Изобретение относится к способу электрохимического удаления металлического покрытия с конструктивной детали, при котором конструктивную деталь погружают в раствор электролита и пропускают ток через конструктивную деталь и находящийся в контакте с раствором электролита вспомогательный электрод. Кроме того, изобретение относится к способу удаления металлического покрытия с турбинной лопатки.
Многие конструктивные детали, которые подвергаются воздействию высоких температур и коррозии, в настоящее время частично снабжены многослойными защитными покрытиями. Это относится, среди прочего, к конструктивным деталям газовых турбин, таким как турбинные лопатки, которые применяются в коррозийных средах при температурах свыше 1000°С. Однако из-за экстремальной нагрузки покрытия изнашиваются, и их необходимо с регулярными интервалами обновлять (подвергать восстановлению). Для этого необходимо сначала полностью удалить с конструктивной детали старые, поврежденные защитные слои без повреждения при этом конструктивной детали. Этот процесс является частью процесса восстановления турбинных лопаток.
Системы защитных покрытий для турбинных лопаток часто выполнены по меньшей мере двухслойными, при этом в качестве первого слоя на конструктивную деталь непосредственно нанесен адгезионный слой, который во многих случаях имеет состав типа MCrAlX. На поверхности адгезионного слоя находится в качестве второго слоя теплоизоляционный слой (теплобарьерное покрытие, ТБП), например, на керамической основе. Для того чтобы в рамках восстановления иметь возможность выполнить новое покрытие соответствующей турбинной лопатки, сначала на первой стадии механически удаляют верхний керамический теплоизоляционный слой, например, с помощью пескоструйной обработки. Затем на следующей стадии удаляют металлический адгезионный слой с поверхности конструктивной детали. Это можно осуществлять посредством применения электрохимического способа, при этом турбинную лопатку погружают в раствор электролита и прикладывают к турбинной лопатке и также расположенному в растворе электролита вспомогательному электроду подходящее напряжение.
Например, в DE 10259365 А1 описаны устройство и способ для удаления металлических покрытий с поверхности конструктивной детали с помощью электрохимического процесса с применением импульсного тока.
Однако в известном из уровня техники способе возникают различные проблемы. Так, с одной стороны, применение слишком сильных токов может легко приводить к повреждению основного материала турбинной лопатки, а с другой стороны, возможно также, что возникшие во время работы турбинной лопатки загрязнения, например, в виде сложных кристаллических соединений, удаляются не полностью, что затрудняет новое покрытие или даже делает его невозможным.
Поэтому задача данного изобретения состоит в том, чтобы предложить способ электрохимического удаления металлического покрытия, в котором, с одной стороны, происходит быстрое и полное снятие слоя, включая кристаллические загрязнения, но, с другой стороны, не происходит повреждения основного материала конструктивной детали.
Эта задача решена тем, что ток является импульсным со стандартной последовательностью, которая имеет коэффициент заполнения от >0% до <100%, в частности от 20% до 80%, две плотности тока между 5 мА/см2 и 1000 мА/см2, в частности 10 мА/см2 и 300 мА/см2, и частоту от 5 Гц до 1000 Гц, в частности от 25 Гц до 300 Гц.
Таким образом, импульсный ток имеет также попеременно верхнюю плотность тока и нижнюю плотность тока и тем самым падает не до нуля. Время, в течение которого ток имеет верхнюю плотность тока в пределах последовательности импульсов, называют длительностью импульса t, а время, в течение которого ток в пределах последовательности импульсов проходит обе плотности тока, называют длительностью периода T. Таким образом, коэффициент заполнения является отношением длительности импульса к длительности периода t/T.
Было установлено, что за счет применения импульсного тока, который задан указанными выше параметрами, достигается, с одной стороны, быстрое и полное снятие слоя металлического покрытия, а с другой стороны, предотвращается повреждение конструктивной детали.
Согласно одному варианту реализации изобретения коэффициент заполнения может составлять от 25% до 75%, в частности от 50% до 75%. Плотности тока могут находиться в диапазоне между 50 мА/см2 и 250 мА/см2, в частности, между 100 мА/см2 и 200 мА/см2, и в данном случае, в частности, между 150 мА/см2 и 200 мА/см2. Кроме того, было установлено, что частота должна находиться в диапазоне между 50 Гц и 275 Гц, в частности, между 150 Гц и 275 Гц.
В частности, для удаления металлического покрытия с турбинных лопаток предпочтительными являются следующие параметры тока: коэффициент заполнения 50%, плотности тока 100 мА/см2 и 150 мА/см2 и частота 150 Гц; коэффициент заполнения 75%, плотности тока 100 мА/см2 и 150 мА/см2 и частота 250 Гц; коэффициент заполнения 75%, плотности тока 150 мА/см2 и 200 мА/см2 и частота 50 Гц; и коэффициент заполнения 50%, плотности тока 150 мА/см2 и 200 мА/см2 и частота 250 Гц.
Согласно другому варианту реализации раствор электролита может содержать органическую или неорганическую кислоту или органическое или неорганическое основание или смеси из органических или неорганических кислот и оснований или, соответственно, состоять из них.
В качестве кислоты пригодна, например, HCl, при этом особенно предпочтительной является концентрация HCl в растворе электролита менее 20 мас.%, особенно менее 10 мас.% и, в частности, менее 6 мас.%.
Кроме того, было установлено, что эффективная защита от непреднамеренного воздействия на основной материал конструктивной детали достигается, когда раствор электролита содержит соединение алканоламина или содержащую это соединение соль в качестве ингибитора. Было установлено, что особенно пригодным ингибитором является триэтаноламин или одна из его солей. Кроме того, защиту можно повысить, когда в растворе электролита дополнительно содержатся другие ингибиторы, такие как карбоновые кислоты и/или альдегидные соединения и/или ненасыщенные спирты.
В способе может быть предусмотрена по меньшей мере одна стадия механической очистки с помощью пескоструйной обработки, которая может быть проведена, например, непосредственно после стадии электрохимического удаления слоя с тем, чтобы удалить возможно еще прилипшие остатки покрытия. Было найдено предпочтительным, когда при пескоструйной обработке снимается нерастворенная масса MCrAlX с единицы поверхности конструктивной детали в пределах от 30 мг/см2 до 160 мг/см2. В этом случае происходит быстрое снятие слоя без повреждения конструктивной детали.
Согласно одному варианту реализации в способе очистки может быть предусмотрена дополнительная стадия электрохимического удаления слоя с постоянным током.
Альтернативно, дополнительная стадия электрохимического удаления слоя может быть проведена другим импульсным током.
При этом коэффициент заполнения другого импульсного тока может быть предпочтительно больше коэффициента заполнения первого импульсного тока для первой стадии удаления слоя. В частности, он может быть больше на по меньшей мере 20%.
