Настоящее изобретение относится к усовершенствованному усиленному пустотелому профилю или к усилению в пустотелом профиле.
Пустотелые профили используются во многих областях, где требуется прочность. Например, пустотелые профили применяются в легковых автомобилях, грузовых автомобилях и автобусах как часть нижней опорной рамы, стоек или опорных конструкций крыши. Аналогично пустотелые профили используются в авиации, при перевозке грузов и в строительстве.
Также известно, что пустотелые профили усиливают с помощью расположенных внутри профиля конструкций, содержащих ребра, это улучшает прочность профиля без значительного увеличения его веса. Также существует предложение о нанесении на усиливающую конструкцию выполненного с возможностью вспенивания при нагревании связующего материала с тем, чтобы эта конструкция могла вставляться в пустотелый профиль, а впоследствии, при нагревании, материал вспенивался и таким образом расширялся и сцеплял конструкцию и нижнюю поверхность пустотелого профиля. Более того, было предложено, чтобы при изготовлении автомобилей выполненный с возможностью вспенивания при нагревании материал был таким, чтобы он вспенивался при температурах, характерных для печи, используемой для сушки антикоррозийного покрытия, обычно наносимого на металлическую раму автомобиля.
Тем не менее, предыдущие предложения относятся к двутавровым конструкциям, таким как те, что описаны в документе WO 9743501 или к трубчатым пустотелым профилям, таким которые описаны в документе ЕР 1265765. В этих конструкциях выполненный с возможностью вспенивания материал расположен на существенной части площади поверхности, что требует большого количества выполненного с возможностью вспенивания материала для достижения удовлетворительного сцепления усиливающей конструкции и пустотелого профиля. Кроме того, эти предложения основываются на том, что пеноматериал после формирования вносит вклад в усиление конструкции.
Другая форма усиления была предложена, например, в заявках ЕР 0370342 и ЕР 0995668 и FR 2817943. В этих предложениях сверху стальных секций формуют полимерные конструкции, содержащие ребра, причем во многих случаях полимерным материалом является нейлон. Тем не менее, хотя предпочтительно, чтобы полимерным материалом являлся нейлон, он не приклеивается к стальным секциям и поэтому необходимо предусмотреть механическое соединение отформованной сверху секции, содержащей ребра, и стальной секции, например, с помощью отверстий или ребер в стальной секции, вокруг которых может быть впрыснут расплавленный полимер так, чтобы он затвердевал, формируя механическое сцепление конструкции, содержащей ребра, и металла. Это подразумевает более сложную металлическую конструкцию и использование большего количества полимера по сравнению со случаем усиливающей конструкции, содержащей ребра.
Для транспортных средств усиление требуется по ряду причин. Например, транспортные средства могут быть усилены для защиты от ударов, как, например, при столкновении. Однако даже при усилении для защиты от столкновений могут требоваться разные типы усиления, так, для защиты от удара спереди, бокового удара, удара сзади и столкновения с переворачиванием необходимо разное усиление. Кроме того, транспортные средства нуждаются в усилении защиты от постоянного шума, вибрации и низкочастотной вибрации во время постоянной работы (иногда называют NVH - шум, вибрация, низкочастотная вибрация). В зависимости от природы требуемого усиления и усиливаемого места на транспортном средстве усиление должно обеспечивать как поглощение энергии, так и рассеивание энергии. Для обеспечения различных типов усиления используют различные конструкции.
Каркасы кузовов транспортных средств обычно собираются из пустотелых профилей в основном металлических конструкций, состоящих из продольных опорных конструкций, иногда называемых продолинами или балками. Обычно имеется, по меньшей мере, три поперечные опорные конструкции - передняя, средняя и задняя. Стойки для дверей и опоры крыши отходят вверх от продольных конструкций, причем часто присутствуют три пары стоек: стойки А, которые расположены в передней части транспортного средства, которые расположены сзади моторного отсека и верхняя часть которых удерживает ветровое стекло, стойки В, расположенные сзади передних дверей транспортного средства, и стойки С, расположенные в задней части транспортного средства. Более крупные транспортные средства могут иметь большее количество пар стоек. Усиление также предусматривается внутри дверей, а также для поддержки желобов в передней части и задней части транспортного средства.
Усиления требуют различные участки транспортного средства и по различным причинам. Например, усиливать переднюю часть продольной секции и стойки А необходимо для защиты от удара спереди, а также для стабилизации с целью исключения вибрации и жесткости езды. Центр продольных конструкций и стойки В необходимо усиливать для защиты от бокового удара, а также от удара спереди и исключения вибрации и жесткости во время езды. Задняя часть транспортного средства и стойки С необходимо усиливать для защиты от удара сзади, а также для минимизации вибрации и жесткости во время езды. Все стойки А, В и С, особенно их верхние части, необходимо усиливать для защиты от переворачивания при столкновении. Для усиления дверей и опор крыши предложены формуемые сверху конструкции, содержащие ребра.
