Изобретение относится к обработке материалов лезвийными и абразивными инструментами; целесообразно применять для экспресс-оценки обрабатываемости различных материалов, в том числе новых марок сталей и сплавов, наплавленных материалов, металлополимерных и композиционных материалов, а также традиционно применяемых сталей и сплавов в изменяющихся условиях резания (значительное повышение скорости резания, существенно дисперсная структура материала).
Известен способ определения обрабатываемости металлов резанием (патент SU 1510983, МКИ4 В23В 1/00. Способ определения обрабатываемости металлов резанием. - БИ 36. - 30.09.89), в соответствии с которым протачивают исследуемую поверхность, регистрируют мгновенные значения силы резания, измеряют длину стружек, определяют частоту сколов (сдвигов) элементов стружки и строят график спектральной плотности в интервале частот от нуля до частоты образования элементов стружки судят об обрабатываемости металлов.
Недостатком указанного способа является то, что при определении обрабатываемости учитывается лишь энергетическая характеристика процесса резания. В то же время процесс резания включает совокупность силовых и теплофизических явлений, которые взаимосвязаны и взаимообусловлены.
Из уровня техники известен способ определения обрабатываемости материалов при высокоскоростных методах обработки, включающий измерение в процессе резания вращающимся диском с индентором угла отклонения образца исследуемого материала, закрепленного на маятнике (патент RU 83721 U1, B23B 25/06, 2009), выбранный в качестве прототипа.
Недостатком указанного способа является отсутствие взаимосвязи угла отклонения маятника с удельной работой, затраченной на резание.
Поскольку в известном способе регистрируются только интегральные характеристики взаимодействия индентора и образца в режиме реального времени, то исключается возможность определение объема риски, образовавшейся в результате резания.
Также данный способ, поскольку является сугубо эмпирическим, не учитывает физические и геометрические параметры резания - угол действия, угол сдвига и коэффициент трения.
Задачей, на решение которой направлено заявляемое изобретение, является расширение возможности экспресс-оценки обрабатываемости при высокоскоростных методах обработки и прогнозирование обрабатываемости новых марок сталей и сплавов, наплавленных материалов, металлополимерных и композиционных материалов, а также традиционно применяемых сталей и сплавов в изменяющихся условиях резания.
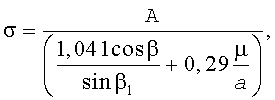
Поставленная задача достигается тем, что в процессе резания измеряют угол отклонения исследуемого образца материала, определяют объем риски, образовавшейся в результате резания, удельную работу, затраченную на резание, скорость диска в момент начала контакта индентора с образцом и рассчитывают значение обобщенного параметра обрабатываемости, по величине которого судят об обрабатываемости,
 ,
,
где σ - обобщенный параметр обрабатываемости;
А - удельная работа, затрачиваемая на резание;
β - угол действия; β1 - угол сдвига;
µ - коэффициент трения;
а - глубина резания;
где α - угол отклонения исследуемого образца материала;
J1 - момент инерции маятника относительно оси качания;
V - скорость диска в момент начала контакта индентора с образцом;
Rц.т - расстояния от оси качения до центра тяжести;
P1 - вес маятника;
ω - объем риски, образовавшейся в результате резания.
По полученным данным строят зависимость:
σ=f(T;V),
где Т - температура нагрева исследуемого материала.
Обобщенный параметр по физическому смыслу является интенсивностью сопротивления материала деформации; учитывает кинетику образования поврежденностей и релаксационные явления в материале при пластической деформации, трении и разрушении, т.е. совокупность сложных явлений процесса резания.
Таким образом, к существенным признакам, характеризующим изобретение, следует отнести измерение удельной работы резания, по которой определяется интенсивность сопротивления материала деформации, идентифицирующая значение обобщенного параметра как меры обрабатываемости рассматриваемого материала.
К отличительным признакам, характеризующим изобретение, относится установленная связь между объемом риски, образовавшейся в исследуемом материале, углом отклонения, удельной работой резания и значением обобщенного параметра обрабатываемости. Обобщенный параметр является более информативным по отношению, например, к частоте сдвигов элементов стружки, т.к. наряду с силовым и тепловым состоянием зоны резания учитывает скорость деформации.
