Изобретение относится к области сварочной техники, предназначено для получения неразъемных сварных соединений и касается технологии электронно-лучевой сварки в вакууме неферромагнитных материалов.
Известен способ электронно-лучевой сварки, включающий вращение относительно оси пушки и перемещение электронного луча относительно стыка свариваемой детали (см. авт. свидет. СССР №1021087, МПК В23К 15/00, опубл. 15.06.1990 г.).
Недостатком такого технического решения является ограниченная область использования способа сварки.
Также известен способ сварки с соосным расположением электронно-лучевой пушки и дуговой горелки, в котором электронный луч проходит через дуговой разряд. В этом способе для сварки швов криволинейной геометрии предложено изменять растекание тока в детали создаваемым дуговым разрядом и формируемым им постоянным магнитным полем отклонять электронный луч в детали (см. патент РФ №2174067 по классу В23К 15/00).
Однако такое техническое решение имеет низкое качество сварного соединения в корневой части.
Наиболее близким по технической сущности к предлагаемому изобретению является способ электронно-лучевой сварки, включающий отклонение и перемещение относительно оси пушки электронного луча, фокус которого располагают внутри свариваемой детали, а положение фокуса электронного луча по толщине свариваемой детали поддерживают постоянным (см. авт. свидет. СССР №1089863, МПК8 В23К 15/00).
Основным недостатком является низкое качество сварного шва в средней части из-за неравномерного проплавления по глубине.
Технической задачей изобретения является повышение качества сварного соединения путем улучшения формирования корневой части шва и исключения дефектной зоны в средней части шва.
Решение технической задачи достигается тем, что в известном способе электронно-лучевой сварки, заключающемся в формировании, отклонении и перемещении относительно оси пушки электронного луча, фокус которого располагают внутри свариваемой детали, а положение фокуса луча по толщине свариваемой детали поддерживают постоянным, отклонение электронного луча от оси пушки осуществляется подводом переменного электрического тока к нижней части свариваемой детали с двух сторон симметрично стыку, создавая переменное магнитное поле, перемещающееся в направлении сварки со скоростью, равной скорости электронного луча.
Способ электронно-лучевой сварки заключается в том, что переменное магнитное поле, создаваемое в корневой зоне шва переменным электрическим током, вызывает периодические поперечные колебания электронного луча относительно его оси в корневой зоне шва, что способствует улучшению формирования корня шва.
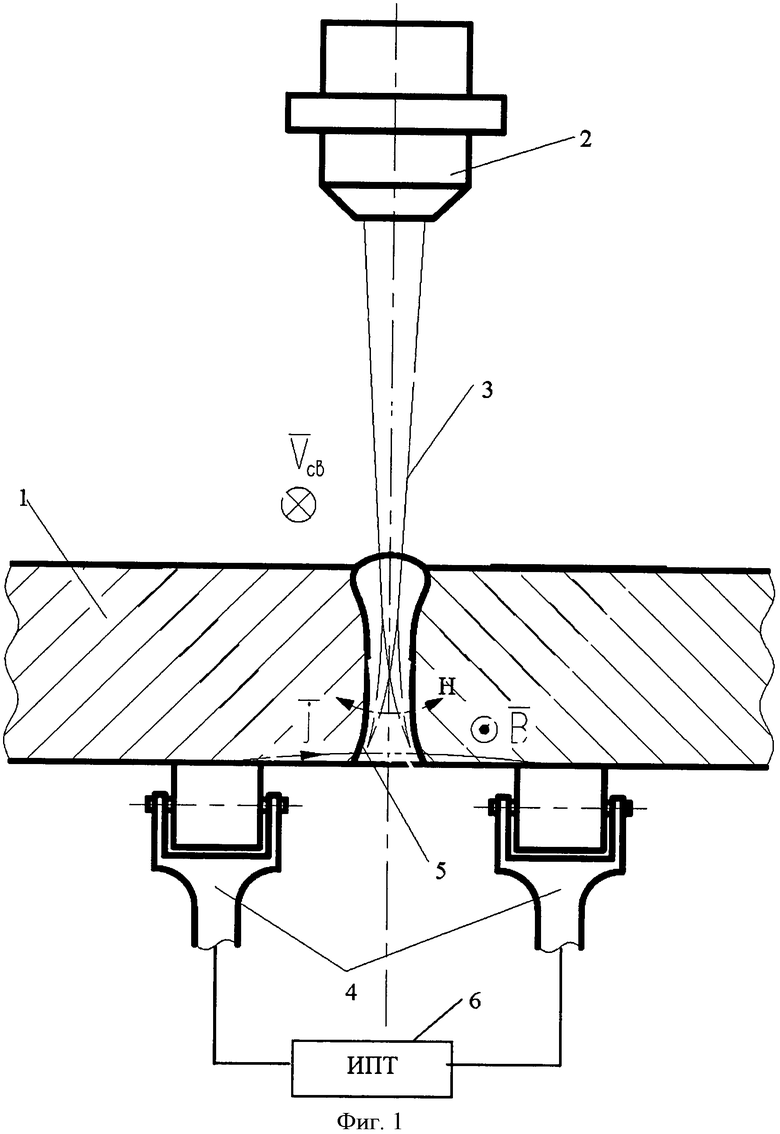
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема реализации способа с видом по направлению сварки, на фиг.2 изображена схема реализации способа с видом вдоль направления сварки.
