Изобретение относится к деревообрабатывающему оборудованию и предназначено для плоского и профильного фрезерования и продольного распила досок, бруса, щитов.
Известны модульные станки фирмы «Waco», включающие фрезерные нижние модули, общую верхнюю балку, связанную с нижними станинами, направляющими колоннами, верхние и нижние шпиндели, подающие вальцы.
Недостатки: необходимость высокоточной обработки всех станин модулей и верхних частей балок для получения после их сборки достаточно точной единой станины и единой верхней балки с верхними горизонтальными фрезами, подающими вальцами и верхними прижимами, невозможностью изменения компоновки станка и при изменении технологии обработки заготовок.
Наиболее близким по технической сущности является строгально-пильный станок, включающий фрезерные модули: нижней горизонтальной фрезы, верхней горизонтальной фрезы и вертикальных фрез, содержащие колонны, механизмы перемещения колонн, вертикальные и горизонтальные верхние и нижние шпиндели, приводы шпинделей, направляющие кареток вертикальных фрезерных головок, опорные столы, передний стол, регулируемый по высоте, механизм установки переднего стола, прижимные вальцы верхние и нижние, механизмы вращения вальцов, механизмы прижима верхних вальцов, боковые направляющие линейки и механизм установки первой боковой линейки (см. патент РФ №2050263).
Недостатком данной конструкции является отсутствие регулированных столов и отдельных подающих модулей, а следовательно, невозможность обеспечить изменение регулировок исполнительных органов для изготовления широкого диапазона типоразмеров изделий.
Поставленная задача - обеспечить возможность изменения регулировок исполнительных органов для изготовления изделий широкого диапазона типоразмеров.
Указанная задача решается тем, что модульный четырехсторонний станок для обработки древесины включает фрезерные модули: нижней горизонтальной фрезы, верхней горизонтальной фрезы и вертикальных фрез, содержащие колонны, механизмы перемещения колонн, вертикальные и горизонтальные верхние и нижние шпиндели, приводы шпинделей, направляющие кареток вертикальных фрезерных головок, опорные столы, передний стол, регулируемый по высоте, механизм установки переднего стола, прижимные вальцы верхние и нижние, механизмы вращения вальцов, механизмы прижима верхних вальцов, боковые направляющие линейки и механизм установки первой боковой линейки, верхние и боковые прижимные ролики. Станок дополнен подающими модулями, отдельными или совмещенными с фрезерными модулями, выполненными в виде нижней станины и верхнего корпуса и связанными между собой колоннами, в которые встроены прижимной верхний валец и нижний валец. Приводы вращения вальцов встроены вовнутрь их, а нижний валец закреплен посредством оси на переднем регулируемом столе, установленном внутри нижней станины на колоннах. Модуль нижней горизонтальной фрезы выполнен в виде станины со встроенным подвижным столом на колоннах, на котором сверху установлен горизонтальный шпиндель с нижней горизонтальной фрезой. Модуль верхней горизонтальной фрезы выполнен в виде нижней станины и верхнего корпуса, связанных колоннами, при чем в верхнем корпусе встроены с двух сторон относительно верхней горизонтальной фрезы плоские прижимы. Модули вертикальных фрез выполнены в виде отдельных или совмещенных станин с установленными на них в направляющих подвижными столами, в которых встроены вертикальные стаканы с подвижными вертикальными шпинделями, связанными с подвижными столами посредством механизмов регулировки, а на верхних плоскостях которых установлены регулируемые опорные столы. Станок также дополнен регулируемыми опорными столами, закрепленными на верхних частях нижних станин и других модулей.
Кроме того, прижимной верхний валец в подающих модулях закреплен посредством оси на качающейся раме, установленной внутри верхнего корпуса и связанной с ним с одной стороны осью, а с другой стороны - пневмоцилиндром со встроенным в него регулирующим винтом.
Кроме того, приводы вращения нижнего и верхнего горизонтальных и вертикальных шпинделей установлены на балансирах, которые связаны: в модулях вертикальных фрез с подвижными столами, в модуле нижней горизонтальной фрезы - со станиной и подвижным столом, а в модуле верхней горизонтальной фрезы - с верхним корпусом посредством осей и посредством устройств натяжения ременных передач.
