Изобретение относится к керамическому блочному катализатору для селективного разложения закиси азота в условиях процесса Оствальда при температуре 800-1000°С и давлении 0.9÷9 бар и способу его получения. Изобретение включает также способ осуществления процесса с использованием данного катализатора.
Закись азота является основным источником NOx в стратосфере, что приводит к разрушению озонового слоя. Кроме того, его потенциал в отношении глобального потепления превышает значения, характерные для CO2 и СН4, в 310 и 21 раз, соответственно (J.Perez-Ramirez, F.Kaptein, K.Shoffel, J.A.Moulijn, Applied Catalysis B: Environmental 44 (2003) 117-151). Вследствие этого во всем мире прилагаются определенные усилия по снижению уровня антропогенной эмиссии N2O путем его разложения до N2 и О2.
Процесс Оствальда традиционно используется для получения азотной кислоты путем каталитического сжигания аммиака на сетках, состоящих из Pt-Rh(-Pd) сплавов. В качестве побочных продуктов окисления аммиака в атмосферу после всех стадий процесса выделяются азот и N2O. Концентрация N2O после общепринятых каталитических сеток варьируется от 500 до 3000 ppm, но их дальнейшая модификация направлена в первую очередь на увеличение селективности по NOx за счет снижения образования азота. Поскольку процесс получения азотной кислоты является высоко оптимизированным производством, любое изменение в технологической цепочке потребует больших вложений. Поэтому наиболее простым с технологической точки зрения представляется разложение N2O непосредственно в конверторе, когда катализатор помещается сразу после платиноидных сеток взамен слоя из колец Рашига. Такое решение, однако, выдвигает очень жесткие требования к катализатору, определяемые прежде всего условиями процесса в реакторе окисления аммиака: температура - 800÷1000°С, линейные скорости газа - до 7 м/с, агрессивная среда - окислы азота, вода, аммиак. Отрицательное действие последнего фактора выражается в том, что недостаточно стойкие материалы могут выделять соединения, которые при попадании в конечный продукт (в основном, это нитрат аммония) вызывают его разложение с взрывом.
Таким образом, катализаторы, эффективно удаляющие N2O в условиях процесса Оствальда, кроме высокой активности, должны соответствовать следующим требованиям как с точки зрения эффективности проведения процесса, так и его безопасности:
- термостабильность;
- устойчивость в агрессивных средах;
- инертность по отношению к NO;
- низкое газодинамическое сопротивление слоя катализатора.
Последнее требование наиболее простым способом решается путем использования катализатора в форме блоков с сотовой структурой, которые устанавливаются непосредственно после пакета сеток взамен слоя из колец Рашига. Кроме того, увеличение плотности каналов позволяет за счет геометрического фактора существенно повышать активную поверхность без значительного роста перепада давления на слое, что практически невозможно в случае использования катализаторов другой геометрической формы, например гранул, колец Рашига.
Блок с сотовой структурой может непосредственно состоять из активного компонента, смешанного со связующим (т.н. массивные монолиты), а также представлять носитель с нанесенным активным компонентом. С точки зрения распределения активного компонента различаются катализаторы, в которых активный компонент локализован на внешней поверхности блока, либо распределен равномерно по глубине стенки (P.Avila, M.Montes, E.E.Miro, Chem. Eng. Journal 109 (2005) 11-36).
Применительно к возможности приготовления блочных катализаторов нами была проанализирована информация по ранее разработанным каталитическим системам, включая нанесенные, которые могут быть использованы в условиях процесса Оствальда (Т=850÷950°С, Р=1÷15 атм, время контакта ≤0.1 с).
В серии патентов и заявок, поданных HERAEUS GMBH W С [DE] (DE 102004024026 A1, US 20050202966, US 2009130010 A1, RU 2304465 C2, EP 15863665 A2), предлагается катализатор, который содержит носитель, состоящий из альфа-Al2O3, ZrO2, CeO2 или их смеси, и нанесенное на носитель покрытие из родия или оксида родия или смешанного Pd-Rh катализатора.
Смешанные оксиды циркония и церия, взятые в соотношении от 20/80 до 80/20 и образующие твердый раствор, фигурируют в качестве катализатора разложения N2O в интервале температур от 700 до 1 000°С и расходах более 50,000 ч-1 (US 7192566).
