Изобретение относится к способу изготовления снабженной покрытием рабочей лопатки турбины, при котором рабочую лопатку турбины покрывают по меньшей мере одним защитным слоем и при котором для регулировки собственной частоты рабочей лопатки турбины выполняют по меньшей мере одну выемку в вершину пера рабочей лопатки турбины.
Известно, что рабочие лопатки турбины снабжаются защитным слоем, чтобы они при работе в газовой турбине имели повышенный срок службы. При этом в качестве защитного слоя на отлитую готовую рабочую лопатку турбины часто наносят защищающий от коррозии слой типа MCrAlY. При этом нанесение защитного слоя осуществляется в зоне ее поверхности, на которую при работе газовой турбины воздействует горячий газ. Эта зона включает в себя как перо лопатки, так и полку рабочей лопатки турбины, на которой формируется перо лопатки. Наряду с защищающим от коррозии слоем в вышеназванной зоне может к тому же наноситься теплозащитный слой, чтобы теплопередача от горячего газа в основной материал рабочей лопатки турбины поддерживалась как можно меньшей.
Кроме того, известно, что рабочие лопатки турбины при работе газовой турбины испытывают колебательное возбуждение. Колебательное возбуждение происходит из-за вращения ротора, на котором закреплены рабочие лопатки турбины. Дополнительный вклад в колебательное возбуждение перьев рабочих лопаток турбины вносит воздействующий на них горячий газ. Так как перья рабочих лопаток турбины - при рассмотрении в направлении потока горячего газа - вращаются за венцом направляющих лопаток турбины, они возбуждаются до колебаний циклически воздействующим горячим газом. Поэтому необходимо, чтобы каждая рабочая лопатка турбины имела достаточно высокую собственную частоту, с тем чтобы обусловленное как числом оборотов ротора, так и горячим газом колебательное возбуждение с соответствующими частотами возбуждения не приводило к недопустимо высокой вибрации пера лопатки. В соответствии с этим в уровне техники рабочие лопатки турбины выполняют таким образом, что их собственная частота отклоняется от частот возбуждения стационарной газовой турбины. Поэтому при разработке рабочей лопатки турбины обращается внимание на то, чтобы готовые рабочие лопатки турбины в целом удовлетворяли требованиям относительно собственного резонанса.
Поэтому в процессе изготовления рабочей лопатки турбины предусмотрено, что каждая отдельная рабочая лопатка турбины проверяется на ее колебательные свойства. Если рабочая лопатка турбины не соответствует заданным частотным значениям по собственной частоте, она должна быть отбракована или посредством соответствующих мер изменена таким образом, чтобы затем она была пригодной для работы и удовлетворяла требованиям по собственной частоте. Для того чтобы рабочие лопатки турбины, которые не предназначены для использования в газовой турбине только по причине их колебательных свойств, все-таки могли быть введены в эксплуатацию, известно выполнение выемки на пере рабочей лопатки турбины с торца, благодаря чему может быть снижена масса рабочей лопатки турбины на ее свободном, колеблющемся конце. За счет снижения массы рабочей лопатки турбины оказывается положительное влияние на колебательные свойства. Ее собственная частота за счет удаления массы, особенно на ее внешнем конце, может быть смещена к более высоким собственным частотам.
Кроме того, известно, что на использовавшихся до сих пор в газовых турбинах рабочих лопатках турбины проводят мероприятия по продлению срока службы. Эти мероприятия включают в себя, с одной стороны, устранение возникающих в процессе работы трещин и, с другой стороны, обновление предусмотренных на рабочих лопатках турбины защитных слоев.
Задачей изобретения является обеспечение способа изготовления снабженных покрытием рабочих лопаток турбины, собственная частота которых соответствует требованиям для использования в стационарной газовой турбине.
Относящаяся к способу задача решается способом согласно признакам пункта 1 формулы изобретения, причем предпочтительные варианты осуществления отражены в зависимых пунктах.