А вертикальные шпиндели модуля вертикальных фрез закреплены посредством вращающихся верхних опор с гидравлическим зажимом, установленных на верхней части защитных кожухов вертикальных фрез, которые закреплены на подвижных столах, при этом в подвижные столы в зонах направляющих встроены гидравлические зажимы.
Кроме того, нижние станины модулей выполнены со стыковыми отверстиями и элементами для составления их в различных комбинациях.
А колонны выполнены с винтовыми механизмами перемещения и связаны цепными передачами со своими приводами перемещения.
Кроме того, плоские прижимы горизонтальных фрез связаны с верхним корпусом посредством четырехзвенных рычажных механизмов и пневматических прижимов с регулирующими винтами.
Кроме того, в модулях вертикальных фрез вертикальные стаканы выполнены с гидравлическими зажимами.
Технический результат заключается в том, что предлагаемая совокупность признаков приводит к достижению неочевидного результата при изменении конструкции станка с целью возможности обеспечения широкого диапазона регулировок исполнительных органов для изготовления изделий различных типоразмеров, одновременно упростилась конструкция станка и снизилась трудоемкость его изготовления и эксплуатации, а также повысилась точность изготавливаемых изделий.
На фиг.1 изображен общий вид станка, вид спереди, на фиг.2 - то же, вид сверху, на фиг.3 показан разрез В-В по модулю вертикальной фрезы, на фиг.4 показан вид Б-Б на подающий модуль, вид справа.
Модульный четырехсторонний станок для обработки древесины включает фрезерные модули: нижней горизонтальной фрезы 1, верхней горизонтальной фрезы 2 и вертикальных фрез 3, содержащие колонны 4, механизмы перемещения колонн 5, вертикальные шпиндели 6 и горизонтальные верхние шпиндели 7 и горизонтальные нижние шпиндели 8, приводы шпинделей 9, направляющие подвижных столов вертикальных фрезерных головок 10, опорные столы 11, передний стол 12, регулируемый по высоте, механизм установки 13 переднего стола, верхние прижимные вальцы 14 и нижние подающие вальцы 15, приводы вращения вальцов 16, механизмы прижима верхних вальцов 17, боковые направляющие линейки 18 и механизм установки первой боковой линейки 19.
Станок дополнен подающими модулями 20, отдельными или совмещенными с фрезерными модулями, выполненными в виде нижней станины 21 и верхнего корпуса 22 и связанными между собой колоннами 4. В верхнем корпусе 22 встроены прижимной верхний валец 14, а в нижнюю станину 21 - нижний подающий валец 15, а приводы вращения вальцов 16 встроены вовнутрь их. Нижний подающий валец 15 закреплен посредством оси 23 на переднем регулируемом столе 12, установленном внутри нижней станины 21 на колоннах 4.
Модуль нижней горизонтальной фрезы 1 выполнен в виде станины 24 со встроенным подвижным столом 25 на колоннах 26, на котором сверху установлен горизонтальный шпиндель 27 с нижней горизонтальной фрезой.
Модуль верхней горизонтальной фрезы 2 выполнен в виде нижней станины 28 и верхнего корпуса 29, связанных колоннами 4. В верхнем корпусе 29 встроены с двух сторон относительно верхней горизонтальной фрезы плоские прижимы 30.
Модули вертикальных фрез 3 выполнены в виде отдельных или совмещенных станин 31 с установленными на них в направляющих подвижными столами 32, в которых встроены вертикальные стаканы 33 с подвижными вертикальными шпинделями 6, связанными с подвижными столами посредством механизмов регулировки 34, а на верхних плоскостях которых установлены регулируемые опорные столы 11. Регулируемые опорные столы 11 установлены также на верхних частях нижних станин фрезерных модулей 1 и 2. Прижимной верхний валец 14 в подающих модулях 20 закреплен посредством оси 35 на качающейся раме 36, установленной внутри верхнего корпуса 22 и связанной с ним с одной стороны осью, а с другой стороны - пневмоцилиндром 17 со встроенным в него регулирующим винтом 37.