Важно, чтобы усиление осуществлялось в ходе обычных операций по сборке транспортного средства. Одной важной операцией по изготовлению транспортного средства является нанесение антикоррозийного покрытия на внутренние поверхности металлических конструкций, эта операция часто осуществляется в виде процесса, известного как электроосаждение. В ходе этого процесса собранную металлическую раму транспортного средства пропускают через большую ванну с антикоррозийной жидкостью, которая электролитически осаждается на металл, а полученное покрытие затем отверждают при прохождении металлической конструкции с покрытием через печь, где оно высушивается и затвердевает. Были разработаны технологии, в соответствии с которыми усиливаемую часть, содержащую материал подложки, который обеспечивает усиление и на котором расположен выполненный с возможностью вспенивания активируемый при нагревании связующий материал, помещают внутрь металлической конструкции, а металлическую конструкцию подвергают процессу электроосаждения. Выполненный с возможностью вспенивания материал таков, что он будет вспениваться и приобретать адгезионные свойства при условиях, имеющих место при высушивании и/или затвердевании антикоррозийного покрытия. Таким образом, выполненный с возможностью вспенивания материал может вспениваться после нанесения антикоррозийного покрытия во время сушки и отверждения упомянутого покрытия. Следовательно, вспененный материал выполняет двойную функцию: прикрепляет подложку к внутренней поверхности трубчатой конструкции так, чтобы подложка служила для целей усиления, а также вносит вклад в усиление.
Мы обнаружили, что такие технологии могут быть использованы для преодоления ранее описанных проблем, касающихся формования сверху металла, в частности стали, усиливающих полимерных конструкций.
Настоящее изобретение касается конструкций, содержащих пустотелые профили, которые усилены конструкцией, которая содержит ребра, и ребра расположены в направлении, по существу, перпендикулярном к оси пустотелого профиля, при этом используется активируемый при нагревании связующий материал, предназначенный для сцепления самих ребер с внутренней поверхностью пустотелого профиля.
Следовательно, в настоящем изобретении предложен пустотелый профиль, усиленный конструкцией, которая содержит ребра и в которой, по меньшей мере, часть краев ребер сцеплена с внутренней поверхностью пустотелого профиля с помощью связующего материала, активируемого при нагревании.
В другом варианте выполнения изобретения предложена конструкция, содержащая ребра и предназначенная для усиления пустотелого профиля, причем, по меньшей мере, над частью краев ребер расположен активируемый при нагревании связующий материал.
В другом варианте выполнения изобретения предложен процесс усиления пустотелого профиля, при котором конструкцию, содержащую ребра и снабженную активируемым при нагревании связующим материалом, расположенным, по меньшей мере, над частью краев ребер, размещают внутри пустотелого профиля, и пустотелый профиль с этой конструкцией, содержащей ребра, нагревают с целью активации связующего материала так, что он сцепляет конструкцию с ребрами с внутренней поверхностью пустотелого профиля.
В другом варианте выполнения изобретения предложен процесс формования сверху пустотелого профиля, при котором пустотелый профиль снабжают активируемым при нагревании связующим материалом и размещают в форме и сверху формуют полимерный материал, причем активируемый при нагревании материал располагают в местах, где необходимо сцепить отформованный сверху полимерный материала с пустотелым профилем.
В другом предпочтительном варианте выполнения настоящего изобретения предложен процесс изготовления усиленного закрытого пустотелого профиля, при котором сверху открытого пустотелого профиля формуют полимерный материал и на отформованном сверху материале располагают активируемый при нагревании связующий материал в местах, где он нужен для сцепления отформованной сверху конструкции с крышкой пустотелого профиля, указанная крышка расположена на пустотелом профиле, активируемый при нагревании связующий материал активируют с целью сцепления этой крышки с отформованной сверху конструкцией.
Во всех вариантах выполнения изобретения предпочтительно, чтобы активируемый при нагревании связующий материал являлся связующим материалом, выполненным с возможностью вспенивания.
В другом варианте выполнения настоящего изобретения предложен способ изготовления автомобилей, в котором связующий материал представляет собой выполненный с возможностью вспенивания связующий материал, такой который будет увеличиваться в объеме при температуре, характерной для печи, в которой сушат электроосажденное покрытие, и пустотелый профиль, содержащий профиль с ребрами и выполненным с возможностью расширения связующим материалом, находящимся в нерасширенном состоянии, сначала подвергают антикоррозийной обработке в ходе электроосаждения, а затем перемещают в печь, где отверждают антикоррозийное покрытие, а выполненный с возможностью расширения материал расширяется в печи так, что он входит в контакт с внутренней поверхностью пустотелого профиля и сцепляется с конструкцией, содержащей ребра.
