Изобретение относится к производству паровых турбин, в частности к способам создания противоэрозионной защиты входных кромок турбинных лопаток от воздействия рабочего тела, движущегося в проточной части турбины, с помощью создания защитного слоя из износостойких материалов. Изобретение может быть использовано в энергомашиностроении и двигателестроении.
Известен способ создания противоэрозионной защиты входных кромок рабочих лопаток паровых турбин от ударного воздействия капельной жидкой фазы рабочего тела, движущегося во влажнопаровой проточной части турбины, путем нанесения слоя (нескольких слоев) износостойких материалов различными видами напыления, насыщения или осаждения [1]. Недостатком данного способа является относительно малая толщина защитного слоя поверхности лопатки, что не позволяет обеспечить ее защиту в течение заданного срока эксплуатации турбины и исключить изменение первоначальной аэродинамически гладкой формы лопаточного профиля.
Также известен способ создания противоэрозионной защиты входных кромок рабочих лопаток паровых турбин от ударного воздействия капельной жидкой фазы рабочего тела, движущегося во влажнопаровой проточной части турбины, путем закрепления (напайки или наплавки) предварительно изготовленных пластин из износостойких материалов [2]. Недостатками данного способа являются значительная неравномерность эрозионного изнашивания и размеров зоны износа среди совокупности лопаток одной турбинной ступени и, как следствие, ухудшение вибрационных характеристик ступени из-за прогрессирующего с течением времени дисбаланса.
Наиболее близким по своей технической сущности к предлагаемому изобретению и принятому за его прототип является способ создания противоэрозионной защиты рабочих лопаток паровых турбин от ударного воздействия капельной жидкой фазы рабочего тела с помощью закрепления на входной кромке защищаемой лопатки по длине ее периферийной части, примыкающей к вершине лопатки, защитной полосы из отдельных, последовательно установленных вдоль кромки торцами вплотную друг к другу стеллитовых пластин определенного размера, вырезанных из исходной цельной профилированной стеллитовой отливки [3]. Существенными недостатками рассмотренного прототипа являются отсутствие учета варьируемой в широких пределах различной эрозионной стойкости отдельных стеллитовых пластин, вырезанных из различных участков цельной отливки, а также несоответствие индивидуальной стойкости пластины уровню ударного воздействия жидкой фазы рабочего тела на входную кромку лопатки в месте установки пластины и, как следствие, снижение в целом долговечности противоэрозионной защиты турбинной лопатки и увеличение размеров зоны эрозионного разрушения защитной полосы вдоль входной кромки лопатки в ее периферийной части, примыкающей к вершине.
Целью изобретения является повышение долговечности противоэрозионной защиты входной кромки рабочей лопатки паровой турбины от ударного воздействия жидкой фазы рабочего тела и минимизация размеров зоны эрозионного разрушения поверхности лопатки в процессе ее эксплуатации.
Для достижения указанной цели предложен способ создания защиты лопаток паровых турбин, заключающийся в том, что на входной кромке защищаемой лопатки по длине ее периферийной части закрепляют полосу из отдельных, последовательно установленных торцами вплотную друг к другу профилированных стеллитовых пластин, вырезанных из цельной профилированной стеллитовой отливки, отличающийся тем, что цельную стеллитовую отливку предварительно подразделяют по длине на две или более частей, а пластины, вырезанные из общей для них части отливки, устанавливают последовательно от вершины лопатки, начиная с пластин из ближайшей к периферии литейной формы части отливки, причем торец пластины, ближайший к периферии литейной формы, располагают со стороны вершины лопатки.
Предлагаемый способ позволяет повысить долговечность противоэрозионной защиты входной кромки рабочей лопатки паровой турбины от ударного воздействия жидкой фазы рабочего тела, повысить однородность эрозионного износа и минимизировать размеры зоны эрозионного разрушения поверхности лопатки в ее периферийной части, примыкающей к вершине, в процессе эксплуатации паровой турбины.