Приводы вращения 9 нижних и верхних горизонтальных и вертикальных шпинделей установлены на балансирах 38, которые связаны: в модулях вертикальных фрез - с подвижными столами 32, в модуле нижней горизонтальной фрезы - со станиной 24 и подвижным столом 25, а в модуле нижней фрезы - с верхним корпусом 29 посредством осей и посредством устройств натяжения ременных передач 39.
Вертикальные шпиндели 6 модуля вертикальных фрез 3 закреплены посредством вращающихся верхних опор с гидравлическим зажимом 40. Зажимы 40 установлены на верхней части защитных кожухов вертикальных фрез, которые закреплены на подвижных столах 32, при этом в подвижные столы в зонах направляющих встроены гидравлические зажимы 41.
Нижние станины всех модулей выполнены со стыковыми отверстиями 42 и элементами 43 для составления их в различных комбинациях.
Колонны 4 и 26 выполнены с винтовыми механизмами перемещения и связаны цепными передачами 44 со своими приводами перемещения 5. Плоские прижимы горизонтальных фрез 30 связаны с верхним корпусом 29 посредством рычажных механизмов 45 и пневматических прижимов 46 с регулирующими винтами.
В модулях вертикальных фрез 3 вертикальные стаканы 33 выполнены с гидравлическими зажимами.
Станок работает следующим способом.
Шпиндели 6, 7 и 8 модулей 1, 2 и 3, подающие вальцы 14 и 15 модулей 20, передний стол 12, боковые направляющие линейки 18, верхние и боковые прижимные ролики настраивают на определенный типоразмер изделия. Включают приводы шпинделей 9, затем приводы вращения 16 верхних прижимных вальцов 14 и нижних подающих вальцов 15. Заготовка перемещается вальцами вдоль станка и обрабатывается фрезами до необходимых параметров.
Конструкция станка позволяет настроить его под широкий диапазон типоразмеров изделий. Для этого в подающих модулях 20 приводы подающих вальцов 16 встроены внутрь их, что позволяет установить нижний подающий валец 15 на переднем регулируемом столе 12, а верхний прижимной валец 14 встроить в качающую раму 36 внутри верхнего корпуса 22. Регулировка верхнего прижимного вальца 14 относительно нижнего подающего 15 осуществляется перемещением верхней рамы 22 относительно нижней станины 21 посредством винтовых механизмов колонн 4 и привода 5. Кроме того, регулировка верхнего прижимного вальца 14 осуществляется регулирующим винтом 37, встроенным в прижимной пневмоцилиндр 17.
В модуле нижней горизонтальной фрезы 1 подвижный стол 25 позволяет установить фрезы с большим диапазоном типоразмеров. Регулировку стола 25 также осуществляют посредством винтовых механизмов перемещения колонн 26 и привода 5.
В модуле верхней горизонтальной фрезы 2 регулировку положения верхнего корпуса 29 также осуществляют посредством винтовых механизмов перемещения колонн 4 и привода 5. Для использования широкого диапазона типоразмеров фрез плоские прижимы 30 регулируют относительно верхнего горизонтального шпинделя 7 посредством регулировки винтов, встроенных в пневматические прижимы 46 и рычажных механизмов 45.
В модуле вертикальных фрез 3 для использования различных типоразмеров фрезерных головок, вертикальные шпиндели 6 регулируются относительно вертикальных стаканов 33: в осевом направлении и совместно с подвижными столами 32, в горизонтальном направлении - посредством механизмов регулировки 34. После регулировок вертикальные шпиндели 6 и подвижные столы 32 закрепляются гидравлическими зажимами 41, расположенными на направляющих подвижных столов 32, в вертикальных стаканах 33 и во вращающихся верхних опорах 40.