ПОРЦЕЛЛАНВЕРК КЛОСТЕР ФАЙЛСДОРФ ГМБХ (DE) (US 20040179986, RU 2221642) запатентовал порошкообразный катализатор, который состоит из пористого керамического носителя и каталитически активной фазы, причем носитель, по меньшей мере, на 95% состоит из одного или более соединений щелочноземельных металлов (MgO, СаО). Активный компонент представляет собой оксид/смесь оксидов Cr, Mn, Fe, Co, Ni, Cu, Zn, Ga, In, Ag, Ti, Y, Zr, La, Ca, Sr и Ва.
Катализаторы на основе различных смешанных оксидов со структурой перовскита или шпинели представляют особенный интерес, поскольку такие системы обладают высокой термической стабильностью и устойчивы к воздействию агрессивных сред. Так, для разложения N2O в содержащих NO газах ЯРА ИНТЭРНЭШНЛ АСА (NO) (US 20040023796, RU 2237514) предлагает катализатор, содержащий 0,1-10 мол.% Со3-xMxO4, где М представляет Fe или Al и х=0,25-2, на носителе - оксиде церия. Смешанные оксиды других металлов с переменной валентностью (Cu, Mn, Fe, La, Y) со структурой перовскита также могут наноситься на оксид церия и оксид циркония (EP 1504805 А1).
Активные компоненты на основе медьсодержащей шпинели состава CuAl2O4, модифицированной Zn, Pb и/или одним из элементов второй группы периодической системы элементов (WO 99/55621, US 6743404, US 6723295), легли в основу гранулированных (черенки, кольца Рашига, трехлистники) катализаторов O3-85 и O3-86 для промышленного применения, разработанных БАСФ АГ (www.basf.de; G.Kuhn: Proceeding of the Krupp Uhde Technologies Users' Group Meeting 2000, Vienna, 14-16 March 2000). В последующих патентах БАСФ предлагается модифицировать систему CuO-Zn(Pb)-Al3O3 такими элементами, как Ag, Au, Mg, Со, Ni, Pd, Pt, Ru, Os, Ir, и/или Rh (DE 10016276 A1), а также наносить активный компонент на плетеные и вязаные сетки из Fe-Cr-Al сплава и затем формировать из них трехмерные структуры (US 7364711). При этом круг возможных для нанесения активных материалов был значительно расширен и включал простые оксиды (MgO, СоО, МоО3, NiO, ZnO, Cr2O3, WO3, SrO, CuO/Cu2O, MnO2, V2O5), смешанные оксиды (CuO-ZnO-Al2O3, CoO-MgO, CoO-La2O3, La2CuO4, Nd2CuO4, Co-ZnO, NiO-МоО3), в том числе со структурой перовскита (LaMnO3, CoTiO3, LaTiO3, CoNiO3) или шпинели (CuAl2O4, ZnAl2O4, MgAl2O4, (Cu,Zn)Al2O4, (Cu,Zn,Mg)Al2O4, (Cu,Zn,Ba)Al2O4, (Cu,Zn,Ca)Al2O4, La2NiO4).
Применительно к массивным монолитам, использование любых медьсодержащих соединений в качестве активного компонента весьма проблематично с точки зрения техники безопасности, поскольку медь может выделяться из катализатора и при попадании в конечный продукт - нитрат аммония - катализировать его разложение [Applied Catalysis В: Environmental, 44 (2003), 117-151]. Именно это в существенной степени ограничивает применение массивных катализаторов на основе CuO [US 6743404, WO 9955621], в том числе предлагаемых BASF 03-85 и 03-86. Экономически невыгодно также использовать активный компонент на основе родия (DE 102004024026 (А1), US 20050202966, US 2009130010 (A1), RU 2304465, EP 15863665 (A2)). Достаточно сложно сформовать в виде блоков с достаточно высокой плотностью каналов оксиды щелочноземельных металлов (MgO, CaO), которые предлагаются в качестве носителя для нанесенных катализаторов на основе оксидов Cr, Mn, Fe, Co, Ni, Cu, Zn, Ga, In, Ag, Ti, Y, Zr, La, Ca, Sr и Ва (US 20040179986, RU 2221642).
Катализаторы, состоящие из смешанных оксидов со структурой перовскита или шпинели, а также флюорита (СеО2, ZrO2) могут быть сформованы в блоки с сотовой структурой с достаточно высокой плотностью каналов.