Схема для реализации способа электронно-лучевой сварки содержит свариваемую деталь 1, установленную над ее верхней поверхностью электронно-лучевую пушку 2, формирующую электронный луч 3, вплотную к нижней части свариваемой детали 1 с двух сторон расположены вращающиеся токоподводы 4, размещенные симметрично свариваемому стыку 5 и подключенные к источнику переменного тока 6.
Схема реализации способа электронно-лучевой сварки работает следующим образом.
Сформированный электронной пушкой 2 электронный луч 3, фокус которого расположен внутри свариваемой детали, при этом положение фокуса электронного луча 3 по толщине свариваемой детали поддерживают постоянным, направляют к свариваемому стыку 5 на верхней поверхности детали 1, к нижней части которой с двух сторон симметрично стыку 5 подводят переменный электрический ток j от источника переменного тока 6, который создает в корневой зоне шва переменное магнитное поле В. Электронный луч 3, генерируемый электронно-лучевой пушкой 2, в корневой зоне шва попадает под действие переменного магнитного поля и начинает совершать периодические поперечные колебания Н относительно оси электронно-лучевой пушки 2. При неравенстве скоростей и несоосности электронного луча 3 и токоподвода 4 электронный луч 3 не будет отклоняться в корневой зоне шва, так как магнитное поле действует локально. Подвод переменного электрического тока от источника 6 осуществляется к токоподводу 4, и перемещение его - в направлении сварки со скоростью Vp, равной скорости сварки Vсв, где Vp является скоростью перемещения токоподводов 4.
Заглубление фокуса электронного луча и поддержание его постоянным обеспечивает более равномерный подвод мощности в зону сварного шва и позволяет увеличить глубину шва.
Величина переменного тока, подводимого через токоподводы 4, экспериментально выбиралась таким образом, чтобы ширина шва в корневой зоне получалась равной ширине шва в верхней части сварного шва. Это позволило обеспечить равномерную ширину и качество шва по всей глубине стыка.
Токоподводы 4 выставлялись таким образом, чтобы расстояние между ними было равно ширине шва в верхней части свариваемой детали. Такое положение токоподводов 4 выбирается для минимизации растекания подводимого переменного тока по высоте шва.
При резком увеличении проходящего через токоподводы 4 переменного электрического тока получим большую плотность тока в месте соприкосновения, что может привести из-за большого отклонения электронного луча от оси электронной пушки к оплавлению поверхности токоподводов 4 и частично свариваемой детали 1 в месте подвода электрического тока.
Токоподводы 4 могут быть выполнены в виде тел вращения, например роликов. Такая форма необходима для обеспечения большей площади соприкосновения между токоподводами 4 и нижней поверхностью свариваемой детали 1.
В результате подвода к корневой части шва переменного электрического тока в корневой части шва свариваемой детали 1 возникает переменное магнитное поле, которое в свою очередь отклоняет электронный луч 3 и расширяет корневую часть шва. Такое перемещение электронного луча 3 в стыке позволяет расширить корневую зону сварного шва и не допустить образование дефектов и непроваров.
При больших габаритах свариваемой детали 1 предлагаемый способ можно осуществить следующим образом: электронный луч и токоподводы остаются неподвижными в зафиксированном положении, а свариваемая деталь перемещается на сварочном столе со скоростью сварки Vсв.