Конструкция фрезерных и подающих модулей позволяет компоновать различные исполнения четырехсторонних станков за счет изменения комбинации модулей и изменения их количества. Для этого нижние станины выполнены со стыковыми отверстиями 42 стыковыми элементами 43. Регулируемые опорные столы 11 позволяют легко отрегулировать плоскость рабочего стола при любом исполнении станка. Данное техническое решение позволяет обеспечить широкий диапазон регулировок исполнительных органов для изготовления изделий различных типоразмеров, позволяет легко комбинировать исполнение станка под различные технологические процессы обработки древесины и при необходимости изменять компоновку станка. Кроме того, значительно упростилась конструкция станка и снизилась трудоемкость его изготовления и эксплуатации. Повысилась точность изготавления изделий на данном станке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЕРЕВООБРАБАТЫВАЮЩЕГО СТАНКА | 2007 |
|
RU2390409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДОМОВ ИЗ БРЕВНА/БРУСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390410C2 |
| ВЕРТИКАЛЬНЫЙ ПРЕСС ДЛЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2355577C2 |
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШТАБЕЛЕЙ И ПАКЕТОВ ПИЛОМАТЕРИАЛОВ | 2008 |
|
RU2372269C1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
Изобретение относится к оборудованию для плоского и профильного фрезерования и продольного распила досок. Станок содержит фрезерные модули: нижней горизонтальной фрезы, верхней горизонтальной фрезы и вертикальных фрез, содержащие колонны, механизмы перемещения колонн, вертикальные и горизонтальные, верхние и нижние шпиндели, приводы шпинделей, направляющие кареток вертикальных фрезерных головок, регулируемые опорные столы, передний стол, регулируемый по высоте, механизм установки переднего стола, прижимные вальцы: верхние и нижние, механизмы вращения вальцов, механизмы прижима верхних вальцов, боковые направляющие линейки и механизм установки первой боковой линейки, верхние и боковые прижимные ролики. Станок дополнен подающими модулями, отдельными или совмещенными с фрезерными модулями, выполненными в виде нижней станины и верхнего корпуса и связанными между собой колоннами, в которые встроены прижимной верхний валец и нижний валец. Приводы вращения вальцов встроены внутрь них, а нижний валец закреплен посредством оси на переднем регулируемом столе, установленном внутри нижней станины на колоннах. Модуль нижней горизонтальной фрезы выполнен в виде станины со встроенным подвижным столом на колоннах, на котором сверху установлен горизонтальный шпиндель с нижней горизонтальной фрезой. Модуль верхней горизонтальной фрезы выполнен в виде нижней станины и верхнего корпуса, связанных колоннами, а в верхнем корпусе встроены с двух сторон относительно верхней горизонтальной фрезы плоские прижимы. Модули вертикальных фрез выполнены в виде отдельных или совмещенных станин с установленными на них в направляющих подвижными столами, в которых встроены вертикальные стаканы с подвижными вертикальными шпинделями, связанными с подвижными столами посредством механизмов регулировки, а на верхних плоскостях которых установлены регулируемые опорные столы, станок снабжен дополнительными регулируемыми опорными столами, закрепленными на верхних частях нижних станин других модулей. Изобретение упрощает изменение настроек станка и расширяет диапазон обрабатываемых на станке типоразмеров древесины. 7 з.п. ф-лы, 4 ил.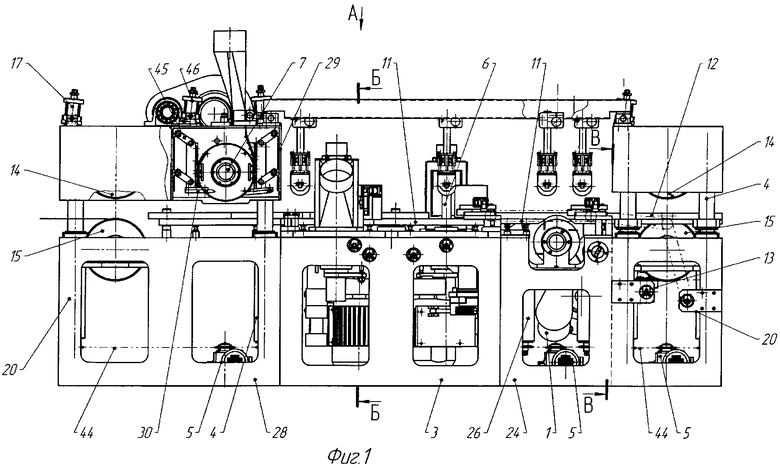