Наиболее близким к предлагаемому изобретению по своей технической сущности и достигаемому эффекту является способ разложения закиси азота на блочном катализаторе сотовой структуры с активным компонентом состава М1М2 1-xM3 xO3 с кристаллической решеткой перовскита, где х=0.05÷0.9, М1 выбирается из La, Се, Nd, Pr, Sm и/или их комбинации, М2 - из Fe, Ni и/или их комбинации, М3 - из Cu, Со, Mn и/или их комбинации [WO 2007/104403 A1, B01J 23/00, 20.09.2007; RU 2006107288 A, B01J 21/00, 20.09.2007]. При этом активный компонент может вводиться либо непосредственно в пластическую массу для экструдирования, либо наноситься всеми известными способами на уже готовые блоки носителя сотовой структуры. Независимо от материала носителя, преимущество отдается образцам с высокой (более 5 м2/г) удельной площадью поверхности.
Величина удельной площади поверхности материала сильно зависит от температуры его прокалки. Чтобы избежать спекания при работе, последняя, в свою очередь, должна быть выше, чем верхняя граница температурного интервала, в котором предполагается его эксплуатация (750÷950°С). Для большинства материалов, используемых в качестве носителей, после прокалки при Т>1000°С величина удельной поверхности не превышает величину 20 м2/г. При этом пористая структура может отличаться кардинально, в зависимости от природы материала носителя, а также добавок, используемых для улучшения формуемости блоков и их конечной прочности.
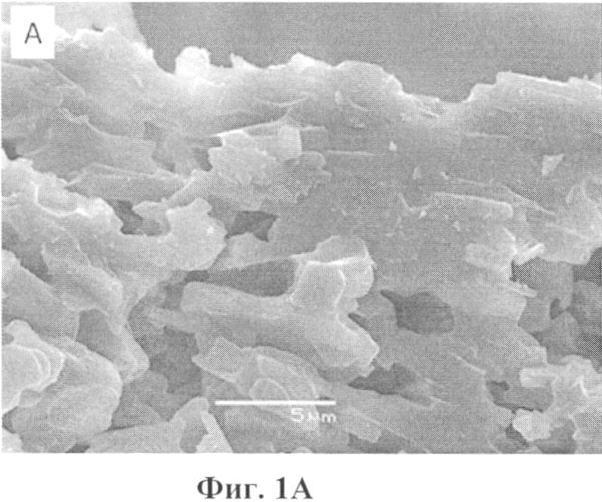
Между тем, окисление аммиака относится к процессам, для которых диффузионные ограничения не только снижают общую скорость реакции, особенно с увеличением давления, но и существенно ухудшают селективность реакции в отношении окислов азота, в том числе за счет образования дополнительного количества закиси азота в условиях с проскоком аммиака. Поэтому доступность активных центров поверхности катализатора принципиально важна. Кроме того, катализаторы должны обладать высокой термостабильностью, механической прочностью, а также отсутствием взаимодействия между активным компонентом и материалом носителя, приводящим к дезактивации. В принципе, последним трем критериям удовлетворяют подавляющее большинство доступных носителей с сотовой структурой, разработанных для высокотемпературных процессов. Однако, как правило, высокое давление, необходимое для экструзии блоков с высокой плотностью каналов, приводит к повышенной плотности материала в поверхностных слоях стенок каналов. В результате высокотемпературной обработки поверхностные слои стенок спекаются, образуя оплавленную корку с низкой удельной поверхностью (Фиг.1А). Такая газоплотная корка ограничивает доступ реагентов во внутренние слои блока и таким образом существенно снижает активную поверхность. Кроме того, специфика проведения процесса получения азотной кислоты (высокие скорости, агрессивная среда, наличие воды в реакционной смеси) выдвигает высокие требования к прочности закрепления активного компонента на носителе, что весьма проблематично на гладких поверхностях.
Изобретение решает задачу создания активного и термически стабильного блочного катализатора сотовой структуры для разложения закиси азота в процессе окисления аммиака.
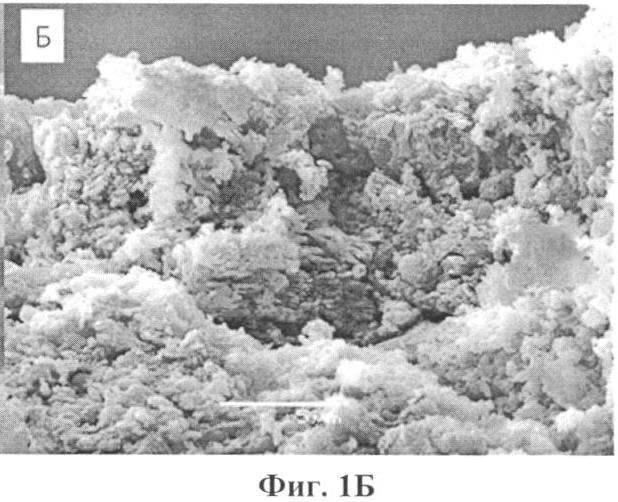
Задача решается за счет применения носителя, в котором при относительно невысокой удельной поверхности в поверхностном слое стенок каналов создана разветвленная система транспортных пор, позволяющая эффективно использовать внутренний объем стенки катализатора в случае равномерного распределения активного компонента по глубине носителя (Фиг.1Б).
