Изобретение относится к области машиностроения, в частности к способу электронно-лучевой сварки немагнитных металлов и сплавов в вакууме. Может быть использовано в различных отраслях машиностроения при выполнении ответственных сварных соединений.
Прототипом выбран наиболее близкий по технической сущности к предлагаемому изобретению способ электронно-лучевой сварки немагнитных металлов и сплавов, описанный в патенте РФ №2433024, B23K 15/00, B23K 28/02, опубликованный 10.11.2011 г. В этом патенте предложены проплавление стыка электронным лучом, создание переменного магнитного поля внутри свариваемых деталей и формирование заданной геометрии электронного луча и канала проплавления отклонением электронного луча перпендикулярно к плоскости стыка.
Такой же результат достигается способом сварки, описанным в патенте РФ №2433023, B23K 15/00, B23K 28/02, опубликованный 10.11.2011 г., где в отличие от вышеуказанного патента предложено создание магнитного поля, отклоняющего электронный луч поперек к плоскости шва, проведением электрического тока непосредственно через свариваемые детали. Электрический ток подключается к свариваемым деталям с помощью специальных токоподводов.
Еще один способ сварки известен из патента РФ №2346795, B23K 15/00, опубликованный 20.02.2009 г., в котором отклонение канала проплава перпендикулярно плоскости стыка при сварке деталей из разнородных металлов и сплавов компенсируется локальным магнитным полем, создаваемым набором катушек, через которые пропускается электрический ток. Этот способ позволяет проваривать стык свариваемых деталей, имеющий дугообразную форму.
Во всех этих патентах создается локальное магнитное поле, направленное параллельно плоскости стыка свариваемых деталей в сторону движения шва или в противоположную сторону. При этом отклонение канала проплава происходит в направлении, перпендикулярном к плоскости стыка свариваемых деталей.
Технической задачей настоящего изобретения является повышение качества глубокого сварного шва при несквозном проплаве путем улучшения формирования корневой части шва и расширение технологических возможностей электронно-лучевой сварки. Решение этой задачи достигают отклонением в зоне корня шва электронного луча, фокус которого располагают внутри свариваемой детали, а положение фокуса луча по толщине свариваемой детали поддерживают постоянным.
В отличие от прототипа отклонение канала проплава в области корня шва производят в плоскости стыка в направлении движения шва или в противоположную сторону локальным магнитным полем, направленным перпендикулярно плоскости стыка свариваемых деталей.
При глубоком проплавлении электронным лучом конец канала проплава в зоне корня шва конусообразно сходится в точку, образуя острие, где происходят наиболее интенсивное образование паров металла и плавление металла. Эти сильно нестацианарные процессы вызывают колебание глубины провара, которое вызывает образование так называемых спайсов и дефектов шва, вызывающих снижение качества сварного шва.
Способ электронно-лучевой сварки заключается в том, что создаваемое в области корня шва неоднородное локальное магнитное поле, перпендикулярное к плоскости стыка, отклоняет острие в конце канала проплава в плоскости стыка свариваемых деталей в направлении движения шва или в противоположную сторону, отводя от корня шва острие канала проплава, что способствует улучшению формирования корня шва. При этом для получения той же глубины провара, что и при сварке без магнитного поля, увеличивают сварочный ток.
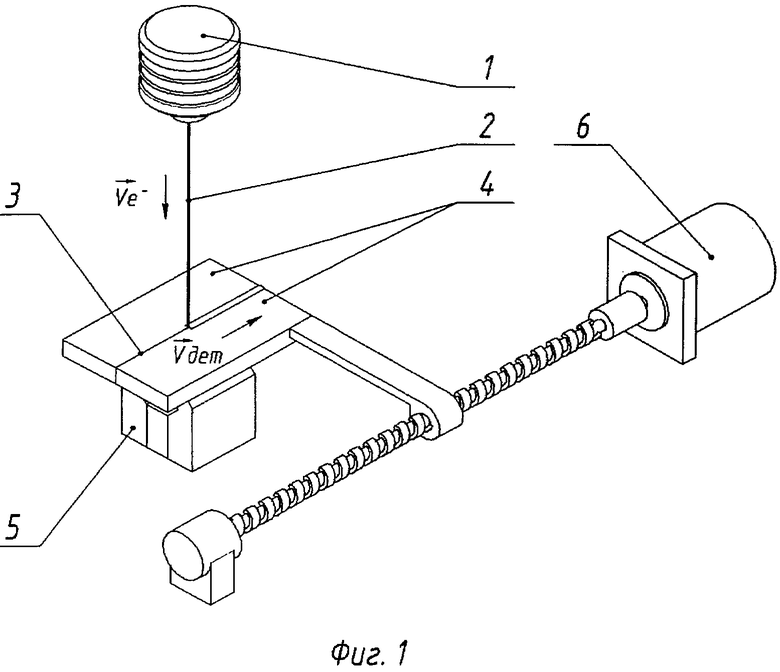
Сущность изобретения показана на фиг.1, фиг.2, фиг.3 и фиг.4.