Изобретение исходит из осознания того, что выполнение выемок для регулировки собственной частоты должно происходить после покрытия рабочей лопатки турбины. Только после покрытия рабочей лопатки турбины она приобретает свою окончательную форму и достигает своего окончательного веса, причем от этого также зависит собственная частота ( = резонансной частоте) рабочей лопатки турбины. В частности, нанесение защищающего от коррозии слоя на рабочую лопатку турбины приводит к заметному увеличению массы, за счет чего собственная частота соответствующей рабочей лопатки турбины уменьшается. Тем самым существует опасность, что собственная частота рабочей лопатки турбины окажется вблизи одной из частот возбуждения, так что становится более вероятным опасное или сокращающее срок службы колебательное возбуждение рабочей лопатки турбины или пера лопатки при работе газовой турбины. Рабочие лопатки турбины, которые во время работы газовой турбины непрерывно испытывают колебательное возбуждение и непрерывно вибрируют, демонстрируют повышенную опасность повреждения и сокращенный срок службы. Нагрузка, которую испытывает лопатка турбины под воздействием колебательного возбуждения, также обозначается как HCF-нагрузка (от англ. High Cycle Fatigue - многоцикловая усталость).
В соответствии с изобретением предложено, в частности, бывшую в употреблении рабочую лопатку турбины, которая уже израсходовала часть своего срока службы и за счет так называемого восстановления (регенерации) должна получить продление срока службы, адаптировать для работы в стационарной газовой турбине. Так как восстановление часто включает в себя удаление покрытия рабочей лопатки турбины, а также повторное нанесение покрытия в вышеназванных зонах, восстановленная рабочая лопатка турбины после нанесения покрытия подвергается проверке собственной частоты, причем она при необходимости может быть улучшена удалением массы в зоне вершины пера лопатки. Удалением массы на свободном конце рабочей лопатки турбины собственную частоту сдвигают дальше от частот возбуждения.
Часто при восстановлении рабочей лопатки турбины также проводится так называемая модернизация газовой турбины, что должно привести к более высокой отдаче мощности и к улучшенному КПД газовой турбины из-за повышения допустимой температуры горячего газа. Более высокие допустимые температуры горячего газа приводят к тому, что как защищающий от коррозии слой, так и теплозащитный слой должны наноситься на лишенную покрытия лопатку турбины с большей толщиной слоя, чем первоначально планировалось, чтобы и эти повышенные температуры могли выдерживаться. Большая толщина слоя приводит к увеличению массы. Чтобы компенсировать это увеличение массы и вновь добиться первоначальных колебательных свойств рабочей лопатки турбины, в торце вершины пера лопатки высверливают отверстие в направлении хвостовика лопатки турбины, благодаря чему ответственная за колебания масса на свободном конце рабочей лопатки турбины может быть удалена. Тогда смонтированные в роторе турбины рабочие лопатки турбины приводят к соответствующему изобретению венцу из рабочих лопаток для ротора турбины, который в этом случае особо невосприимчив к вызываемому горячим газом колебательному возбуждению перьев лопаток. При этом предпочтительно все турбинные рабочие лопатки этого венца изготовлены соответствующим изобретению способом.
Отверстия могут иметь глубину сверления до 50% радиальной протяженности пера лопатки применительно к монтажному положению рабочей лопатки турбины в стационарной газовой турбине. Это возможно, так как в этой области в пере лопатки возникают сравнительно небольшие механические нагрузки и ослабление поперечного сечения материала допустимо несмотря на высокие центробежные силы. Предпочтительно выполняют несколько отверстий, которые распределены вдоль средней линии пера лопатки. При этом средняя линия пера лопатки не должна проходить через отверстия. Отверстия могут также размещаться по сторонам от средней линии пера лопатки вдоль последней. В целом благодаря этому размещению целостность и прочность рабочей лопатки турбины не ухудшается. При этом предусмотрено, что если должна быть удалена заданная масса за счет отверстий в пере лопатки, то скорее следует предусмотреть большее число отверстий с небольшой глубиной сверления, чем меньшее число отверстий с большей глубиной сверления.
Предпочтительно способ также может применяться к рабочей лопатке турбины, которая имеет охлаждаемое изнутри перо лопатки. В этом случае следует предусмотреть отверстия в тех местах пера лопатки, на которых так называемые ребра жесткости между стенкой пера лопатки со стороны всасывания и стенкой пера лопатки со стороны нагнетания входят в них. Альтернативно или дополнительно, отверстия также могут быть выполнены на участке задней кромки, в которой сходятся стенка стороны всасывания и стенка стороны нагнетания. Чтобы избежать коррозии рабочей лопатки турбины внутри отверстий или выемок, может быть предусмотрено, что после выполнения отверстий их проемы поверхностно закрывают с помощью заглушки или припоя. Но при этом отверстия не заполняют, так что полость остается.