Другой импульсный ток может иметь коэффициент заполнения 50-99%, две силы тока между 0,1 мА/см2 и 30 мА/см2 и частоту от 10-2 Гц до 100 Гц. Коэффициент заполнения другого импульсного тока может составлять 75-99%, особенно предпочтительно 95-99%. Две силы тока другого импульсного тока могут составлять между 0,5 мА/см2 и 20 мА/см2, а предпочтительно между 1 мА/см2 и 16 мА/см2. Частота другого импульсного тока может составлять между 10-2-1 Гц, а предпочтительно между 10-2-10-1 Гц.
Кроме того, дополнительную стадию электрохимического удаления слоя можно проводить в течение периода времени 1-60 минут, а предпочтительно в течение периода времени 5-20 минут. Другой импульсный ток может, согласно особенно предпочтительному варианту реализации, иметь коэффициент заполнения 99%, две плотности тока между 1 мА/см2 и 16 мА/см2 и частоту 10-2 Гц и дополнительную стадию электрохимического удаления слоя можно проводить с этим током в течение, в частности, 8 минут.
Когда дополнительную стадию электрохимического удаления слоя проводят непосредственно после указанной выше пескоструйной обработки, то тем самым могут быть удалены еще имеющиеся на конструктивной детали минимальные остатки металлического покрытия. При этом непреднамеренное повреждение конструктивной детали предпочтительно исключается благодаря небольшой агрессивности этой стадии способа.
После этой стадии способа можно снова выполнять пескоструйную обработку.
Испытания показали, что способ согласно изобретению пригоден, в частности, для конструктивных деталей газовых турбин, таких как турбинные лопатки. Они часто имеют слой MCrAlX, где М выбирается из группы Fe, Co и/или Ni, а X - из группы Y, La или редких земель. Было установлено, что этот слой можно быстро и полностью удалять с помощью способа согласно изобретению.
Согласно другому аспекту изобретения предлагается способ удаления металлического покрытия с турбинной лопатки с признаками пункта 34 формулы изобретения.
В одном варианте реализации этого аспекта изобретения предусмотрено, что лежащие внутри турбинной лопатки зоны закрывают. Таким образом, можно защищать особенно внутренние алитированные зоны от повреждения. Для закрывания можно применять, в частности, воск, поскольку его можно легко удалять без остатка с помощью выжигания.
Можно также перед струйной обработкой закрыть хвост турбинной лопатки колпачком. Таким образом, хвост лопатки защищается от ударов струйного материала. После струйной обработки колпачок снова удаляют, так что он не создает помех при дальнейшей обработке.
В качестве струйного материала можно применять корунд. Он может иметь размер зерна 46 меш или менее.
Первую стадию струйной обработки можно проводить с максимальным давлением струи 5 бар, а все остальные стадии струйной обработки с максимальным давлением струи максимально 3 бар. За счет этого обеспечивается снятие достаточно большой доли металлического покрытия без повреждения самой турбинной лопатки.
Можно закрывать наружные зоны турбинной лопатки для предотвращения повреждения. Для этого пригоден, в частности, воск, поскольку его можно легко и полностью удалять с помощью выжигания.
В другом варианте реализации этого аспекта изобретения предусмотрено погружение турбинной лопатки на главной стадии удаления слоя и на дополнительной стадии удаления слоя в зоне покрытия в раствор электролита. Затем через турбинную лопатку, которая подключена в качестве анода, и находящийся в контакте с раствором электролита вспомогательный электрод пропускают ток.
В качестве раствора электролита может применяться, например, HCl. Концентрация HCl может составлять менее 20 мас.%, особенно менее 10 мас.% и, в частности, менее 6 мас.%.
Главную стадию удаления слоя и дополнительную стадию удаления слоя можно проводить при температуре раствора электролита в диапазоне 15-25°С, в частности, в диапазоне 18-22°С.
Можно также контролировать концентрацию ионов металлов в растворе электролита. Это относится, в частности, к концентрации ионов железа более 100 млн-1.
Главную стадию электрохимического удаления слоя можно проводить способом по любому из пунктов 1-8 формулы изобретения. При этом предпочтительно происходит снятие частей металлического покрытия быстро и без повреждения турбинной лопатки.
Альтернативно, на главной стадии электрохимического удаления слоя через турбинную лопатку и вспомогательный электрод можно пропускать постоянный ток.
Длительность главной стадии электрохимического удаления слоя может составлять максимально 60 минут.
В другом варианте реализации этого аспекта изобретения предусмотрено, что на дополнительной стадии электрохимического удаления слоя через турбинную лопатку и вспомогательный электрод пропускают импульсный ток. Альтернативно, можно применять также постоянный ток.
Дополнительную стадию электрохимического удаления слоя можно проводить на протяжении максимально 30 минут.
Для проверки того, полностью ли удалено покрытие, турбинную лопатку можно подвергать контролю по тепловому эффекту при температуре в диапазоне 500-700°С, в частности 550-650°С. Ее можно подвергать контролю по тепловому эффекту в течение 20-40 минут, в частности, в течение 30 минут.
Необязательно имеющиеся остатки металлического покрытия можно удалять с помощью шлифования. Кроме того, турбинную лопатку после удаления покрытия можно маркировать.
