Область техники
Изобретение относится к сварке полимерных труб с помощью электромуфт и может использоваться при сварке полиэтиленовых труб при температурах окружающего атмосферного воздуха ниже, чем предусмотрено нормативными документами.
Уровень техники
Известно техническое решение (Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42-103 - 2003. - Издание официальное. - М., ЗАО «ПОЛИМЕРГАЗ», 2004. - 84 с.), в котором при более широком интервале температур окружающего воздуха, чем от минус 15°С до плюс 45°С, сварочные работы рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала (п.6.48). Недостатками указанного способа являются трудоемкость и большие затраты времени на строительство сооружения и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб.
Известен способ сварки полимерных труб с помощью электромуфты (патент №4117311, US; патент №4349219, US), содержащей корпус из термопластика и электроспираль. Электроспираль расположена вблизи внутренней стенки и защищена тонким слоем материала корпуса электромуфты.
Известен способ сварки полимерных труб с помощью электромуфты (заявка №97111682/06, RU), содержащей пластмассовый корпус и две электроспирали. Электроспирали размещены в разных половинах корпуса.
Наиболее близким к заявленному изобретению является способ сварки полимерных труб с помощью электромуфты (патент №4147926, US), содержащей пластмассовый корпус и электроспираль. Электроспираль расположена на внутренней стенке корпуса. При сварке на электроспираль электромуфты подается постоянный ток, величина которого зависит от температуры окружающей среды, типа электромуфты, а также материала, диаметра и толщины стенки трубы. Мощность тока на электроспирали во время сварки не меняется.
Недостатком вышеперечисленных изобретений является то, что при температуре окружающей среды ниже минус 15°С увеличение мощности тока на электроспирали приводит к тому, что в нормальной зоне расплава (2-3 мм) температура материала трубы и электромуфты возле электроспирали достигает температуры деструкции.
Раскрытие изобретения
Задача, на решение которой направлено заявленное изобретение, - создание способа сварки полимерных труб при температурах окружающего атмосферного воздуха ниже минус 15°С, без строительства специального сооружения.
Технический результат, достигаемый при решении поставленной задачи, заключается в достижения регламентируемого распределения температуры по ширине стенки трубы и электромуфты в процессе сварки, при температуре окружающей среды ниже минус 15°С и получение качественно сваренного соединения. Регламентируемое распределение температуры - это распределение температуры в процессе сварки, при температуре окружающего воздуха, лежащей в регламентируемом интервале от минус 15°С до плюс 45°С.
Технический результат достигается тем, что в корпус электромуфты внедряют датчик температуры, например термопару. Расположение датчика может быть различным. В первом варианте датчик устанавливают в теле электромуфты над нагревающей электроспиралью, во втором варианте датчик располагают на внутренней стенке электромуфты, около крайнего витка электроспирали.
Обычно сварку осуществляют подачей постоянного тока на электроспираль электромуфты на заранее рассчитанный период времени. При этом происходит нагрев внутренней поверхности электромуфты и внешней поверхности свариваемых труб. Величина тока и период времени зависят от размера, толщины стенок трубы, температуры окружающей среды, типа электромуфты. Эти данные рассчитывают заранее, проверяют экспериментально и закладывают в память аппаратов для электомуфтовой сварки. При нагреве распределение температуры по ширине стенки трубы и электромуфты неравномерно. В области электроспирали температура материала трубы и электромуфты может быть близкой к температуре деструкции, а на границах с окружающей средой почти не изменится. Тем не менее, в интервале температур окружающей среды от минус 15°С до плюс 45°С можно получить качественно сваренное соединение.
При температурах окружающей среды ниже минус 15°С неравномерность распределения температуры по ширине стенки трубы и электромуфты превышает допустимое значение.
Использование электромуфты, снабженной датчиком температуры, позволяет увеличить и выровнять температуру по ширине стенки трубы и электромуфты перед началом сварки путем поддержания постоянной температуры возле электроспирали. Температура должна быть примерно равной температуре плавления материала трубы или электромуфты. Для поддержания постоянной температуры применяют терморегулирующее устройство. После того как температура на поверхности электромуфты достигнет регламентируемого значения, различного в зависимости от температуры окружающей среды, сварку производят в обычном режиме. Температура на поверхности муфты определяется с помощью тестера, снабженного термопарой или термосопротивлением. Например при температуре окружающей среды минус 40°С предварительный нагрев производят до температуры на поверхности электромуфты плюс 15°С. После этого сварку выполняют с такими же параметрами, как и при сварке при температуре окружающей среды минус 10°С: напряжение на муфте - U=40B; время - t=70 c. В результате графики распределения температуры при температуре окружающей среды минус 10°С и минус 40°С получаются похожими.
