Изобретение относится к технологии свободной ковки и может быть использовано в энергетическом и других отраслях машиностроения.
Цель изобретения - расширение технологических возможностей путем обеспечения изготовления полых поковок большой длины на универсальных ковочных прессах.
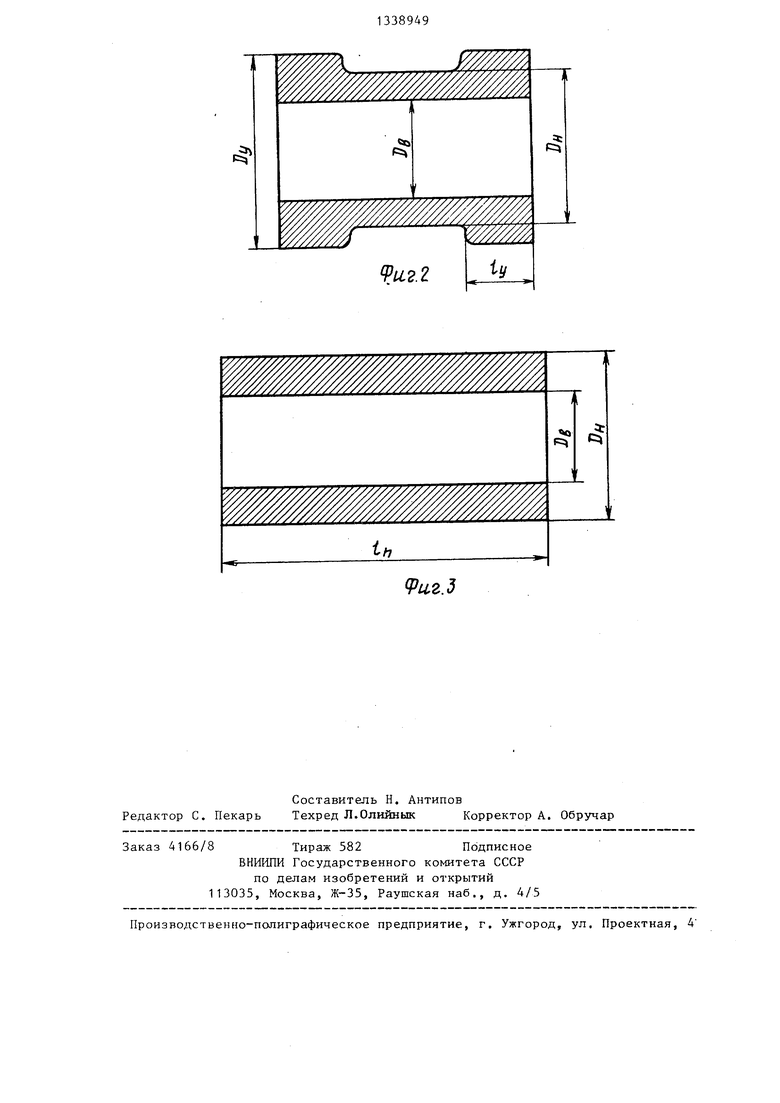
На фиг. 1 изображен полуфабрикат после первой операции протяжки; на фиг. 2 - то же, после операции раскатки; на фиг. 3 - готовая поковка.
Способ осуществляют следующим образом.
Сначала из слитка осадкой и протяжкой получают полую заготовку. Заготовку протягивают в полуфабрикат, имеющий длину 1, меньшую длины поковки, и концевые утолщения длиной I,, . Затем раскаткой полуфабрикату придают поковочные размеры по внутреннему диаметру D и наружному диаметру его средней части Вц с Сохранением концевых утолщений. После этого протягивают концевые утолщения полуфабриката на оправке, длина которой меньше длины поковки, но больше длины концевого утолщения до конечной длины поковки 1.
Изготавливали трубу длиной 8000мм внешним диаметром 3100 мм и внутренним 2500 мм. Ковку осуществляли на прессе 120 Ми максимальным расстоянием между козлами 5600 мм.