Ниже приводится подробное пояснение изобретения на основе примера реализации со ссылками на прилагаемые чертежи, на которых изображено:
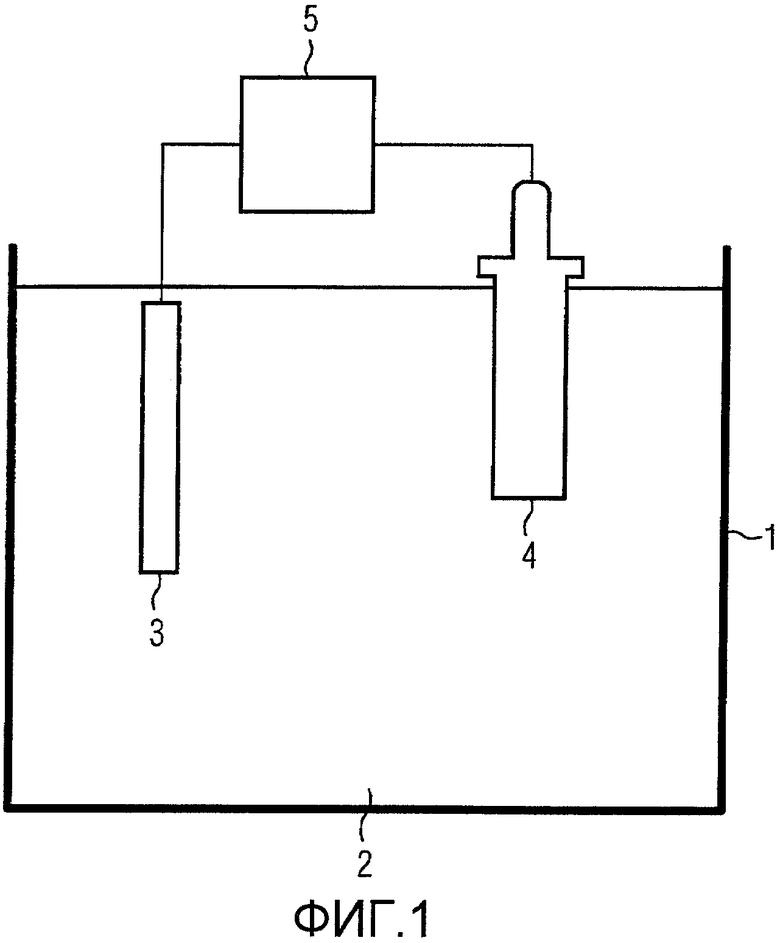
фиг.1 - схематическое изображение устройства для осуществления способа согласно изобретению;
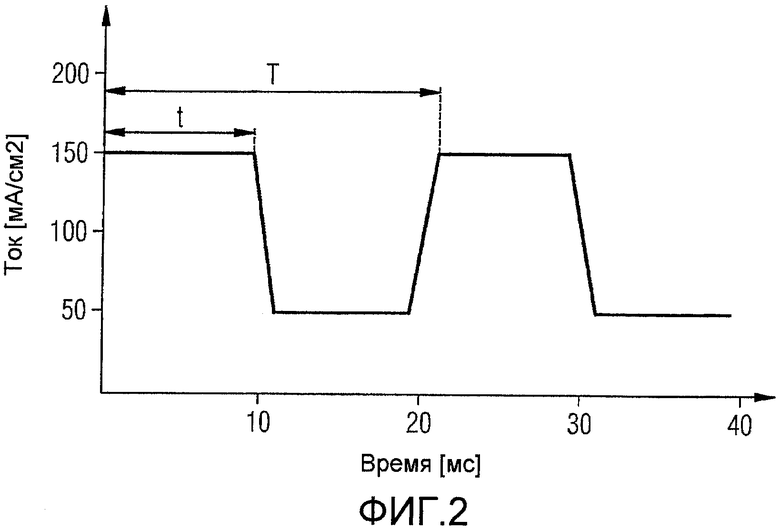
фиг.2 - график, показывающий первый импульсный ток со стандартной последовательностью;
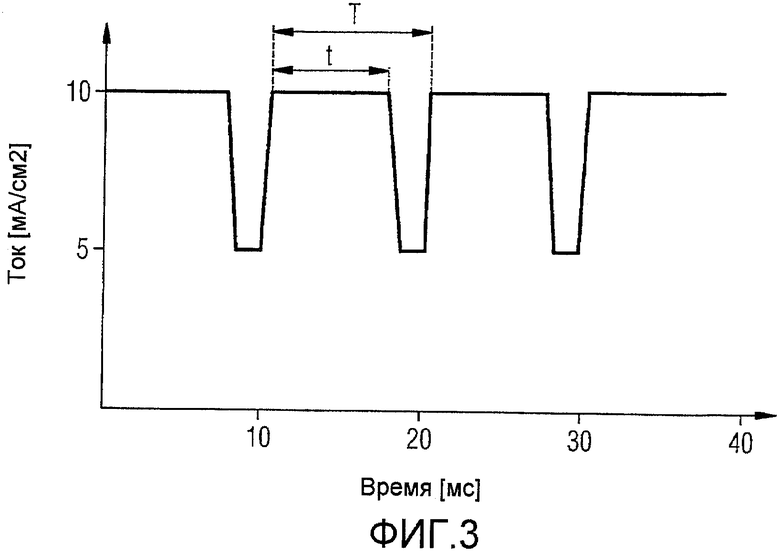
фиг.3 - график, показывающий второй импульсный ток со стандартной последовательностью;
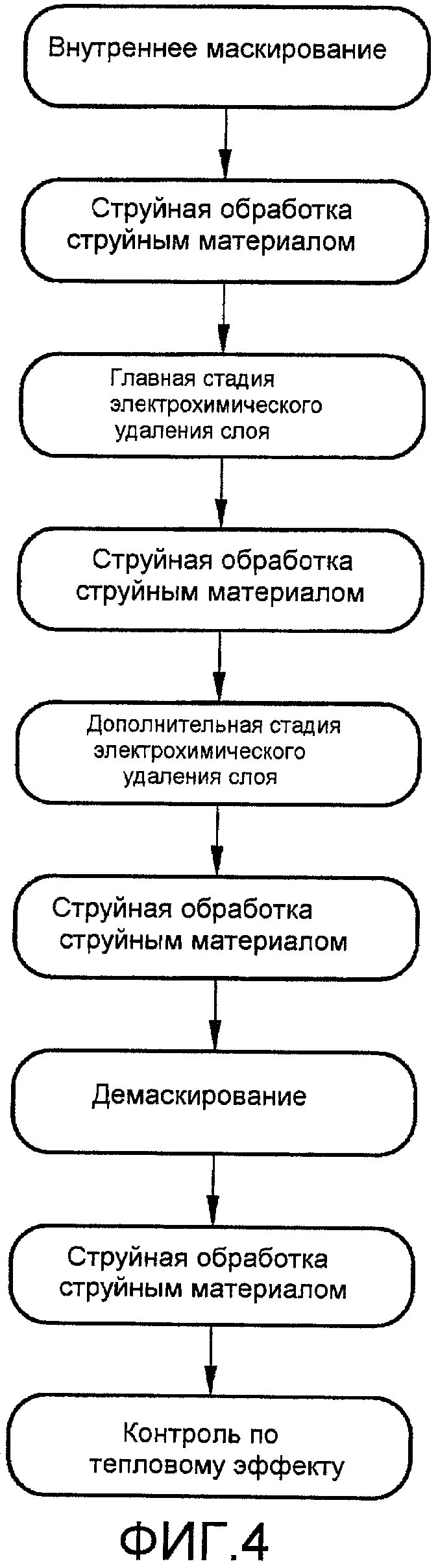
фиг.4 - блок-схема способа согласно изобретению удаления металлического покрытия с турбинной лопатки;
фиг.5 - газовая турбина;
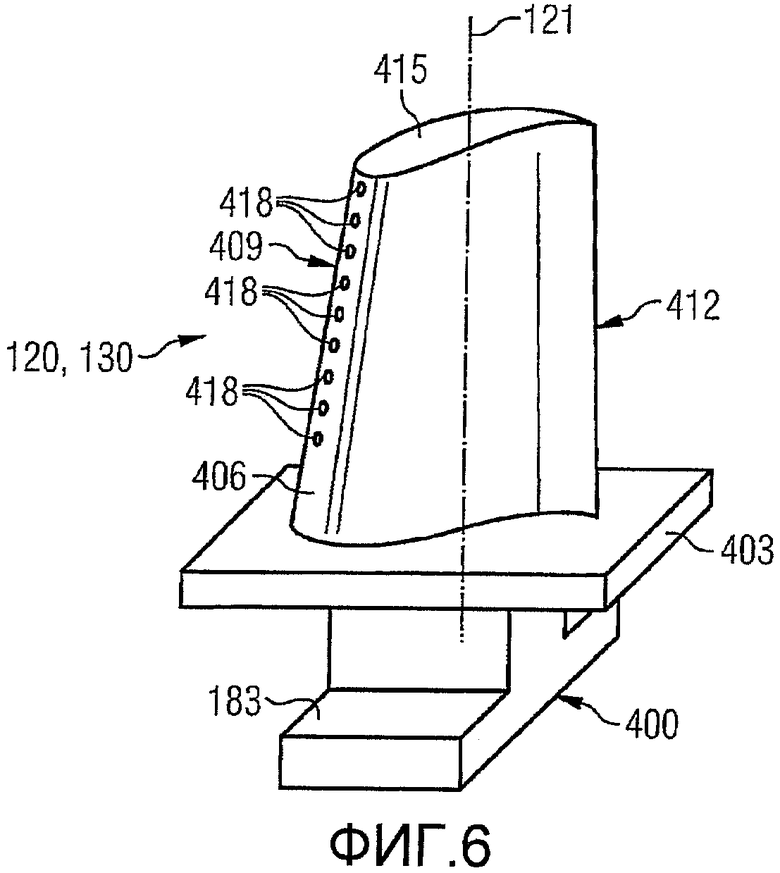
фиг.6 - турбинная лопатка и
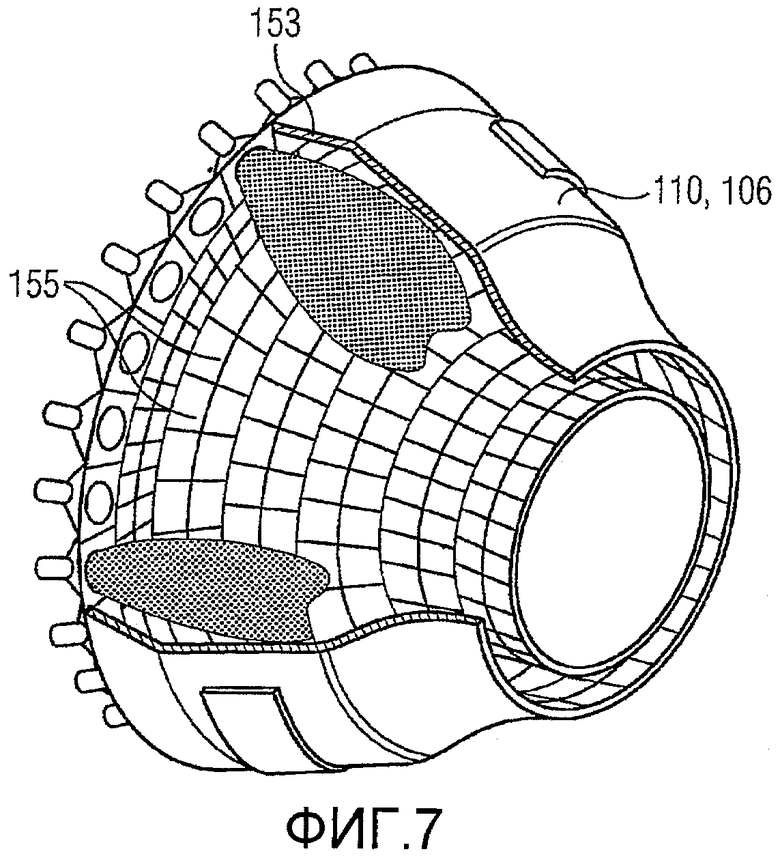
фиг.7 - камера сгорания.
На фиг.1 показано сначала устройство для осуществления способа согласно изобретению. Устройство состоит из электролитического резервуара 1, который заполнен раствором электролита 2, который является в данном случае водным, 4-6 мас.%-ным раствором HCl, который дополнительно содержит, например, триэтаноламин в качестве ингибитора. В раствор электролита 2 погружены вспомогательный электрод 3 и турбинная лопатка 4, которая имеет на своей поверхности покрытие MCrAlX. Электрод 3 и конструктивная деталь 4 электрически соединены с генератором 5.
Для освобождения турбинной лопатки 4 в рамках регенерации от покрытий (покрывной массы) на первой стадии механически удаляют возможно имеющийся на слое MCrAlX теплоизоляционный слой. Это можно предпочтительно осуществлять с помощью пескоструйной или водоструйной обработки или же обработки струей сухого льда (твердой углекислоты).