Изобретение поясняется со ссылками на чертежи, на которых одинаковые ссылочные позиции обозначают одинаково действующие элементы и на которых показано следующее:
фиг.1 - соответствующий изобретению способ изготовления снабженных покрытием рабочих лопаток турбины,
фиг.2 - схема и способ восстановления бывших в употреблении рабочих лопаток турбины,
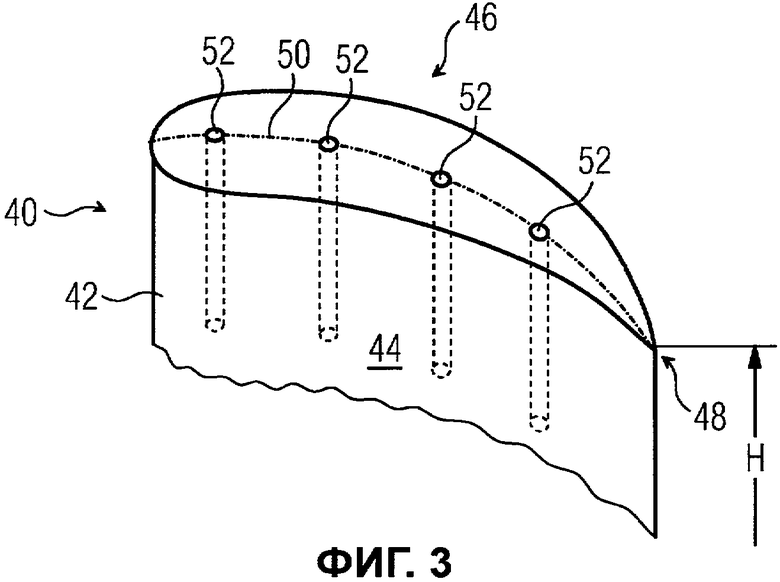
фиг.3 - пространственное изображение пера рабочей лопатки турбины с расположенными со стороны вершины лопатки отверстиями,
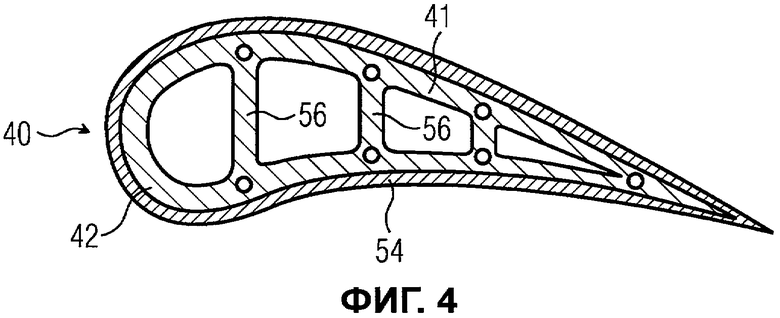
фиг.4 - поперечное сечение соответствующей изобретению, охлаждаемой изнутри рабочей лопатки турбины.
Соответствующий изобретению способ 10 представлен на фиг.1. Способ 10 изготовления снабженных покрытием рабочих лопаток турбины включает в себя на первом этапе 12 покрытие рабочей лопатки турбины защитным слоем. При этом защитный слой предпочтительно является защищающим от коррозии (жаростойким) слоем типа MCrAlY. Альтернативно, также может быть предусмотрен двухслойный защитный слой, который в качестве связующего слоя включает в себя слой типа MCrAlY, на который снаружи нанесен керамический теплозащитный (теплобарьерный) слой (от англ. thermal barrier coat - ТВС). Так как рабочая лопатка турбины является, как правило, литой и соответственно содержит литое основное тело, то за счет нанесения защитного слоя, в частности защищающего от коррозии слоя, ее масса дополнительно увеличивается. Связанное с увеличением массы изменение собственной частоты рабочей лопатки турбины может на втором этапе 14 компенсироваться за счет выполнения выемок на вершине пера рабочей лопатки турбины. При этом предусматривается, что выемки в торце пера рабочей лопатки турбины выполняют в таком количестве и такой глубины, пока рабочая лопатка турбины не удовлетворит требованиям по собственной частоте. При этом может иметь место то, что несмотря на применение соответствующего изобретению способа на собственную частоту невозможно повлиять достаточно сильно, чтобы она удовлетворяла этим требованиям. В этом случае рабочая лопатка турбины не пригодна для дальнейшего использования.