Заявленный способ иллюстрируется чертежами.
На фиг.1 представлена принципиальная схема определения угла отклонения маятника α, состоящая из вращающегося диска 1 с индентором 3 и маятника с закрепленным на нем исследуемым образцом материала 2. Угол отклонения маятника α определяется путем фиксации его углового перемещения из положения покоя OO1 в положение после совершения резания 
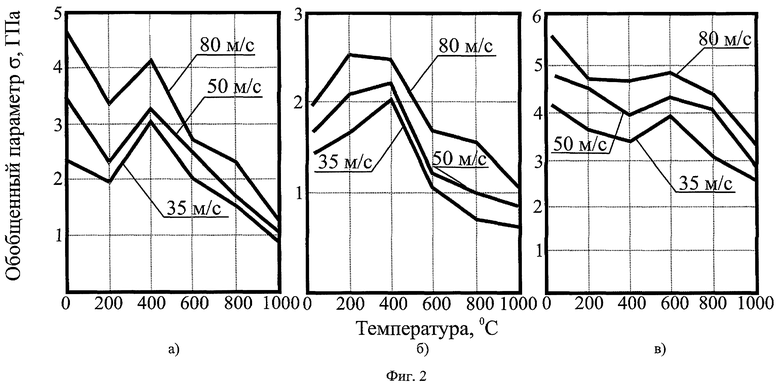
На фиг.2 представлены зависимости обобщенного параметра обрабатываемости σ от теплового состояния зоны резания и скорости деформации для различных марок стали (фиг.2,а - сталь 5ХНМ; фиг.2,б - сталь 20; фиг.2.в - быстрорежущая безвольфрамовая сталь 11М5Ф).
ПРИМЕР 1. На основе исследований, проведенных в широком температурном диапазоне, скорости 50 м/с и глубине резания а=0,005 мм, получены значения угла отклонения маятника и объемов рисок, образовавшихся в результате резания при обработке двух материалов - сталь 45 и быстрорежущая сталь-Р6М5 (табл.1).
По данным угла отклонения маятника α и объемов рисок ω, образовавшихся в результате резания (см. табл.1) рассчитывали удельную работу А, затраченную на резание (табл.2). Значения постоянных параметров в зависимостях для определения удельной работы, затраченной на резание и обобщенного параметра обрабатываемости, приведено в табл.3.
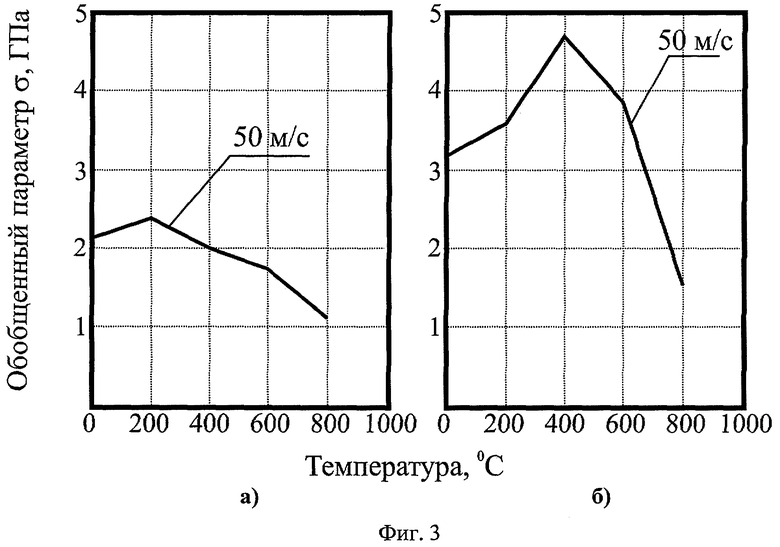
На основании полученных данных рассчитывали величину обобщенного параметра обрабатываемости σ (табл.4) и построили его зависимость σ=f(T;V), представленную на фиг.3,а - сталь 45, фиг.3б - быстрорежущая сталь Р6М5.
Лучшей обрабатываемостью обладает материал, имеющий меньшее значение обобщенного параметра σ, т.е. сталь 45 лучше поддается обработке во всем температурном диапазоне по сравнению с быстрорежущей сталью Р6М5.