Затем турбинную лопатку 4 можно подвергать активирующей струйной обработке, т.е. механической обработке поверхности, в частности, с помощью пескоструйной обработки.
Снабженную теперь лишь слоем MCrAlX турбинную лопатку 4 погружают в раствор электролита 2 до полного контакта слоя MCrAlX с раствором электролита и электрически соединяют с генератором 5.
Генератор 5 затем пропускает во время электрохимического удаления слоя MCrAlX импульсный ток через вспомогательный электрод 3 и турбинную лопатку 4.
При этом импульсный ток характеризуется коэффициентом заполнения от >10% до <90%, двумя плотностями тока между 5 мА/см2 и 1000 мА/см2 и частотой от 5 Гц до 1000 Гц.
На фиг.2 показан график такого импульсного тока. На графике длительность импульса обозначена как t, т.е. время, в течение которого ток имеет верхнюю плотность тока, а длительность периода, в течение которого ток проходит один раз верхнюю и один раз нижнюю плотность тока, - как T. Длительность генерируемых таким образом импульсов определяется частотой f=1/T. Отношение длительности импульса к длительности периода дает коэффициент заполнения.
Показанный на фиг.2 импульсный ток имеет верхнюю плотность тока 150 мА/см2 и нижнюю плотность тока 50 мА/см2, а его коэффициент заполнения составляет 50%.
После того, как слой MCrAlX посредством стадии электрохимического удаления слоя почти полностью растворен с турбинной лопатки 4, ток выключают и извлекают турбинную лопатку 4 из раствора электролита 2.