Предпочтительно, чтобы отформованная сверху конструкция являлась конструкцией, содержащей ребра, которая может иметь любую заданную структуру, которая зависит от природы и формы усиливаемой области, а также от степени и типа нужного усиления. Например, при изготовлении автомобиля в разных местах автомобиля нужны различные типы усиления. Нужно усиление для защиты от удара спереди и удара сзади, при этом пустотелый профиль может представлять собой поперечные и продольные балки рамы автомобиля. Также нужно усиливать стойки для защиты от ударов спереди и боковых ударов, а также усиливать крышу и стойки для защиты от переворачивания. Может потребоваться усиление дверей или опор крыши. Более того, усиление может потребоваться для снижения вибрации транспортного средства во время обычной езды. Форму пустотелым профилям придают дизайнеры автомобилей, которые принимают во внимание указанную сторону вопроса, а также придавая транспортному средству желаемый вид. Вид конструкции, усиленной ребрами, будет определяться размерами и формой пустотелого профиля и нужной степенью усиления.
Усиленный пустотелый профиль может быть изготовлен из любого подходящего материала, и выбор материала будет зависеть от условий использования профиля. Профиль может быть металлическим, например стальным или алюминиевым, в то же время в специальных областях применения могут использоваться другие металлы, такие как титан. Когда профиль выполнен из металла, обычно форму ему придают путем штамповки, прокатывания или экструзии, хотя может использоваться гидроформинг. При использовании в автомобилях эти профили обычно формируют из двух металлических заготовок U-образной или С-образной формы и крышки, которые соединяют вместе для формирования пустотелого профиля обычно с использованием сварки. Обычно конструкцию, содержащую ребра, прикрепляют к одной из металлических заготовок, например, путем формования сверху, а затем располагают крышку. В качестве альтернативы профиль может быть выполнен из синтетического материала, например термопласта, а затем может формироваться с помощью технологий формовки пластмасс, таких как экструзия, литьевое формование или выдувное формование. Жесткие пластмассы, такие как полиэтилен, полипропилен и нейлон, особенно подходят в качестве таких материалов в случае, когда в них присутствуют наполнители, такие как стекловолокно, углеродное волокно или другие натуральные волокна. Сам пустотелый профиль может быть изготовлен из составного материала, такого как слоистая конструкция из двух облицовочных листов со слоем из вспененного материала между ними.
Отформованный сверху материал может быть любым термопластичным материалом, пригодным для пустотелого профиля, при этом способы изготовления, предложенные для изготовления пустотелого профиля, могут быть использованы для изготовления конструкции, содержащей ребра. В качестве формуемого сверху материала особенно предпочтителен нейлон. В одном конкретном варианте выполнения изобретения сами ребра состоят из составного материала, содержащего слоистую конструкцию из двух облицовочных листов со слоем выполненного с возможностью вспенивания материала между ними. Таким образом, выполненный с возможностью вспенивания материал может расширяться наружу от края ребер с целью сцепления ребер с внутренней поверхностью внешнего профиля.
Связующий материал, активируемый при нагревании, расположен, по меньшей мере, на части одного или обоих краев ребер, причем тип материала выбирается в соответствии с функцией, которую он выполняет. В предпочтительном варианте выполнения, когда активируемым связующим материалом является выполненный с возможностью вспенивания материал, этот материал выбирается в соответствии с условиями, которые необходимы для вспенивания и затвердевания материала. Предпочтительно, чтобы выполненный с возможностью вспенивания материал был таким, чтобы при вспенивании он формировал структурный усиливающий пеноматериал, примерами выполненных с возможностью вспенивания материалов являются пеноматериалы на основе эпоксидной смолы, которые могут быть получены из твердых и/или жидких эпоксидных смол. Эти материалы могут также содержать термопласты, наполнители, пенообразующие вещества, вещества, образующие поперечные связи, и другие материалы.
Также предпочтительно, чтобы связующий материал, активируемый при нагревании, был отформован на конструкции, содержащей ребра, а качестве альтернативы он может быть сцеплен при нагревании с конструкцией, содержащей ребра, или он может быть присоединен крепежом. Примерами подходящих выполненных с возможностью вспенивания материалов служат выполненные с возможностью вспенивания смолы на эпоксидной основе. Примерами таких материалов являются материалы L5206, L5207, L5208 и L5209, которые серийно выпускаются компанией L& L Products of Romeo, Мичиган, США, и материалы 5204, 5206, 5205 и 5208, выпускаемые компанией Core Products, Страсбург, Франция. Материал должен быть выбран так, чтобы он мог сцепляться с конструкцией, содержащей ребра, при температурах ниже тех, при которых он вспенивается, обычно от 80°С до 90°С, а также в соответствии со скоростью расширения и требуемой плотностью пеноматериала. Кроме того, предпочтительно, чтобы этот материал расширялся при температурах, характерных для печи, используемой для сушки и отверждения антикоррозионного покрытия, нанесенного в процессе электроосаждения, обычно от 120°С до 210°С. Предпочтительно, чтобы до активации расширяемый связующий материал был сухим и нелипким на ощупь, так как это облегчает транспортировку и обращение с материалом и предотвращает его загрязнение. В предпочтительном варианте выполнения материал, выполненный с возможностью вспенивания, размягчают и сцепляют при температуре от 80°С до 90°С и наносят на конструкцию, содержащую ребра, когда он находится при температуре от 85°С до 110°С.
