Область применения
Изобретение относится к сварке полимерных труб.
Уровень техники
Известен способ сварки полимерных труб с помощью муфты (патент №4117311, US; патент №4349219, US), содержащей корпус из термопластика и электроспираль. Спираль расположена вблизи внутренней стенки и защищена тонким слоем материала корпуса муфты.
Известен способ сварки полимерных труб с помощью муфты (заявка №97111682/06, RU), содержащей пластмассовый корпус и две электроспирали. Электроспирали размещены в разных половинах корпуса.
Наиболее близким к заявленному изобретению является способ сварки полимерных труб с помощью муфты (патент №4147926, US), содержащей пластмассовый корпус и электроспираль. Спираль расположена на внутренней стенке корпуса. При сварке на электроспираль муфты подается постоянный ток, величина которого зависит от температуры окружающей среды, типа муфты, а также материала, диаметра и толщины стенки трубы. Мощность тока на электроспирале во время сварки не меняется.
Недостатки вышеперечисленных изобретений
При муфтовой сварке зазор между трубами и муфтой должен быть минимальным и равномерным вдоль плоскости соприкосновения. Например, при большом диаметре труб сложно обеспечить равномерный зазор между муфтой и трубами. На каком-то участке зазор будет больше регламентированного. Увеличенные зазоры приводят к дефектам сварки.
Раскрытие изобретения
Задача, на решение которой направлено заявленное изобретение, - создания способа упрочнение сварочного слоя, при сварке полимерных труб с помощью муфт. А также возможность применения муфтовой сварки к трубам, технологический зазор между трубой и муфтой больше регламентируемого.
Технический результат
Технический результат, достигаемый при решении поставленной задачи, заключается в уменьшении отрицательного влияния зазора между трубой и муфтой при сварке, упрочнении сварочного слоя за счет вытягивания волокон.
Технический результат достигается тем, что вдоль труб, впереди и сзади корпуса муфты, прикрепляются с помощью хомутов блоки, состоящие из двух катушек. Каждая из катушек намотана на сердечник в форме полуцилиндрического сегмента, вдоль его высоты. Сердечник выполнен из ферромагнитного материала.
Катушки соединяют в общую цепь с таким расчетом, чтобы направления аксиальных сил магнитного поля каждой катушки совпадали друг с другом. Цепь подключают к генератору переменного тока.
Сварку осуществляют подачей постоянного напряжения на электроспираль муфты на определенный период времени. Величина напряжения и период времени зависят от размера, толщины стенок труб, температуры окружающей среды, типа муфты.
Электроспираль можно изготовить из эмалированного провода. Регулируя частоту, амплитуду тока в катушках, а также местоположение блоков относительно муфты, при этом расстояние между муфтой и блоками должно быть одинаково, подбирают оптимальные параметры для продольных колебаний электроспирали. При частоте тока в генераторе, близкой к собственной частоте продольных колебаний электроспирали, можно использовать катушки с меньшей индуктивностью и снизить потребляемую мощность.
Полимерные расплавы не подчиняются основным законам гидродинамики и относятся к неньютоновским жидкостям, а именно к псевдопластикам. Вязкость полимерного расплава уменьшается с увеличением скорости течения. Это происходит потому, что вытягиваются молекулярные клубки, а значит изменяются структура жидкости и ее вязкость.
Псевдопластик - n<1, вязкость уменьшается при увеличении скорости сдвига.

 - градиент скорости
- градиент скорости

σ - вязкость расплава;
α - коэффициент пропорциональности.
Во время сварки под действием магнитного поля катушек электроспираль совершает продольные колебательные движения, увлекая за собой приграничный слой полимерного расплава. От нагрева расплав расширяется, вязкость его уменьшается. В соответствии с формулой происходит дополнительное уменьшение вязкости расплава, повышение его текучести, что положительно влияет на заполнение технологического зазора между трубой и муфтой. Вытягивание полимерных волокон вдоль оси трубы приводит к упрочнению сварочного слоя.
