Изобретение относится к обработке материалов резанием, а именно к способам определения обрабатываемости металлов резанием.
Целью изобретения является повышение точности определения обрабатываемости металлов за счет регистрации мгновенных значений силы резания.
Для регистрации выбраны мгновенные значения силы резания из следующих соображений.
Оценить мгновенные значения силы резания можно с помощью теории случайных процессов, так как мгновенные значения носят случайный характер. Наиболее состоятельной оценкой для анализа случайного процесса является спектральная плотность.
Чтобы учесть влияние сколов элементов стружек на колебания мгновен- ных значений силы резания, следует
определить интервал частот образования сколов стружек и вычитать его из графика спектральной плотности. Интервал частот сколов стружек находится в пределах от наименьшей час-. тоты сколов стружек и до наибольшей. Наименьшую частоту сколов стружек можно определить по формуле
мии V/1
СП
со
00 САд
где f - наименьшая частота обра-- зования сколов стружек, Гц;
V - скорость резания, мм/с; 1 - длина элемента стружки,
мм.
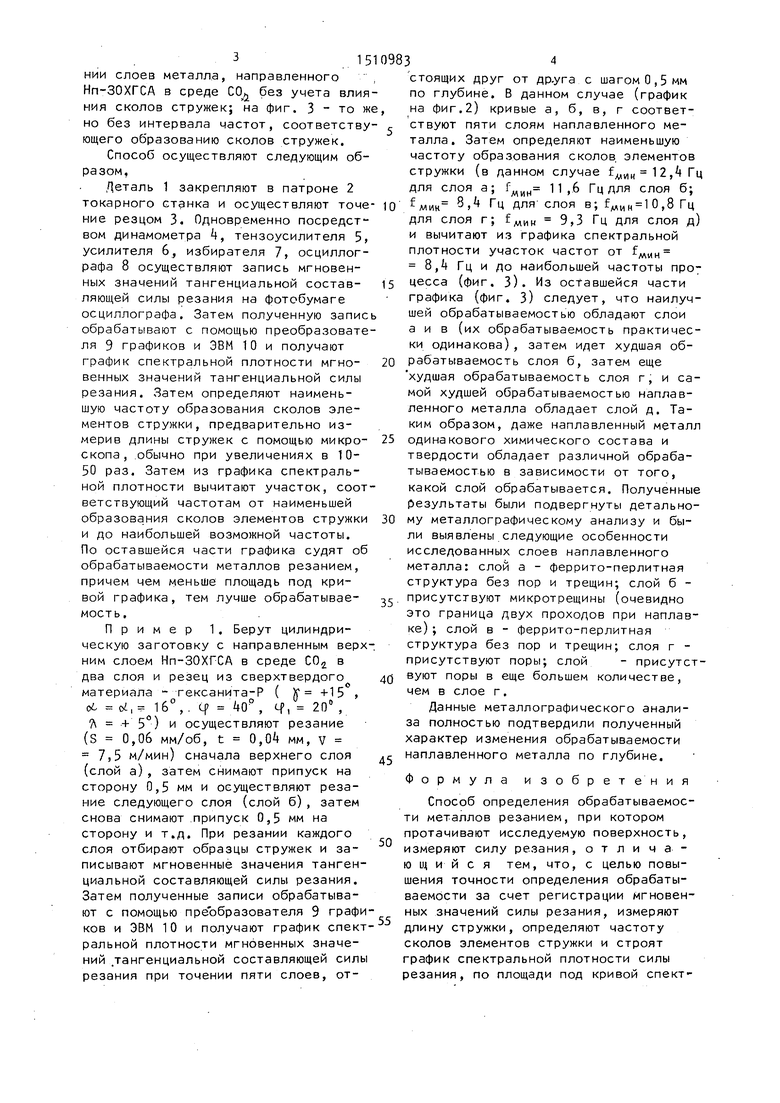
На фиг. 1 представлена схема осуществления способа; на фиг. 2 - график спектральной плотности мгновенных значений силы резания при точе315