Краткое описание чертежей
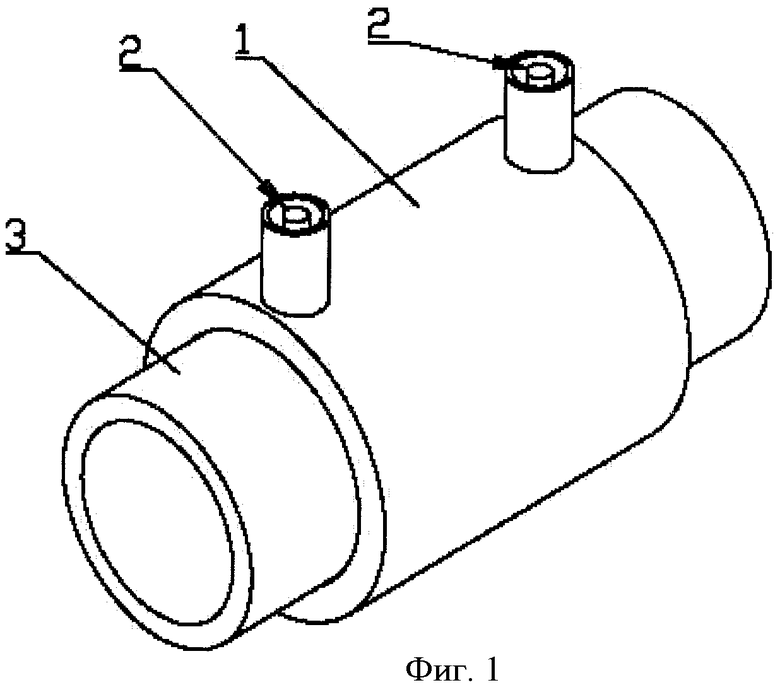
1. Общий вид электромуфты.
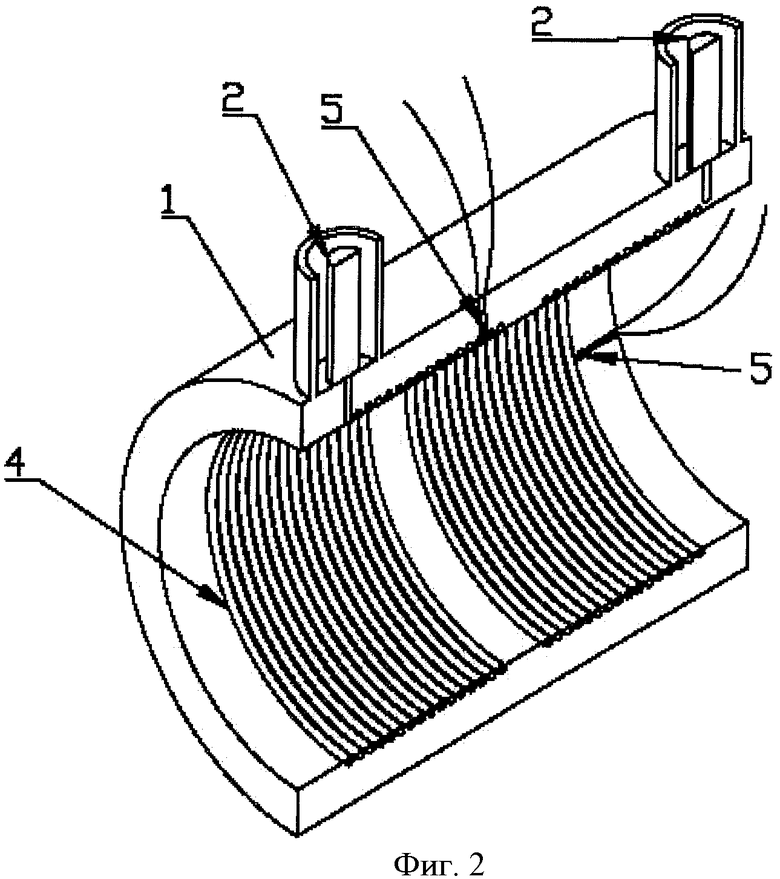
2. Расположение датчиков в корпусе электромуфты.
