Изобретение относится к технологии электронно-лучевой сварки.
Известен способ электронно-лучевой сварки, при котором электронный луч врёщают и перемещают относительно стыка свариваемых деталей.
Недостатком спрсоба является невозможность его использования для ре-. гулйрования формирования корневой
части шва./
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ электроннолучевой сварки, при котором электронный луч отклоняют и перемещают относительно оси пушк.и, а его фокус располагают внутри, свариваемой детали.
Недостатком способа является невысокое качество соединения из-за неудовлетворительного формирования корневой части шва. ;
Целью изобретения является повьппение качества соединения путем улучшения формирования корневой части шва,.. .
i
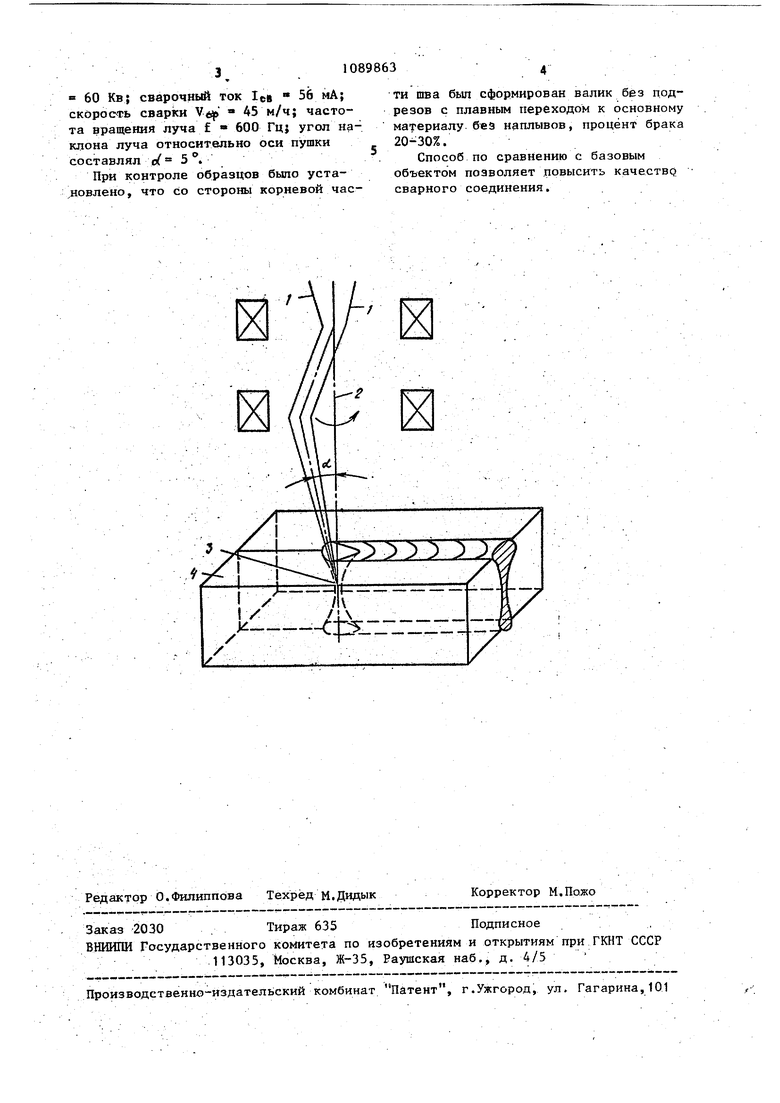
На чертеже изображена схема осуслществления способа.
Электронный луч 1 отклоняют и перемещают относительно оси 2 пушки, а его фокус 3 располагают внутри свариваемрй детали 4. Перемещение луча 1 относительно оси 2 пушки осуществляют путем его-вращения, при этом поло1Ш.Ж жение фокуса 3 лучя 1 по толщине сваориваемой детали 4 поддерживают по00
00 стоянным.
. Такое перемещение луча в свариваемом стыке позволяет обеспечить выход
О) газов, улучшить формирование корнеОЭвой части шва за счет исключения подрезов и наплывов, а следовательно, улучшить качество сварного соединения в целом..
Сварку осуществляли йа установке ЭЛУ-10А, оснащенной энерг етическим блоком БЭП-2. Образцы диаметром 400 мм и толщиной свариваемого стыка , 6 мм изготовлены из титанового сплава ВТ-20. Сварку осуществляли на режимах: ускоряющее напряжение U уск
60 KBJ сварочный ток I ев 56 мА; скорость сварки 45 м/ч; частота вращения луча 600 Гц; угол наклона луча относительно оси пушки составлял of 5.
При контроле образцов бьто устадовлено, что со стороны корневой части шва был сформирован валик без подрезов с плавным переходом к основному материалу, беэ наплывов, процент брака 20-30%.
Способ по сравнению с базовым объектом позволяет .повысить Ka4ecTBQ сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2010 |
|
RU2433023C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| Способ электронно-лучевой сварки горизонтальных швов на вертикальной стенке | 1988 |
|
SU1581518A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2001 |
|
RU2207235C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2570270C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ, при котором электронный луч отклоняют и переметают относительно оси пушки, а lero фокус располагают внутри свариваемой детали, о т л ичающийся тем, что, с .целью повышения качества соединения путем улучшения формирования корневой части шва, перемещение луча относительно оси пушки осуществляют путем его вращения, при этом положение фокуса луча по толщине свариваемой детали поддерживают постоянным.
| Самородкоуловитель для золота и других металлов | 1929 |
|
SU33481A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для измерения уровня металла в кристаллизаторе установки непрерывной разливки металла | 1983 |
|
SU1125096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