Для удаления еще возможно имеющихся на турбинной лопатке 4 остатков покрытия сначала предпочтительно проводят стадию механической очистки с помощью пескоструйной обработки. При этом с единицы поверхности турбинной лопатки 4 удаляют нерастворенную массу MCrAlX в диапазоне от 30 мг/см2 до 160 мг/см2, при этом было установлено, что это количество предпочтительно составляет от 30 мг/см2 до 70 мг/см2, в частности от 34 мг/см2 до 51 мг/см2.
Можно также прерывать импульсный способ электрохимического удаления слоя для проведения пескоструйной обработки турбинной лопатки 4.
Предпочтительно, импульсный способ электрохимического удаления слоя не прерывают. После извлечения из раствора электролита 2 можно выполнять также промывку, особенно в жидкости, в частности, в воде.
В Таблицах 1 и 2 приведены комбинации признаков, которые были исследованы на их пригодность и которые показывают хорошие результаты.
Было установлено, что, в частности, с помощью комбинаций признаков 2, 3, 5, 7, 8 и 9 можно достигать высокой скорости снятия покрытий.
Вслед за первой пескоструйной обработкой и/или после стадии электрохимического удаления слоя можно осуществлять еще дополнительную стадию электрохимического удаления слоя с постоянным током.
В принципе можно использовать для этого показанную на фиг.1 установку, если генератор выполнен также с возможностью подачи соответствующего постоянного тока на вспомогательный электрод 3 и турбинную лопатку 4. При этом было установлено, что, в частности, постоянный ток с примерно 16 мА/см2 обеспечивает хорошие результаты, поскольку за счет этого можно осторожно удалять еще имеющиеся на поверхности турбинной лопатки 4 остатки покрытия, без воздействия на основной материал самой турбинной лопатки 4. Длительность процесса составляет, в частности, 8 минут.
Альтернативно, можно осуществлять дополнительную стадию электрохимического удаления слоя импульсным током. Этот импульсный ток может иметь, например, коэффициент заполнения 99%, две силы тока между 1 мА/см2 и 16 мА/см2 и частоту 10-2 Гц.
На фиг.3 показан такой импульсный ток, который имеет нижнюю плотность тока 5 мА/см2, верхнюю плотность тока 10 мА/см2 и коэффициент заполнения 80%.
Кроме того, было установлено, что длительность процесса для дополнительной стадии электрохимического удаления слоя импульсным током составляет, в частности, 8 минут.
За счет этой дополнительной стадии электрохимического удаления слоя импульсным током осторожно удаляются все еще имеющиеся на поверхности турбинной лопатки 4 остатки покрытия, без воздействия на основной материал самой турбинной лопатки 4.
В конце выполняют еще две заключительные стадии способа, а именно дополнительную пескоструйную обработку и контроль по тепловому эффекту (цвету побежалости, от англ. «heat tint»).
Таким образом, способ согласно изобретению может содержать следующие стадии:
1. удаление слоя ТБП
2. активирующая струйная обработка, в частности, пескоструйная обработка
3. первое электрохимическое удаление слоя импульсным током
4. первая пескоструйная обработка
5. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
6. вторая пескоструйная обработка
7. контроль по тепловому эффекту
или же
1. удаление слоя ТБП
2. активирующая струйная обработка, в частности, пескоструйная обработка
3. первое электрохимическое удаление слоя импульсным током
4. первая пескоструйная обработка
5. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя силами тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут)
6. вторая пескоструйная обработка
7. контроль по тепловому эффекту
или же
1. электрохимическое удаление слоя импульсным током
или
1. активирующая струйная обработка, в частности, пескоструйная обработка
2. электрохимическое удаление слоя импульсным током
или же
1. первое электрохимическое удаление слоя импульсным током
2. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
или же
1. первое электрохимическое удаление слоя импульсным током
2. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя силами тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут)
или же
1. активирующая струйная обработка, в частности, пескоструйная обработка
2. первое электрохимическое удаление слоя импульсным током
3. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
или же
1. активирующая струйная обработка, в частности, пескоструйная обработка
2. первое электрохимическое удаление слоя импульсным током
3. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя силами тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут)
или же
1. первое электрохимическое удаление слоя импульсным током
2. пескоструйная обработка
3. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
или же
1. первое электрохимическое удаление слоя импульсным током
2. пескоструйная обработка
3. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя плотностями тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут)
или же
1. активирующая струйная обработка, в частности, пескоструйная обработка
2. первое электрохимическое удаление слоя импульсным током
3. пескоструйная обработка
4. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
или же
1. активирующая струйная обработка, в частности, пескоструйная обработка
2. первое электрохимическое удаление слоя импульсным током
3. пескоструйная обработка
4. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя плотностями тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут)
или же
1. первое электрохимическое удаление слоя импульсным током
2. первая пескоструйная обработка
3. второе электрохимическое удаление слоя постоянным током (например, примерно 16 мА/см2 в течение примерно 8 минут)
4. вторая пескоструйная обработка
или же
1. первое электрохимическое удаление слоя импульсным током
2. первая пескоструйная обработка
3. второе электрохимическое удаление слоя другим импульсным током (например, с коэффициентом заполнения 99%, двумя плотностями тока между 1 мА/см2 и 16 мА/см2 и частотой 10-2 Гц в течение примерно 8 минут).
На фиг.4 показан в виде блок-схемы способ согласно изобретению удаления металлического покрытия с турбинной лопатки.
В способе сначала маскируют воском лежащую внутри турбинной лопатки алитированную зону. Затем надевают на хвост турбинной лопатки колпачок. Затем подвергают турбинную лопатку в зоне покрытия обработке струйным материалом, при этом под используемым струйным материалом речь идет о корунде с размером зерна 46 меш или менее. Давление струи при этой первой стадии струйной обработки составляет максимально 5 бар. При струйной обработке колпачок защищает хвост лопатки от ударов струйного материала. После завершения первой стадии струйной обработки колпачок снова удаляют.
Перед последующей стадией электрохимического удаления слоя можно при необходимости дополнительно маскировать воском лежащие снаружи части турбинной лопатки с тем, чтобы защитить их от не желательного электрохимического воздействия.
Для выполнения главной стадии электрохимического удаления слоя турбинную лопатку в зоне покрытия погружают в водный раствор электролита, который содержит 6 мас.% HCl. При этом особенно важно, чтобы хвост лопатки не приходил в контакт с раствором электролита.
Затем через турбинную лопатку и находящийся в контакте с раствором электролита вспомогательный электрод пропускают ток в течение максимально 60 минут. Во время этого процесса следует обеспечивать температуру раствора электролита в диапазоне 15-25°С. В частности, необходимо предотвращать повышение температуры выше 25°С. Кроме того, контролируют концентрацию ионов металлов, в частности, концентрацию ионов железа в растворе электролита, и при слишком высоком значении, например, при концентрации ионов железа свыше 100 млн-1, заменяют раствор электролита.