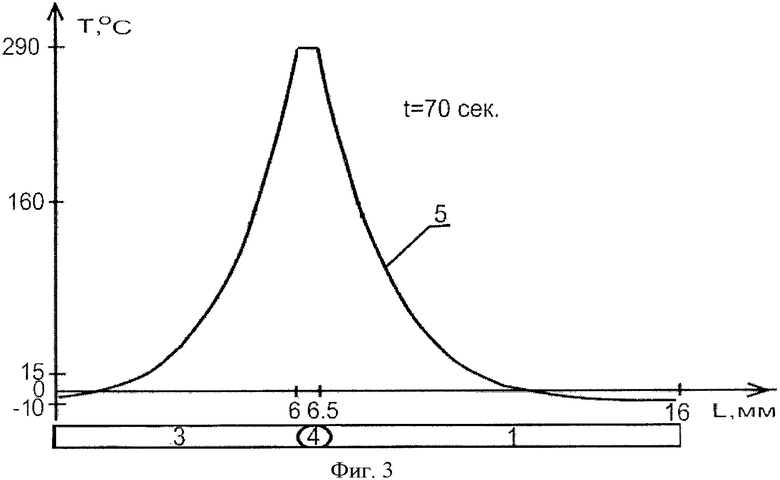
3. Распределение температуры при сварке. Температура окружающей среды Т=-10°С.
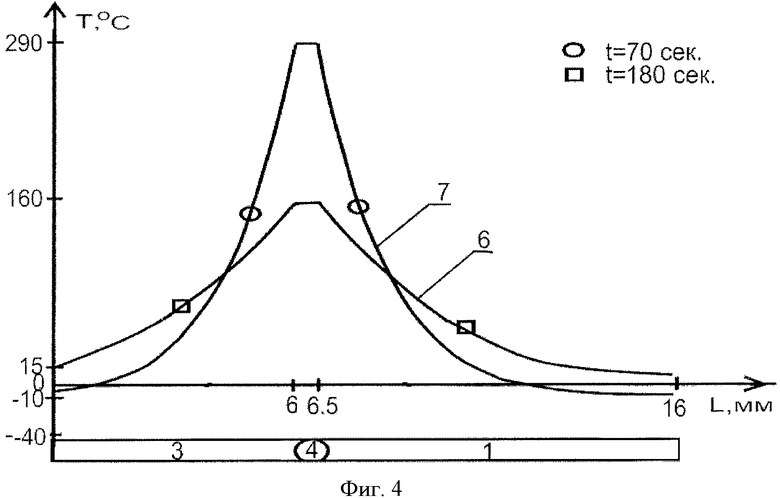
4. Распределение температуры при сварке с предварительным подогревом. Температура окружающей среды -40°С.
Осуществление изобретения
Общий вид: электромуфта 1 (фиг.1), клеммы электроспирали 2, участок трубы 3. Электромуфта 1 снабжается датчиком температуры 3. Датчик температуры (термопара) 3 устанавливается над электроспиралью 4 или на внутренней стенке электромуфты около крайнего витка электроспирали 4.
Осуществление изобретения можно пояснить на примере.
Сварку трубы ПЭ80 ГАЗ SDR 11 d63 была выполнена на аппарате FRIAMAT производства компании FRIATEC, Германия. Применялась электромуфта +GF+ ELGEF Plus, производство Германии с параметрами d63, R=1,5 Ом. Температура окружающей среды -10°С. Регламентируемые параметры: время сварки t=70 с, напряжение постоянного тока U=40 В. График распределения температуры по ширине стенки трубы и муфты 5 (фиг.3). Значения температуры для графика распределения температуры определяли по показаниям дополнительных термопар, внедренных в тело трубы и электромуфты на разную глубину.
Такой же график распределения температуры был получен решением одномерного теплового уравнения методом конечного элемента, при помощи математического пакета "Matlab".
