеет круглое поперечное сечение, хотя, как и канавка 42, она может иметь любое требуемое поперечное сечение.
Если индексируемые режущие вставки 26 установлены в гнезда 28, нужно различать зажимную сторону гнезда 26 и режущую сторону индексируемой режущей вставки 26. Зажимная сторона индексируемой режущей вставки 26 ориентирована в направлении к базовой поверхности 30. Режущие кромки 36 на этой странице не включены в процесс станочной обработки. Режущая сторона противоположна зажимной стороне. Одна из имеющихся режущих кромок 36 участвует в процессе станочной обработки.
Когда индексируемая режущая вставка 26 находится в собранном состоянии, по меньшей мере одна режущая кромка 36 расположена в канавке 42 на зажимной стороне индексируемой режущей вставки 26. Это можно видеть на Фиг. 4 и Фиг. 5.
В показанном на Фиг. 7 альтернативном варианте осуществления гнезда 28 на базовой поверхности 30 расположен выступ 48. На этом выступе 48 в процессе сборки может быть отцентрирована индексируемая режущая вставка 26. Для этого она должна иметь выступ 48, соответствующий геометрии выступа. Предусмотрено «упрощенное» центрирование, исключающее любое неправильное сопряжение упорных поверхностей 37, 38, индексируемой режущей вставки 26 и выступа 48.
В проиллюстрированном варианте осуществления выступ 48 имеет форму цилиндра круглого сечения, и по центру выступа 48 расположено отверстие 35.
В процессе сборки индексируемой режущей вставки 26 ее сначала предварительно располагают на выступе 48, а затем притягивают к упорным поверхностям 37, 38, закручивая винт 34 крепления индексируемой режущей вставки.
В проиллюстрированном варианте осуществления в каждой стружконаправляющей канавке 24 расположено тринадцать или семнадцать индексируемых режущих вставок 26. В целях упрощения номер позиции присвоен только отдельным индексируемым режущим вставкам 26. Количество индексируемых режущих вставок 26 в каждой стружконаправляющей канавке может определяться, среди прочего, в зависимости от длины корпуса инструмента и размера используемых индексируемых режущих вставок 26.
Цилиндрическая торцевая фреза 10 может эксплуатироваться с применением хладагентов или рефрижерантов. В корпусе 12 инструмента предусмотрены не показанные явно каналы хладагента.
В проиллюстрированном варианте осуществления каждое гнездо 28 и, соответственно, каждая индексируемая режущая пластина 26 связаны с выпускным отверстием 50 хладагента, подающегося по каналам охлаждения. Таким образом, гнездо и размещенная в нем индексируемая режущая вставка могут охлаждаться в процессе станочной обработки. В целях упрощения номер позиции присвоен только выбранным выпускным отверстиям 50 хладагента.
Каждые два выпускных отверстия 50 хладагента могут быть связаны с теми гнездами 28, которые размещены в первом и втором ряду, считая от торцевой грани 20. При этом поток хладагента дополнительно способствует рассеиванию стружки. Это можно видеть на Фиг. 3. Аналогичным образом каналы охлаждения, питающиеся через выпускные отверстия 52 хладагента, расположены на торцевой грани 20 корпуса 12 инструмента.
Были описаны разнообразные варианты осуществления изобретения, призванные выполнить разнообразные задачи изобретения. Следует понимать, что эти варианты осуществления являются лишь иллюстрацией принципов настоящего изобретения. Специалистам в данной области будут очевидными множество изменений и модификаций в пределах сущности и объема изобретения.







Группа изобретений относится к обработке материалов резанием и может быть использована при обработке торцевыми цилиндрическими фрезами. Корпус фрезы содержит по меньшей мере одну спиралевидную стружконаправляющую канавку и по меньшей мере два гнезда для индексируемых режущих вставок, расположенные в стружконаправляющей канавке. Каждое из гнезд содержит базовую поверхность, имеющую отверстие под винт крепления индексируемой режущей вставки, и по меньшей мере одну первую упорную поверхность, смежную с базовой поверхностью. Переход между базовой поверхностью и первой контактной поверхностью представляет собой канавку. В каждое гнездо корпуса устанавливается двусторонняя индексируемая режущая вставка. Повышается эффективность обработки резанием. 2 н. и 13 з.п. ф-лы, 7 ил.
1. Корпус инструмента для цилиндрической торцевой фрезы, содержащий:
по меньшей мере одну спиралевидную стружконаправляющую канавку, расположенную на окружности корпуса инструмента для рассеивания стружки, и
по меньшей мере два гнезда для индексируемых режущих вставок, расположенные в стружконаправляющей канавке, причем каждое гнездо содержит базовую поверхность, имеющую отверстие под винт крепления индексируемой режущей вставки, и по меньшей мере одну первую упорную поверхность, расположенную смежно с базовой поверхностью, которая по существу перпендикулярна базовой поверхности,
отличающийся тем, что переход между базовой поверхностью и первой упорной поверхностью представляет собой канавку.
2. Корпус инструмента по п. 1, отличающийся тем, что канавка расположена по меньшей мере частично за базовой поверхностью и за первой упорной поверхностью.
3. Корпус инструмента по п. 1 или 2, отличающийся тем, что базовые поверхности образуют различные углы с продольной осью корпуса инструмента.
4. Корпус инструмента по одному из пп.1-3, отличающийся тем, что гнездо содержит вторую упорную поверхность, которая смежна с первой упорной поверхностью и с базовой поверхностью.
5. Корпус инструмента по п. 4, отличающийся тем, что переход между первой упорной поверхностью и второй упорной поверхностью представляет собой канавку.
6. Корпус инструмента по одному из пп.1-5, отличающийся тем, что каждое гнездо имеет выпускное отверстие хладагента для охлаждения индексируемой режущей вставки в гнезде, расположенном в корпусе инструмента.
7. Корпус инструмента по одному из пп.1-6, отличающийся тем, что по меньшей мере одно выпускное отверстие хладагента расположено на торцевой грани корпуса инструмента для охлаждения процесса станочной обработки.
8. Корпус инструмента по одному из пп.1-7, отличающийся тем, что он содержит от двух до десяти, предпочтительно от пяти до семи, стружконаправляющих канавок с гнездами для индексируемых режущих вставок, и стружконаправляющие канавки неравномерно распределены, в частности на периферии корпуса инструмента.
9. Корпус инструмента по одному из пп.1-8, отличающийся тем, что корпус инструмента выполнен за одно целое.
10. Корпус инструмента по одному из пп.1-9, отличающийся тем, что вдоль стружконаправляющей канавки расположены от трех до тридцати, предпочтительно от пяти до двадцати, гнезд.
11. Корпус инструмента по одному из пп.1-10, отличающийся тем, что для центрирования индексируемой вставки на базовой поверхности расположен выступ, причем предпочтительно указанное отверстие проходит через выступ.
12. Цилиндрическая торцевая фреза, содержащая корпус инструмента, в каждом гнезде которого закреплена двусторонняя индексируемая режущая вставка, отличающаяся тем, что она содержит корпус инструмента по одному из пп.1-11.
13. Цилиндрическая торцевая фреза по п. 12, отличающаяся тем, что по меньшей мере одна режущая кромка зажимной стороны в канавке корпуса расположена на переходе между базовой поверхностью и первой упорной поверхностью.
14. Цилиндрическая торцевая фреза по п. 12 или 13, отличающаяся тем, что индексируемые режущие пластины имеют отрицательный передний угол.
15. Цилиндрическая торцевая фреза по одному из пп. 12-14, отличающаяся тем, что индексируемая режущая вставка содержит две базовые поверхности индексируемой стороны, расположенные в направлении внутрь индексируемой режущей вставки и заглубленные относительно соответствующих режущих кромок.
| US 5542793 A1, 06.08.1996 | |||
| РЕЖУЩИЙ ИНСТРУМЕНТ С РАЗДЕЛИТЕЛЕМ НАПРЯЖЕНИЯ | 2006 |
|
RU2412025C2 |
| US 4078868 A1, 14.03.1978 | |||
| US 6196770 B1, 06.03.2001. | |||

