Изобретение относится к металлообработке, а именно к обработке материалов резанием, и может применяться при фрезеровании винтовых канавок с переменным шагом и радиусом профиля канавки.
Известен способ фрезерования кольцевых канавок переменного профиля, заключающийся в том, что производят врезание фрезы на необходимую глубину канавки, а затем сообщают вращение заготовке, при этом используют дисковую фрезу, разрезанную по радиусу с использованием концов, осуществляют согласованное с вращением заготовки разведение концов в плоскости, проходящей через оси вращения заготовки и дисковой фрезы (патент РФ №2210467, МПК В23С 3/34, опубл. 20.08.2003).
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ обработки винтовых канавок переменного шага и сечения на телах вращения, при котором заготовке сообщают вращение, а двум инструментам, в качестве которых используют установленные с возможностью вращения вокруг своих параллельных осей резцовые головки, - согласованные перемещения в продольном и радиальном направлениях и дополнительное, согласованное с продольным вращательное движение вокруг оси, параллельной осям головок (а.с. СССР №1745435, МПК В23С 3/32, опубл. 07.07.1992).
К недостатку данного способа относится невозможность фрезерования винтовых канавок с любым законом изменения шага, а применение дополнительного инструмента усложняет процесс наладки заданного закона изменения шага.
Технической задачей, на решение которой направлено изобретение, является обеспечение возможности фрезерования винтовых канавок с любым законом изменения шага.
Указанная задача решается тем, что в известном способе фрезерования винтовых канавок с переменным шагом и радиусом профиля, при котором заготовке сообщают перемещение в осевом направлении и вращение, а инструменту - согласованные перемещения в продольном и радиальном направлениях, при постоянной скорости подачи заготовки ей дополнительно сообщают переменную прогрессирующую угловую скорость, а фрезу поворачивают на угол подъема винтовой канавки.
Для обеспечения нарезания винтовой канавки с переменным шагом и радиусом профиля на равномерное вращение заготовки накладывается переменное вращение, для чего при постоянной скорости подачи заготовки ей дополнительно сообщают переменную прогрессирующую угловую скорость, а фрезу поворачивают на угол подъема винтовой канавки.
Анализ известных технических решений в данной области техники показал, что предложенный способ фрезерования винтовых канавок с переменным шагом и радиусом профиля имеет признаки, которые отсутствуют в аналогах, а их использование в заявляемой совокупности существенных признаков позволяет получить новый технический результат. Следовательно, заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявителю не известны способы фрезерования винтовых канавок с переменным шагом и радиусом профиля с указанной совокупностью существенных признаков и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условию «новизна».
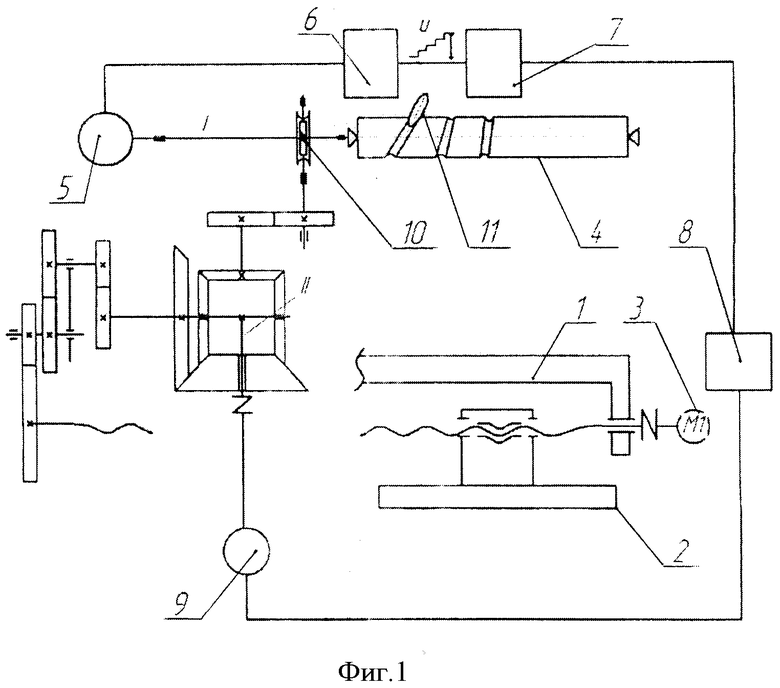
На чертеже изображено устройство для осуществления заявляемого способа.
Способ может быть применен на широко универсальных фрезерных станках, содержащих продольный стол 1, установленный на поворотной плите 2 и перемещаемый от привода 3 станка, делительную головку (не показана) для установки заготовки 4. Устройство снабжено датчиком 5, установленным на ходовом винте стола 1, цифровым аналоговым преобразователем 6, управляемым генератором частоты 7. Для уменьшения в целое число раз подводимую к нему частоту предусмотрен делитель (не показан), частота с которого подается на электронный коммутатор 8, который управляет шаговым двигателем 9. Устройство также снабжено зубчатой передачей 10 и фрезой 11.
Заготовку 4 устанавливают на столе 1 фрезерного станка с помощью делительной головки. Стол 1 поворачивается с помощью поворотной плиты 2 на угол φ подъема винтовой канавки, соответствующий наибольшему шагу:
φ=arctg(tmax/πD),
где tmax - наибольший шаг винтовой канавки,
D - диаметр заготовки.
Стол 1 с заготовкой 4 совершает равномерное поступательное перемещение вдоль оси заготовки со скоростью Sзаг от привода станка, при этом перемещение стола с заготовкой to соответствует одному обороту заготовки.
Таким образом, обеспечивается равномерное вращение заготовки n0.
Для обеспечения нарезания винтовой канавки с переменным шагом на равномерное вращение заготовки накладывается переменное вращение, обеспечивающее увеличение шага Δti винтовой канавки по сравнению с начальным значением to:
Δti=ti-to,
где ti - текущее значение шага винтовой канавки.
Δti - величина переменная, поэтому для ее обеспечения необходимо создать дополнительное переменное вращение заготовки Δn, которое будет суммироваться с основным n0.
Для чего последовательность импульсов, идущих с установленного на ходовом винте стола 1 датчика 5, преобразуется в аналоговый сигнал при помощи цифрового аналогового преобразователя 6. Затем сигнал с помощью управляемого генератора частоты преобразуется в переменный с необходимой частой. Далее полученная частота подается на делитель (не показан), который уменьшает в целое число раз подводимую к нему частоту. Частота с делителя подается на электронный коммутатор 8, который управляет шаговым двигателем 9 продольного стола 1. Для обеспечения переменного вращения заготовки используют электронную схему управления. Фрезу 11 поворачивают на угол подъема винтовой канавки.
Реализация заявляемого способа позволит осуществлять фрезерование винтовых канавок с любым законом изменения шага.
Указанный способ фрезерования винтовых канавок с переменным шагом и радиусом профиля может быть реализован на универсально-фрезерном станке, что отвечает критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ФАСОННЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447972C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| Способ фрезерования спиральных стружечных канавок режущего инструмента | 1975 |
|
SU948552A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |

Изобретение относится к машиностроению и может быть использовано при фрезеровании винтовых канавок с переменным шагом и радиусом профиля на универсально-фрезерном станке. Способ включает сообщение фрезе вращения, а заготовке - перемещения в осевом направлении с постоянной скоростью, вращения, и дополнительного вращательного движения с переменной угловой скоростью. При этом фрезе сообщают согласованные перемещения в продольном и радиальном направлениях при повороте ее на угол подъема винтовой канавки для получения винтовой поверхности с переменным шагом. Обеспечивается возможность фрезерования винтовых канавок с любым законом изменения шага. 1 ил.
Способ фрезерования винтовых канавок с переменным шагом и радиусом профиля, включающий сообщение заготовке перемещения в осевом направлении с постоянной скоростью, вращения и дополнительного вращательного движения, отличающийся тем, что дополнительное вращательное движение заготовки осуществляют с переменной угловой скоростью, а фрезе сообщают согласованные перемещения в продольном и радиальном направлениях путем поворота ее на угол подъема винтовой канавки.