У стеллитовых пластин в результате экспериментальных исследований обнаружено статистически значимое различие в средних значениях твердости как между отдельными пластинами, так и между противоположными краями одной пластины. Отмеченное неравенство средних значений твердости в пределах различных зон одной пластины и между пластинами объясняется увеличением твердости по длине цельной стеллитовой отливки, из которой производится нарезка пластин, в направлении от стояка к периферии литейной формы. Перепад твердости обуславливает различие в индивидуальной эрозионной стойкости между отдельными пластинами в 4,0…4,6 раза, а между противоположными краями одной пластины - в 1,1…1,3 раза.
Экспериментальные исследования также свидетельствуют о наличии устойчивой прямо пропорциональной зависимости между величиной поверхностной твердости материала и его эрозионной стойкостью. Поэтому стеллитовые пластины, вырезанные из периферийной части стеллитовой отливки, обладают более высокой поверхностной твердостью и, следовательно, эрозионной стойкостью и должны располагаться ближе к вершине лопатки, где наблюдается ее более интенсивное эрозионное разрушение вследствие более высокого уровня ударного воздействия со стороны капельной жидкой фазы рабочего тела. Чем дальше место вырезки пластины располагается от периферийной части стеллитовой отливки, тем ниже ее поверхностная твердость и тем дальше от вершины лопатки должна располагаться пластина. При соблюдении этих условий участки вдоль входной кромки лопатки с более высоким уровнем эрозионного воздействия рабочего тела будут защищены стеллитовыми пластинами с большей эрозионной стойкостью, а изменение эрозионной стойкости защиты по высоте лопатки будет соответствовать изменению уровня каплеударной нагрузки. Это приведет к повышению однородности эрозионного износа и минимизации размеров зоны эрозионного разрушения поверхности лопатки в процессе эксплуатации паровой турбины, что обусловит повышение долговечности противоэрозионной защиты и срока службы лопатки.
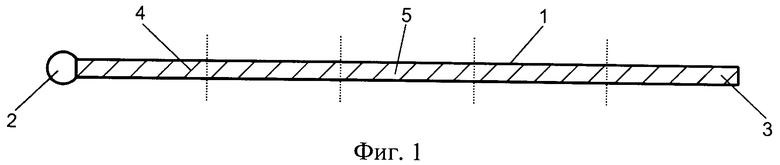
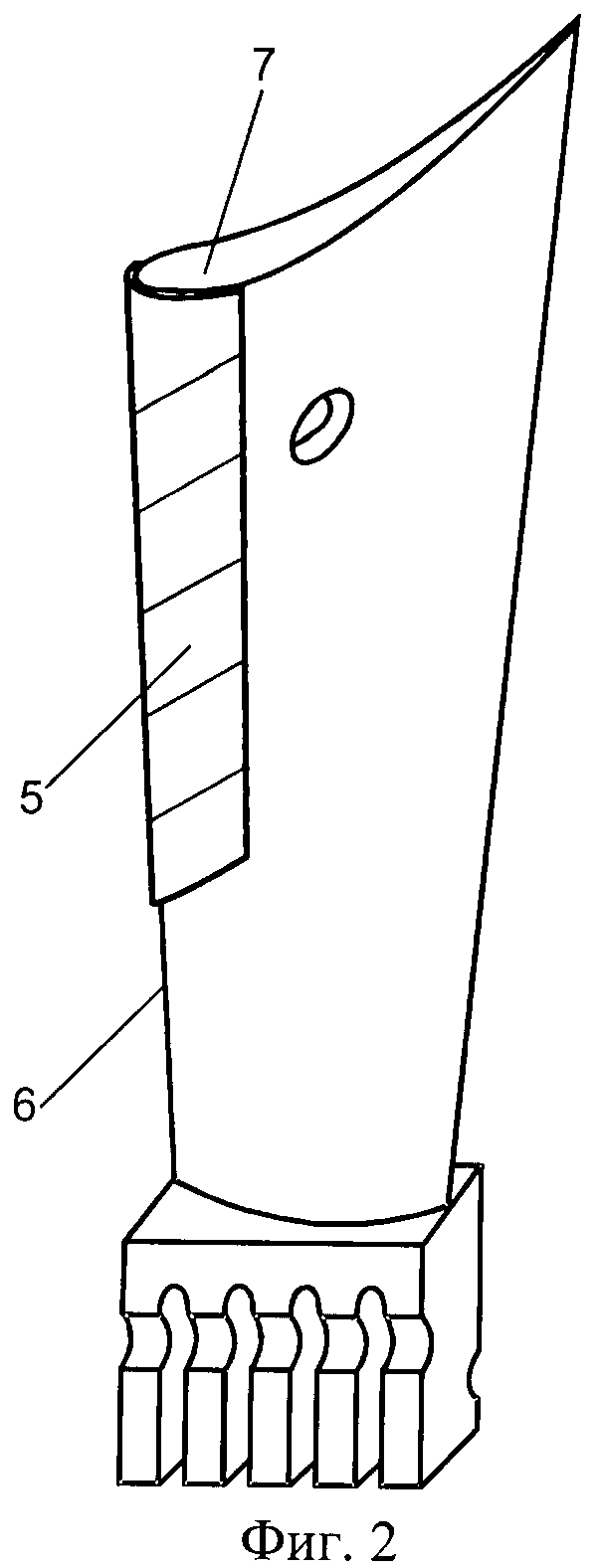
Изобретение поясняется более подробно с помощью чертежей. Все не требующиеся для непосредственного понимания изобретения элементы исключены. На фиг.1 показана исходная стеллитовая отливка; на фиг.2 - лопатка паровой турбины с установленными защитными пластинами, вырезанными из стеллитовой отливки.
Суть предлагаемого способа заключается в следующем.
