Область изобретения
Изобретение относится к усовершенствованному способу конверсии тяжелых нефтяных фракций в кипящем слое с интегрированным производством бензиновых фракций, имеющих очень низкое содержание серы, и к установке для осуществления указанного способа.
Изобретение относится к способу и установке для обработки тяжелого углеводородного сырья, содержащего сернистые и азотистые примеси и примеси металлов. Оно относится к способу по меньшей мере неполной конверсии такого углеводородного сырья, как остатки переработки при атмосферном давлении или вакуумной переработки, полученные при дистилляции сырой нефти, в бензин, отвечающий техническим условиям по сере, т.е. содержащий меньше 50 ч/млн серы, предпочтительно меньше 20 ч/млн и еще предпочтительнее меньше 10 ч/млн, и один или более тяжелых продуктов, которые можно с успехом использовать как сырье для каталитического крекинга (например, каталитического крекинга в кипящем слое), как сырье для гидрокрекинга (например, каталитического крекинга при высоком давлении), как керосин с высоким или низким содержанием серы или как сырье для процесса декарбонизации (например, для коксования в коксовой печи).
Известный уровень техники
До 2000 г. допустимое содержание серы составляло 350 ч/млн. Значительно более жесткие требования были введены с 2005 г., когда этот максимум не должен был превышать 50 ч/млн. Затем этот максимум был пересмотрен в сторону понижения, и через несколько лет он уже не должен был превышать 10 ч/млн
Таким образом, необходимо разрабатывать способы, отвечающие этим требованиям, не повышая стоимости производства.
Газойли и бензины, получаемые способом конверсии, например гидроконверсии, значительно труднее крекируются по сравнению с бензинами, полученными прямой дистилляцией сырой нефти при атмосферном давлении.
Для достижения очень низких концентраций серы необходимо подвергать конверсии наиболее трудно крекируемые соединения, в особенности ди- и триалкилированные дибензотиофены или соединения с более высокой степенью алкилирования, в которых доступ атомов серы к катализатору ограничен алкильными группами. В случае таких соединений стадия гидрирования ароматического цикла, предшествующая десульфированию с разрывом связи Csp3-S, протекает быстрее, чем прямое десульфирование с разрывом связи Csp2-S.
Подобным образом необходимо достичь высокой степени снижения количества азота путем конверсии наиболее трудно крекируемых соединений, особенно бензакридинов и бензокарбазолов; акридины не только трудно крекируемые соединения, но они также ингибируют реакции гидрирования.
Таким образом, для достижения необходимых технических условий по сере конверсия бензина требует очень жестких рабочих условий.
Способ конверсии тяжелых нефтяных фракций, включающий кипящий слой для получения средних дистиллятов с низким содержанием серы, в частности, описан в патентной заявке ЕР 1312661. Однако этот способ дает возможность снизить концентрацию серы до менее 50 ч/млн только при очень жестких условиях по давлению, что резко повышает стоимость получаемого бензина.
Таким образом, существует необходимость в способе, позволяющем провести гидроочистку бензина в менее жестких рабочих условиях, которые позволили бы снизить затраты при сохранении разумной продолжительности цикла каталитической гидроочистки и уменьшить содержание серы до уровня ниже 50 ч/млн, предпочтительно ниже 20 ч/млн и более предпочтительно ниже 1 ч/млн.
Величины ч/млн приведены как массовые части.
Сущность изобретения
Авторы настоящего изобретения установили, что можно минимизировать затраты путем оптимизации рабочих давлений, используемых для получения бензинов хорошего качества с ограниченным содержанием серы.
Подробное описание изобретения
Таким образом, способом настоящего изобретения является способ переработки сырья из тяжелых нефтяных фракций, в которых по меньшей мере 80 мас.% соединений имеют температуру кипения выше 340°С, включающий следующие стадии:
(а) гидроконверсию в реакторе с кипящим слоем, работающем на восходящем потоке жидкости и газа при температуре между 300 и 500°С, объемной часовой скорости жидкости относительно объема катализатора от 0,1 до 10 час-1 и в присутствии 50-5000 нм3 водорода на м3 сырья, с конверсией в мас.% фракции с температурой кипения выше 540°С, равной 10-98 мас.%;
(b) разделение отходящего потока после стадии (а) на газ, содержащий водород и H2S, бензиновую фракцию и необязательно фракцию более тяжелую, чем бензиновая фракция и фракция нафты;
с) гидроочистку путем контактирования по меньшей мере с одним катализатором по меньшей мере фракции, содержащей бензин, полученный на стадии (b), при температуре 200-500°С, часовой объемной скорости жидкости относительно объема катализатора, равной 0,1-10 час-1, в присутствии 50-5000 нм3 водорода на м3 сырья;
d) разделение отходящего потока после окончания стадии (с) на газ, содержащий водород, и по меньшей мере одну бензиновую фракцию с содержанием серы меньше 50 ч/млн, предпочтительно меньше 20 ч/млн и даже более предпочтительно меньше 10 ч/млн,
причем стадию гидроконверсии (а) проводят при давлении Р1 и стадию гидроочистки (с) при давлении Р2 и разность ΔР=Р1-Р2 составляет по меньшей мере 3 МПа, обычно 3-17 МПа, предпочтительно 8-13 МПа и даже более предпочтительно 9,5-10,5 МПа, а водород подают на стадии гидроконверсии (а) и гидроочистки (с) с помощью одной компрессионной системы с n ступенями, где n больше или равен 2, обычно равен 2-5, предпочтительно 2-4 и особенно предпочтительно равен 3.
Часовая объемная скорость жидкости (LHSV) соответствует отношению скорости потока жидкого сырья в м3/ч к объему катализатора в м3.
В способе настоящего изобретения давление Р1 на стадии каталитической гидроконверсии (а) в кипящем слое равно 10-25 МПа и предпочтительно 13-23 МПа.