Предлагаемый катализатор для разложения закиси азота в условиях процесса окисления аммиака при 800÷920°С и давлении 1÷9 бар, в том числе в условиях с проскоком аммиака, содержит носитель сотовой структуры с нанесенным активным компонентом, активный компонент имеет состав LaM1 1-xM2 xO3, где М1 выбирается из группы, состоящей из Fe, Mn, Со; М2 - Со, Cu, Ni, Zn, Mg; х=0÷0.4; пористая структура носителя включает открытые транспортные поры размером 300-2000 Å, причем объем таких пор не ниже 0.25 см3/г,
М1, предпочтительно, Fe, М2, предпочтительно, Cu, х, предпочтительно, 0.2.
Катализатор содержит не более 6 мас.% активного компонента, а общее содержание меди в таком катализаторе не превышает 0.3 мас.%.
Катализатор имеет форму шестигранной призмы со стороной 30 мм и высотой 50 мм, треугольными каналами размером 2,5×2,5×2,5 мм и толщиной стенки 0,5 мм.
Задача решается также способом приготовления катализатора. Катализатор готовят пропиткой блочного носителя активным компонентом. Носитель для блочного катализатора с открытыми транспортными порами в поверхностном слое стенок каналов размером 300-2000 Å, с объемом таких пор не ниже 0.25 см3/г, готовят смешением порошка оксида алюминия (церия, циркония, титана) с характерным размером частиц от 5 до 100 мкм с любым из традиционно использующихся неорганических связующих на основе оксида алюминия (гидраргиллит, байерит, псевдобемит, оксинитрат алюминия, рентгеноаморфный гидроксид алюминия и/или их смеси), водой, кислотой (азотная, уксусная), пластифицирующими (этиленгликоль, целлюлоза, метилцеллюлоза, или их смеси), а также высокотемпературными выгорающими добавками, например, графит, древесные опилки, измельченный бурый уголь, отходы углеобогатительных фабрик, золы ТЭС, лигнин, а активный компонент наносят на носитель методом пропитки водными растворами, содержащими полимеризованные сложноэфирные предшественники активного компонента.
Процесс разложения закиси азота в условиях процесса Оствальда осуществляют при 800÷920°С и давлении 1÷9 бар, в том числе в условиях с проскоком аммиака, при котором N2O - содержащую смесь, образующуюся после платиноидных сеток в результате окисления аммиака, вводят в контакт с катализатором разложения закиси азота N2O в присутствие описанного выше катализатора.
На Фиг.1 представлены снимки разлома стенок каналов типичного доступного (А) и оптимального, т.е. содержащего разветвленную сеть открытых транспортных пор (Б), носителей на основе Al2O3. Данные сканирующей электронной микроскопии.
Для подтверждения данного предположения нами была проверена активность блочных катализаторов, в которых в качестве носителя использовался α-оксид алюминия с площадью поверхности не ниже 1 м2/г с близким объемом пор, однако размер пор отличался значительно. В том числе, для увеличения рабочей поверхности носителя применялась методика нанесения дополнительного подслоя из оксида алюминия. В качестве активного компонента использовался железосодержащий перовскит, который наносился пропиткой из растворов нитратов. Измерения активности проводились как в модельных условиях (атмосферное давление, Т=900°С состав реакционной смеси: 0.15% N2O + 3% O2 + 3% H2O, остальное - Не), так, и на пилотной установке в условиях, приближенных к таковым в промышленном агрегате (давление от 3 до 6 бар, температура и состав газов, подаваемых на катализатор, определяется температурой сжигания аммиака и составом пакета платиноидных сеток, устанавливаемых непосредственно перед испытываемым образцом). Во всех случаях испытывались фрагменты блоков.
