1
Изобретение относится к обработке металлов давлением и М05{сет быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых поковок на прессах и молотах свободной ковки .
Известен способ изготовления полы поковок,включающий Операции осадки прошивки слитка/ а также вытяжки и раскатки дрлученной заготовки на оправках до получения цилиндрического полуфабриката l.
Недостатком известного способа является повышение трудоемкости изготовления полых- изделий с расширениями на концах типа конических раструбов, т.е. деталей часто необходимых в специальном машиностроении.
Цель изобретения - снижение трудоемкости при изготовлении полых изделий с расширениями на концах типа конических раструбов.
.Поставленная цель достигается тем что в способе ковки полых поковок, включающем операции.осадки и прошивки слитка, вытяжки и раскатки заготовки на оправках после получения цилиндрического полуфабриката
в результате раскатки заготовки проводят дополнительную раскатку на оправке концов полуфабриката при наклонном его положении относительно оправки до соприкосновения с оправкой участка полуфабриката на нераскатываемом его конце диаметрально противоположного раскатываемому, при этом оправку для дополнительной
0 раскатки выбирают с диаметром, определяемым следующей зависимостью
4- - е
cL
d D cos
S I г.
где d - диаметр оправки;
D -- диаметр отверстия заготовки;
Е - длина цилиндрическо Ч части заготовки;
oL- угол раструба. За счет дополнительной раскатки концов поковки одлинаково увеличивается наружный и Е--- --тренний диаметры, причем по торцу поковки - максимально, в связи с чем .осуществляется отбортовка части молой заготовки.
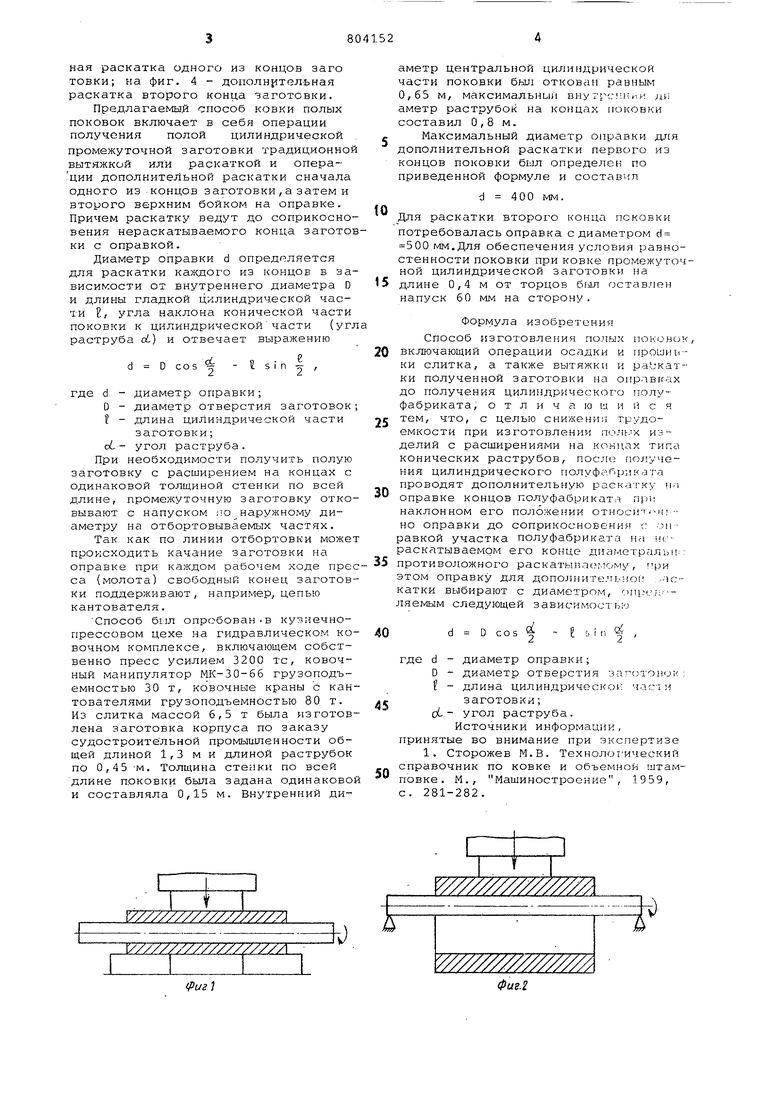
На фиг. 1 показано, получение промежуточной цилиндрической заготовки вытяжкой; на фиг. 2 - получение промежуточной цилиндрической заготовки раскаткой; на фиг. 3 - дополнитель-ная раскатка одного из концов эаго товки; на фиг. 4 - дополн телъная раскатка второго конца заготовки. Предлагаемый способ ковки полых поковок включает в себя операции получения полой цилиндрической промежуточной заготовки традиционной вытяжкой или раскаткой и операции дополнительной раскатки сначала одного из концов заготовки,а затем и второго верхним бойком на оправке. Причем раскатку ведут до соприкосно вения нераскатываемого конца загото ки с оправкой. Диаметр оправки d определяется для раскатки каждого из концов в за висимости от внутреннего диаметра D и длины гладкой цилиндрической части , угла наклона конической части поковки к цилиндрической части (угл раструба oi) и отвечает выражению d D cos где d - диаметр оправки; 0- диаметр отверстия заготовок 1- длина цилиндрической части заготовки; cL - угол раструба . При необходимости получить полую заготовку с расширением на концах с одинаковой толщиной стенки по всей длине, промежуточную заготовку отко вывают с напуском ;то наружному диаметру на отбортовываемых частях. Так как по линии отбортовки може происходить качание заготовки на оправке при каждом рабочем ходе пре са (молота) свободный конец заготов ки поддерживают, например, цепью кантователя. Способ был опробован.