Давление Р2 на стадии гидроочистки (с) равно 4,5-13,5 МПа и предпочтительно 9-11 МПа.
Таким образом, в способе настоящего изобретения можно использовать совершенно разные давления на стадиях гидроконверсии и гидроочистки; это позволяет значительно сэкономить на затратах.
В способе настоящего изобретения применение оптимального для каждой отдельной стадии давления стало возможным благодаря применению одной многоступенчатой системы подачи.
Таким образом, на стадию гидроконверсии подают водород, получаемый на последней стадии сжатия, а на стадию гидроочистки поступает водород с промежуточной стадии сжатия, т.е. при более низком общем давлении.
Согласно одному конкретному варианту способ изобретения включает один трехступенчатый компрессор водорода, в котором давление на выходе после первой ступени равно 3-6,5 МПа, предпочтительно 4,5-5,5 МПа, давление на выходе со второй ступени равно 8-14 МПа, предпочтительно 9-12 МПа, и давление на выходе с третьей ступени равно 10-26 МПа, предпочтительно 13-24 МПа.
В одном конкретном варианте водород, выходящий со второй ступени сжатия, поступает в реактор гидроочистки.
Согласно одному конкретному варианту парциальное давление водорода в реакторе гидроочистки Р2Н2 равно 4-13 МПа и предпочтительно 7-10,5 МПа.
Таких повышенных парциальных давлений водорода удалось достичь благодаря тому, что весь вводимый водород, необходимый для данного процесса, подается на стадию (с). В данном изобретении «вводимый водород» отличается от водорода рецикла. Чистота водорода обычно составляет 84-100% и предпочтительно 95-100%.
Согласно другому варианту водород, поступающий на последнюю ступень сжатия, может быть водородом рецикла, полученным на стадии (d) или на стадии разделения (b).
Водород рецикла можно необязательно подавать на промежуточную ступень многоступенчатого компрессора. В этом случае предпочтительно очищать указанный водород до его повторного использования.
В другом варианте водород после ступени начального сжатия и/или после промежуточной ступени можно также подавать в установку гидроочистки бензина прямо после дистилляции при атмосферном давлении, такой бензин называется «бензином прямой гонки». Традиционно установка гидроочистки бензина прямой гонки работает при давлении 3-6,5 МПа и предпочтительно 4,5-5,5 МПа.
В еще одном варианте водород после ступени промежуточного сжатия можно подавать, кроме того, в установку мягкого гидрокрекинга. Традиционно установка мягкого гидрокрекинга работает при давлении 4,5-16 МПа и предпочтительно 9-13 МПа. Фракцию бензина после мягкого гидрокрекинга можно подавать на стадию гидроочистки (с).
В другом варианте водород после ступени промежуточного сжатия и/или ступени окончательного сжатия можно подавать, кроме того, в установку гидрокрекинга высокого давления. Традиционно установка гидрокрекинга высокого давления работает при давлении 7-20 МПа и предпочтительно 9-18 МПа.
Такие установки гидроконверсии, мягкого гидрокрекинга и гидрокрекинга высокого давления для бензина прямой гонки можно объединять или они будут работать по отдельности.
Ниже условия реакции на каждой стадии будут описаны более подробно, особенно в сочетании с чертежами, из которых:
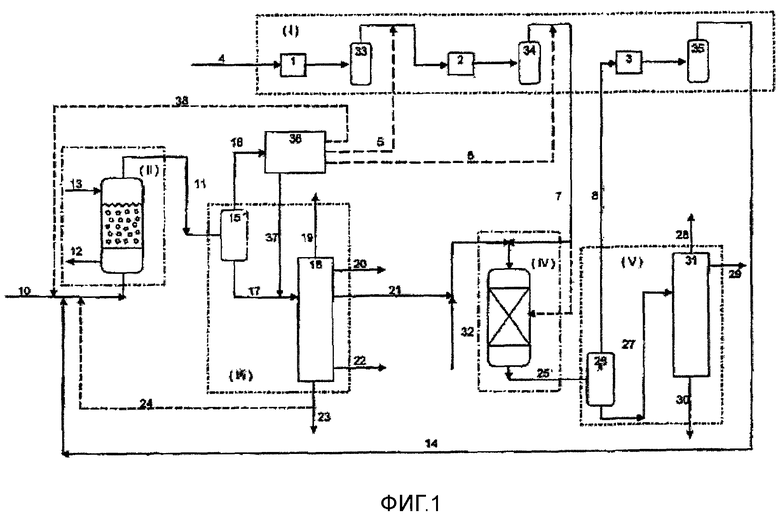
- на фиг.1 показана схема установки для одного из вариантов способа данного изобретения;
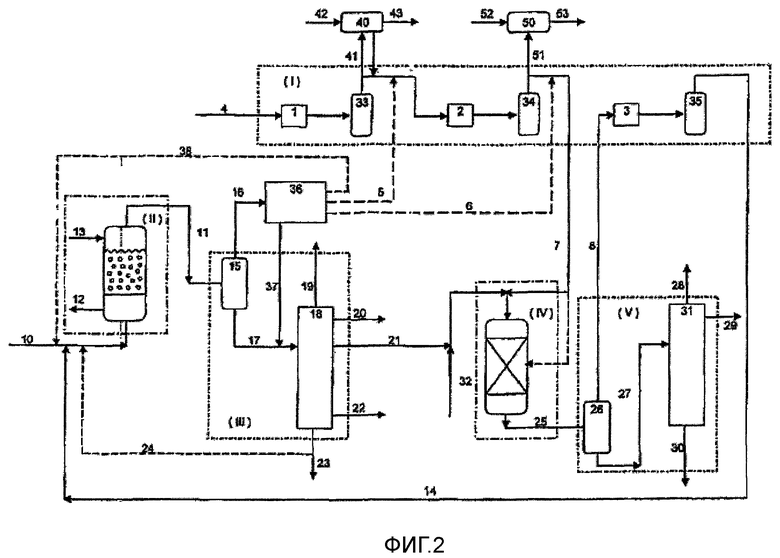
- на фиг.2 показана схема установки для другого варианта способа данного изобретения.