Когда этот материал предполагается использовать при изготовлении автомобилей и он должен вспениваться в печи для отверждения покрытия, наносимого электроосаждением, он должен вспениваться и затвердевать при температуре в диапазоне от 160°С до 210°С, хотя в настоящий момент имеется тенденция применения более низких температур.
Активируемый связующий материал может быть расположен на краях ребер любым подходящим способом. Например, его можно формовать на уже сформированную конструкцию, содержащую ребра, например, с помощью литья под давлением. В качестве альтернативы его можно экструдировать на конструкцию, содержащую ребра, что можно осуществить в ходе совместной экструзии с конструкцией, содержащей ребра, или экструзией на месте. Такую экструзию на месте можно выполнять с использованием роботизированного экструзионного устройства. В качестве альтернативы этот материал может быть нарезан соответствующим образом по форме и размеру и затем прикреплен на край ребра либо с помощью связующего материала, либо посредством сцепления при нагревании, либо посредством механического крепления.
Нет необходимости в том, чтобы вся поверхность краев ребер была покрыта связующим материалом, хотя это предпочтительно. Площадь покрытия поверхности зависит от требуемой степени сцепления. Возможно, что в определенных точках на краях ребер выполнены пазы для материала, чтобы оставшаяся часть ребер, которая не снабжена этим материалом, по существу, контактировала с внутренней поверхностью пустотелого профиля для обеспечения усиления. В предпочтительном варианте