Полую заготовку длиной 2500 мм, внешним диаметром 3500 мм и внутренним 1200 мм протягивали на оправке до размеров: длина 5600 мм, диаметр выемки 2370 мм, диаметр утолщений
2950 мм и длина утолщений 1200мм. Далее заготовку раскатывали до размеров по выемке: внутренний диаметр 2500 мм, внешний диаметр ЗЮО мм; по утолщениям - внутренний диаметр 2500 мм,
внешний диаметр 3680 мм. Затем на оправке диаметром 2500 мм и длиной 2500 мм (все с учетом захвата 90- 100 т) протягивали утолщения до заданных поковочных размеров трубы. I
Формула изобретения
Способ ковки полых поковок большого диаметра, при котором полую заготовку протягивают и раскатывают на размеры поковки, отличающий- с я тем, что, с целью расширения технологических возможностей путем
обеспечения изготовления полых поковок большой длины на универсальных ковочных прессах, заготовку протягивают в полуфабрикат, имеющий концевые утолщения и длину, меньшую длины
поковки, раскаткой полуфабрикату придают поковочные размеры по внутреннему диаметру и наружному диаметру его средней части с сохранением концевых утолщений, а затем поочередно
протягивают концевые утолщения полуфабриката на оправке, длина которой меньше длины поковки, но больше длины концевого утолщения.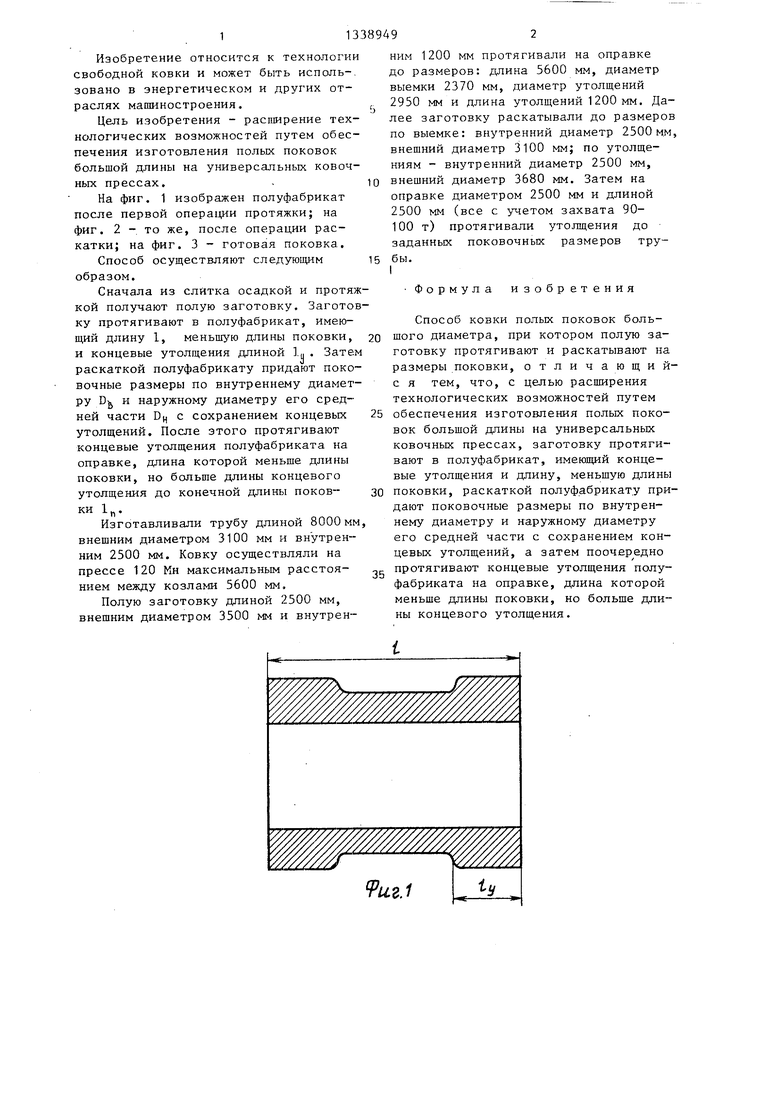
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ПОКОВОК | 2015 |
|