Способ данного изобретения особенно пригоден для обработки тяжелого сырья, т.е. сырья, в котором по меньшей мере 80 мас.% соединений имеют температуру кипения выше 340°С. Их начальная температура кипения обычно устанавливается на уровне по меньшей мере 340°С, часто по меньшей мере 370°С или даже по меньшей мере 400°С. Они представляют собой остатки переработки нефти при атмосферном давлении или в вакууме, или это могут быть деасфальтированные нефти, сырье с высоким содержанием ароматических соединений, например, образующихся при каталитическом крекинге (например, легкий бензин каталитического крекинга, называемый нефтью легкого цикла (LCO), тяжелый бензин каталитического крекинга, называемый нефтью тяжелого цикла (НСО), или остатки каталитического крекинга, называемые нефтью сларри-процесса). Сырьем может быть также смесь этих разных фракций. Более того, сырье может содержать фракции, полученные при осуществлении способа данного изобретения, и те фракции, которые повторно используют в качестве сырья. Содержание серы в сырье сильно различается и не ограничено. Содержание металлов, например, никеля и ванадия, обычно составляет 50-1000 ч/млн и технически не ограничено.
Прежде всего сырье обрабатывают в зоне гидроконверсии (II) в присутствии водорода, подаваемого из зоны сжатия водорода (I). Затем обработанное сырье разделяют в зоне разделения (III), где наряду с другими фракциями выделяют бензиновую фракцию и затем подают в зону гидроочистки (IV), где удаляется остаточная сера.
На фиг.1 и 2 показаны каждая из этих зон. Различные физические реакции или превращения, проводимые в каждой из этих зон, будут описаны ниже.
Зона (I) представляет собой сжатие водорода на нескольких ступенях (трех на фигурах). В этой зоне вводимый водород обрабатывают и при необходимости смешивают с потоками очищенного водорода рецикла, чтобы его давление достигло уровня, необходимого для стадии (а). Указанная единая система сжатия обычно включает по меньшей мере две ступени сжатия, обычно разделенные системами охлаждения сжатого газа, установками жидкофазного или парофазного разделения и необязательно вводами для потоков очищенного водорода рецикла. Разделение на несколько ступеней позволяет получать водород при одном или более промежуточных давлениях от входа до выхода из системы. Это (эти) промежуточные давления позволяют подавать водород по меньшей мере в одну установку каталитического гидрокрекинга или гидроочистки.
Более конкретно, подаваемый водород, необходимый для работы зон (II) и (IV), подают при давлении 1-3,5 МПа и предпочтительно 2-2,5 МПа по трубе (4) в зоне (I), где он сжимается, необязательно вместе с другими потоками водорода рецикла, в многоступенчатой компрессионной системе. Каждая ступень сжатия (1, 2 и 3), три на фигурах, отделена от следующих системами разделения жидкости и пара и охлаждения (33), (34) и (35), которые позволяют понизить температуру газа и количество жидкости, переносимой на следующую ступень сжатия. Отвод жидкости осуществляется по трубам, которые не показаны на фигурах.
Между первой и последней ступенями и чаще между второй и третьей ступенями по одной трубе (7) по меньшей мере часть, а предпочтительно весь сжатый водород подают в зону гидроочистки (IV). Водород после зоны (IV) по трубе (8) направляют на следующую ступень сжатия, чаще третью и последнюю. Водород идет в зону (II) по трубе (14).
Очищаемое сырье (как описано выше) входит в кипящий слой в зоне гидроконверсии (II) по трубе (10). Полученный отходящий поток направляют в зону разделения (III) по трубе (11).
Подобным образом зона (II) включает по меньшей мере одну трубу (12) для выгрузки катализатора и по меньшей мере одну трубу (13) для загрузки свежего катализатора.
Эта зона (II) включает по меньшей мере один трехфазный реактор с кипящим слоем, работающий на восходящем потоке жидкости и газа, содержащий по меньшей мере один катализатор гидроконверсии, в котором минеральный субстрат по меньшей мере частично аморфен, причем указанный реактор включает по меньшей мере одно устройство для выгрузки катализатора из указанного реактора, расположенное у дна реактора, и по меньшей мере одно устройство для подачи свежего катализатора в указанный реактор в верхней части указанного реактора.
Обычно процесс проводят при давлении 10-25 МПа, часто 13-23 МПа при температуре примерно 300-500°С и часто примерно 350-450°С. Объемная часовая скорость жидкости (LHSV) относительно объема катализатора и парциальное давление водорода являются важными факторами, которые специалисты выбирают в зависимости от характеристик обрабатываемого сырья и желаемой конверсии. Чаще всего LHSV относительно объема катализатора находится в интервале примерно 0,1-10 ч-1 и предпочтительно примерно 0,2-2,5 ч-1. Количество водорода, смешиваемого с сырьем, обычно составляет примерно 50-5000 нормальных кубических метров (нм3) на кубический метр (м3) жидкого сырья и чаще всего примерно 20-1500 нм3/м3 и предпочтительно примерно 400-1200 нм3/м3.
Конверсия в мас.% фракции с температурой кипения выше 540°С обычно составляет примерно 10-98 мас.%, чаще всего 30-80%.