На фиг.2 показан способ 20, при котором бывшие в употреблении, то есть уже использовавшиеся в работе стационарной газовой турбины рабочие лопатки турбины, частично обновляют посредством процесса восстановления. Восстановление служит мерой по продлению срока службы рабочей лопатки турбины. В соответствии с этим рабочие лопатки турбины на первом этапе 22 способа подвергаются воздействию горячего газа газовой турбины в процессе ее эксплуатации. Во время проверки или осмотра газовой турбины рабочие лопатки турбины демонтируют и, если они подлежат восстановлению, направляют в процесс восстановления. При этом процесс восстановления включает в себя этап 24, на котором в случае наличия покрытия на рабочих лопатках турбины это покрытие удаляют. Удаление покрытия необходимо, если, например, в защитном слое имеются средние или большие трещины или же частичное отслаивание или истирание уменьшает фактическую толщину слоя ниже требуемого минимального значения. На последующем необязательном этапе 26 трещины, возможно возникшие в основном материале рабочей лопатки турбины, должны устраняться известными способами ремонта. На следующем этапе 28 затем осуществляется повторное покрытие рабочей лопатки турбины однослойным или многослойным защитным слоем, после чего на заключительном этапе 30 могут быть высверлены отверстия в торце вершины лопатки в направлении хвостовика рабочей лопатки турбины для регулировки собственной частоты.
На фиг.3 частично показана рабочая лопатка 40 турбины в пространственном представлении. Рабочая лопатка 40 турбины содержит, как известно, не показанный хвостовик лопатки елочного типа в поперечном сечении, к которому примыкает не показанная полка лопатки. На полке лопатки размещено свободно стоящее перо 42 лопатки, выполненное в поперечном сечении каплеобразным, аэродинамически изогнутым. Перо 42 лопатки имеет сторону 44 нагнетания и сторону 46 всасывания. На фиг.3 изображена только вершина 48 пера лопатки, которая противоположна закрепленному на полке концу пера 42 лопатки. Между вершиной 48 пера лопатки и полкой перо 42 лопатки имеет высоту Н, которая может определяться в радиальном направлении применительно к ее монтажному положению в осевой стационарной газовой турбине. Аэродинамически изогнутое перо 42 лопатки имеет среднюю линию 50 пера лопатки, которая проходит посредине между стороной 46 всасывания и стороной 44 нагнетания от передней кромки к задней кромке. Средняя линия 50 пера лопатки показана штрихпунктирной линией. Вдоль средней линии 50 пера лопатки распределены, например, четыре выемки в форме отверстий 52, которые простираются от торца пера 42 лопатки в направлении хвостовика рабочей лопатки 40 турбины. За счет отверстий 52 был снижен вес на свободном конце рабочей лопатки 40 турбины, из-за чего собственная частота была сдвинута к более высоким частотам.
С помощью расположенных на торце отверстий может осуществляться примерно 10%-ный частотный сдвиг собственной частоты. При этом показанное на фиг.3 перо 42 лопатки является неохлаждаемым.
На фиг.4 показано поперечное сечение пера 42 изготовленной соответствующим изобретению способом рабочей лопатки 40 турбины. При этом сечение было выполнено в зоне вершины 48 пера лопатки. Лопатка 40 турбины согласно фиг.4 включает в себя литое основное тело 41, на которое как со стороны всасывания, так и со стороны нагнетания был нанесен защитный слой 54. Защитный слой 54 значительно увеличил массу рабочей лопатки 40 турбины, результатом чего является изменение собственной частоты в сторону меньших частот. Для того чтобы скомпенсировать этот сдвиг собственной частоты, с торца пера 42 лопатки выполнены отверстия 52. Отверстия 52 предусмотрены в тех местах на пере 42 лопатки, в которых имеющиеся внутри ребра 56 жесткости соединяются со стенкой 44, 46 лопатки стороны нагнетания или стороны всасывания. Также может быть предусмотрено выполнение отверстий 52 в зоне задней кромки рабочей лопатки 40 турбины, по которой стенка 46 лопатки стороны всасывания соединяется со стенкой 44 лопатки стороны нагнетания, причем в этом случае упомянутые отверстия предпочтительно распределены на этом участке средней линии пера лопатки.