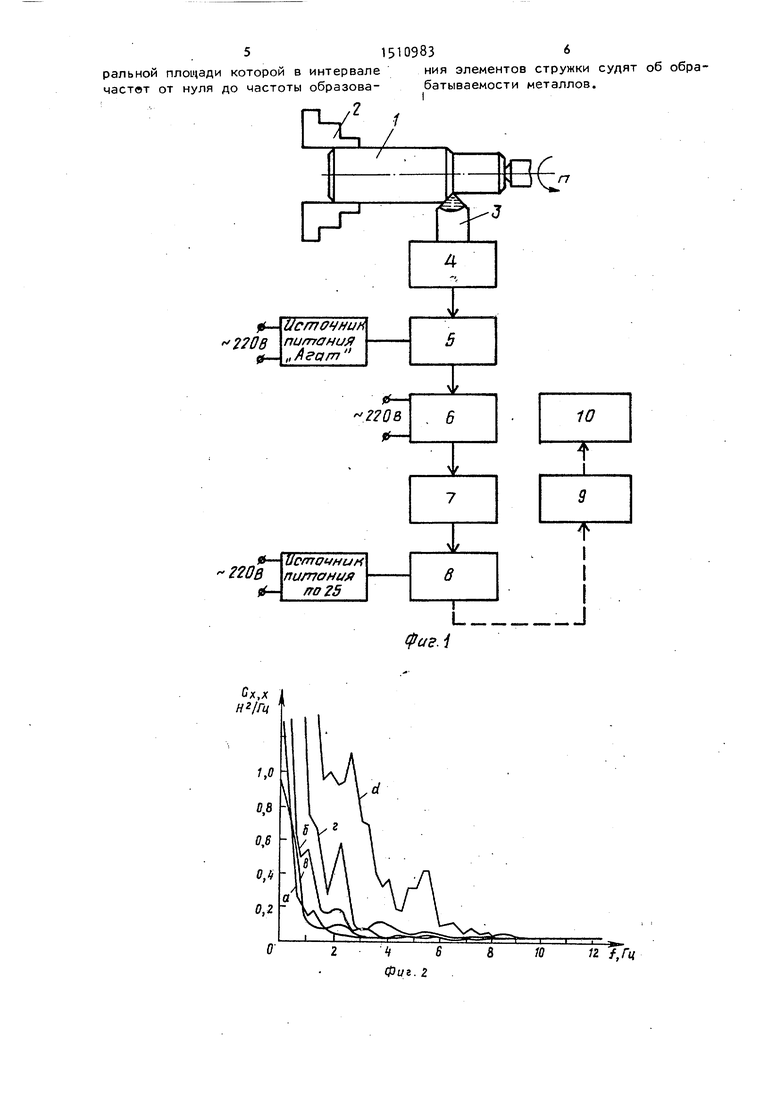
НИИ слоев металла, направленного Нп-ЗОХГСА в среде СО без учета влияния сколов стружек; на фиг. 3 - то же но без интервала частот, соответствующего образованию сколов стружек.
Способ осуществляют следующим образом,
Деталь 1 закрепляют в патроне 2 токарного станка и осуществляют точение резцом 3. Одновременно посредством динамометра , тензоусилителя 5, усилителя 6, избирателя 7, осциллографа 8 осуществляют запись мгновенных значений тангенциальной составляющей силы резания на фотобумаге осциллографа. Затем полученную запись обрабатывают с помощью преобразователя 9 графиков и ЭВМ 10 и получают график спектральной плотности мгновенных значений тангенциальной силы резания. Затем определяют наименьшую частоту образования сколов элементов стружки, предварительно измерив длины стружек с помощью микроскопа, .обычно при увеличениях в 10- 50 раз. Затем из графика спектральной плотности вычитают участок, соответствующий частотам от наименьшей образования сколов элементов стружки и до наибольшей возможной частоты. По оставшейся части графика судят об обрабатываемости металлов резанием, причем чем меньше площадь под кривой графика, тем лучше обрабатываемость.