в кузиечнопрессовом цехе на гидравлическом ко вочном комплексе, включающем собственно пресс усилием 3200 тс, ковочный манипулятор МК-30-66 грузоподъемностью 30 т, ковочные краны с кан тователями грузоподъемностью 80 т. Из слитка массой 6,5 т была изготов лена заготовка корпуса по заказу судостроительной промышленности общей длиной 1,3 м и длиной раструбок по 0,45 -м. Толщина стенки по всей длине поковки была задана одинаково и составляла 0,15 м. Внутренний диаметр центральной цилиндрической части поковки был откован равным 0,65 м, максимальный вну гр..1;ии ди аметр раструбок на концах поковки составил 0,8 м. Максимальный диаметр оправки для дополнительной раскатки первого из концов поковки был определен по приведенной формуле и составил d 400 мм. Для раскатки второго конца поковки потребовалась оправка с диаметром d 500 мм.Для обеспечения условия равностенности поковки при ковке промежуточной цилиндрической заготовки на длине 0,4 м от торцов бгдл оставлен напуск 60 мм на сторону. Формула изобретения Способ изготовления полых поковок, включающий операции осадки и прошивки слитка, а также вытяжки и раЬкатки полученной заготовки на оправках до получения цилиндрическог-о полуфабриката, о т л и ч а ю ц и 11 с я тем, что, с целью снижении трудоемкости при изготовлении поль.х изделий с расширениями на концах типа конических раструбов, после получения цилиндрического гюлуфг рякгзта проводят дополнительную раскатку ii/i оправке концов полуфабриката при наклонном его положении относи--п - но оправки до соприкосновения с .;ii равкой участка полуфабриката на nt.раскатываемом его конце диаметральи-; противоложного раскатыва(мому , при этом оправку для дoпoJп итeльиo ..scкатки выбирают с диаметром, опь..--.;;..ляемым следующей зависимостью d D cos где d - диаметр оправки; D - диаметр отверстия -jaroTOisoK ; - длина цилиндрическо -: час ; заготовки; oL - угол раструба. Источники информации, принятые во внимание при экспертизе 1. Сторожев М.В. Технологический справочник по ковке и объемной штамповке. М., Мащиностроение, 1959, с. 281-282.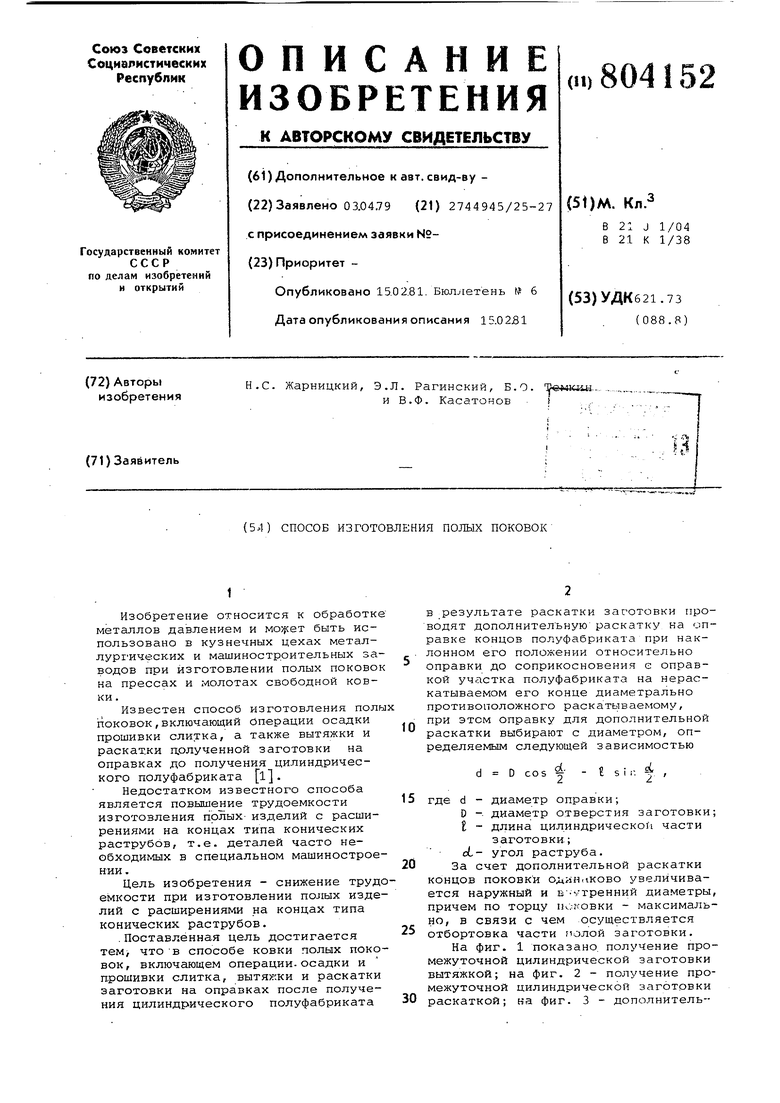
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плоских изделий | 1988 |
|
SU1586837A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1540917A1 |
| Способ ковки полых поковок большого диаметра | 1985 |
|
SU1338949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ изготовления полых цилиндрических поковок | 1981 |
|
SU1017421A1 |
| Способ изготовления кольцевых поковок из полых слитков | 1990 |
|
SU1738465A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ДЛИННОМЕРНЫХ ТРУБ ДИАМЕТРОМ 500 ММ И БОЛЕЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2322315C2 |
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
У7/////////77/7/7//}(
-J
фигЛ
У//////////////7/
v)
;6
:/%%; %
Фиг.1
,а
фиг 5