Электронно-оптическая колонна 1 формирует узко сфокусированный луч электронов 2, который направляется в стык 3 свариваемых деталей 4. В области корня шва магнитом 5 создано неоднородное постоянное локальное магнитное поле B, перпендикулярное стыку 3. Абсолютная величина магнитного поля по мере приближения со стороны входа в стык 3 электронного луча 2 к корню шва возрастает. Свариваемые детали 4 передвигают механизмом перемещения 6.
Как показано на фиг.2 магнит 5 состоит из магнитопроводов 7 и 8, изготовленных из магнитомягкого ферромагнетика и постоянного магнита 9 из магнитотвердого сплава на основе редкоземельных элементов. Магнит 5 может быть заменен электромагнитом, где вместо постоянного магнита ставится соленоид с сердечником из магнитомягкого ферромагнетика. В этом случае можно менять величину локального магнитного поля и его направление.
Как известно, на электрон, движущийся в магнитном поле, действует сила Лоренца, пропорциональная заряду электрона и векторному произведению скорости электронов 


Направление силы Лоренца определяется правилом левой руки - если ладонь левой руки поставить так, чтобы B была направлена в открытую ладонь, а расправленные четыре пальца направить по направлению 
Пример. Образцы из нержавеющей стали 12Х18Н10Т толщиной 10 мм проварены электронно-лучевой сваркой в двух различных режимах. В первом режиме: U=60 кВ, I=70 мА, Vсв=10-2 м/с, где Vсв - скорость сварки, и без постоянного магнитного поля; во втором режиме - те же параметры, но на начальном участке шва сварка идет без постоянного магнитного поля, а на второй половине длины шва создано поперечное стыку постоянное магнитное поле в несколько кило эрстед в зоне корня шва.
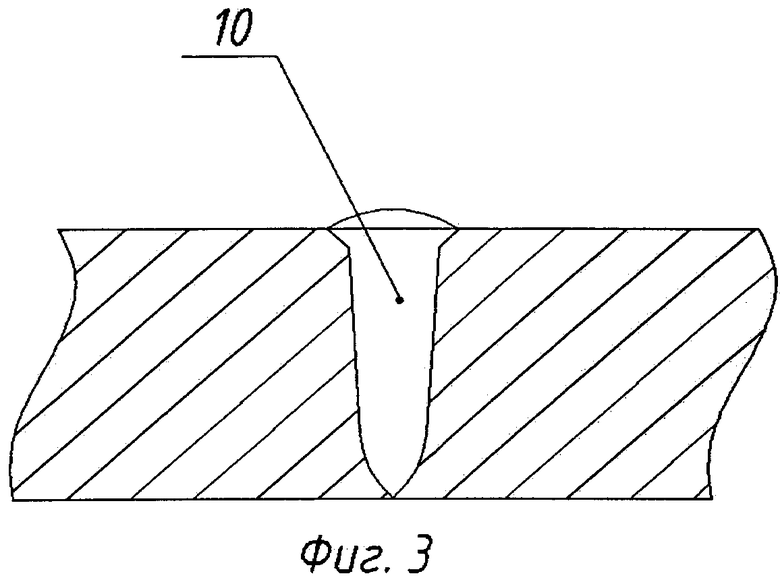
Изготовленные продольные макрошлифы показали, что при сварке без магнитного поля глубина канала провара 10 резко колеблется, образуя зубчатую структуру корня шва, а при сварке с магнитным полем нет резких колебаний глубины (зубчатой структуры). В первом случае средняя глубина провара 8 мм, а во втором случае с увеличением магнитного поля глубина провара уменьшается с 8 мм до 5 мм. Если луч отклонен в сторону хода шва, то шов оканчивается выступающим в сторону отклонения луча острием в глубине 4 мм, если луч отклонен против хода шва, то шов оканчивается закруглением. На шлифах видно, что нужного эффекта можно достичь при меньших величинах магнитного поля, при этом наблюдается увеличение глубины провара с уменьшением величины магнитного поля. Из этого видно, что для достижения той же глубины провара, что и при сварке без магнитного поля, увеличивают сварочный ток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2522670C2 |