Измеряют поверхностную твердость стеллитовой отливки 1. Определяют стороны отливки с наименьшей (HBi min) и наибольшей (HBi max) твердостью. При этом сторона отливки с наименьшей твердостью всегда расположена ближе к стояку 2 литейной формы, а сторона с наибольшей твердостью - в периферийной части отливки 3 (ближайшей к периферии литейной формы).
Отливку условно подразделяют по длине на две или более частей (фиг.1), а затем по линиям отреза 4 нарезают на отдельные стеллитовые пластины. Вырезанные из отливки стеллитовые пластины 5 делят на две или более категорий по эрозионной стойкости (число категорий должно соответствовать числу выделенных частей отливки). К одинаковой категории относят пластины, нарезанные из одной и той же части стеллитовой отливки. При этом категория пластины зависит от расположения соответствующей части отливки по длине стеллитовой отливки. Поверхностная твердость пластин i-й категории эрозионной стойкости находится в интервале НВi min<НВi≤НВi max и HBi-1<НВi≤HBi+1. Чем выше поверхностная твердость i-й части отливки НВi, тем выше эрозионная стойкость пластин, вырезанных из этой части.
Набор пластин по длине входной кромки 6 лопатки (фиг.2) выполняют в соответствии с категорией эрозионной стойкости: чем дальше место вырезки пластины от периферийной части стеллитовой отливки, тем стойкость ниже и тем дальше от вершины 7 лопатки напаивают пластину. При этом ближайший к периферийной части отливки торец пластины ориентируют в направлении вершины лопатки.
Технико-экономический эффект от применения предложенного способа защиты лопаток паровых турбин достигается за счет повышения долговечности противоэрозионной защиты, срока службы лопаток и надежности паровой турбины в целом. Вследствие повышения долговечности противоэрозионной защиты входной кромки рабочей лопатки паровой турбины от ударного воздействия жидкой фазы рабочего тела, повышения однородности эрозионного износа и минимизации размеров зоны эрозионного разрушения поверхности лопатки в процессе ее эксплуатации снижаются затраты, связанные с вынужденным простоем турбины и ремонтом лопаточного аппарата турбины, а также сокращается потребность в изготовлении запасных лопаток. При этом следует ожидать уменьшение в 2,2 и 7,3 раза соответственно величин падения мощности и снижения коэффициента полезного действия турбинных ступеней с течением времени эксплуатации из-за эрозионного разрушения поверхности рабочих лопаток.