Краткое объяснение чертежей
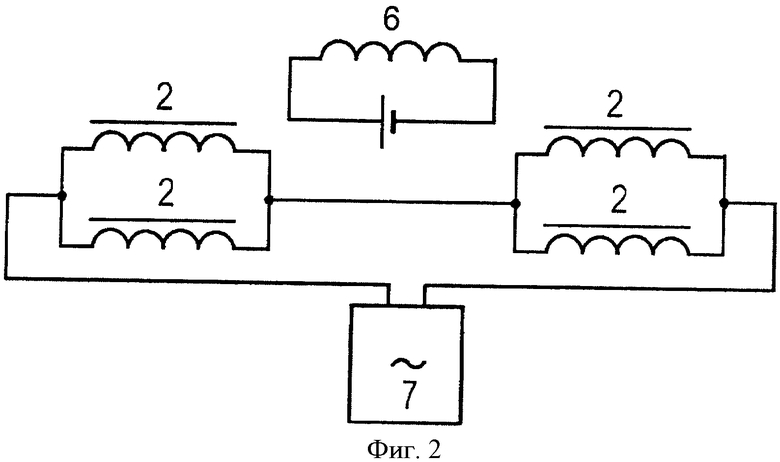
1. Расположение муфты, блоков с катушками на свариваемых трубах.
2. Схема подключения катушек к генератору.
Осуществление изобретения
Вдоль полимерных труб 1 (фиг.1), впереди и сзади корпуса муфты 3, прикрепляют с помощью хомутов 4 блоки, состоящие из двух катушек 2. Каждая из катушек 2 намотана на сердечник 5 в форме полуцилиндрического сегмента, вдоль его высоты. Сердечник 5 выполнен из ферромагнитного материала.
Катушки 2 соединяют в общую цепь с таким расчетом, чтобы направления аксиальных сил магнитного поля каждой катушки 2 совпадали друг с другом. Цепь подключают к генератору переменного тока 7 (фиг.2).
Сварку осуществляют подачей постоянного напряжения на электроспираль 6 муфты 3 (фиг.1) на определенный период времени. Величина напряжения и период времени зависят от размера, толщины стенок трубы 1, температуры окружающей среды, типа муфты 3.
Регулируя частоту, амплитуду тока в катушках 2, а также местоположение блоков относительно муфты 3, при этом расстояние между муфтой 3 и блоками должно быть одинаково, подбирают оптимальные параметры для продольных колебаний электроспирали 6 (фиг.2). При частоте тока в генераторе 7, близкой к собственной частоте продольных колебаний электроспирали 6, можно использовать катушки 2 (фиг.1) с меньшей индуктивностью и снизить потребляемую мощность.
Пример применения
Сварка труб ПЭ80 ГАЗ SDR 11 d63 была выполнена на аппарате FRIAMAT, производства компании FRIATEC, Германия. Применялась муфта+GF+ELGEF Plus, производство Германии с параметрами d63, R=1,5 Ом. Температура окружающей среды - +10°С. Регламентируемые параметры: время сварки t=40 сек, напряжение постоянного тока U=40 В. Частота тока в генераторе 5 Гц, общая аксиальная сила, действующая на катушку, 0,4 Н. Трубы были взяты с заведомыми дефектами. С наружной поверхности труб был снят слой 1 мм. Образы, вырезанные из сваренного соединения, сварка которого производилась с применением предложенного способа, при испытаниях стандартными методами - ISO/DIS 8085/3, ISO/DIS 11413 - показали лучший результат, чем сваренные по обычной технологии.
Источник информации
1. David I. Bower, An introduction to polymer physics, Cambridge University press, 2002, page 187-188.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОМУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2009 |
|
RU2429407C1 |
| ИНЕРЦИОННЫЙ МАГНИТОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 2012 |
|
RU2515940C1 |
| Способ повышения помехоустойчивости технологии локации муфтовых соединений обсадных колонн геологоразведочных скважин и устройство для его осуществления | 2022 |
|
RU2801354C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| СПОСОБ, СИСТЕМА И СКВАЖИННЫЙ ПРИБОР ДЛЯ ОЦЕНКИ ПРОНИЦАЕМОСТИ ПЛАСТА | 2007 |
|
RU2419819C2 |
| СПОСОБ ИСПЫТАНИЯ МУФТОВОГО СВАРНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ ТРУБ | 2011 |
|