выполнения, когда связующий материал является способным вспениваться материалом, требуемая толщина выполненного с возможностью вспенивания материала и требуемая степень расширения зависит от области применения. Однако при использовании для изготовления автомобилей должен существовать достаточный зазор между невспененным материалом и внутренней поверхностью пустотелого профиля, чтобы жидкость для электроосаждения могла легко течь через зазор и покрывать металлические поверхности. Обычно требуется зазор до 6 мм, и следовательно, пеноматериал должен быть таким, чтобы он мог расширяться через такую щель и обеспечивал надежное сцепление конструкции, содержащей ребра, с внутренней поверхностью металлического профиля. Обычно степень расширения структурных усиливающих пеноматериалов составляет от 60% до 200%, более типично от 90% до 150%. Выполненный с возможностью вспенивания материал может быть расположен на одном или обоих краях ребер конструкции, содержащей ребра, но предпочтительно, чтобы он был расположен на обоих краях.
В еще одном варианте выполнения настоящего изобретения конструкция, содержащая ребра, на которой расположен выполненный с возможностью вспенивания материал, снабжена средствами крепления внутри пустотелого профиля. Эти средства особенно полезны при изготовлении автомобилей, где они могут поддерживать конструкцию, содержащую ребра, на расстоянии от внутренних поверхностей пустотелого профиля, чтобы позволить жидкости, используемой при электроосаждении, течь между конструкцией, содержащей ребра, и внутренними поверхностями