В данном случае пропускаемый через турбинную лопатку и вспомогательный электрод ток является импульсным со стандартной последовательностью и может иметь, например, две силы тока в диапазоне между 5 и 1000 мА/см2, коэффициент заполнения ≥10% и ≤90% и частоту 5-1000 Гц. Однако альтернативно, через турбинную лопатку и вспомогательный электрод можно также пропускать постоянный ток.
После того как главная стадия электрохимического удаления слоя завершена, турбинную лопатку извлекают из раствора электролита и хвост лопатки снова закрывают указанным выше образом колпачком. Затем следует вторая стадия струйной обработки корундом с размером зерна 46 меш или менее, при этом в данном случае и на всех других стадиях струйной обработки давление струи составляет максимально 3 бар. Колпачок снова удаляют, и нанесенные снаружи на турбинную лопатку маски проверяют и при необходимости обновляют.
Затем проводят дополнительную стадию электрохимического удаления слоя. При этом она проводится аналогично главной стадии электрохимического удаления слоя, причем в данном случае через турбинную лопатку и вспомогательный электрод пропускают в течение максимально 30 минут импульсный ток, который имеет две плотности тока 5 мА/см2 и 10 мА/см2 и коэффициент заполнения 80%. Температура водного, содержащего HCl раствора электролита не должна превышать 25°С, а длительность процесса должна составлять менее 30 минут. Вместо импульсного тока можно применять также постоянный ток.
Затем, как и после главной стадии электрохимического удаления слоя, проводят третью стадию струйной обработки. При этом снова закрывают хвост лопатки и применяют указанные выше параметры струйной обработки.
Затем удаляют внутренние и наружные маски посредством выжигания воска. Затем аналогично третьей стадии струйной обработки проводят дополнительную стадию струйной обработки.
Для того чтобы проверить, полностью ли удалено металлическое покрытие, турбинную лопатку в течение 20-40 минут подвергают контролю по тепловому эффекту при 500-700°С. При этом равномерная голубая окраска подвергнутой удалению слоя поверхности показывает полное удаление покрытия.
Если по тепловому эффекту еще обнаруживают остатки покрытия, то при необходимости они могут быть удалены с помощью шлифования.
В конце турбинную лопатку можно маркировать, при этом, в частности, для каждого проведенного удаления слоя можно наносить соответствующую маркировку. За счет этого исключается превышение максимально допустимого числа удалений слоев.
На фиг.5 показана в качестве примера газовая турбина 100 в продольном разрезе. Газовая турбина 100 имеет внутри установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом 101, который называют также рабочим колесом турбины.
Вдоль ротора 103 расположены друг за другом корпус 104 всасывания, компрессор 105, имеющая, например, форму тора камера 110 сгорания, в частности, кольцевая камера сгорания, с несколькими коаксиально расположенными горелками 107, турбина 108 и корпус 109 отвода газов.
Кольцевая камера 110 сгорания сообщается с, например, кольцеобразным каналом 11 горячего газа. Там, например, четыре расположенные друг за другом турбинные ступени 112 образуют турбину 108.
Каждая турбинная ступень 112 образована, например, из двух лопаточных колец. При рассматривании в направлении потока рабочей среды 113 в канале 111 горячего газа за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
При этом направляющие лопатки 130 закреплены на внутреннем корпусе 138 статора 143, в то время как рабочие лопатки 120 одного ряда 125 установлены, например, посредством турбинного диска 133 на роторе 103. С ротором 103 связан генератор или рабочая машина (не изображены).
Во время работы газовой турбины 100 компрессор 105 всасывает через корпус 104 воздух 135 и сжимает его. Полученный на обращенном к турбине конце компрессора сжатый воздух подается к горелкам 107 и там смешивается с топливом. Затем эта смесь сжигается в камере 110 сгорания с образованием рабочей среды 113. Оттуда рабочая среда 113 проходит по каналу 111 горячего газа мимо направляющих лопаток 130 и рабочих лопаток 120. На рабочих лопатках 120 рабочая среда 113 расширяется с передачей импульса, так что рабочие лопатки 120 приводят во вращение ротор 103, а он - связанную с ним рабочую машину.
Находящиеся в контакте с горячей рабочей средой 113 конструктивные детали подвергаются во время работы газовой турбины 100 тепловым нагрузкам. Направляющие лопатки 130 и рабочие лопатки 120 первой в направлении потока рабочей среды 113 турбинной ступени 112, наряду с покрывающими изнутри камеру 110 сгорания теплозащитными элементами, подвергаются наибольшим тепловым нагрузкам.
Для того чтобы выдержать имеющиеся там температуры, они могут охлаждаться с помощью охлаждающего средства.
Кроме того, подложки конструктивных деталей могут иметь направленную структуру, т.е. они являются монокристаллическими (структура SX) или же имеют только лишь продольно ориентированные зерна (структура DS).
В качестве материала для конструктивных деталей, в частности, турбинных лопаток 120, 130 и конструктивных деталей камеры 110 сгорания применяются, например, суперсплавы (жаропрочные сплавы) на основе железа, никеля или кобальта. Такие суперсплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949; эти публикации относительно химического состава сплавов являются частью данного описания.
Лопатки 120, 130 могут иметь также покрытия против коррозии (MCrAlX, где М является по меньшей мере одним элементом из группы железа (Fe), кобальта (Co), никеля (Ni), Х является активным элементом и обозначает иттрий (Y) и/или кремний, скандий (Sc) и/или по меньшей мере один элемент из редких земель или, соответственно, гафний). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 306454 А1, которые относительно химического состава являются частью данного описания.
На слое MCrAlX может иметься также теплоизоляционный слой, который состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью стабилизирован оксидом иттрия, и/или оксидом кальция, и/или оксидом магния.
С помощью подходящих способов нанесения покрытия, таких как, например, электронно-лучевое напыление (EB-PVD), в теплоизоляционном слое создаются стержнеобразные зерна.
Направляющая лопатка 130 имеет обращенный к внутреннему корпусу 138 турбины 108 хвост направляющей лопатки (не изображен) и противоположную хвосту направляющей лопатки головку направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и закреплена на крепежном кольце 140 статора 143.
На фиг.6 показана в изометрической проекции рабочая лопатка 120 или направляющая лопатка 130 лопаточной машины, которая проходит вдоль продольной оси 121.
Лопаточная машина может быть газовой турбиной летательного аппарата (самолета) или электростанции для генерирования электроэнергии, паровой турбиной или компрессором.
Лопатка 120, 130 имеет вдоль продольной оси 121 следующие друг за другом крепежную зону 400, граничащую с ней лопаточную платформу 403, а также перо 406 лопатки и вершину 415 лопатки.