В целом, таким образом, изобретение предлагает способ изготовления снабженных покрытием рабочих лопаток турбины, частотное свойство которых особенно просто можно согласовывать с требуемыми краевыми условиями. Для этого предусмотрено, что выполнение выемок в вершине 48 пера 42 рабочей лопатки 40 турбины происходит после покрытия рабочей лопатки 40 турбины. Тем самым предоставлен метод, посредством которого колебательное свойство лопатки турбины может регулироваться особенно просто и разнообразно. Тем самым можно сократить брак рабочих лопаток 40 турбины. Также возможно адаптировать лопатки турбины, которые в противном случае становятся непригодными для использования ввиду изменения конструкции, таким образом, чтобы они вновь удовлетворяли по меньшей мере требованиям относительно собственной частоты. Также с помощью соответствующего изобретению способа можно восстанавливать уже бывшие в употреблении лопатки турбины в процессе восстановления таким образом, чтобы они могли быть использованы повторно.
Способ изготовления снабженной покрытием рабочей лопатки турбины с охлаждаемым изнутри пером заключается в том, что сначала рабочую лопатку турбины покрывают защитным слоем, после чего для регулировки собственной частоты рабочей лопатки турбины выполняют несколько выемок в вершине пера рабочей лопатки турбины. В качестве выемки высверливают отверстие в вершине лопатки в направлении хвостовика рабочей лопатки турбины, причем отверстия распределяют вдоль средней линии пера лопатки. Изобретение позволяет компенсировать увеличение массы лопатки, возникающее вследствие нанесения покрытия, а также сместить собственную частоту лопатки к более высоким частотам. 7 з.п. ф-лы, 4 ил.
1. Способ (10, 20) изготовления снабженной покрытием рабочей лопатки (40) турбины,
при котором рабочую лопатку (40) турбины покрывают по меньшей мере одним защитным слоем (54) и
при котором для регулировки собственной частоты рабочей лопатки (40) турбины выполняют несколько выемок в вершине (48) пера (42) рабочей лопатки (40) турбины,
отличающийся тем, что
способ применяют к рабочей лопатке (40) турбины с охлаждаемым изнутри пером (42) лопатки, а выполнение выемок осуществляют после покрытия рабочей лопатки (40) турбины, причем в качестве выемки высверливают отверстие (52) в вершине (48) лопатки в направлении хвостовика рабочей лопатки (40) турбины, и при этом выполняют несколько отверстий (52), которые распределены вдоль средней линии (50) пера лопатки.
2. Способ (10, 20) по п.1, при котором глубина сверления составляет до 50% радиальной протяженности пера (42) лопатки применительно к монтажному положению рабочей лопатки (40) турбины.
3. Способ (10, 20) по п.1 или 2, который осуществляют после удаления покрытия рабочей лопатки (40) турбины.
4. Способ (10, 20) по п.1 или 2, при котором выемки вновь закрывают.
5. Способ (10, 20) по п.3, при котором выемки вновь закрывают.
6. Способ (10, 20) по любому из пп.1, 2 и 5, при котором на рабочую лопатку турбины в качестве защитного слоя (54) наносят защищающий от коррозии слой и/или теплозащитный слой.
7. Способ (10, 20) по п.3, при котором на рабочую лопатку турбины в качестве защитного слоя (54) наносят защищающий от коррозии слой и/или теплозащитный слой.
8. Способ (10, 20) по п.4, при котором на рабочую лопатку турбины в качестве защитного слоя (54) наносят защищающий от коррозии слой и/или теплозащитный слой.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4097192 A, 27.06.1978 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| ТУРБИННАЯ ЛОПАТКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ | 1994 |
|
RU2078945C1 |