пустотелого профиля. Средства крепления могут представлять собой болты или зажимы, которые могут быть совмещены с отверстиями пустотелого профиля. В качестве альтернативы пустотелый профиль может быть снабжен средствами, которые прикрепляют к конструкции, содержащей ребра.
Настоящее изобретение поясняется чертежами, на которых представлено следующее:
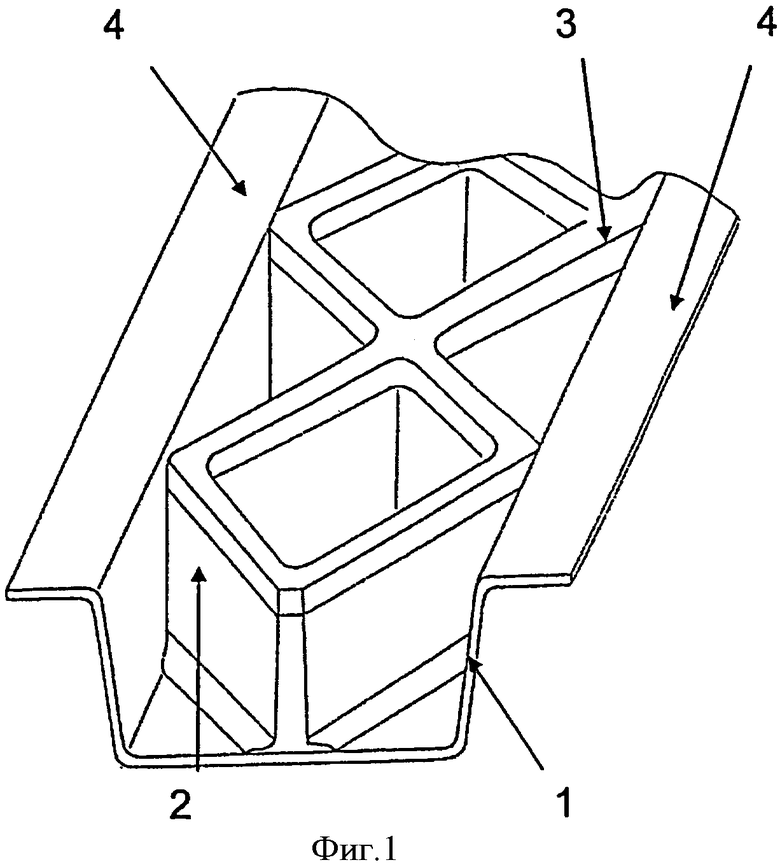
фиг.1 - стальной профиль;
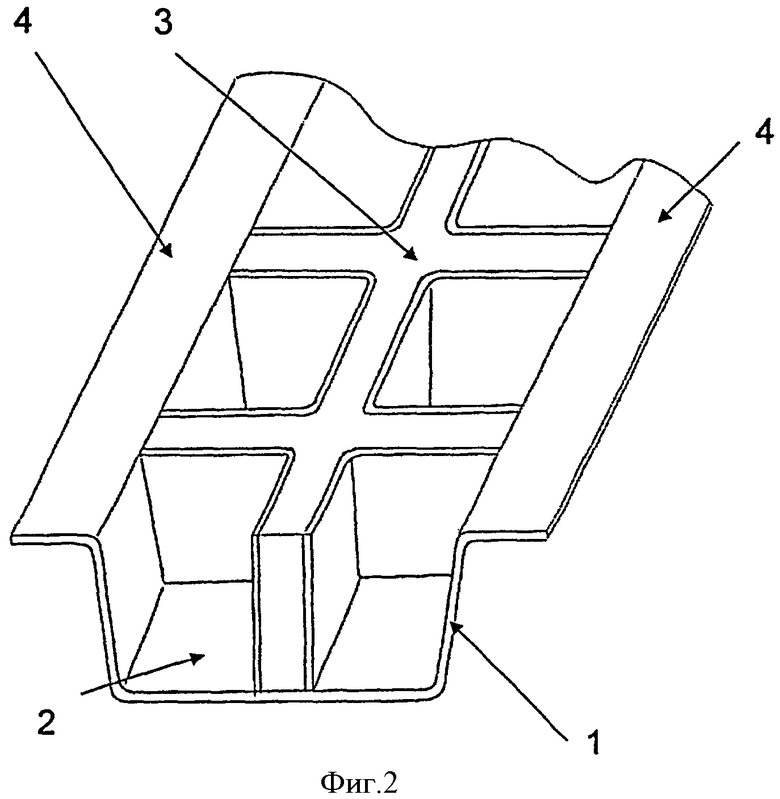
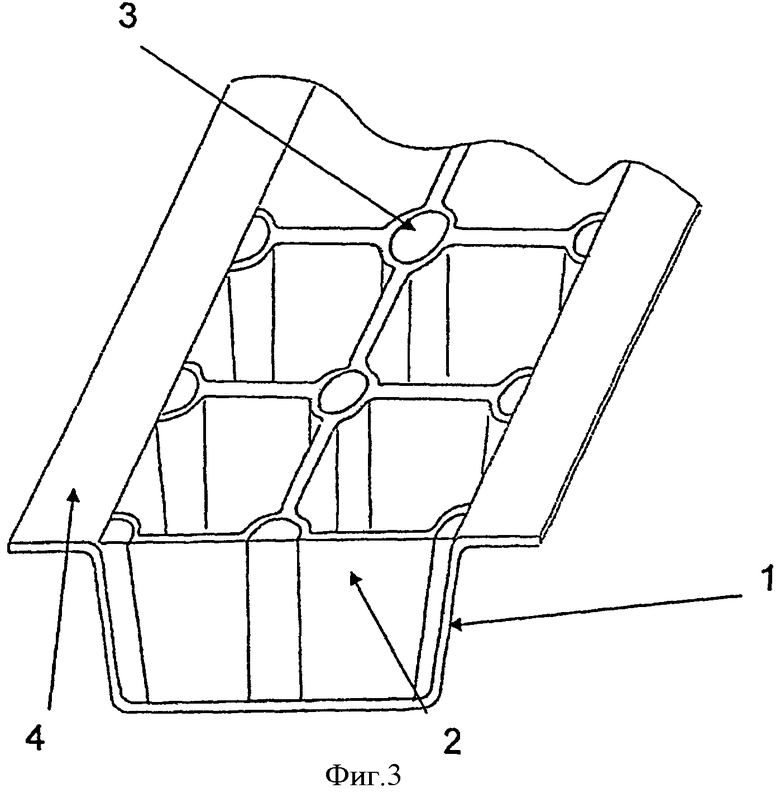
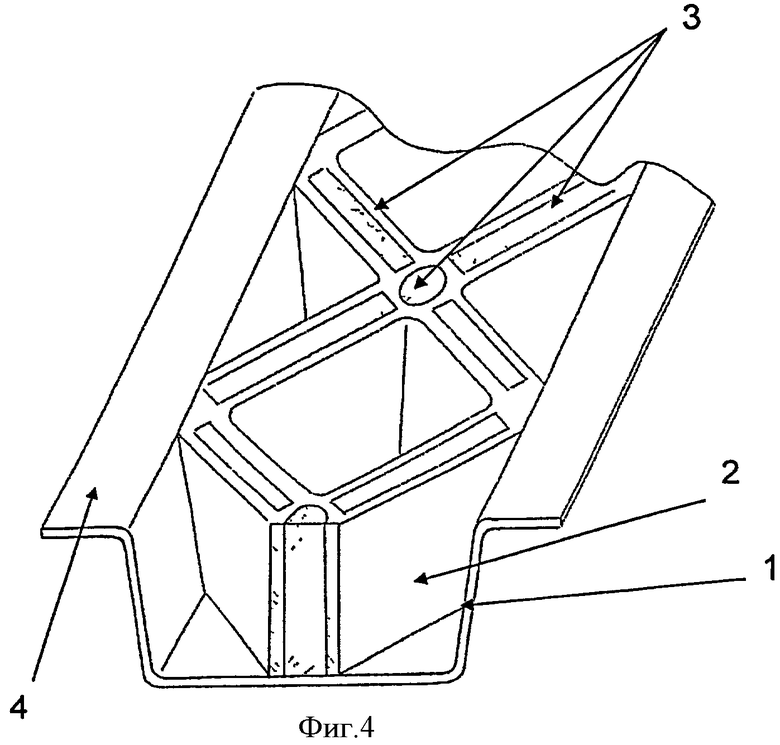
фиг.2-4 - варианты выполнения ребер;
фиг.5-9 - варианты системы.
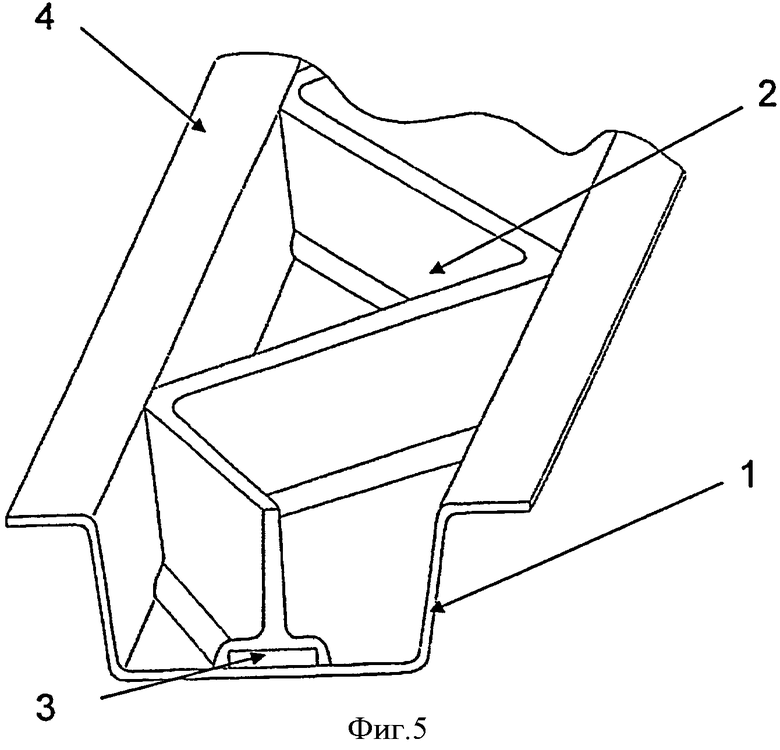
На фиг.1 показан стальной профиль 1 U-образной формы, содержащий усиливающую конструкцию 2, содержащую ребра и снабженную материалом 3, выполненным с возможностью вспенивания и расположенным на краях ребер. При эксплуатации стальную крышку помещают над открытым входным отверстием U-образного профиля и приваривают к фланцам 4 этого профиля. Затем конструкцию нагревают, чтобы выполненный с возможностью вспенивания материал расширился и сцепил конструкцию, содержащую ребра, с внутренней поверхностью металлического профиля.
На фиг.2, 3 и 4 показаны варианты, в которых ребра выполнены из составных материалов, содержащих два поверхностных слоя и внутренний слой выполненного с возможностью вспенивания материала. На фиг.3 пеноматериал расположен только на пересечении ребер. В этом варианте выполнения поверхностные слои на ребрах могут состоять из нейлона, стекловолокна или углеводородного волокна или алюминия.
