Область, к которой относится изобретение
Изобретение относится к сварке полимерных труб соединительными деталями с закладными нагревателями и может использоваться при сварке полиэтиленовых труб при низких температурах окружающего воздуха.
Уровень техники
Известно техническое решение (1. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42 - 103 - 2003. -Издание официальное. - М. ЗАО « ПОЛИМЕРГАЗ», 2004. - 84 с), в котором при более широком интервале температур окружающего воздуха, чем от минус 15°С до плюс 45°С, сварочные работы рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала (п. 6.48). Недостатком указанного способа является трудоемкость и большие затраты времени на строительство сооружения и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб.
Наиболее близким является техническое решение (2. Пат 2450202. Способ муфтовой сварки полимерных труб. Опубл. 10.05.2012, бюл. №13), в котором в процессе сварки при низких температурах воздуха (ниже минус 15°С) используется метод предварительного подогрева области оплавления сварного соединения муфты и трубы отдельным источником электропитания, а после сварки охлаждение сварного соединения производится в теплоизоляционной рубашке. Подогрев производится до достижения температуры области оплавления из регламентированного интервала. Например, для полиэтиленовых труб регламентированный интервал производства сварки составляет от минус 15 °С до плюс 45 °С, а температура окружающего воздуха, регистрируемого показанием датчика температуры сварочного аппарата поддерживается искусственно равным значению температуры нагрева области оплавления трубы и муфты. Недостатком технического решения является то, что для предварительного подогрева используется отдельный источник электропитания, искусственное поддерживание температуры для датчика температуры сварочного аппарата равным значению температуры нагретой области оплавления сварного соединения и выдерживание заданного времени (технологическая пауза) для выравнивания температурного поля в области сварного соединения труб и и детали с закладным нагревателем в данном техническом решении - муфты, а также использование теплоизоляционной рубашки при охлаждении сварного соединения для поддержания необходимой скорости охлаждения.
Раскрытие изобретения
Задачей предлагаемого изобретения является упрощение сварки полимерной трубы при температурах окружающего воздуха ниже регламентируемого.
Технический результат, достигаемый при решении поставленной задачи, заключается в использовании самого сварочного аппарата для предварительного подогрева и поддерживания необходимой скорости охлаждения сварного соединения с учетом температуры окружающего воздуха, которая ниже нормативного значения.
Существенные признаки, характеризирующие изобретение.
Ограничительные: сварку производят путем установки и закрепления концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой детали (муфты) с закладным нагревателем, подключения детали с закладным нагревателем к сварочному аппарату, пуска процесса сварки.
Отличительные: предварительный подогрев детали с закладным нагревателем до достижения в области оплавления определенной регламентируемой температуры и охлаждение после сварки сварного соединения производится самим сварочным аппаратом путем подачи определенного напряжения (для подогрева и охлаждения разные) через клеммы детали.
Известно, что программа процесса сварки учитывает кроме данных штрих-кода, прилагаемого к муфте с закладным нагревателем, еще и температуру окружающего воздуха через датчик температуры сварочного аппарата.
Осуществление изобретения
Способ осуществляется следующим образом. Очистка и циклевка от загрязнений свариваемых поверхностей, установка и закрепление концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой детали с закладным нагревателем. Деталь с закладным нагревателем подключают к сварочному аппарату.
Считывающим карандашом сварочного аппарата проводится считывание штрих-кода и запуск предварительного подогрева. После подогрева выдерживается время (технологическая пауза) для достижения более однородной температуры в области оплавления муфты и трубы. Затем производится сваривание детали к трубе и охлаждение сварного соединения с заданной скоростью. Скорости нагрева и охлаждения регулируется напряжением, подаваемым от сварочного аппарата через клеммы детали. Параметры предварительного подогрева, технологической паузы, сваривания и охлаждения полимеров заранее заложены в программу сварочного аппарата для каждого типоразмера трубы и муфты с учетом температуры окружающего воздуха.
Пример. Для муфтовой сварки труб из полиэтилена ПЭ 80 ГАЗ SDR11 63×5,8 ГОСТ Р 50838-95 при нормированных температурах, например, при +20°С продолжительность нагрева составляет около 70 сек. Продолжительность предварительного подогрева определяют из условия, что средняя температура в области оплавления после технологической паузы в 2 минуты становится равным 20°С. Например, при температуре окружающего воздуха - 30°С согласно расчетам предварительный подогрев проводится 13 минут (таблица 1).