ПРИМЕР 2. На металлургических предприятиях после получения слитков сталей и сплавов подвергают их обдирочному шлифованию для снятия корки и других отходов технологии их плавки. В этом случае основным технологическим ограничением является износ круга, т.е. необходимы режимы резания, обеспечивающие максимальную производительность при минимальном износе абразивного инструмента. Методика назначения режимов резания неразрывно связана с обрабатываемостью рассматриваемого материала.
Заявляемый способ позволяет довольно просто решить такую проблему на этапе проектирования операции обдирочного шлифования, т.е. спрогнозировать обрабатываемость материалов при определенных режимах резания. Так например, для средних условий обдирочного шлифования температура в зоне резания колеблется в диапазоне 400-600°С. Однако, анализируя полученные зависимости, можно установить (см. фиг.3), что, например, для быстрорежущей стали Р6М5 при температуре 400°С наблюдается максимальное значение обобщенного параметра обрабатываемости, т.е. в данной точке этот материал менее всего поддается резанию. Поэтому необходимо выбирать режимы резания, которые обеспечат температуру в зоне резания, составляющую 600-800°С, где данная быстрорежущая сталь обладает лучшей обрабатываемостью, а следовательно, при ее обработке на таких режимах резания будет минимальный износ круга.
Таким образом, применение предложенного способа позволяет расширить возможности экспресс-оценки обрабатываемости при высокоскоростных методах обработки и осуществлять прогнозирование обрабатываемости новых марок сталей и сплавов, наплавленных материалов, металлополимерных и композиционных материалов, а также традиционно применяемых сталей и сплавов в изменяющихся условиях резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ПАРАМЕТРАМ ЛУНКИ ОТСКОКА В СЛЕДЕ ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2543682C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ОТНОШЕНИЮ ДЛИНЫ ЛУНКИ ОТСКОКА К ЕЕ ШИРИНЕ В СЛЕДЕ ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2543683C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ОТНОШЕНИЮ ОБЩЕЙ ДЛИНЫ СЛЕДА МАЯТНИКОВОГО СКРАЙБИРОВАНИЯ К ДЛИНЕ ЛУНКИ ОТСКОКА | 2013 |
|
RU2539116C1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ ПО ДЛИНЕ МЕЖДУ ЛУНКОЙ И ОСНОВНОЙ ЧАСТЬЮ СЛЕДА ИНДЕНТОРА ПРИ МАЯТНИКОВОМ СКРАЙБИРОВАНИИ | 2013 |
|
RU2539725C1 |