Использованная литература
1. Фаддеев, И.П. Эрозия влажнопаровых турбин / И.П. Фаддеев. - Л.: Машиностроение, 1974.
2. Кириллов, И.И. Паровые турбины и паротурбинные установки / И.И. Кириллов, В.А. Иванов, А.И. Кириллов. - Л.: Машиностроение, 1978.
3. Напайка стеллитовых пластин на рабочие лопатки паровых турбин. Технологический процесс N 577790.503.80, 00051, ПО "ЛЗТЛ" им. 50-летия СССР, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧЕНИЯ ПОВЕРХНОСТИ ВЕРХНЕЙ ЧАСТИ ПЕРА ТУРБИННОЙ ЛОПАТКИ | 2003 |
|
RU2241123C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ВЕРХНЕЙ ЧАСТИ ПЕРА ТУРБИННОЙ ЛОПАТКИ | 2005 |
|
RU2297538C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ПАРОВЫХ ТУРБИН ОТ ПАРОКАПЕЛЬНОЙ ЭРОЗИИ | 2013 |
|
RU2545878C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2115763C1 |
| Лопатка влажнопаровой ступени турбины | 1988 |
|
SU1507991A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ВХОДНЫХ КРОМОК ТУРБИННЫХ ЛОПАТОК | 1990 |
|
RU2030599C1 |
| Рабочая лопатка влажнопаровой турбины | 1985 |
|
SU1219830A1 |
| АМОРФНЫЙ СПЛАВ НА ОСНОВЕ КОБАЛЬТА | 2014 |
|
RU2631563C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2003 |
|
RU2251476C1 |
Изобретение относится к производству паровых турбин, в частности к способам создания противоэрозионной защиты входных кромок турбинных лопаток. Способ создания защиты лопаток паровых турбин заключается в закреплении на входной кромке лопатки, по длине ее периферийной части, полосы из отдельных, последовательно установленных торцами вплотную друг к другу профилированных стеллитовых пластин, вырезанных из цельной профилированной стеллитовой отливки. Цельную стеллитовую отливку предварительно подразделяют по длине на две или более частей. Пластины, вырезанные из общей для них части отливки, устанавливают последовательно от вершины лопатки, начиная с пластин из ближайшей к периферии литейной формы части отливки. Торец пластины, ближайший к периферии литейной формы, располагают со стороны вершины лопатки. Изобретение позволяет повысить надежность паровой турбины за счет повышения долговечности противоэрозионной защиты. 2 ил.
Способ создания защиты лопаток паровых турбин, заключающийся в том, что на входной кромке защищаемой лопатки по длине ее периферийной части закрепляют полосу из отдельных, последовательно установленных торцами вплотную друг к другу профилированных стеллитовых пластин, вырезанных из цельной профилированной стеллитовой отливки, отличающийся тем, что цельную стеллитовую отливку предварительно подразделяют по длине на две или более части, а пластины, вырезанные из общей для них части отливки, устанавливают последовательно от вершины лопатки, начиная с пластин из ближайшей к периферии литейной формы части отливки, причем торец пластины, ближайший к периферии литейной формы, располагают со стороны вершины лопатки.
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ВЕРХНЕЙ ЧАСТИ ПЕРА ТУРБИННОЙ ЛОПАТКИ | 2005 |
|
RU2297538C2 |
| Рабочая лопатка влажно-паровой турбины | 1987 |
|
SU1483049A1 |
| Рабочая лопатка влажно-паровой турбины | 1985 |
|
SU1278469A1 |
| US 5785498 A, 28.07.1998 | |||
| КОМПОЗИЦИОННАЯ ЛОПАТКА ТУРБОМАШИНЫ | 1984 |
|
RU1313055C |
| Лопатка турбомашины | 1979 |
|
SU823604A1 |