Оказалось, что активность, измеренная в модельных условиях, аналогичных использовавшимся в [WO 2007/104403 А1], коррелирует с таковой в условиях, приближенных к реальным (т.е. в присутствии окислов азота, воды, при повышенном давлении). Однако удельная поверхность образца, даже в случае одинаковой природы носителя и близкой плотности каналов в блоке, не является фактором, определяющим активность катализатора.
Было показано, что в случае использования в качестве носителей образцов с изначально низкой удельной поверхностью, удается значительно повышать активность за счет нанесения с использованием общепринятых методов дополнительной подложки с высокоразвитой поверхностью, например, из оксида алюминия. Нанесение такой подложки благоприятно действует и на активность образцов с изолированным внутренним объемом стенок каналов в блоках (как изображено на Фиг.1А). Однако в реальных условиях образцы с подложкой быстро теряют активность вследствие уноса активного компонента и/или взаимодействия активного компонента с материалом подложки. Высокой активностью и стабильностью обладают образцы, в которых сформирована развитая система транспортных пор (Фиг.1Б). Особенно предпочтительными являются образцы носителей, в которых размер транспортных пор лежит в интервале 500÷2000 Å, а общий объем таких пор не ниже 0.25 см3/г. Следует, однако, принимать во внимание, что увеличение порозности материала приводит к снижению его прочности. Поэтому желательно не увеличивать объем транспортных пор выше значения 0.5 см3/г. Также лучше, чтобы в носителе отсутствовали микропоры (<200 Å), которые быстро спекаются в условиях работы катализатора, что приводит к падению активности.
Носитель, обладающий необходимой пористой структурой, может быть приготовлен путем смешения порошка оксида алюминия (церия, циркония, титана) с характерным размером частиц от 5 до 100 микрометров с любым из традиционно использующихся неорганических связующих на основе оксида алюминия (гидраргиллит, байерит, псевдобемит, оксинитрат алюминия, рентгеноаморфный гидроксид алюминия и/или их смеси), водой, кислотой (азотная, уксусная), агломерирующим агентом (этиленгликоль, целлюлоза, метилцеллюлоза, или их смеси). Минимизировать вероятность образования газоплотной корки на поверхности стенок носителя можно путем добавления в пасту порообразующей добавки, температура выгорания которого близка к конечной температуре прокалки носителя. В качестве такой добавки может быть использован графит, древесные опилки, измельченный бурый уголь, отходы углеобогатительных фабрик, золы ТЭС, лигнин. Из вышеприведенного списка использование графита предпочтительно, поскольку графит также служит для улучшения формуемости блоков. Блоки желаемой формы и с необходимой плотностью каналов из приготовленной таким способом пасты получают путем экструзии через соответствующую фильеру, сушат и затем прокаливают при температуре 1100÷1300°С. Из вышеназванных оксидов более предпочтительно использовать оксид алюминия или оксид циркония. Поскольку активная поверхность зависит от плотности каналов, предпочтительно использовать фильеры, которые позволяют достигать значений 200 отверстий на квадратный дюйм и выше, если таковое не приводит к заметному уплотнению поверхностных слоев стенки (см. Фиг.1А).
В качестве активного компонента используют смесь сложных оксидов состава LaM1 1-xM2 xO3 (где M1 выбирается из группы, состоящей из Fe, Mn, Со; М2 - Со, Cu, Ni, Zn, Mg; x=0÷0.4). При прочих равных, в средах, содержащих окислы азота и воду, более высокую активность показывают образцы, в которых M1=Fe и М2=Cu, а х=0.1÷0.2. Получающийся в конечном итоге активный компонент может представлять собой смесь оксидов, шпинелей и/или перовскитов, образовавшихся из вышеперечисленных элементов. На носителях с оптимальной пористой структурой стабильно более высокую активность показывают образцы состава LaCu0.2Fe0.8О3. При этом общее содержание активного компонента, наносимого за одну пропитку, как правило, не превышает 6 мас.%, а содержание меди, соответственно, не превышает величину 0.3 мас.%. Отдельные эксперименты показали, что активность слабо зависит от количества нанесенного активного компонента. Следует отметить, что ни на одном из катализаторов с оптимально подобранной пористой структурой и составом не наблюдалось снижения выхода окислов азота по сравнению с величиной, наблюдавшейся после платиноидных сеток.
Равномерное распределение активного компонента по глубине стенки получается в результате пропитки водными растворами солей предшественников активного компонента, взятыми в необходимых соотношениях. Предпочтение отдается методикам, использующим пропитку растворами, содержащими полимеризованные сложноэфирные предшественники активного компонента, например, метод Пекини (Pechini М.Р. US 3330697, 1967).