| СПОСОБ ОБРАБОТКИ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2005 |
|
RU2287593C1 |
| Способ выбора оптимального материала наружного слоя износостойкого покрытия режущего инструмента | 1990 |
|
SU1797009A1 |
| Способ формирования на быстрорежущей стали покрытия системы титан - оксиды титана | 2022 |
|
RU2789262C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| СТАЛЬ ДЛЯ ИНСТРУМЕНТОДЕРЖАТЕЛЯ | 2017 |
|
RU2738219C2 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
Способ включает измерение в процессе резания вращающимся диском с индентором угла отклонения образца исследуемого материала, закрепленного на маятнике. Для расширения возможности экспресс-оценки обрабатываемости в процессе резания измеряют угол отклонения исследуемого образца материала, определяют объем риски, образовавшейся в результате резания, удельную работу, затраченную на резание, скорость диска в момент начала контакта индентора с образцом и по приведенной зависимости рассчитывают значение обобщенного параметра обрабатываемости, по величине которого судят об обрабатываемости. 3 ил., 4 табл.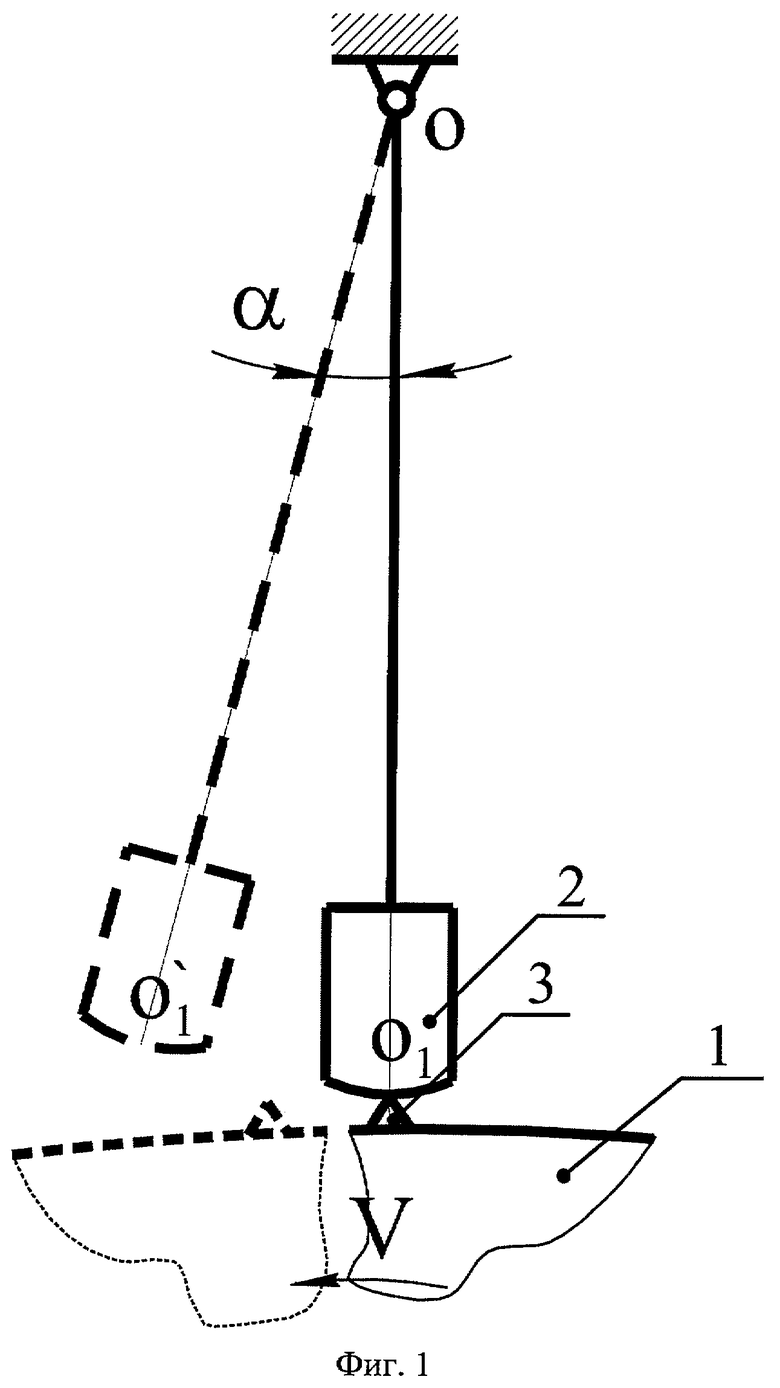
Способ определения обрабатываемости материалов при высокоскоростных методах обработки, включающий измерение в процессе резания вращающимся диском с индентором угла отклонения образца исследуемого материала, закрепленного на маятнике, отличающийся тем, что определяют объем риски, образовавшейся в результате резания, удельную работу, затраченную на резание, скорость диска в момент начала контакта индентора с образцом и рассчитывают значение обобщенного параметра обрабатываемости, по величине которого судят об обрабатываемости:
где σ - обобщенный параметр обрабатываемости; А - удельная работа, затрачиваемая на резание; β - угол действия; β1 - угол сдвига; µ - коэффициент трения; а - глубина резания;

где α - угол отклонения исследуемого образца материала; J1 - момент инерции маятника относительно оси качания; V - скорость диска в момент начала контакта индентора с образцом; Rц.т - расстояния от оси качения до центра тяжести; P1 - вес маятника; ω - объем риски, образовавшейся в результате резания.
| 0 |
|
SU83721A1 | |
| Прибор для определения твердости материалов царапанием по декременту качаний маятника | 1930 |
|
SU20367A1 |
| Способ определения обрабатываемости металлов резанием | 1986 |
|
SU1510983A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |

