Изобретение относится к области машиностроения и может быть использовано для получения пакета крупногабаритных эквидистантных оболочек оживальной формы из разнородных материалов при изготовлении сопел камер жидкостных ракетных двигателей (далее ЖРД).
Получение пакета эквидистантных оболочек из разнородных материалов с минимальным зазором под пайку представляет особую сложность при изготовлении сопел камер ЖРД. Задача усложняется с ростом габаритов оболочек и использованием высокопрочных труднодеформируемых материалов.
Сопла двигателей ЖРД нового поколения имеют оптимальные массовые характеристики за счет изготовления наружной оболочки из высокопрочной, труднодеформируемой стали, например 06Х15Н6МВФБ-Ш (ВНС16). В связи с низкой технологичностью стали ВНС16 возникает ряд трудностей при изготовлении пакета оболочек и сборке под пайку: сложность обеспечения эквидистантности профиля оболочек, необходимость изготовления уникальной дорогостоящей оснастки.
При пайке пакета крупногабаритных оболочек оживальной формы качество пайки зависит от зазора между ними. Чем меньше зазор, тем качество паяного соединения выше. Технически обеспечить зазор не более 0,3-0,4 мм при габаритах оболочек 1500-2000 мм очень сложно. Для доводки контура пакета оболочек до заданного используют операцию термофиксации. Термофиксация - технология трудоемкая и энергоемкая, так как нагревается не только сам пакет оболочек, но и оснастка весом несколько тысяч килограммов.
Известен способ получения пакета эквидистантных крупногабаритных оболочек оживальной формы из разнородных материалов, при котором после предварительного формообразования оболочек для повышения точности профиля деталей применяют калибровку на оправках или в калибровочных штампах (И.И. Горев. «Основы производства жидкостных ракетных двигателей», Москва, Машиностроение, 1969, стр.27). При изготовлении внешней оболочки из стали ВНС16, а внутренней из стали 12Х18Н10Т-Ш для калибровки термофиксацией изготавливают дорогостоящую матрицу и пуансон из нержавеющей стали (согласно ОСТ 92-1363-83). После указанной операции термофиксации на поверхности оболочек образуется окалина, недопустимая при пайке, в связи с этим необходима пескоструйная обработка для очистки от окалины. Но после пескоструйной обработки возникают напряжения, профиль оболочек вновь искажается, а металл нагартовывается, что в конечном счете требует ручных медницких работ по доводке профиля на специальных оправках.
Недостатками такого способа являются высокая металлоемкость, трудоемкость, энергоемкость, а главное, он не решает проблему получения эквидистантности профилей внутренней и наружной оболочек без трудоемкой, зависящей от исполнителя медницкой операции - ручной выколотки на оправах.
Техническим результатом изобретения является снижение металлоемкости, трудоемкости, энергоемкости и формообразование пакета эквидистантных оболочек с зазором, оптимальным под калибровку взрывом.
Данный технический результат достигается за счет того, что при формообразовании пакета эквидистантных крупногабаритных оболочек оживальной формы из разнородных материалов на пакет оболочек, находящийся в горячем состоянии после отжига, перед калибровкой взрывом монтируют два кольца из стали и в таком состоянии пакет находится до полного остывания. Способ осуществляется следующим образом.
Предварительно секции наружных оболочек из высокопрочной стали 06Х15Н6МВФБ-Ш (ВНС16) формообразуют в штампах с подогревом заготовки. Штампованные секции сваривают кольцевым швом, образуя наружную оболочку 1 сопла. Внутреннюю оболочку 2 из стали 12Х18Н10Т-Ш формообразуют методом ротационного выдавливания. После штамповки и ротационного выдавливания профили оболочек имеют отклонения от теоретического, и зазоры между внутренней и наружной оболочками достигают нескольких миллиметров (более 2 мм), что не позволяет эффективно использовать калибровку взрывом. Кроме того, после штамповки и охлаждения на воздухе материал наружной оболочки остается нагартованным, упрочненным, что исключает его хорошую деформацию при калибровке взрывом. Пакет оболочек подвергают термической обработке на специальном приспособлении 3. Так как внутренняя и наружная оболочки изготовлены из разнородных материалов и коэффициент линейного расширения внутренней оболочки в 1,5 раза больше коэффициентa линейного расширения наружной оболочки, то оболочки при нагреве ведут себя по разному. Для того чтобы совместить термообработку с уменьшением зазора в пакете, на пакет оболочек из разнородных материалов, находящийся в горячем состоянии после отжига, непосредственно после извлечения пакета оболочек из печи монтируют два кольца из стали 4 и в таком состоянии пакет находится до полного остывания (см. чертеж)
При остывании пакета оболочек под действием массы колец наружная оболочка перемещается вниз и более плотно облегает внутреннюю оболочку, что особо эффективно для оболочек, имеющих малый угол раскрытия (менее 15°) у среза.
В результате средний зазор между оболочками после остывания не превышает 1-2 мм, что обеспечивает последующую эффективную калибровку взрывом и позволяет после калибровки взрывом достичь образования необходимого зазора под пайку не более 0,3-0,4 мм.