Пример 1. Берут цилиндрическую заготовку с направленным верхним слоем Нп-ЗОХГСА в среде СО в два слоя и резец из сверхтвердого материала - гексанита-Р ( )f +15 , ол ы,:. 16°,. Cf 0, cf, 20°, + 5°) и осуществляют резание (S 0,06 мм/об, t 0,04 мм, V 7,5 м/мин) сначала верхнего слоя (слой а), затем снимают припуск на сторону 0,5 мм и осуществляют резание следующего слоя (слой б), затем снова снимают .припуск 0,5 мм на сторону и т.д. При резании каждого слоя отбирают образцы стружек и записывают мгновенные значения тангенциальной составляющей силы резания. Затем полученные записи обрабатывают с помощью пре образователя 9 графиков и ЭВМ 10 и получают график спектральной плотности мгновенных значений .тангенциальной составляющей силы резания при точении пяти слоев, от0983
O
стоящих друг от др.уга с шагом 0,5 мм по глубине. В данном случае (график на фиг.2) кривые а, б, в, г соответствуют пяти слоям наплавленного металла. Затем определяют наименьшую частоту образования сколов, элементов стружки (в данном случае 1 2, Гц для слоя а; ff 11,6 Гц для слоя б; f мик З Гц для- слоя в; fдл,м 10,8 Гц
для слоя г; 9,3 Гц для слоя д) и вычитают из графика спектральной
плотности участок частот от fдд,н
8,4 Гц и до наибольшей частоты про5 цесса (фиг. 3). Из оставшейся части графика (фиг. 3) следует, что наилучшей обрабатываемостью обладают слои айв (их обрабатываемость практически одинакова), затем идет худшая об0 рабатываемость слоя б, затем еще
худшая обрабатываемость слоя г, и самой худшей обрабатываемостью наплавленного металла обладает слой д. Таким образом, даже наплавленный металл
5 одинакового химического состава и твердости обладает различной обрабатываемостью в зависимости от того, какой слой обрабатывается. Полученные результаты были подвергнуты детально0 му металлографическому анализу и были выявлены следующие особенности исследованных слоев наплавленного металла: слой а - феррито-перлитная структура без пор и трещин; слой б 5. присутствуют микротрещины (очевидно это граница двух проходов при наплавке) ; слой в - феррито-перлитная структура без пор и трещин; слоя г - присутствуют поры; слой - присутст(j вуют поры в еще большем количестве, чем в слое г.
Данные металлографического анализа полностью подтвердили полученный характер изменения обрабатываемости
с наплавленного металла по глубине.
Формула изобретения
Способ определения обрабатываемости металлов резанием, при котором протачивают исследуемую поверхность, измеряют силу резания, отличающийся тем, что, с целью повышения точности определения обрабаты- ваембсти за счет регистрации мгновенных значений силы резания, измеряют длину стружки, определяют частоту сколов элементов стружки и строят график спектральной плотности силы резания, по площади под кривой спект51510983
ральной площади которой в интервале ния элементов стружки судят об обра- частот от нуля до частоты образова- батываемости металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимальных режимов процесса резания конструкционных сталей | 2020 |
|
RU2757336C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ ПРИ ВЫСОКОСКОРОСТНЫХ МЕТОДАХ ОБРАБОТКИ | 2010 |
|
RU2429946C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ РЕЗАНИЯ | 2012 |
|
RU2514251C2 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| ЛЕГКООБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ МЕДНЫЙ СПЛАВ, СОДЕРЖАЩИЙ ОЧЕНЬ МАЛО СВИНЦА | 2005 |
|
RU2398904C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С РАЗЛИЧНОЙ ФОРМОЙ ГРАФИТА | 2001 |
|
RU2181775C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ В ПРОЦЕССЕ МЕТАЛЛООБРАБОТКИ | 2013 |
|
RU2538750C2 |
| Устройство для оценки изменения физико-механических свойств материала | 1987 |
|
SU1492238A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
Изобретение относится к обработке металлов резанием. Цель изобретения - повышение точности определения обрабатываемости за счет мгновенных значений силы резания. Стружку, получаемую от процесса резания, измеряют по длине, определяют частоту сколов элементов стружки, строят график спектральной плотности мгновенных значений силы резания, исключают из графика интервалы частоты, соответствующие частотам образования сколов элементов стружки, и определяют обрабатываемость по оставшейся части графика спектральной плотности мгновенных значений силы резания. 3 ил.
2208
f(-
fpua.i
72 fJц
| Способ выбора оптимальных условий обработки резанием | 1979 |
|
SU772722A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
