Область, к которой относится изобретение
Изобретение относится к сварке полимерных труб и может использоваться при муфтовой сварке полимерных труб при низких температурах окружающего воздуха.
Уровень техники
Известно техническое решение (1. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42 - 103 - 2003. - Издание официальное. - М. ЗАО «ПОЛИМЕРГАЗ», 2004. - 84 с.), в котором при более широком интервале температур окружающего воздуха, чем от минус 15 °С до плюс 45 °С, сварочные работы рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала (п. 6.48). Недостатком указанного способа является трудоемкость и большие затраты времени на строительство сооружения и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб.
Наиболее близким является техническое решение (2. Пат 2450202. Способ муфтовой сварки полимерных труб. Опубл. 10.05.2012, бюл. № 13), в котором в процессе сварки при низких температурах воздуха (ниже минус 15 ºС) используется метод предварительного подогрева зоны термического влияния сварного соединения муфты (фитинга) и трубы путем подачи напряжения на закладной нагреватель фитинга отдельным источником электропитания, а после сварки охлаждение сварного соединения производится под слоем теплоизоляции. Подогрев производится до достижения температуры области оплавления из регламентированного интервала температур, а показание датчика температуры сварочного аппарата, исходя из которой производится сварка, поддерживается равным значению температуры нагрева зоны термического влияния сварного соединения. Недостатком технического решения является необходимость применения дополнительного мощного источника питания и теплоизоляции различной толщины и размеров для различных температур окружающего воздуха и типоразмеров труб, также то, что необходимо искусственно поддерживать температуру для штатного датчика температуры сварочного аппарата равной значению температуры нагретой в зоне термического влияния сварного соединения и использование теплоизоляции при охлаждении сварного соединения.
Раскрытие сущности изобретения
Задачей предлагаемого изобретения является упрощение сварки полимерных труб при температурах окружающего воздуха ниже регламентируемых.
Технический результат, достигаемый при решении поставленной задачи, заключается в том, что при любых низких температурах и диаметрах муфт наряду со стандартным сварочным аппаратом используется отдельное нагревательное устройство, состоящее из незамерзающего материала, типа силикона, термодатчика и контроллера. Отдельное нагревательное устройство производит предварительный подогрев свариваемых деталей перед сваркой и поддерживает скорость остывания сварного соединения соответствующей скорости остывания при регламентированной температуре окружающего воздуха.
Существенные признаки, характеризующие изобретение.
Ограничительные: сварку производят путем установки и закрепления концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой детали (муфты/фитинга) с закладным нагревателем, подключения детали с закладным нагревателем к сварочному аппарату, пуска процесса сварки.
Отличительные: при муфтовой сварке полимерных труб при температурах воздуха ниже регламентируемых, перед сборкой соединения, на фитинг и свариваемые концы труб устанавливается отдельное нагревательное устройство. Отдельное нагревательное устройство управляется микроконтроллером, в котором заложена программа, позволяющая производить предварительный подогрев по всей области с внутренней и наружной стенок свариваемых муфты и труб в области оплавления и выравнивание до достижения температуры из допустимого для сварки интервала, а также регулировать требуемую скорость остывания сварного соединения после сварки. Так как режим процесса сварки зависит кроме как от данных штрих-кода детали еще и от температуры окружающего воздуха, то для запуска процесса сварки для датчика температуры сварочного аппарата задается значение температуры зоны термического влияния сварного соединения перед сваркой.
Краткое описание чертежей
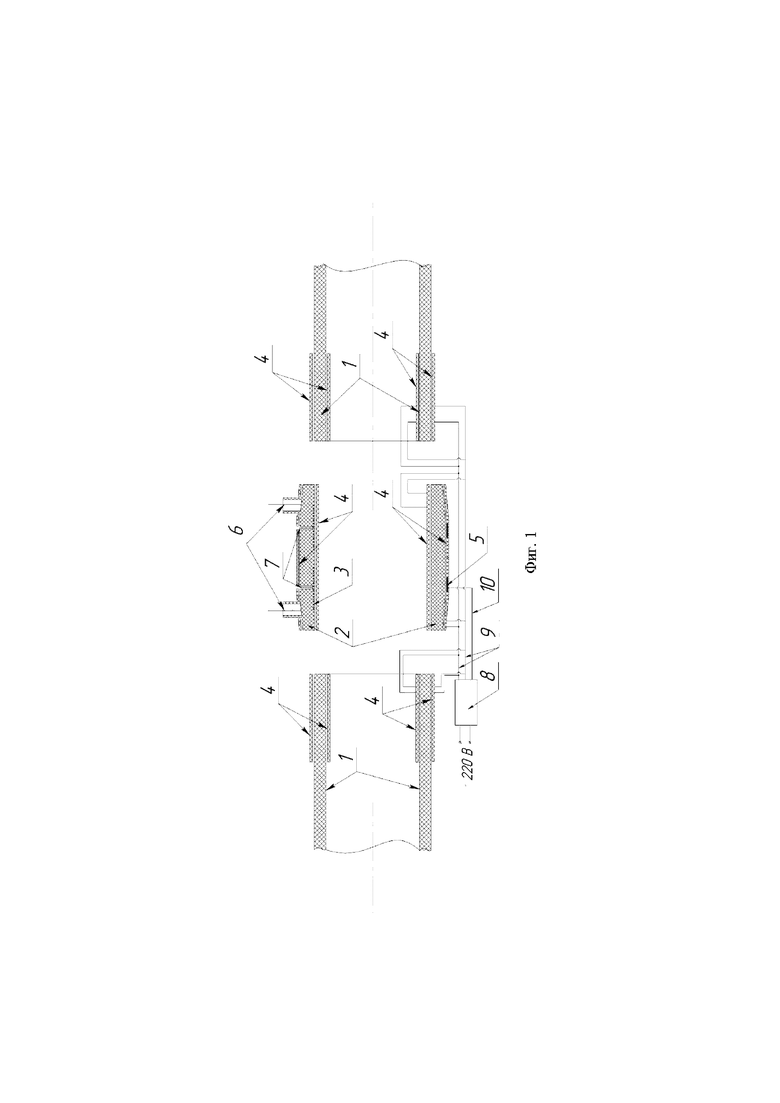
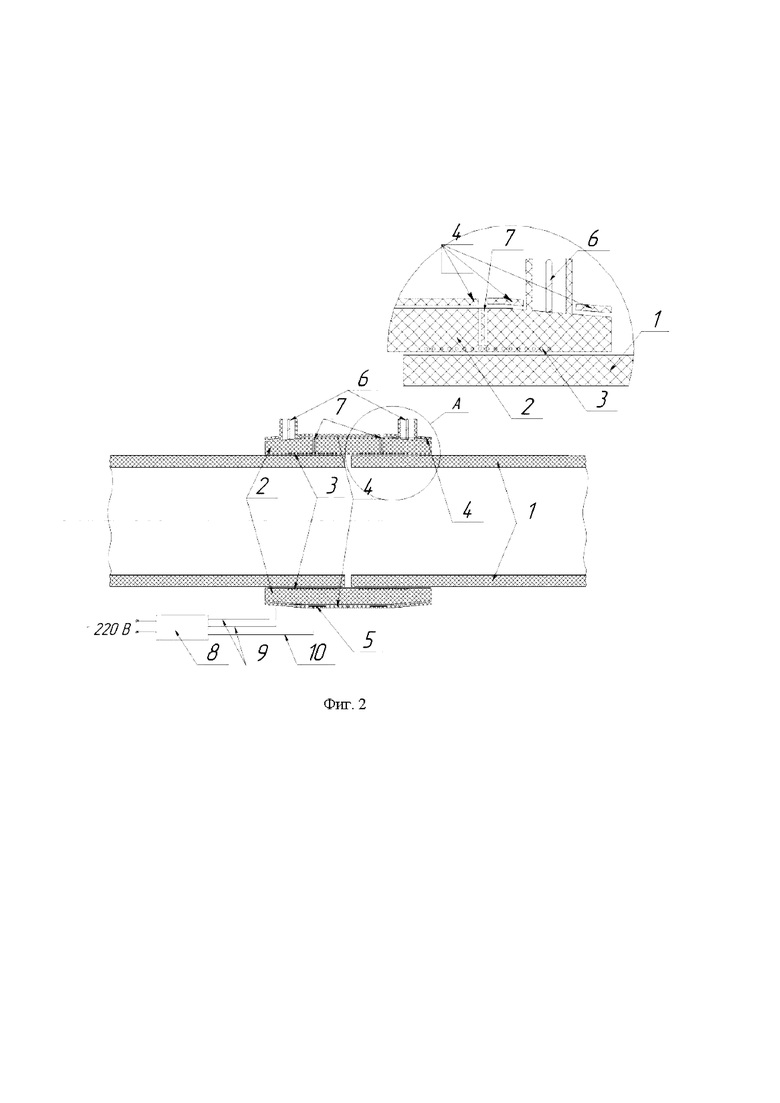
На фиг. 1 приведено сварное муфтовое соединение с установленным отдельным нагревательным устройством перед сваркой. На фиг. 2 приведено отдельное нагревательное устройство во время сварки. На фиг. 3 приведено отдельное нагревательное устройство. 1 - полимерные трубы; 2 - муфта с закладным нагревателем; 3 - закладной нагреватель; 4 - отдельное нагревательное устройство; 5 - термодатчик; 6 - клеммы закладного нагревателя; 7 - индикатор; 8 - контроллер нагревательного устройства; 9 - провода питания нагревательного устройства; 10 - провод термодатчика.
Осуществление изобретения
Способ осуществляется следующим образом. Перед сваркой при низких температурах окружающего воздуха производится сборка свариваемых труб 1 и муфты 2. В сборку входят такие мероприятия как: очистка и циклевка от загрязнений, установка и закрепление концов свариваемых труб и муфты с закладным нагревателем 3 в зажимах центрирующего приспособления и подключением к сварочному аппарату муфты через клеммы 6. Перед сборкой на муфту и концы труб устанавливается отдельное нагревательное устройство 4 с термодатчиком 5 и проводами питания 9. Посредством смартфона со специальным мобильным приложением, присоединенным через радиосвязь с контроллером нагревательного устройства, считывается штрих-код муфты для расчета параметров предварительного подогрева и контролируемого охлаждения. После расчета параметров начинается предварительный подогрев нагревательным устройством свариваемых деталей. Свариваемые трубы и муфты подогреваются со всех сторон, т.е. с внутренних и наружных стенок. После окончания предварительного подогрева выдерживается время (технологическая пауза) для достижения более однородной температуры в области оплавления муфты и труб. Во время технологической паузы отдельное нагревательное устройство удаляется с концов труб и внутренней стенки фитинга. На внешней стенке фитинга нагревательное устройство остается. Производится сборка сварного соединения. Затем считывающим карандашом сварочного аппарата проводится сканирование штрих-кода и запуск сварки, при этом датчик температуры находится в среде, где температура поддерживается значению температуры из допустимого интервала. Далее сварочным аппаратом производится стандартная сварка, при этом отдельное нагревательное устройство остается обернутым поверх сварного соединения. После сварки процесс охлаждения контролируется отдельным нагревательным устройством для поддержания заданной скорости остывания. Параметры предварительного подогрева, технологической паузы и охлаждения полимеров заранее заложены в программу нагревательного устройства в виде формул, в которых переменными величинами являются данные со штрих-кодов фитингов и температура окружающего воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| ФИТИНГ | 2023 |
|
RU2822673C1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| Способ сварки полимерных труб | 2018 |
|
RU2687900C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2557041C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| СПОСОБ СОЕДИНЕНИЯ СВАРКОЙ ТРУБЫ С МУФТОВЫМ ЭЛЕМЕНТОМ, ИЗГОТОВЛЕННЫХ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2012 |
|
RU2503540C2 |
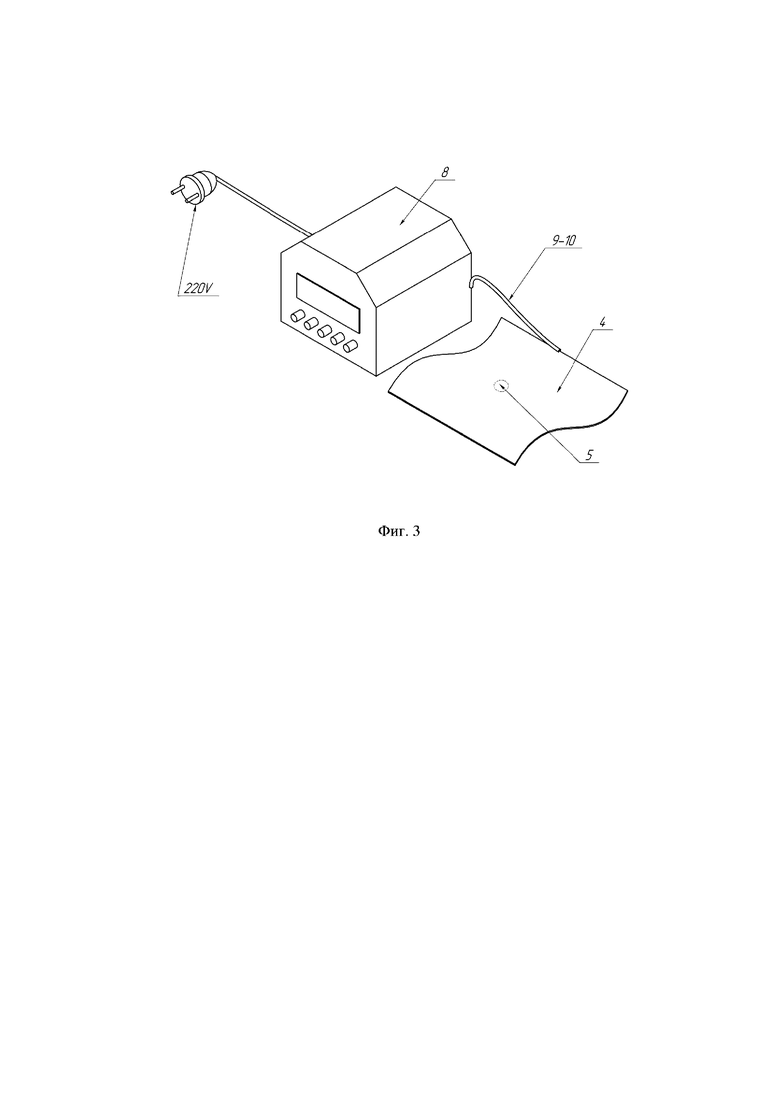