Тепловое уравнение:
ρCρ∂T/∂t-∇(k∇T)=Q+htrans(Text-Т)+Ctrans(Tambtrans 4-Т4),
ρ - плотность,
Ср - теплоемкость при постоянном давлении,
Т - температура,
k - теплопроводность,
Q - тепловой источник,
htrans - коэффициент теплопереноса,
Text - температура поверхностного слоя,
Ctrans - константа, зависящая от условия задачи,
Tambtrans - температура окружающей среды.
Граничные условия:
n(k∇T)=qo+htrans(Text-Т)+Ctrans(Tambtrans 4-T4) - условие Неймана,
Т=То - условие Дирихле, где
n - нормальный вектор к граничной поверхности,
k - теплопроводность,
Т - температура,
qo - тепловой источник,
Text - внешняя температура,
Ctrans - константа, зависящая от условия задачи,
Tambtrans - температура окружающей среды,
То - заданная температура.
При внешней температуре -40°С с помощью терморегулирующего устройства и датчика температуры в области электроспирали поддерживалась температура 160°С до тех пор, пока температура на поверхности электромуфты не достигла плюс 15°С. График распределения температуры - 6. Время выравнивания температуры t=180 с. После этого была выполнена сварка с параметрами: t=70 с, напряжение постоянного тока на электроспирале U=40 В. График распределения температуры - 7, сходен с графиком 5 (фиг.3), характеризующим сварку в нормальных условиях (температура окружающей среды -10°С).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ С ПОМОЩЬЮ ЭЛЕКТРОМУФТ | 2010 |
|
RU2458279C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРЯЖЕНИЯ ПИТАНИЯ ЗАКЛАДНЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ ЭЛЕКТРОМУФТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2317204C2 |
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ВОЗДУХА | 2023 |
|
RU2810859C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| Муфта для соединения труб из термопластов | 1979 |
|
SU828558A2 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Муфта для соединения труб из термопластов | 1979 |
|
SU828559A2 |
| Манометрическая бомба высокого давления | 2018 |
|
RU2701522C1 |
Изобретение относится к сварке полимерных труб с помощью электромуфт и может использоваться при сварке полиэтиленовых труб при температурах окружающего атмосферного воздуха ниже, чем предусмотрено нормативными документами. Способ электромуфтовой сварки полимерных труб, включающий подачу напряжения на электроспираль муфты на определенный период времени и охлаждение сваренного соединения до температуры окружающей среды. Устройство снабжено датчиком температуры, расположенным возле спирали, и перед началом сварки, с помощью терморегулирующего устройства, в области электроспирали поддерживается температура, близкая к температуре плавления материала трубы или муфты до тех пор, пока температура на поверхности муфты не достигнет регламентируемого значения, после этого сварка производится в обычном режиме. Изобретение повышает надежность сварки полимерных труб. 2 з.п. ф-лы, 4 ил.
1. Способ электромуфтовой сварки полимерных труб, включающий нагрев внутренней поверхности электромуфты и внешней поверхности свариваемых труб путем подачи постоянного тока на электроспираль и охлаждение сваренного соединения до температуры окружающей среды, отличающийся тем, что при температуре окружающей среды ниже регламентируемого уровня -15°С электромуфту снабжают датчиком температуры, который располагают возле электроспирали, и перед началом сварки с помощью терморегулирующего устройства в области электроспирали поддерживают температуру, близкую к температуре плавления материала трубы или электромуфты до тех пор, пока температура на поверхности муфты не достигнет регламентируемого значения, различного в зависимости от температуры окружающей среды, после этого сварку производят в обычном режиме.
2. Способ электромуфтовой сварки полимерных труб по п.1, отличающийся тем, что датчик температуры располагают в теле муфты над электроспиралью.
3. Способ электромуфтовой сварки полимерных труб по п.1, отличающийся тем, что датчик температуры располагают на внутренней стенке электромуфты, около крайнего витка электроспирали.
| US 4147926 A, 03.04.1979 | |||
| ЭЛЕКТРОМУФТА ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 1997 |
|
RU2137018C1 |
| US 4349219 A, 14.09.1982 | |||
| US 4117311 А, 26.09.1978 | |||
| Рольганг для трубопрокатных станов | 1927 |
|
SU7722A1 |