Таблица 1. Расчетные продолжительности подогрева при различных температурах окружающей среды
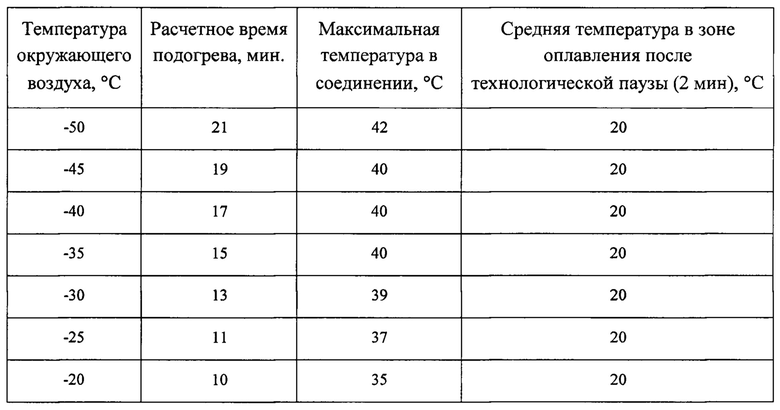
К клеммам закладного нагревателя подключается сварочный аппарат, в программном обеспечении которого уже заданы параметры предварительного подогрева (мощность и продолжительность) в зависимости от температуры окружающей среды.
Производится запуск предварительного подогрева. Максимальная температура в конце подогрева составит +39°С. В конце технологической паузы, продолжительностью 2 мин, которая выдерживается самим сварочным аппаратом, средняя температура в области оплавления муфты и труб становится равной 20°С. По истечении 2 минут проводится автоматическая сварка, а охлаждение сварного соединения регулируется самим сварочным аппаратом путем подачи определенного напряжения через закладной нагреватель муфты.
Таким образом, температурный режим всего сварочного процесса в области сварного муфтового соединения при любых низких температурах окружающего воздуха поддерживается как при сварке в допустимом интервале температур за счет предварительного подогрева и требуемой скорости охлаждения сварного соединения, параметры которых подаются через закладной нагреватель муфты. При этом отсутствует необходимость применения отдельного источника питания для предварительного подогрева и теплоизоляции при охлаждении сварного муфтового соединения полимерных труб, что упрощает процесс сварки при температурах ниже регламентированных. Произведенное в таких условиях сварное муфтовое соединение обладает всеми прочностными свойствами сварного соединения, полученного при температурном интервале, предусмотренном нормативными документами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ВОЗДУХА | 2023 |
|
RU2810859C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| Способ сварки полимерных труб | 2018 |
|
RU2687900C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2383811C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
Изобретение относится к способу сварки полимерных труб соединительными деталями с закладным нагревателем и может использоваться для сварки полиэтиленовых труб при температурах окружающего воздуха более низких, чем предусмотрено нормативными документами. Изобретение направлено на получение качественного сварного соединения без строительства специального отапливаемого сооружения. Указанный технический результат достигается за счет доведения температуры в зоне оплавления между трубой и муфтой до значения температуры из допустимого интервала от минус 15°С до плюс 45°С, предусмотренного нормативными документами. Скорость охлаждения устанавливают такой же, как и при температурах окружающего воздуха из регламентированного интервала. Перед сваркой полимерных труб через клеммы муфты с помощью самого сварочного аппарата подается определенное напряжение и производится предварительный подогрев. Для того чтобы сварочный аппарат мог производить сварку при низких температурах окружающего воздуха, в его программном обеспечении устанавливается программа с расчетными данными по подаваемым напряжениям для предварительного подогрева, технологической паузы и скорости охлаждения сварного соединения. Температура в области оплавления и скорость охлаждения сварного соединения при любых низких температурах принудительным образом устанавливаются как при сварке в регламентированном интервале температур с учетом температуры окружающего воздуха. 1 табл.
Способ сварки полимерных труб соединительными деталями с закладным нагревателем, заключающийся в подготовке концов труб, установке и закреплении концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой детали с закладным нагревателем, подключении детали к сварочному аппарату, в задании программы процесса сварки, пуска процесса сварки, нагрева и охлаждения сварного соединения, отличающийся тем, что температура в области оплавления предварительно доводится до значения из регламентированного интервала температур и требуемая скорость охлаждения сварного соединения поддерживается подачей определенного напряжения самим сварочным аппаратом, в системе которого заложена программа, позволяющая произвести предварительный подогрев, выдержку технологической паузы для выравнивания температурного поля области сварки в значениях регламентируемого интервала температур окружающего воздуха и поддерживание необходимой скорости охлаждения сварного соединения, как при остывании в допустимом интервале температур производства сварки.
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| US 4943706 A, 24.07.1990 | |||
| US 4642155 A, 10.02.1987 | |||
| WO 2014182207 A1, 13.11.2014 | |||
| СПОСОБ ЭЛЕКТРОМУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2429407C1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| WO 9516557 A2, 22.06.1995. | |||