В качестве направляющей лопатки 130 лопатка может иметь на своей вершине 415 другую платформу (не изображена).
В крепежной зоне 400 образован хвост 183 лопатки, который служит для крепления лопаток 120, 130 на валу или на диске (не изображены). Хвост 183 лопатки выполнен, например, в виде Т-образного хвоста. Возможны другие выполнения в виде елочного хвоста или хвоста типа «ласточкин хвост».
Для среды, которая обтекает перо 406 лопатки, лопатка 120, 130 имеет переднюю кромку 409 и заднюю кромку 412.
В обычных лопатках 120, 130 во всех зонах 400, 403, 406 лопатки 120, 130 применяются, например, массивные металлические материалы, в частности, суперсплавы.
Такие суперсплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949, которые относительно химического состава сплавов являются частью данного описания. При этом лопатки 120, 130 могут быть изготовлены с помощью способа литья, также посредством направленной кристаллизации, с помощью способа ковки, фрезерования или их комбинаций.
Детали с монокристаллической структурой или структурами применяются в качестве конструктивных деталей в машинах, которые при работе подвергаются высоким механическим, тепловым и/или химическим нагрузкам.
Изготовление таких монокристаллических деталей осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о способах литья, при которых жидкий металлический сплав подвергают направленной кристаллизации в монокристаллическую структуру, т.е. в монокристаллическую деталь.
При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо стержнеобразную кристаллическую зеренную структуру (столбчатую, т.е. зерна, которые проходят вдоль всей длины детали и здесь, как принято говорить, называются направленно закристаллизованными) или монокристаллическую структуру, т.е. вся деталь состоит из одного единственного кристалла. В этом способе необходимо предотвращать переход к глобулярной (поликристаллической) кристаллизации, поскольку за счет ненаправленного роста неизбежно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно закристаллизованных или монокристаллических деталей.
Когда речь идет в целом о направленно закристаллизованных структурах, то под этим понимаются как монокристаллы, которые вообще не имеют границ зерен или имеют в крайнем случае малоугловые границы зерен, так и стержнеобразные кристаллические структуры, которые имеют проходящие в продольном направлении границы зерен, но не имеют поперечных границ зерен. Эти названные вторыми кристаллические структуры называются также направленно закристаллизованными структурами.
Такие способы известны из патента №US 6024792 и ЕР 0892090 А1, которые относительно способов кристаллизации являются частью данного описания.
Лопатки 120, 130 могут иметь также покрытия против коррозии или окисления, например, MCrAlX, где М является по меньшей мере одним элементом из группы железа (Fe), кобальта (Co), никеля (Ni), Х является активным элементом и обозначает иттрий (Y), и/или кремний, и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf)). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1, которые относительно химического состава являются частью данного описания.
Плотность предпочтительно составляет 95% от теоретической плотности.
На слое MCrAlX (в качестве промежуточного слоя или в качестве наружного слоя) образуется защитный слой оксида алюминия (термически выращенный оксидный слой, от англ. TGO - thermal grown oxide layer).
На слое MCrAlX может еще иметься теплоизоляционный слой, который предпочтительно является самым наружным слоем и состоит, например, из ZrO2, т.е. он не стабилизирован, частично или полностью стабилизирован оксидом иттрия, и/или оксидом кальция, и/или оксидом магния.
Теплоизоляционный слой покрывает весь слой MCrAlX. С помощью подходящих способов нанесения покрытий, таких как, например, электронно-лучевое напыление (EB-PVD), в теплоизоляционном слое создаются стержнеобразные зерна.
Возможны другие способы нанесения покрытий, например, плазменное напыление при атмосферном давлении (APS), плазменное напыление низкого давления (LPPS), вакуумное плазменное напыление (VPS) или химическое парофазное осаждение (CVD). Теплоизоляционный слой может иметь пористые зерна с микротрещинами или макротрещинами для лучшей стойкости к тепловым ударам. Кроме того, теплоизоляционный слой предпочтительно является более пористым, чем слой MCrAlX.
Регенерация (восстановление) означает, что конструктивные детали 120, 130 после их использования должны быть при необходимости освобождены от защитных слоев (например, с помощью пескоструйной обработки). После этого осуществляется удаление защищающих от коррозии или окисления слоев или, соответственно, продуктов коррозии и/или окисления с помощью вышеуказанного способа. При необходимости ремонтируются также трещины в конструктивной детали 120, 130. Затем осуществляется повторное покрытие конструктивной детали 120, 130 и повторное использование конструктивной детали 120, 130.
Лопатка 120, 130 может быть выполнена полой или сплошной.
Когда необходимо охлаждать лопатку 120, 130, то она выполнена полой и имеет при необходимости отверстия 418 для пленочного охлаждения (показаны заштрихованными).
На фиг.7 показана камера 110 сгорания газовой турбины. Камера 110 сгорания выполнена, например, в виде так называемой кольцевой камеры сгорания, в которой несколько расположенных в окружном направлении вокруг оси 102 вращения горелок 107 выходят в общее пространство 154 камеры сгорания с образованием пламени 156. Для этого камера 110 сгорания выполнена в целом в виде кольцеобразной конструкции, которая расположена вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия камера 110 сгорания рассчитана на сравнительно высокую температуру рабочей среды М в примерно 1000°С-1600°С. Для того чтобы даже при этих неблагоприятных для материалов рабочих условиях обеспечить сравнительно длительный срок службы, стенка 153 камеры сгорания на своей обращенной к рабочей среде М стороне снабжена образованной теплозащитными элементами 155 внутренней обшивкой.
Каждый теплозащитный элемент 155 из сплава снабжен на обращенной к рабочей среде стороне особенно жаростойким защитным слоем (слоем MCrAlX и/или керамическим покрытием) или изготовлен из стойкого к высоким температурам материала (массивных керамических плиток).
Эти защитные слои могут быть аналогичными защитным слоям турбинных лопаток, т.е. состоять, например, из MCrAlX, где М является по меньшей мере одним элементом из группы железа (Fe), кобальта (Co), никеля (Ni), Х является активным элементом и обозначает иттрий (Y), и/или кремний, и/или по меньшей мере один элемент из редких земель или, соответственно, гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1, которые относительно химического состава сплавов являются частью данного описания.
На слое MCrAlX может иметься также, например, керамический теплоизоляционный слой, который состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не стабилизирован, частично или полностью стабилизирован оксидом иттрия, и/или оксидом кальция, и/или оксидом магния.
С помощью подходящих способов нанесения покрытий, таких как, например, электронно-лучевое напыление (EB-PVD), в теплоизоляционном слое создаются стержнеобразные зерна.