Сущность изобретения иллюстрируется следующими примерами. Описание экспериментальных установок для тестирования активности образцов.
Каталитическое разложение N2O на предлагаемых катализаторах проводят в различных условиях.
Для испытания в модельных смесях (0.15% N2O + 3% O2 + 3% Н2О в Не) при атмосферном давлении кварцевый реактор, который представляет собой U-образную трубку с внутренним диаметром 11.5 мм, помещают в печь с циркулирующим песком. Регулировку температуры в печи и реакторе осуществляют из измерения температуры термопарой, расположенной на внешней стенке реактора в центральной части блока. Все измерения проводят при 900°С. Подачу реакционной смеси осуществляют регуляторами расхода газа, скорость подачи составляет 2 л/мин. Необходимую концентрацию воды в смеси достигают в результате ее продувки через сатуратор с регулируемой температурой. Во избежание возможной конденсации все части установки и систему пробоотбора обогревают до 65°С. Испытываемый образец катализатора представляет собой фрагмент блока диаметром 11 мм и высотой 22 мм. Время контакта при таких измерениях составляет 0.02 с.
Испытание в реальных смесях проводят на установке, позволяющей варьировать давление до 7 бар и расход газов до 3 м3/ч. Фрагмент блока катализатора диаметром 11 мм и высотой 50 мм помещают в стальной реактор с кварцевыми вкладками. Температуру и состав газов, подаваемых на катализатор, определяют температурой сжигания аммиака и составом пакета платиноидных сеток, устанавливаемых непосредственно перед испытываемым образцом. Температуру в реакторе контролируют термопарами, расположенными в трех точках: 1) 1 мм по ходу потока после платиноидных сеток, 2) 1÷2 мм по ходу потока после катализатора, 3) на внешней стороне реактора на высоте, примерно отвечающей половине высоты фрагмента блока. Для уменьшения теплоотвода через стенки реактора последний дополнительно подогревают на участке длины, отвечающем местонахождение испытываемого блока. Эксперименты проводят так, чтобы разница между значениями температур после платиноидных сеток, после блока катализатора и на стенке реактора не превышала 10°С. Для большинства измерений активности температура после сеток лежит в интервале 850÷880°С. В типичных экспериментах превращение аммиака протекает на 5 сетках. Варьируют давление в реакторе и расход смеси. Так, при давлении 3.6 ата расход смеси составляет 890 л/ч, а при давлении 5.9 ата - 2100 л/ч, что соответствует значениям времени контакта в рабочих условиях τ (на пустом реакторе) 0.02 с и 0.013 с соответственно.
Для выявления эффекта проскока аммиака число сеток уменьшают до трех, так что суммарный выход NO и NO2 снижается с 92% (для 5 сеток) до 81-82% (для 3 сеток).
Пример 1.
Данный пример показывает зависимость активности и стабильности блочных катализаторов с нанесенным активным компонентом (АК) состава LaCu0.2Fe0.8О3 в модельных смесях от пористой структуры носителя. Т=900°С.
Пример 2.
Данный пример показывает зависимость активности и стабильности блочных катализаторов с нанесенным активным компонентом (АК) состава LaCu0.2Fe0.8O3 в условиях, приближенных к таковым в промышленном реакторе, от пористой структуры носителя. 5 платиноидных сеток. Т=860÷870°С.
Пример 3 описывается способ приготовления носителя с оптимальной пористой структурой и катализатора на его основе.
В двухлопастной зетобразный смеситель загружают 21 кг гидраргиллита, предварительно прокаленного при 1200°С и затем размолотого на дезинтеграторе, 18.2 кг гидроксида алюминия, 11.9 литров 16% азотной кислоты, 1л этиленгликоля, 1.05 кг графита и смешивают в течение 30-40 мин до образования однородной массы. Условия размола прокаленного гидраргиллита на дезинтеграторе подбираются так, чтобы размер частиц продукта после размола лежал в интервале 5÷100 мкм. Из полученной массы формуют блоки в форме шестигранной призмы со стороной 30 мм и высотой 56 мм, треугольными каналами 2,5*2,5*2,5 мм и толщиной стенки 0,5 мм. Отформованные блоки сушат в течение недели в интервале температур 25-75°С, затем - 2 суток при 500-550°С, и окончательно прокаливают при 1100-1200°С в течение 4 ч.
Согласно рентгенофазовому анализу, материал полученного блока представляет α-оксид алюминия без заметных примесей низкотемпературных фаз. Структура разлома стенки канала носителя представлена на Фиг.1Б.