RU2601840C2 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ изготовления цилиндрических поковок | 1985 |
|
SU1234026A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| Способ изготовления полых цилиндрических поковок | 1981 |
|
SU1017421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ изготовления поковок клиновидной формы | 1980 |
|
SU965586A1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕЦ | 2004 |
|
RU2279328C2 |
Изобретение относится к технологии свободной ковки на универсальных ковочных прессах и позволяет обеспечить изготовление полых крупногабаритных поковок, длина которых больше длины стола пресса. Для этого при первой операции протяжки заготовке придается форма цилиндра с концевыми утолщениями. Затем раскаткой заготовка обрабатывается до поковочных размеров по внутреннему диаметру и наружному диаметру средней части. Далее концевые утолщения протягиваются на короткой оправке поочередно. Это позволяет минимизировать длину и массу оправки для протяжки и обеспечить изготовление поковок большой длины. 3 ил. сл с: (ui со 00 со 4: ;0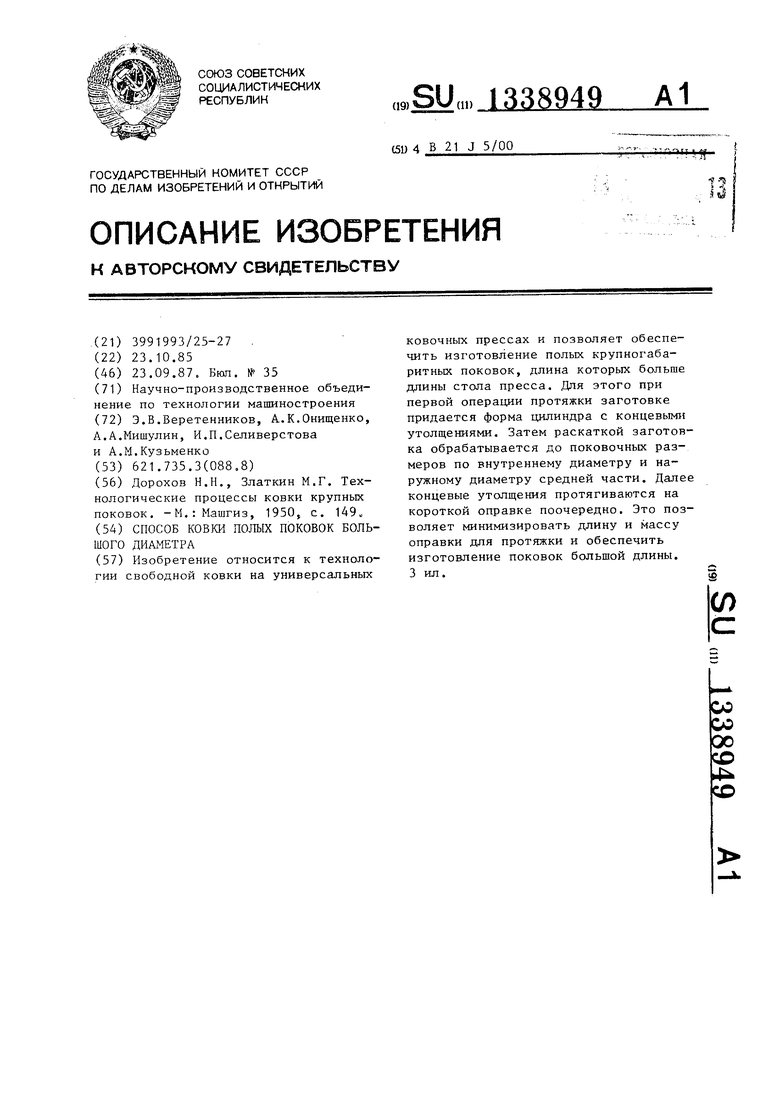
иг.1
iy
fS
Vj Р5
Редактор С. Пекарь
Составитель Н. Антипов
Техред Л.Олийнык Корректор А. Обручар
Заказ 4166/8 Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
9иг.}
| Дорохов Н.Н., Златкин М.Г | |||
| Технологические процессы ковки крупных поковок | |||
| -М.: Машгиз, 1950, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