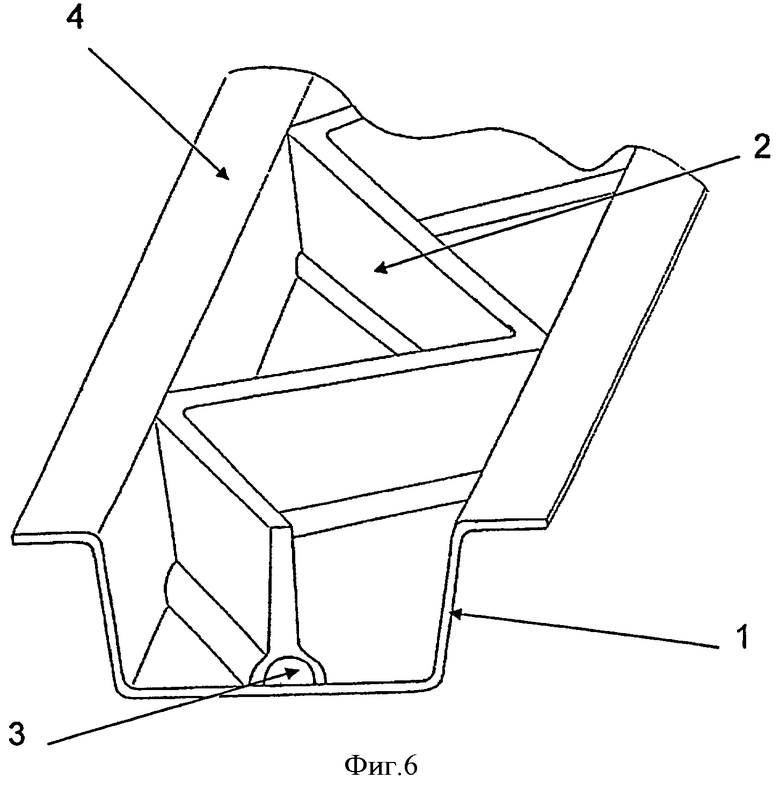
На фиг.5 и 6 показана система, в которой на крае ребра предусмотрены полосы пеноматериала. Они могут быть присоединены посредством формования сверху, выдавливания на месте или посредством механического крепления.
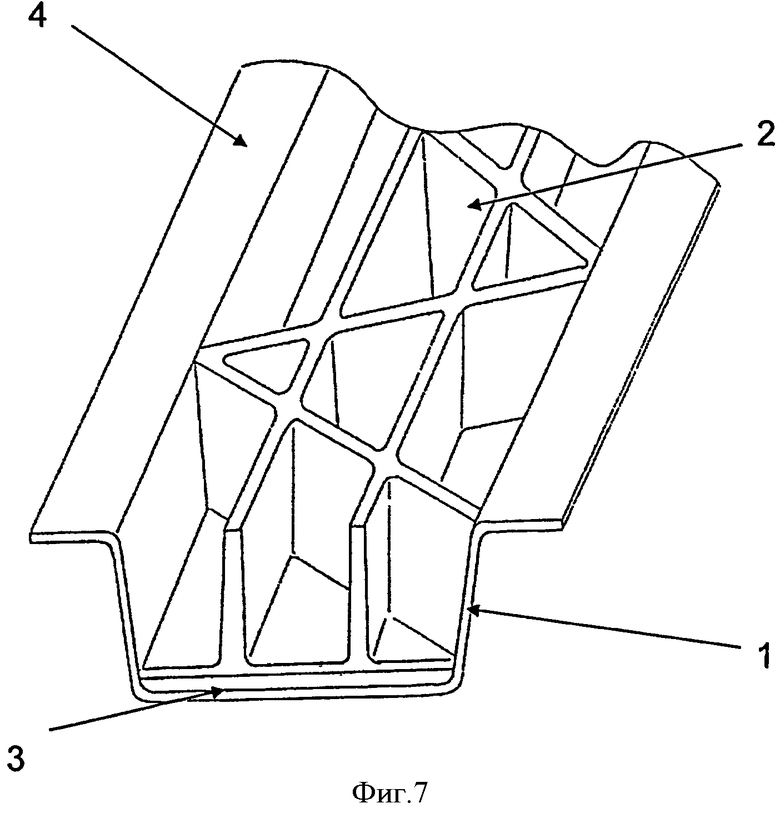
На фиг.7 показана система, в которой конструкция, содержащая ребра, снабжена отформованным сверху слоем выполненного с возможностью вспенивания материала.