RU2457449C1 |
| ИНДУКТИВНЫЙ ИЗМЕРИТЕЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ УГЛОВОГО ПЕРЕМЕЩЕНИЯ | 2008 |
|
RU2368868C1 |
| Векторный автономный регистратор | 2023 |
|
RU2799973C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ ЗНАЧЕНИЙ ТОКОВ | 2017 |
|
RU2654911C1 |
| ИНДУКТОРНЫЙ ГЕНЕРАТОР С ТОРЦЕВЫМ ВОЗБУЖДЕНИЕМ | 2011 |
|
RU2454775C1 |
Изобретение относится к сварке полимерных труб с помощью электромуфт и может использоваться при сварке полиэтиленовых труб разного диаметра. Способ сварки полимерных труб с помощью электромуфт включает подачу напряжения на электроспираль муфты на определенный период времени и охлаждение сваренного соединения до температуры окружающей среды. Вдоль полимерных труб, впереди и сзади корпуса муфты, соосно с трубами, прикрепляют блоки, состоящие из двух катушек, намотанных на ферромагнитный сердечник в форме полуцилиндрического сегмента вдоль его высоты. При этом катушки из двух блоков соединяют в общую цепь с таким расчетом, чтобы направления аксиальных сил магнитного поля каждой катушки совпадали друг с другом, причем цепь подключают к генератору переменного тока, при помощи которого, изменяя частоту, амплитуду тока в катушках, регулируют продольные колебания электроспирали. При использовании изобретения уменьшается отрицательное влияние зазора между трубой и муфтой при сварке, упрочняется сварочный слой. 2 з.п. ф-лы, 2 ил.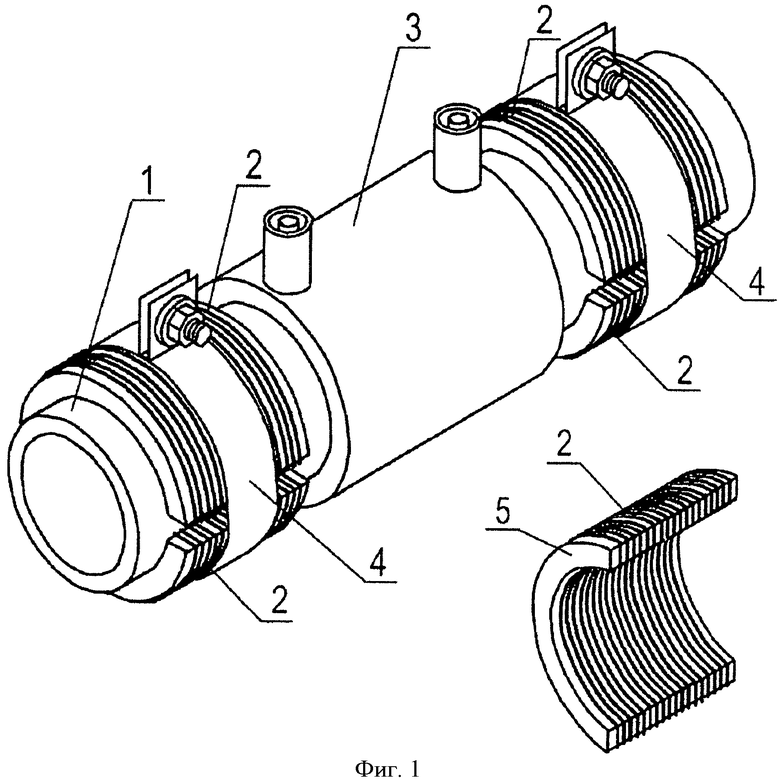
1. Способ сварки полимерных труб с помощью электромуфт, включающий подачу напряжения на электроспираль муфты на определенный период времени и охлаждение сваренного соединения до температуры окружающей среды, отличающийся тем, что вдоль полимерных труб впереди и сзади корпуса муфты соосно с трубами прикрепляют блоки, состоящие из двух катушек, намотанных на ферромагнитный сердечник в форме полуцилиндрического сегмента вдоль его высоты, при этом катушки из двух блоков соединяют в общую цепь с таким расчетом, чтобы направления аксиальных сил магнитного поля каждой катушки совпадали друг с другом, причем цепь подключают к генератору переменного тока, при помощи которого, изменяя частоту, амплитуду тока в катушках, регулируют продольные колебания электроспирали.
2. Способ сварки полимерных труб с помощью электромуфт по п.1, отличающийся тем, что регулирование амплитуды продольных колебаний электроспирали производят изменением местоположения блоков относительно муфты при одинаковом расстоянии между муфтой и блоком.
3. Способ сварки полимерных труб с помощью электромуфт по п.1, отличающийся тем, что электроспираль муфт изготовляют из эмалированного провода.
| US 4147926 А, 03.04.1979 | |||
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ АРМИРОВАННЫХ ТРУБ | 2001 |
|
RU2217311C2 |
| US 4906313 А, 06.03.1990 | |||
| СКВАЖИННЫЙ ФИЛЬТР, ПРЕДОТВРАЩАЮЩИЙ ОТЛОЖЕНИЕ АСФАЛЬТОСМОЛИСТЫХ И ПАРАФИНОГИДРАТНЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2347892C2 |