Характеристики приготовленного носителя (образец Al2O3-6 в Примере 2):
Sуд=10.1 м2/г,
Vпор=0.32 см3/г,
Размер характерных пор - 500÷3000 Å,
Объем характерных пор - 0.30 см3/г.
Прокаленные блоки пропитывают раствором, содержащим в растворенном виде соли-предшественники состава LaCu0.2Fe0.8O3, сушат на воздухе в течение суток и окончательно прокаливают при 900°С в течение 4 ч. Для пропиточного раствора 528 г нитрата лантана 6-ти водного, 60,4 г нитрата меди 3-х водного и 389,6 г нитрата железа 9-ти водного растворяют в 1 л дистиллированной воды, добавляют раствор лимонной кислоты (80 г лимонной кислоты в 40 мл воды) и 60 мл этиленгликоля.
На полученном вышеупомянутым способом катализаторе степень превращения закиси азота в условиях, приближенных к таковым в промышленном реакторе, при величинах давления в реакторе 3.6 ата и 5.9 ата составляет 76% и 58%, соответственно
Пример 4.
Настоящий пример показывает влияние элемента М в составе LaM2 0.2Fe0.8О3 на активность катализаторов, приготовленных на основе носителя Al2O3-5.5 платиноидных сеток. Р=3.6 ата, Т=860÷870°С. Время контакта в рабочих условиях (τ) - 0.02 с. Блоки катализаторов с плотностью каналов 250/дюйм2.
Пример 5.
Настоящий пример показывает влияние степени замещения железа медью, содержания активного компонента (получено изменением кратности пропитки) и проскока аммиака (варьируется изменением числа платиноидных сеток) на степень разложения закиси азота (Таблица 4). Блоки катализаторов с оптимальной пористой структурой, плотность каналов 200/дюйм2. Т=860÷870°С.
Приблизительный проскок аммиака после 3 и 5 платиноидных сеток оценивался из состава реакционной смеси, измеренного в искусственных смесях Ar + 21% O2 + NH3 (Ar как газ-разбавитель был выбран для того, чтобы измерять концентрацию образующегося азота). Предполагалось, что по пути в систему анализа весь непрореагировавший на сетках аммиак реагирует с окислами азота, что приводит к снижению селективности по окислам азота. При близкой концентрации входного аммиака (NH3 0) за верхнюю границу величины проскока после сеток условно принималось значение, равное общей концентрации образовавшегося азота (Таблица 5).
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ОКИСЛЕНИЯ АММИАКА | 2010 |
|
RU2430782C1 |
| Катализатор окисления аммиака | 2016 |
|
RU2624218C1 |
| Катализатор, способ его приготовления и процесс окисления аммиака | 2020 |
|
RU2748990C1 |
| КАТАЛИЗАТОР И СПОСОБ КОНВЕРСИИ АММИАКА | 2008 |
|
RU2368417C1 |
| КАТАЛИЗАТОР И СПОСОБ КОНВЕРСИИ АММИАКА | 2003 |
|
RU2251452C1 |
| РАЗРАБОТКА УЛУЧШЕННОЙ ЗАГРУЗКИ КАТАЛИЗАТОРА | 2004 |
|
RU2358901C2 |
| КАТАЛИЗАТОРЫ ДЛЯ УДАЛЕНИЯ ЗАКИСИ АЗОТА ДЛЯ ВЫХЛОПНЫХ СИСТЕМ | 2016 |
|
RU2736939C2 |
| КАТАЛИЗАТОР И СПОСОБ КОНВЕРСИИ АММИАКА | 2003 |
|
RU2234977C1 |
| КАТАЛИЗАТОР И СПОСОБ РАЗЛОЖЕНИЯ МОНООКСИДА ДИАЗОТА И СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 2006 |
|
RU2397810C2 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ ДЛЯ РАЗЛОЖЕНИЯ NO | 2008 |
|
RU2456074C2 |
Изобретение относится к катализатору для селективного разложения закиси азота в условиях процесса Оствальда, в том числе в условиях с проскоком аммиака после платиноидных сеток. Описан катализатор, представляющий собой блок сотовой структуры, состоящий из пористого керамического оксидного носителя с нанесенной каталитически активной фазой состава LaMe1 xFe1-xO3, где Me=Cu, Со, Mg, Ni, Zn, x=0÷0.4, причем объем транспортных пор с характерным размером 300÷2000 А в катализаторе составляет, по меньшей мере, 0.25 см3/г. Описаны также способ его приготовления и способ разложения закиси азота с его использованием. Технический эффект - создание активного и термически стабильного катализатора разложения закиси азота в условиях процесса Оствальда в интервале температур 800-1000°С и давлений 0.9÷9 бар. 3 н. и 6 з.п. ф-лы, 5 табл., 2 ил.