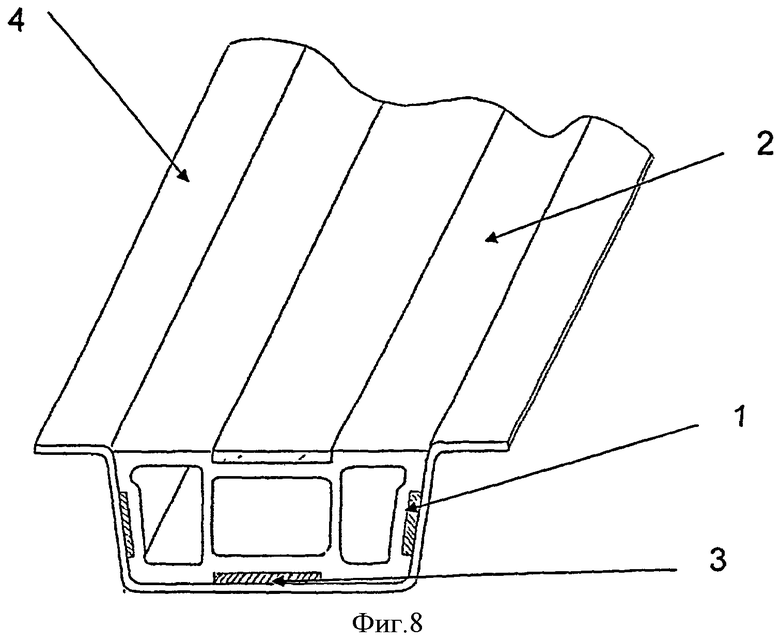
На фиг.8 показана система, в которой выполненный с возможностью вспенивания материал представляет собой экструдированный профиль.
На фиг.9 показана система, в которой выполненный с возможностью вспенивания материал выполняет двойную функцию: сцепляет ребра с металлической поверхностью, а также усиливает сцепление кусков металла, которые составляют пустотелый профиль.
Изобретение относится к области машиностроения, а именно к способу изготовления усиленного закрытого пустотелого профиля. Способ изготовления усиленного закрытого пустотелого профиля, содержащего пустотелую секцию и крышку, заключается в том, что пустотелый профиль снабжают конструкцией, содержащей ребра, и формуют сверху активируемый при нагревании связующий материал в местах, где необходимо сцепить конструкцию, снабженную ребрами, с крышкой пустотелого профиля. На пустотелом профиле располагают крышку и активируемый при нагревании связующий материал активируют для сцепления крышки с отформованной конструкцией. Достигается увеличение прочности кузова автомобиля. 3 з.п. ф-лы, 9 ил.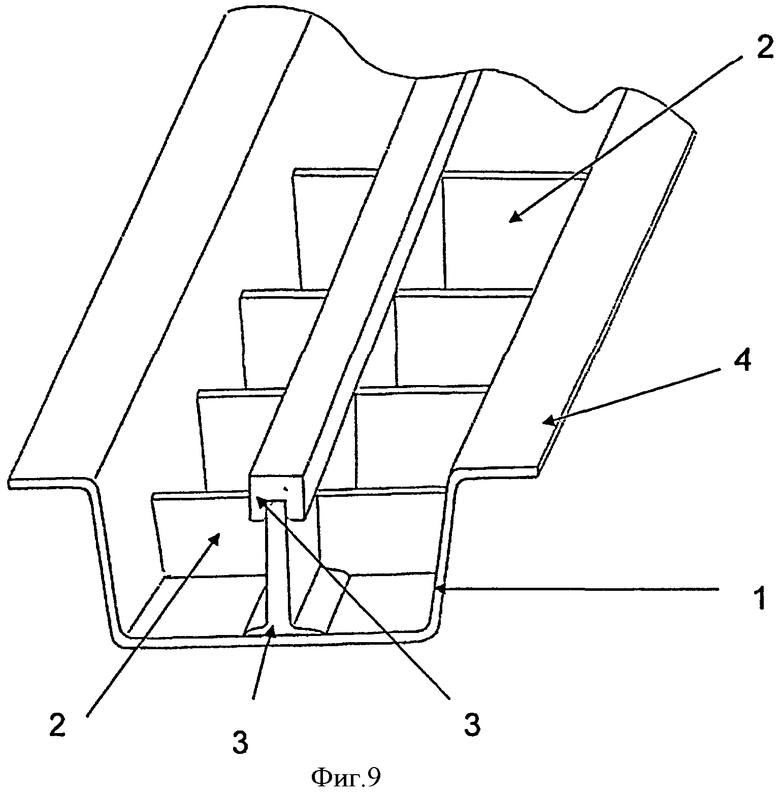
1. Способ изготовления усиленного закрытого пустотелого профиля, содержащего пустотелую секцию и крышку, в котором пустотелый профиль снабжают конструкцией, содержащей ребра, и в котором формуют сверху активируемый при нагревании связующий материал в местах, где необходимо сцепить конструкцию, снабженную ребрами, с крышкой пустотелого профиля, далее на пустотелом профиле располагают крышку и активируемый при нагревании связующий материал активируют для сцепления крышки с отформованной конструкцией.
2. Способ по п.1, в котором активируемый при нагревании связующий материал также является активируемым и расширяющимся при нагревании материалом.
3. Способ по п.2, в котором материал активируют при нагревании для вспенивания, так и для получения адгезионных свойств при температуре в диапазоне от 150°С до 210°С.
4. Способ по любому из пп.1-3, в котором пустотелый профиль является частью автомобиля и активацию производят в печи для отверждения в процессе нанесения покрытия электроосаждением.
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2008 |
|
RU2375328C1 |
| JP 2009161165 А, 21.07.2005 | |||
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2201356C2 |