Изобретение относится к сварке полимерных труб и может использоваться при муфтовой сварке полиэтиленовых труб при температурах окружающего воздуха более низких, чем предусмотрено нормативными документами. Перед сваркой на трубы и фитинг в месте будущего сварного соединения устанавливается отдельное нагревательное устройство. Отдельное нагревательное устройство состоит из гибкого материала типа силикона, оснащено термодатчиком, контроллером и проводами питания. На нагревательное устройство подается определенное напряжение и производится предварительный подогрев внутренних и наружных стенок труб и фитинга. Далее выдерживается определенное время свободного охлаждения - технологическая пауза, для выравнивания температурного поля в области сварки. Во время технологической паузы часть нагревательного устройства удаляется с внутренних стенок свариваемых деталей. Часть устройства на наружных стенках фитинга остается на месте. Затем запускается процесс сваривания через клеммы муфты с помощью стандартного сварочного аппарата. После сварки отдельным нагревательным устройством поддерживается скорость охлаждения сварного соединения, как при допустимых температурах окружающего воздуха. Динамика температурного поля в зоне термического влияния при сварке и охлаждении сварного соединения при любых низких температурах принудительно поддерживается близкой температурному полю при сварке в регламентированном интервале температур с учетом температуры окружающего воздуха. 3 ил.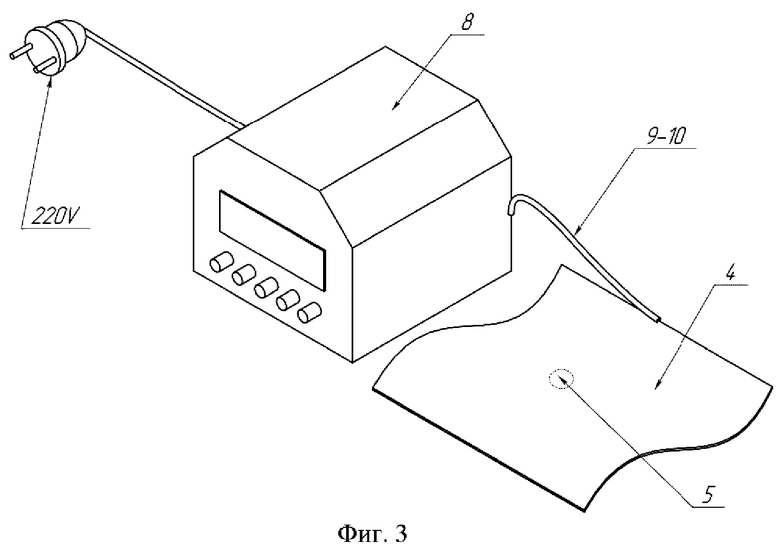
Способ муфтовой сварки полимерных труб, заключающийся в том, что при низких температурах воздуха сварка производится как при регламентируемых температурах за счет подачи определенного напряжения для предварительного подогрева с внутренних и наружных стенок свариваемых деталей перед сваркой и регулируемого охлаждения сварного соединения после сварки, отличающийся тем, что используется отдельное нагревательное устройство, состоящее из гибкого материала типа силикона, оснащенное термодатчиком, контроллером и проводами питания, позволяющее поддерживать необходимую температуру в зоне сварного соединения.
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| Старостин Н.П., Герасимов А.И., Ботвин Г.Б., Данзанова Е.В | |||
| Сварка полипропиленовых труб при отрицательных температурах | |||
| Журнал "Строительство уникальных зданий и сооружений" | |||
| Приспособление для дожигания в топках топлива, увлеченного вместе с золой и шлаками, и охлаждение этих шлаков | 1923 |
|
SU2304A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Старостин Н.П., Аммосова О.А | |||
| Сварка полиэтиленовых труб встык нагретым инструментом при низких температурах | |||