Использование изобретения позволяет повысить качество сварного шва в средней части за счет равномерного проплавления по всей глубине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2570270C2 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448822C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ электронно-лучевой сварки | 1982 |
|
SU1089863A1 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
Изобретение относится к способу электронно-лучевой сварки и предназначено для получения неразъемных сварных соединений. Способ включает формирование электронного луча (3), его отклонение и перемещение относительно оси пушки, расположение фокуса луча внутри свариваемой детали (1) и поддерживание положения фокуса луча (3) по толщине свариваемой детали постоянным. Отклонение и перемещение электронного луча (3) от оси пушки осуществляют переменным магнитным полем. Поле создают подводом переменного электрического тока к нижней части свариваемой детали через токоподводы (4), которые располагают с двух сторон симметрично стыку на расстоянии между ними, равном ширине сварного шва в верхней части свариваемой детали. Магнитное поле перемещают в направлении сварки со скоростью, равной скорости электронного луча. Величину переменного подводимого через токоподводы (4) тока выбирают из условия обеспечения ширины шва в корневой зоне, равной ширине шва в верхней части сварного шва. Способ позволяет повысить качество сварного соединения путем улучшения формирования корневой части шва и исключения дефектной зоны в средней части шва. 2 ил.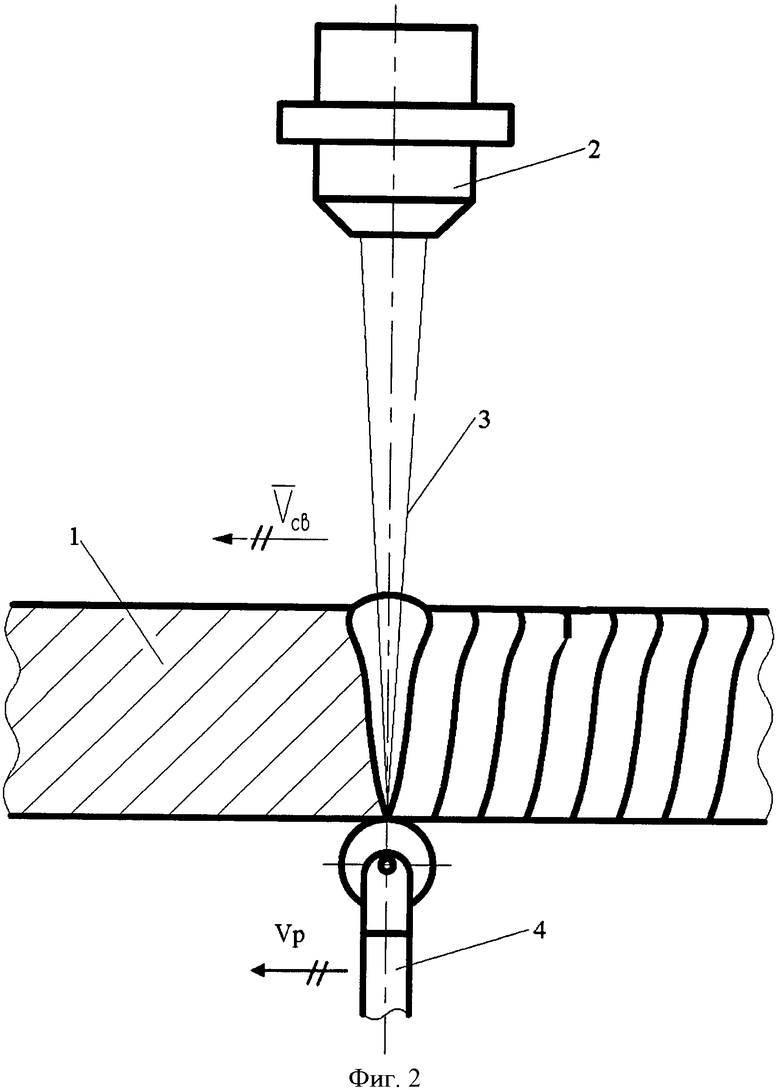
Способ электронно-лучевой сварки, включающий формирование электронного луча, его отклонение и перемещение относительно оси пушки, расположение фокуса луча внутри свариваемой детали и поддерживание положения фокуса луча по толщине свариваемой детали постоянным, отличающийся тем, что отклонение и перемещение электронного луча от оси пушки осуществляют переменным магнитным полем, которое создают подводом переменного электрического тока к нижней части свариваемой детали через токоподводы, которые располагают с двух сторон симметрично стыку на расстоянии между ними, равном ширине сварного шва в верхней части свариваемой детали, при этом магнитное поле перемещают в направлении сварки со скоростью, равной скорости электронного луча, а величину переменного, подводимого через токоподводы, тока выбирают из условия обеспечения ширины сварного шва корневой зоны, равной ширине его верхней части.
| Способ электронно-лучевой сварки | 1982 |
|
SU1089863A1 |
| JP 0004288981 A, 14.10.1992 | |||
| ЭЛЕКТРОХИМИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ДИФФУЗИОННОГО ТИПА | 0 |
|
SU234456A1 |
| JP 0056077083 А, 25.06.1981. | |||