1. Модульный четырехсторонний станок для обработки древесины, включающий фрезерные модули: нижней горизонтальной фрезы, верхней горизонтальной фрезы и вертикальных фрез, содержащие колонны, механизмы перемещения колонн, вертикальные и горизонтальные, верхние и нижние шпиндели, приводы шпинделей, направляющие кареток вертикальных фрезерных головок, регулируемые опорные столы, передний стол, регулируемый по высоте, механизм установки переднего стола, прижимные вальцы: верхние и нижние, механизмы вращения вальцов, механизмы прижима верхних вальцов, боковые направляющие линейки и механизм установки первой боковой линейки, верхние и боковые прижимные ролики, отличающийся тем, что он дополнен подающими модулями, отдельными или совмещенными с фрезерными модулями, выполненными в виде нижней станины и верхнего корпуса и связанными между собой колоннами, в которые встроены прижимной верхний валец и нижний валец, приводы вращения вальцов встроены внутрь них, а нижний валец закреплен посредством оси на переднем регулируемом столе, установленном внутри нижней станины на колоннах, при этом модуль нижней горизонтальной фрезы выполнен в виде станины со встроенным подвижным столом на колоннах, на котором сверху установлен горизонтальный шпиндель с нижней горизонтальной фрезой, кроме того, модуль верхней горизонтальной фрезы выполнен в виде нижней станины и верхнего корпуса, связанных колоннами, а в верхнем корпусе встроены с двух сторон относительно верхней горизонтальной фрезы плоские прижимы, причем модули вертикальных фрез выполнены в виде отдельных или совмещенных станин с установленными на них в направляющих подвижными столами, в которых встроены вертикальные стаканы с подвижными вертикальными шпинделями, связанными с подвижными столами посредством механизмов регулировки, а на верхних плоскостях которых установлены регулируемые опорные столы, кроме того, станок снабжен дополнительными регулируемыми опорными столами, закрепленными на верхних частях нижних станин других модулей.
2. Станок по п.1, отличающийся тем, что прижимной верхний валец в подающих модулях закреплен посредством оси на качающейся раме, установленной внутри верхнего корпуса и связанной с ним с одной стороны осью, а с другой стороны - пневмоцилиндром со встроенным в него регулирующим винтом.
3. Станок по п.1, отличающийся тем, что приводы вращения нижнего и верхнего, вертикальных и горизонтальных шпинделей установлены на балансирах, которые связаны: в модулях вертикальных фрез с подвижными столами, в модуле нижней горизонтальной фрезы - со станиной и подвижным столом, а в модуле верхней горизонтальной фрезы - с верхним корпусом посредством осей и посредством устройств натяжения ременных передач.
4. Станок по п.1, отличающийся тем, что вертикальные шпиндели модуля вертикальных фрез закреплены посредством вращающихся верхних опор с гидравлическим зажимом, установленных на верхней части защитных кожухов вертикальных фрез, которые закреплены на подвижных столах, при этом в подвижные столы в зонах направляющих встроены гидравлические зажимы.
5. Станок по п.1, отличающийся тем, что нижние станины модулей выполнены со стыковыми отверстиями и элементами для составления их в различных комбинациях.
6. Станок по п.1, отличающийся тем, что колонны выполнены с винтовыми механизмами перемещения и связаны цепными передачами со своими приводами перемещения.
7. Станок по п.1, отличающийся тем, что плоские прижимы горизонтальных фрез связаны с верхним корпусом посредством четырехзвенных рычажных механизмов и пневматических прижимов с регулирующими винтами.
8. Станок по п.1, отличающийся тем, что в модулях вертикальных фрез вертикальные стаканы выполнены с гидравлическими зажимами.
| СТРОГАЛЬНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050263C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ ЧЕТЫРЕХСТОРОННИЙ ФРЕЗЕРНО-СТРОГАЛЬНЫЙ СТАНОК | 1991 |
|
RU2019402C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2048287C1 |
| Фрезерный станок для изготовления обработанных с четырех сторон деталей из древесины | 1991 |
|
SU1760976A3 |
| US 4239069 А, 16.12.1980 | |||
| US 1825041 A, 29.09.1931. | |||