На стадии гидроконверсии можно использовать любой стандартный катализатор, особенно гранулированный катализатор, содержащий на аморфном носителе по меньшей мере один металл или соединение металла, активные в гидродегидрогенизации. Такой катализатор может содержать металлы VIII группы, например, никель и/или кобальт, чаще всего в комбинации с по меньшей мере одним металлом группы VIB, например, молибденом и/или вольфрамом. Например, можно использовать катализатор, содержащий 0,5-10 мас.% никеля и предпочтительно 1-5 мас.% никеля (в виде оксида никеля NiO) и 1-30 мас.% молибдена и предпочтительно 5-20 мас.% молибдена (в виде оксида молибдена МоО3) на аморфном носителе. Этот носитель будет выбран, например, из группы оксидов алюминия, кремния, алюмосиликатов, оксида магния, глин или смесей по меньшей мере двух этих минералов. Такой носитель может, кроме того, содержать другие соединения и, например, оксиды, которые выбирают из группы оксидов бора, циркония, титана и ангидрида фосфорной кислоты. Чаще всего используют в качестве носителя оксид алюминия и очень часто носитель из оксида алюминия, легированного фосфором и необязательно бором. Концентрация ангидрида фосфорной кислоты Р2О5 составляет обычно меньше примерно 20 мас.% и чаще всего меньше примерно 10 мас.%. Концентрация Р2О5 обычно равна по меньшей мере 0,001 мас.%. Концентрация триоксида бора В2О3 обычно составляет примерно 0-10 мас.%. В качестве оксида алюминия обычно используют γ- или η-оксид алюминия. Обычно этот катализатор применяют в виде экструдата. Общее содержание оксидов металлов VI и VIII групп часто составляет примерно 5-40 мас.% и обычно 7-30 мас.%, а массовое соотношение оксида металла (или металлов) VI группы и оксида металла (или металлов) VIII группы обычно равно примерно 20-1 и чаще всего примерно 10-2.
Отработанный катализатор частично заменяют свежим катализатором путем выгрузки со дна реактора и подачи свежего или нового катализатора в верхнюю часть реактора через регулярные периоды времени, т.е., например, порциями или почти непрерывно. Например, свежий катализатор можно вводить ежедневно. Степень замещения отработанного катализатора свежим катализатором может составлять, например, от примерно 0,05 кг на примерно 10 кг на кубический метр сырья. Такой отбор и замещение производят с помощью устройств, обеспечивающих непрерывное функционирование стадии гидроконверсии. Обычно установка включает насос для рециркуляции через реактор, что позволяет поддерживать катализатор в кипящем слое путем непрерывного возврата по меньшей мере части жидкости, отобранной на стадии (а) и повторного введения на дно зоны стадии (а).
Отходящий поток стадии (с) затем разделяют на стадии (b). Его вводят по трубе (11) в по меньшей мере один сепаратор (15), который разделяет поток, с одной стороны, на газ, содержащий водород (газовая фаза), в трубу (16) и, с другой стороны, жидкий отходящий поток в трубу (17). Можно использовать горячий сепаратор, за которым следует холодный сепаратор. Кроме того, можно использовать ряд горячих и холодных сепараторов при среднем и низком давлении.
Жидкий отходящий поток направляют в сепаратор (18), который предпочтительно состоит по меньшей мере из одной дистилляционной колонны, и отделяет по меньшей мере одну фракцию дистиллята, которая содержит бензиновую фракцию и собирается на трубы (21). Кроме того, отделяется по меньшей мере одна фракция, более тяжелая, чем бензиновая, которая отбирается через трубу (23).
На уровне сепаратора (18) кислотный газ можно направить в трубу (19), нафту можно отвести в дополнительную трубу (20), а фракцию, которая тяжелее бензиновой, можно разделить в вакуумной дистилляционной колонне с образованием вакуумного остатка, выгружаемого через трубу (23) и одну или более труб (22) для фракций вакуумного газойля.
Фракцию из трубы (23) можно использовать в качестве промышленного топлива с низким содержанием серы или лучше направить на процесс декарбонизации, например, коксование.
Выделенную нафту (20), необязательно вместе с нафтой (29), выделенной в зоне (IV), лучше разделить на более тяжелые и легкие керосины и более тяжелый керосин направить в зону риформинга, а легкий керосин - в зону изомеризации парафинов.
Вакуумный газойль (22) можно необязательно подать сам по себе или в смеси с подобными фракциями разного происхождения на каталитический крекинг, в котором их лучше обрабатывать в условиях образования газообразной фракции, керосиновой фракции, бензиновой фракции и более тяжелой фракции, чем бензиновая, которую специалисты часто называют сларри-фракцией. Все эти фракции можно направить на каталитический гидрокрекинг, который лучше проводить в условиях получения особенно газообразной фракции, керосиновой фракции или бензиновой фракции.
На фиг.1 и 2 зона разделения (III), состоящая из сепараторов (15) и (18), показана пунктирной линией.
Условия дистилляции, разумеется, выбирают в зависимости от исходного сырья. Если исходное сырье представляет собой вакуумный газойль, условия будут более жесткими, чем в случае, когда исходным сырьем является атмосферный газойль. Для атмосферного газойля условия выбирают таким образом, чтобы начальная температура кипения более тяжелой фракции составляла примерно 340-400°С, а для вакуумного газойля начальная температура кипения более тяжелой фракции составляет примерно 540-700°С.
Для нафты конечная температура кипения составляет примерно 120-180°С.
Бензин находится между нафтой и более тяжелыми фракциями.
Приведенные температуры кипения фракций являются иллюстративными, но на практике оператор выбирает температуры кипения фракций в зависимости от качества и количества нужных продуктов.