| Способ соединения лучевой сваркой стрингеров с обшивкой при изготовлении стрингерных панелей | 2015 |
|
RU2614358C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И СВАРНЫЕ УЗЛЫ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2346795C2 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Способ изготовления индуктора электрической машины | 1988 |
|
SU1573506A1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
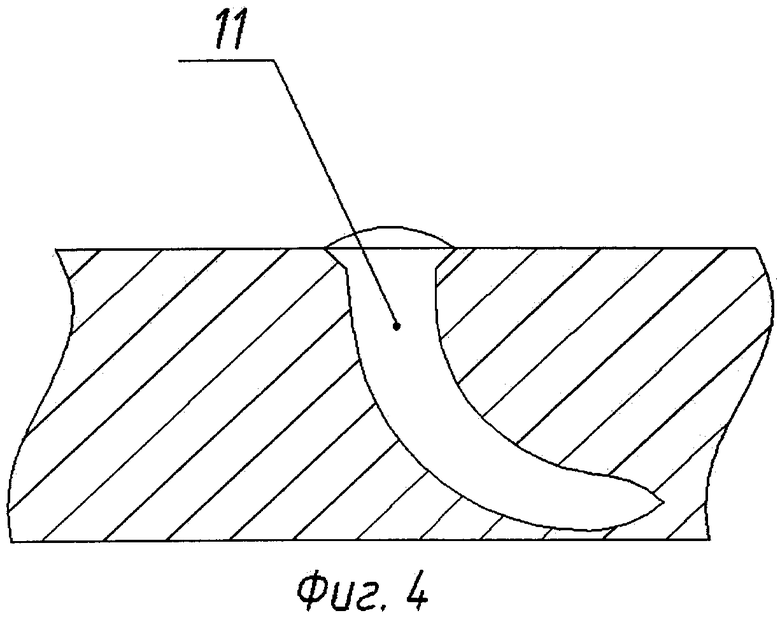
Изобретение относится к области машиностроения, в частности к способу электронно-лучевой сварки немагнитных металлов и сплавов в вакууме. Способ включает несквозное проплавление стыка (3) свариваемых деталей (4) электронным лучом (2) и создание постоянного магнитного поля внутри свариваемых деталей, величина которого максимальна в зоне корня шва. В процессе сварки отклоняют луч (2) и вместе с ним острие канала проплава (11) вдоль стыка в направлении хода шва или в противоположную сторону. Способ улучшает качество сварных соединений немагнитных металлов и сплавов при несквозном проплавлении за счет устранения колебания глубины канала провара и снижения вероятности возникновения дефектов и расширяет технологические возможности. 4 ил., 1 пр. 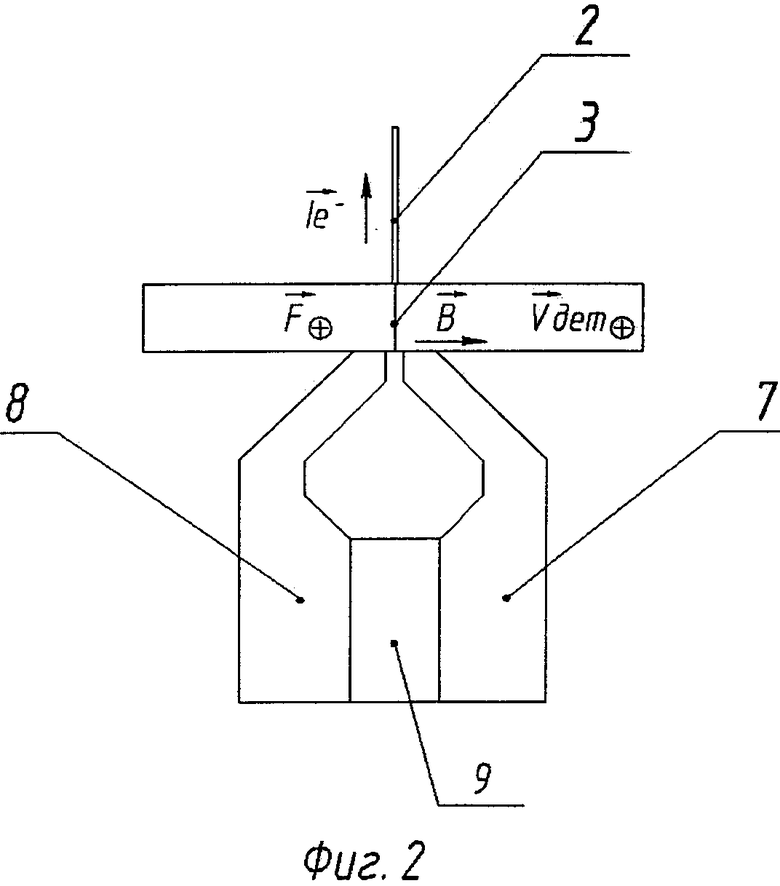
Способ электронно-лучевой сварки немагнитных металлов и сплавов, включающий несквозное проплавление стыка свариваемых деталей электронным лучом, фокус которого располагают внутри свариваемой детали, и создание внутри свариваемых деталей локального постоянного магнитного поля, величину которого увеличивают с приближением к зоне корня шва, отличающийся тем, что острие канала проплава в зоне корня шва отклоняют магнитным полем в плоскости стыка, при этом магнитное поле создают неподвижным относительно электронного луча постоянным магнитом при перемещении свариваемой детали.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ СВАРКИ ЭЛЕКТРОННЫМ ЛУЧОМ | 2010 |
|
RU2448822C1 |
| JPH4288981A,14.10.1992 | |||
| JPH04182077A,29.06.1992. | |||