Предложенный способ позволяет получить пакет эквидистантных крупногабаритных оболочек оживальной формы из разнородных материалов, минуя дорогостоящий и энергоемкий процесс термофиксации в штампах из нержавеющей стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА БЕСШОВНЫХ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ КОНУСНЫХ ЗАГОТОВОК | 2010 |
|
RU2466816C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2010 |
|
RU2466815C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА КРУПНОГАБАРИТНЫХ ЭКВИДИСТАНТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ | 2014 |
|
RU2585587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД), СОДЕРЖАЩЕГО НАРУЖНУЮ И ВНУТРЕННЮЮ ОБОЛОЧКИ | 2010 |
|
RU2454305C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА КАМЕРЫ СГОРАНИЯ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ (ЖРД) | 2011 |
|
RU2465483C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КРУПНОГАБАРИТНЫХ НЕЖЕСТКИХ ОЖИВАЛЬНЫХ ОБОЛОЧЕК СОПЕЛ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ (ЖРД) | 2012 |
|
RU2518214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОПЛА ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ ОЖИВАЛЬНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2536653C1 |
| СЕКЦИОННАЯ КРУПНОГАБАРИТНАЯ МАТРИЦА ДЛЯ КАЛИБРОВКИ ВЗРЫВОМ | 2011 |
|
RU2481170C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ КРУПНОГАБАРИТНОГО СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2323363C1 |
| Способ пайки теплообменника | 2018 |
|
RU2694410C1 |
Изобретение относится к области машиностроения и может быть использовано для получения пакета крупногабаритных эквидистантных оболочек при изготовлении сопел камер жидкостных ракетных двигателей. Способ включает предварительное формообразование пакета оболочек, отжиг и калибровку взрывом. На пакет оболочек, находящийся после отжига в горячем состоянии, перед калибровкой взрывом монтируют два стальных кольца. В таком состоянии оставляют пакет оболочек до полного остывания. В результате обеспечивается получение оптимального зазора и снижение энергоемкости процесса. 1 ил.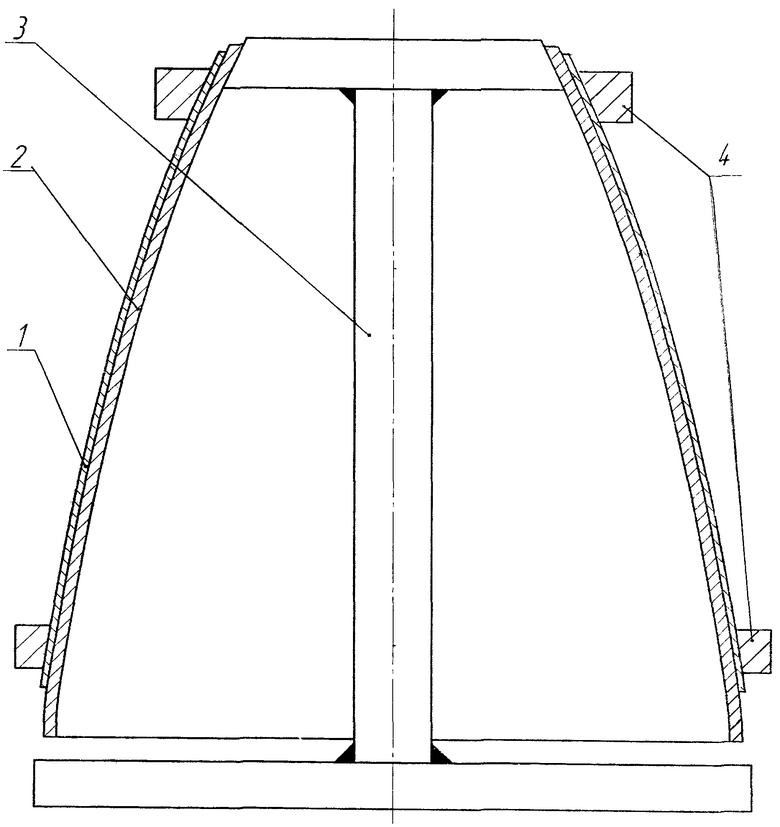
Способ формообразования пакета эквидистантных крупногабаритных оболочек оживальной формы из разнородных материалов, включающий предварительное формообразование пакета оболочек, отжиг и калибровку взрывом, отличающийся тем, что на пакет оболочек, находящийся после отжига в горячем состоянии, перед калибровкой взрывом монтируют два стальных кольца и в таком состоянии оставляют до полного остывания пакета.
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ДЕТАЛЕЙ ОЖИВАЛЬНОЙ ФОРМЫ | 2006 |
|
RU2317171C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ОЖИВАЛЬНОЙ ФОРМЫ | 2002 |
|
RU2240888C2 |
| US 5762196 A, 09.06.1998 | |||
| КЕРАМИЧЕСКИЙ ПИГМЕНТ | 2006 |
|
RU2350573C2 |