На выходе из стадии (b) бензиновая фракция чаще всего содержит серу в количестве 100-10000 ч/млн, а керосиновая фракция чаще всего содержит не более 1000 ч/млн серы. Таким образом, бензиновая фракция не соответствует техническим условиям 2005 г. по сере. Другие характеристики бензина тоже остаются на низком уровне; например, цетановое число составляет порядка 45 и содержание ароматических углеводородов больше 20 мас.%; содержание азота чаще всего составляет 500-3000 ч/млн
Затем бензиновую фракцию (одну или необязательно с нафтой извне и/или с добавленной бензиновой фракцией) направляют в зону гидроочистки (IV) по меньшей мере с одним катализатором гидроочистки в неподвижном слое, чтобы понизить содержание серы до 50 ч/млн, предпочтительно меньше 20 ч/млн и даже более предпочтительно меньше 10 ч/млн. Кроме того, необходимо значительно понизить содержание азота в бензине, чтобы получить десульфированный продукт устойчивой окраски.
В указанную бензиновую фракцию можно добавить фракцию, полученную вне способа данного изобретения, которую обычно нельзя ввести непосредственно в массу бензина.
Эту углеводородную фракцию можно выбрать, например, из фракции LCO (нефть легкого цикла), полученной каталитическим крекингом в кипящем слое, а также бензина, полученного способом гидроконверсии при высоком давлении вакуумного газойля.
Обычно процесс проводят при общем давлении примерно 4,5-13 МПа, предпочтительно примерно 9-11 МПа. Температура на этой стадии обычно составляет примерно 200-500°С, предпочтительно примерно 330-410°С. Эту температуру обычно устанавливают в зависимости от нужной степени десульфирования и/или гидрирования ароматических соединений и согласуя с желательной продолжительностью цикла. Объемную часовую скорость жидкости, или LHSV, и парциальное давление водорода выбирают в зависимости от характеристик обрабатываемого сырья и желаемой конверсии. Чаще всего LHSV составляет примерно 0,1-10 ч-1 и предпочтительно 0,1-5 ч-1 и лучше примерно 0,2-2 ч-1.
Общее количество водорода, смешиваемого с сырьем, сильно зависит от расхода водорода на стадии b), а также от количества очищенного водорода, возвращаемого на стадию а). Обычно оно составляет примерно 100-5000 нормальных кубических метров (нм3) на кубический метр (м3) жидкого сырья и чаще всего примерно 150-1000 нм3/м3.
Проведение стадии d) в присутствии большого количества водорода дает возможность сильно понизить парциальное давление аммиака. В предпочтительном варианте данного изобретения парциальное давление аммиака обычно составляет меньше 0,5 МПа.
Кроме того, процесс полезно проводить при пониженном парциальном давлении сероводорода, при котором сульфидные катализаторы не теряют стабильности. В предпочтительном варианте данного изобретения парциальное давление сероводорода обычно составляет меньше 0,5 МПа.
В зоне гидродесульфирования идеальный катализатор должен иметь высокую гидрирующую активность, чтобы тщательно очищать продукты и заметно уменьшать содержание серы и азота. В предпочтительном варианте данного изобретения зона гидроочистки работает при сравнительно низкой температуре; это приводит к полному гидрированию и таким образом улучшает содержание ароматических соединений и цетановое число, а также ограничивает зауглероживание. Данное изобретение предполагает использование в зоне гидроочистки одного или нескольких разных катализаторов одновременно или последовательно. Обычно данную стадию осуществляют в промышленности в одном (или более) реакторе с одним (или более) слоем катализатора при нисходящем потоке жидкости.
В зоне гидроочистки используют по меньшей мере один неподвижный слой катализатора гидроочистки, обладающего гидродегидрирующими свойствами и включающего аморфный носитель. В предпочтительном катализаторе носитель выбирают, например, из группы оксидов алюминия, кремния, алюмосиликатов, оксида магния, глин и смесей по меньшей мере двух этих минералов. Кроме того, носитель содержит другие соединения и, например, оксиды, которые выбирают из группы оксидов бора, циркония, титана и ангидрида фосфорной кислоты. Чаще всего используют в качестве носителя оксид алюминия и лучше γ- или η-оксид алюминия. Функцию гидрирования осуществляет по меньшей мере один металл VIII группы, например, никель и/или кобальт, необязательно в сочетании с металлом группы VIB, например, с молибденом и/или вольфрамом. Предпочтительно использовать катализатор на основе NiMo. В случае, когда бензины трудно поддаются гидроочистке, т.к. необходим очень высокий уровень гидродесульфирования, специалисты знают, что катализатор на основе NiMo лучше, чем катализатор на основе CoMo, поскольку первый более активен в гидрировании, чем второй. Например, можно использовать катализатор, содержащий 0,5-10 мас.% никеля, предпочтительно 1-5 мас.% никеля (в виде оксида никеля NiO) и 1-30 мас.% молибдена и предпочтительно 5-20 мас.% молибдена (в виде оксида молибдена (MoO3)) на носителе из аморфного минерала. Оптимально, когда общее содержание оксидов металлов VI и VIII групп составляет примерно 5-40 мас.% и обычно примерно 7-30 мас.%, а массовое соотношение оксидов металлов VI группы к оксиду металла (или металлов) VIII группы обычно находится в интервале примерно 20-1 и чаще всего примерно 10-2.
Кроме того, катализатор может содержать элемент типа фосфора и/или бора. Этот элемент можно вводить в матрицу или помещать на носитель. Аналогично можно нанести на подложку кремний - один или вместе с фосфором и/или бором. Концентрация указанного элемента составляет обычно меньше примерно 20 мас.% (в расчете на оксид) и чаще всего меньше примерно 10 мас.% и обычно по меньшей мере 0,001 мас.%. Концентрация триоксида бора В2О3 обычно равна примерно 0-10 мас.%.
Предпочтительные катализаторы содержат кремний, нанесенный на подложку (типа оксида алюминия), необязательно вместе с аналогично нанесенными Р и/или В, и также содержит по меньшей мере один металл VIII группы (Ni, Co) и по меньшей мере один металл VIB группы (W, Mo).
Отходящий поток гидроочистки отбирают по трубе (25) и направляют в зону разделения (V), показанную на фиг.1 и 2 пунктирными трубами.
Здесь она включает сепаратор (26), предпочтительно холодный сепаратор, в котором разделяют газовую фазу, идущую по трубе (8), и жидкую фазу, идущую по трубе (27).
Жидкую фазу направляют в сепаратор (31), предпочтительно десорбер (отпарной аппарат), для удаления сероводорода, отводимого по трубе (28), и чаще всего смешивают с нафтой. Бензиновую фракцию отбирают по трубе (30), причем фракция соответствует техническим условиям по сере, т.е. содержит меньше 50 ч/млн серы и обычно меньше 20 ч/млн серы и даже меньше 10 ч/млн. Смесь H2S-нафта затем необязательно обрабатывают для выделения фракции очищенной нафты. Разделение можно также провести на уровне сепаратора (31) и нафту можно отвести по трубе (29).
Предпочтительно, чтобы способ настоящего изобретения включал петлю для возвращения водорода для 2 зон (II) и (IV), которая может быть независимой для двух зон, но предпочтительно совмещенной, и здесь она показана на фиг.1.
Газ, содержащий водород (газовая фаза из трубы (16), выделенная в зоне (III)), обрабатывают для уменьшения содержания серы и необязательно для удаления углеводородов, которые могли проскочить во время разделения.
Предпочтительно, чтобы газовая фаза из трубы (16) входила в систему очистки и охлаждения (36), согласно фиг.1. Ее направляют в воздушный охладитель после промывки инжектированной водой и частичной конденсации с помощью возвращаемой углеводородной фракции из низкотемпературной зоны ниже по потоку из воздушного охладителя. Отходящий поток из воздушного охладителя направляют в зону разделения, где углеводородная фракция и газовая фаза отделяются от воды.
Часть возвращаемой углеводородной фракции направляют в зону разделения (III) и лучше в трубу (37).
Полученная газовая фаза, из которой были удалены углеводороды, направляют при необходимости в установку очистки для уменьшения содержания серы. Лучшей является обработка по меньшей мере одним амином.
В некоторых случаях достаточно обработать только часть газовой фазы, в других случаях необходимо обрабатывать всю фазу.
Водородсодержащий газ, который был таким образом очищен, затем направляют в систему очистки, что дает возможность получить водород, сравнимый по чистоте со свежим водородом.
Мембранная система очистки предлагает экономичный способ разделения водорода и других легких газов с помощью технологии на основе различной проницаемости. Альтернативной системой может быть очистка путем адсорбции с регенерацией путем изменения давления, известной под названием Pressure Swing Adsorption (PSA). Можно представить и третью технологию или комбинацию нескольких технологий.
На выходе из системы очистки одна или более труб (5) и (6) дают возможность вернуть очищенный водород в зону (I) обычно при одном или более давлениях. Следует рассмотреть также прямой рецикл в сырье (38) в зоне (II) и в этом случае очистка этого потока с помощью мембран или PSA больше не нужна.
Здесь был приведен один конкретный вариант отделения унесенных углеводородов; подходит и любой другой вариант, известный специалистам.
В предпочтительном варианте на фиг.1 весь вводимый водород подают по трубе (7) на уровне зоны (IV).
В другом варианте можно предложить подачу только части водорода по трубе на уровне зоны (IV).
Еще в одном варианте, приведенном на фиг.2, сжатый водород после первой ступени сжатия подают по трубе (41) в установку гидроочистки бензина прямой гонки 40 и сжатый водород после второй ступени сжатия подают по трубе 54 в реактор мягкого гидрокрекинга 50.
Зона (IV), которая выигрывает от высокой скорости потока водорода высокой чистоты, работает при парциальном давлении водорода, очень близком к общему давлению, и по этой же причине при очень низких парциальных давлениях сероводорода и аммиака. Это дает возможность понизить общее давление и количества катализатора, необходимые для получения бензина, отвечающего техническим условиям, а также сократить затраты.
Способ данного изобретения осуществляют в установке, включающей следующие реакционные зоны:
одну зону сжатия водорода, состоящую из n ступеней сжатия, расположенных рядами, где n равно 2-6, предпочтительно 2-5, предпочтительно 2-4 и более предпочтительно 3,
зону каталитической гидроконверсии (II), состоящую по меньшей мере из одного реактора с кипящим слоем и восходящими потоками жидкости и газа, в который подают водород после последней ступени сжатия, и соединенную трубой (11) с
зоной разделения (III), состоящей по меньшей мере из одного сепаратора (15) и по меньшей мере одной дистилляционной колонны (18), причем сепаратор дает возможность разделения на обогащенный водородом газ по трубе (16), и жидкую фазу, которую подают по трубе (17) в дистилляционную колонну (18), причем труба (21), по которой отводят фракцию перегнанного бензина, соединена с
зоной гидроочистки (IV), состоящей из реактора гидроочистки с неподвижным слоем, в который подают водород путем ступени промежуточного сжатия и из которого отводная труба (25) соединена с
зоной разделения (V), из которой водород отбирают на последнюю ступень сжатия.
Таким образом, согласно одному варианту данного изобретения установка схематически показана на фиг.1.
Детали различных реакционных зон описаны выше при описании способа.
В одном конкретном варианте в установке данного изобретения ступень промежуточного сжатия, первая на фиг.2, соединена с реактором гидроочистки бензина прямой гонки (40).
По другому варианту в установке данного изобретения ступень промежуточного сжатия, вторая на фиг.2, соединена с реактором мягкого гидрокрекинга (50).
Оба эти варианта можно объединить, как показано на фиг.2.
По другому варианту в установке данного изобретения ступень промежуточного сжатия соединена с реактором гидрокрекинга при высоком давлении (не показан).