Возможны другие способы нанесения покрытий, например, плазменное напыление при атмосферном давлении (APS), LPPS, VPS или CVD. Теплоизоляционный слой может иметь пористые зерна с микротрещинами или макротрещинами для лучшей стойкости к тепловым ударам.
Регенерация (восстановление) означает, что теплозащитные элементы 155 после их использования должны быть при необходимости освобождены от защитных слоев (например, с помощью пескоструйной обработки). После этого осуществляется удаление защищающих от коррозии или окисления слоев или, соответственно, продуктов коррозии и/или окисления. При необходимости ремонтируются также трещины в теплозащитном элементе 155. Затем осуществляются повторное покрытие теплозащитного элемента 155 и повторное использование теплозащитного элемента 155.
Дополнительно к этому, из-за высоких температур внутри камеры 110 сгорания, для теплозащитных элементов 155 или, соответственно, для их удерживающих элементов может быть предусмотрена система охлаждения. В этом случае теплозащитные элементы 155 выполняются, например, полыми и имеют при необходимости выходящие в пространство 154 камеры сгорания отверстия для охлаждения (не показаны).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снятия защитных покрытий с проводящих поверхностей | 2023 |
|
RU2811297C1 |
| УСТРОЙСТВО СТРУЙНОЙ ОБРАБОТКИ | 2007 |
|
RU2426634C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ, СНАБЖЕННОЙ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПЛАТФОРМОЙ | 2011 |
|
RU2527509C2 |
| СПОСОБ СВАРКИ И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2010 |
|
RU2490102C2 |
| СВАРОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ, ПРИМЕНЕНИЕ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2505616C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ТРИАНГУЛЯЦИИ | 2010 |
|
RU2541440C2 |
| АНАЛИЗ ПОВЕРХНОСТИ ДЛЯ ОБНАРУЖЕНИЯ ЗАКРЫТЫХ ОТВЕРСТИЙ И УСТРОЙСТВО | 2010 |
|
RU2532616C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ, ПРИМЕНЕНИЕ И СПОСОБ | 2012 |
|
RU2567140C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИММЕТРИЧНОГО ДИФФУЗОРА С ПРИМЕНЕНИЕМ РАЗЛИЧНЫХ ПОЛОЖЕНИЙ ЛАЗЕРА | 2009 |
|
RU2505387C2 |
| УСТАНОВКА ДЛЯ ХОЛОДНОГО ГАЗОВОГО РАСПЫЛЕНИЯ И СПОСОБ ХОЛОДНОГО ГАЗОВОГО РАСПЫЛЕНИЯ С МОДУЛИРОВАННЫМ ГАЗОВЫМ ПОТОКОМ | 2007 |
|
RU2426602C2 |

Изобретение относится к области электрохимии и может быть использовано для удаления металлических покрытий. Способ включает погружение конструктивной детали с покрытием (4, 120, 130) в раствор электролита (2) и пропускание тока через конструктивную деталь (4, 120, 130) и находящийся в контакте с раствором электролита (2) вспомогательный электрод (3), при этом пропускают импульсный ток со стандартной последовательностью, которая имеет коэффициент заполнения от ≥10% до ≤90%, предпочтительно от ≥20% до ≤80%, две плотности тока между 5 мА/см2 и 1000 мА/см2, предпочтительно между 10 мА/см2 и 300 мА/см2, и частоту от 5 Гц до 1000 Гц, предпочтительно от 25 Гц до 300 Гц. Технический результат: повышение скорости удаления покрытия без повреждения поверхности детали. 11 з.п. ф-лы, 7 ил., 2 табл.
1. Способ электрохимического удаления металлического покрытия с конструктивной детали (4, 120, 130), в котором конструктивную деталь (4, 120, 130) погружают в раствор электролита (2) и пропускают ток через конструктивную деталь (4, 120, 130) и находящийся в контакте с раствором электролита (2) вспомогательный электрод (3), отличающийся тем, что ток является импульсным со стандартной последовательностью, которая имеет коэффициент заполнения от ≥10 до ≤90%, предпочтительно от ≥20 до ≤80%, две плотности тока между 5 и 1000 мА/см2, предпочтительно между 10 и 300 мА/см2, и частоту от 5 до 1000 Гц, предпочтительно от 25 до 300 Гц.
2. Способ по п.1, отличающийся тем, что коэффициент заполнения составляет от 25 до 75%, предпочтительно от 50 до 75% и, в частности, 50%.
3. Способ по п.1 или 2, отличающийся тем, что плотности тока находятся между 50 и 250 мА/см2, предпочтительно между 100 и 200 мА/см2, а особенно предпочтительно между 150 и 200 мА/см2.
4. Способ по п.1 или 2, отличающийся тем, что частота находится между 50 и 275 Гц, предпочтительно между 150 и 275 Гц и, в частности, 260 Гц.
5. Способ по п.1 или 2, отличающийся тем, что раствор электролита (2) содержит неорганическую кислоту или органическую кислоту, или органическое основание или неорганическое основание, или смеси из неорганических и органических кислот и/или оснований, или же состоит из них.
6. Способ по п.5, отличающийся тем, что кислотой является HCl.
7. Способ по п.1 или 2, отличающийся тем, что раствор электролита (2) содержит соединение алканоламина или содержащую это соединение соль в качестве ингибитора.
8. Способ по п.1 или 2, отличающийся тем, что проводят по меньшей мере одну стадию механической очистки предпочтительно с помощью пескоструйной обработки.
9. Способ по п.1 или 2, отличающийся тем, что дополнительно проводят другую стадию электрохимического удаления слоя с помощью постоянного тока с тем, чтобы удалить еще прилипшие остатки покрытия, при этом постоянный ток имеет, в частности, плотность тока 16 мА/см2 и при этом длительность процесса составляет, в частности, 8 мин.
10. Способ по п.1 или 2, отличающийся тем, что дополнительно проводят другую стадию электрохимического удаления слоя с другим импульсным током.
11. Способ по п.10, отличающийся тем, что другой импульсный ток имеет коэффициент заполнения, который больше коэффициента заполнения первого импульсного тока для первой стадии электрохимического удаления слоя.
12. Способ по п.1 или 2, отличающийся тем, что металлическое покрытие является слоем MCrAlX, где М выбран из группы Fe, Co и/или Ni, a X - из группы иттрия, лантана или редких земель.
| DE 102004009757 А1, 08.09.2005 | |||
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1995 |
|
RU2094546C1 |
| Способ удаления алюминидных покрытий с металлических изделий и раствор для его осуществления | 1979 |
|
SU863729A1 |
| Способ удаления металла с неметаллической поверхности | 1983 |
|
SU1201359A1 |
| US 3779879 А, 18.12.1983. | |||