1. Катализатор для разложения закиси азота в условиях процесса окисления аммиака при 800÷920°С и давлении 1÷9 бар, в том числе в условиях с проскоком аммиака, представляющий собой носитель сотовой структуры, содержащий оксид алюминия, или оксид церия, или оксид циркония, или оксид титана с нанесенным активным компонентом, активный компонент имеет состав  , где М1 выбирается из группы, состоящей из Fe, Mn, Со; М2 - Со, Cu, Ni, Zn, Mg; x=0÷0.4, отличающийся тем, что пористая структура носителя включает открытые транспортные поры размером 300-2000 Å, причем объем таких пор не ниже 0.25 см3/г.
, где М1 выбирается из группы, состоящей из Fe, Mn, Со; М2 - Со, Cu, Ni, Zn, Mg; x=0÷0.4, отличающийся тем, что пористая структура носителя включает открытые транспортные поры размером 300-2000 Å, причем объем таких пор не ниже 0.25 см3/г.
2. Катализатор по п.1, отличающийся тем, что М1 предпочтительно Fe; М2 предпочтительно Cu.
3. Катализатор по п.1, отличающийся тем, что x предпочтительно 0.2.
4. Катализатор по п.1, отличающийся тем, что общее содержание меди в катализаторе не превышает 0.3 мас.%.
5. Катализатор по п.1, отличающийся тем, что имеет форму шестигранной призмы со стороной 30 мм и высотой 50 мм, треугольными каналами размером 2,5·2,5·2,5 мм и толщиной стенки 0,5 мм.
6. Способ приготовления катализатора для разложения закиси азота в условиях процесса окисления аммиака при 800÷920°С и давлении 1÷9 бар, включающий приготовление носителя, формование, сушку, прокаливание и пропитку блочного носителя активным компонентом, отличающийся тем, что носитель для блочного катализатора с открытыми транспортными порами в стенках каналов размером 300-2000 Е, с объемом таких пор не ниже 0.25 см3/г готовят смешением порошка оксида алюминия, или оксида церия, или оксида циркония, или оксида титана с характерным размером частиц от 5 до 100 мкм с любым из традиционно использующихся неорганических связующих на основе оксида алюминия, водой, кислотой, пластифицирующими и высокотемпературными выгорающими добавками, а активный компонент наносят на носитель методом пропитки водными растворами, содержащими полимеризованные сложноэфирные предшественники активного компонента, при этом получают катализатор по любому из пп.1-5.
7. Способ по п.6, отличающийся тем, что активный компонент катализатора имеет состав LaM1 1-xM2 xO3, где М1 выбирается из группы, состоящей из Fe, Mn, Со; М2 - Со, Cu, Ni, Zn, Mg; х=0÷0.4.
8. Способ по п.6, отличающийся тем, что в качестве выгорающих добавок можно использовать графит, древесные опилки, измельченный бурый уголь, отходы углеобогатительных фабрик, золы ТЭС, лигнин.
9. Способ осуществления процесса разложения закиси азота в условиях процесса окисления аммиака при 800÷920°С и давлении 1÷9 бар, в том числе в условиях с проскоком аммиака, при котором N2O-содержащую смесь, образующуюся после платиноидных сеток в результате окисления аммиака, вводят в контакт с катализатором разложения N2O, отличающийся тем, что применяют катализатор по любому из пп.1-5 или приготовленный по любому из пп.6-8.
| RU 2006107288 A, 20.09.2007 | |||
| КАТАЛИЗАТОР ДЛЯ РАЗЛОЖЕНИЯ NO В ПРОЦЕССЕ ОСТВАЛЬДА | 2005 |
|
RU2304465C2 |
| КЕРАМИЧЕСКИЙ КАТАЛИЗАТОР ДЛЯ СЕЛЕКТИВНОГО РАЗЛОЖЕНИЯ NO И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1999 |
|
RU2221642C2 |
| WO 200051715 A1, 08.09.2000 | |||
| EP 1504805 A1, 09.02.2005 | |||
| US 3330697 A, 11.07.1967 | |||
| US 5705136 A, 06.01.1998. | |||