Установка может включать один или другой, два или три из реакторов гидроочистки бензина прямой гонки (40), реактора мягкого гидрокрекинга (50) и реактора гидрокрекинга при высоком давлении.
Изобретение можно также использовать в установке для конверсии тяжелого нефтяного сырья в кипящем слое с одним многоступенчатым компрессором водорода.
Изобретение будет проиллюстрировано следующими примерами, которые его не ограничивают.
ПРИМЕРЫ
ПРИМЕР 1:
В установке данного изобретения (показанной на фиг.1) с одной трехступенчатой компрессионной системой конверсию вакуумных остатков типа Oural (Российская экспортная марка) проводят в кипящем слое с интегрированным получением средних дистиллятов с содержанием серы 10 ч/млн путем гидроочистки в неподвижном слое.
Катализатором, использованным для гидроконверсии, является высокоактивный слабо осаждающийся NiMo-катализатор типа катализатора НОС458, производимого компанией AXENS.
Гидроконверсию фракции с температурой кипения выше 538°С проводят до объемной конверсии 70%.
Кипящий слой поддерживается потоком водорода после 3-ей ступени сжатия.
Кипящий слой имеет следующие рабочие условия:
Гидроочистку в неподвижном слое затем проводят в присутствии NiMo-катализатора типа катализатора HR458 компании AXENS.
Кипящий слой поддерживается потоком водорода после второй ступени сжатия.
В реакторе гидроочистки с неподвижным слоем работает при следующих рабочих условиях:
Величину LHSV устанавливают такой, чтобы достичь содержания серы на выходе 10 ч/млн
ПРИМЕР 2 (ДЛЯ СРАВНЕНИЯ)
В установке типа описанной в патентной заявке ЕР 1312661 конверсию остатков, аналогичных остаткам в примере 1 в кипящем слое, проводят с интегрированным получением средних дистиллятов с содержанием серы 10 ч/млн путем гидроочистки в неподвижном слое.
Использованные катализаторы гидроконверсии и гидроочистки идентичны катализаторам в примере 1. Они имеют такой же срок службы, как в примере 1.
Скорость потока сырья идентична использованной в примере 1.
Гидроконверсию проводят в тех же условиях, как в примере 1.
Гидроочистку в неподвижном слое проводят в следующих условиях:
Величину LHSV устанавливают такой, чтобы достичь содержания серы на выходе 10 ч/млн LHSV меньше, чем в примере 1.
Принимая во внимание снижение давления в реакторе гидроочистки, данное изобретение дает возможность значительно уменьшить затраты на оборудование, особенно потому, что все оборудование зон IV и V установки работает при пониженном давлении.
Таким образом, если установка, используемая в примере 2, требует затрат I, затраты на установку для изобретения, приведенную в примере 1, составляют 0,72 I. В обоих примерах получают продукты одинакового качества.
Содержание всех процитированных заявок, патентов и публикаций включено здесь ссылками во всей полноте.
Изобретение относится к конверсии тяжелых нефтяных фракций. Изобретение касается способа и установки для обработки тяжелого нефтяного сырья, в котором по меньшей мере 80 мас.% соединений имеют температуру кипения выше 340°С, причем способ включает следующие стадии: (а) гидроконверсию в реакторе с кипящим слоем катализатора, работающем на восходящем потоке жидкости и газа при температуре 300-500°С, с конверсией в мас.% фракции с температурой кипения выше 540°С, равной 10-98 мас.%; (b) разделение отходящего потока после стадии (а) на газ, содержащий водород и H2S, фракцию, включающую бензин, и необязательно фракцию более тяжелую, чем бензиновая фракция и фракция нафты; с) гидроочистку путем контактирования по меньшей мере с одним катализатором по меньшей мере фракции, включающей бензин, полученный на стадии (b), d) разделение отходящего потока после стадии (с) на газ, содержащий водород, и по меньшей мере одну бензиновую фракцию с содержанием серы меньше 50 ч/млн, предпочтительно меньше 20 ч/млн и более предпочтительно меньше 10 ч/млн, причем стадию гидроконверсии (а) осуществляют при давлении Р1 и стадию гидроочистки (с) при давлении Р2 и разность ΔР=Р1-Р2 составляет по меньшей мере 3 МПа, а водород подают на стадии гидроконверсии (а) и гидроочистки (с) с помощью одной системы сжатия водорода с n ступенями. Технический результат - снижение затрат при сохранении разумной продолжительности цикла каталитической гидроочистки, уменьшение содержания серы. 2 н. и 35 з.п. ф-лы, 2 ил.
1. Способ обработки тяжелого нефтяного сырья, в котором 80 мас.% соединений имеют температуру кипения выше 340°С, включающий следующие стадии:
(a) гидроконверсию в реакторе с кипящим слоем катализатора, работающем на восходящем потоке жидкости и газа при температуре 300-500°С, объемной часовой скорости жидкости относительно объема катализатора от 0,1 до 10 ч-1 и в присутствии 50-5000 нм3 водорода на м3 сырья с конверсией в мас.% фракции с температурой кипения выше 540°С, равной 10-98 мас.%;
(b) разделение отходящего потока после стадии (а) на газ, содержащий водород и H2S, бензиновую фракцию и необязательно фракцию более тяжелую, чем бензиновая фракция и фракция нафты;
c) гидроочистку путем контактирования по меньшей мере с одним катализатором по меньшей мере фракции, включающей бензин, полученный на стадии (b), при температуре 200-500°С, часовой объемной скорости жидкости относительно объема катализатора, равной 0,1-10 ч-1, и в присутствии 100-5000 нм3 водорода на м3 сырья;
d) разделение отходящего потока после окончания стадии (с) на газ, содержащий водород, и по меньшей мере одну бензиновую фракцию с содержанием серы меньше 50 ч./млн,
причем стадию гидроконверсии (а) осуществляют при давлении Р1 и стадию гидроочистки (с) при давлении Р2 и разность ΔР=Р1-Р2 составляет по меньшей мере 3 МПа, а водород подают на стадии гидроконверсии (а) и гидроочистки (с) с помощью одной системы сжатия водорода с n ступенями, где n больше или равен 2.
2. Способ по п.1, в котором n равен 2-6.
3. Способ по п.2, в котором n равен 2-5.
4. Способ по п.3, в котором n равен 2-4.
5. Способ по п.4, отличающийся тем, что n равен 3.
6. Способ по п.1, в котором бензин с содержанием серы меньше 20 ч./млн выделяют на стадии (d).
7. Способ по п.6, в котором бензин с содержанием серы меньше 10 ч/млн выделяют на стадии (d).
8. Способ по п.1, в котором ΔР составляет 3-17 МПа.
9. Способ по п.8, в котором ΔР составляет 8-13 МПа.
10. Способ по п.9, в котором ΔР составляет 9,5-10,5 МПа.
11. Способ по п.1, в котором давление Р1 на стадии (а) каталитической гидроконверсии в кипящем слое составляет 10-25 МПа.
12. Способ по п.11, в котором давление Р1 составляет 13-23 МПа.
13. Способ по п.1, в котором давление Р2 на стадии (с) гидроочистки составляет 4,5-13 МПа.
14. Способ по п.13, в котором давление Р2 составляет 9-11 МПа.
15. Способ по п.1, в котором n=3 и давление на выходе первой ступени сжатия составляет 3-6,5 МПа, давление на выходе второй ступени сжатия составляет 8-14 МПа и давление на выходе третьей ступени составляет 10-26 МПа.
16. Способ по п.15, в котором n=3 и давление на выходе первой ступени сжатия составляет 4,5-5,5 МПа, давление на выходе второй ступени сжатия составляет 9-12 МПа и давление на выходе третьей ступени составляет 13-24 МПа.
17. Способ по п.15, в котором n=3 и в котором водород после второй ступени сжатия подают в реактор гидроочистки.
18. Способ по п.1, в котором парциальное давление водорода P2H2 в реакторе гидроочистки составляет 4-13 МПа.
19. Способ по п.18, в котором P2H2 составляет 7-10,5 МПа.
20. Способ по п.1, в котором чистота водорода составляет 84-100%.
21. Способ по п.20, в котором чистота водорода составляет 95-100%.
22. Способ по п.1, в котором водород, подаваемый на последнюю ступень сжатия водорода, является водородом рецикла со стадии разделения (d) или стадии разделения (b).
23. Способ по п.1, в котором водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, можно дальше подавать в реактор гидроочистки бензина, полученного прямой дистилляцией при атмосферном давлении, называемого «бензином прямой гонки», при давлении 3-6,5 МПа.
24. Способ по п.22, в котором гидроочистка бензина прямой гонки проводится при давлении 4,5-5,5 МПа.
25. Способ по п.1, в котором водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, можно, кроме того, подавать в реактор мягкого гидрокрекинга при давлении 4,5-16 МПа.
26. Способ по п.25, в котором давление в реакторе мягкого гидрокрекинга составляет 9-13 МПа.
27. Способ по п.1, в котором водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, можно дальше подавать в реактор гидрокрекинга при высоком давлении при давлении 7-20 МПа.
28. Способ по п.27, в котором давление в реакторе гидрокрекинга при высоком давлении составляет 9-18 МПа.
29. Способ по п.1, в котором водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, подают в реактор мягкого гидрокрекинга, а бензиновую фракцию, полученную мягким гидрокрекингом, подают на стадию (с).
30. Установка для обработки тяжелого нефтяного сырья, включающая следующие реакционные зоны:
одна зона сжатия водорода, состоящая из n последовательных ступеней сжатия, причем n больше или равен 2,
зона каталитической гидроконверсии (II), состоящая по меньшей мере из одного каталитического реактора с кипящим слоем катализатора и восходящим потоком жидкости и газа, в который подают водород через последнюю ступень сжатия, и соединенная трубой (11) с
зоной разделения (III), состоящей по меньшей мере из одного сепаратора (15) и по меньшей мере одной дистилляционной колонны (18), причем сепаратор позволяет разделить обогащенный водородом газ через трубу (16) и жидкую фазу, которую подают по трубе (17) в дистилляционную колонну (18), а труба (21), по которой отводят фракцию перегнанного бензина, соединена с
зоной гидроочистки (IV), состоящей из реактора гидроочистки с неподвижным слоем, в который подают водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, и отводная труба которого (25) соединена с
зоной разделения (V), позволяющей проводить отбор водорода на последнюю ступень сжатия.
31. Установка по п.30, в которой n предпочтительно равен 2-6.
32. Установка по п.31, в которой n предпочтительно равен 2-5.
33. Установка по п.32, в которой n предпочтительно равен 2-4.
34. Установка по п.33, в которой n предпочтительно равен 3.
35. Установка по п.30, в которой водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, подают в реактор гидроочистки бензина прямой гонки.
36. Установка по п.30, в которой водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, подают в реактор мягкого гидрокрекинга (50).
37. Установка по п.30, в которой водород после промежуточной ступени сжатия одной зоны сжатия водорода, состоящей из n ступеней сжатия, подают в реактор гидрокрекинга при высоком давлении.
| WO 03080769 A1, 02.10.2003 | |||
| US 3592757 A, 13.07.1971 | |||
| RU 2002117936 A, 20.02.2004 | |||
| СПОСОБ ГИДРООБРАБОТКИ НЕФТЯНОГО СЫРЬЯ И УСТАНОВКА ГИДРОКОНВЕРСИИ | 1995 |
|
RU2134712C1 |

