Предлагаемое изобретение относится к сварочному производству, а именно к устройствам стыковой контактной сварки сопротивлением, которые устанавливаются, например, в агрегатах волочения проволоки, укрупнения проволочных бунтов или в стендах для намотки высокопрочной ленты на станины прессовых машин.
Сварка задаваемой в такие агрегаты проволоки обеспечивает непрерывность их работы или увеличение развеса бухты, а сварка высокопрочной ленты в стендах намотки обеспечивает постоянство натяжения при непрерывной намотке при окончании рулона ленты.
Качество сварных швов и их пригодность во многом зависит от правильности подготовки концов и установки их в электродах сварочной машины. Важнейшим фактором для качества сварных стыков, получаемых контактной стыковой сваркой сопротивлением, является параллельность свариваемых торцов, так как от точности совпадения их поверхностей при сжатии зависит равномерность нагрева по сечению изделий, а значит и равномерность деформации концов при осадке, и качество соединений. Особую трудность вызывает сварка изделий из материалов с повышенным электросопротивлением, так как за короткое время торцы в месте первичного контакта перегреваются, что сразу же приводит к неравномерной деформации при осадке и к появлению непроваров в плоскости стыков.
Известны машины контактной стыковой сварки сопротивлением проволоки, выполняемой в линиях волочильных станов (см., например, Горловский М.Б., Меркачев В.Н. Справочник волочильщика проволоки. М.: Металлургия, 1993 г.), с подготовкой под сварку концов проволоки, обрезкой свариваемых концов изделий дисковыми ножницами с ручным, ножным или электрическим приводом (в зависимости от диаметра проволоки). Однако дисковые ножи, изготовленные из закаленной инструментальной стали, быстро изнашиваются и начинают давать некачественный рез со смятием торцов, что приводит к ухудшению качества нагрева и свойств сварного соединения.
Известны также машины стыковой контактной сварки сопротивлением, имеющие пружинный привод сжатия при нагреве, пневматический привод осадки, пневматический привод зажатия рычажно-клинового типа, радиальное перемещение подвижного зажима (см., например, книгу «Контактная стыковая сварка сопротивлением с формированием соединения». Сб. науч. тр. / АН УССР под ред. Лебедева В.К. - Киев, ИЭС им. Е.О.Патона, 1988 г., стр.13…14). Однако все операции по подготовке концов изделия на таких машинах выполняются отдельными механизмами, и при переносе подготовленных концов под сварку всегда возникают проблемы правильной установки и совмещения торцов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является машина контактной стыковой сварки сопротивлением проволоки фирмы «Schlatter» (см., например, выставочные проспекты фирмы «Schlatter» (Швейцария), 2008 г.), которая комплектуется для подготовки свариваемых концов изделий отрезным кругом, устанавливаемым отдельно, рядом с машиной. При этом каждый свариваемый конец изделия обрезают отдельно после зажатия его в тисках, а затем переносят их в машину и зажимают в электродах. Однако подготовленные таким способом концы изделия после установки в электродах при зажатии часто перекашиваются, что не дает возможности получать полный контакт свариваемых торцов, а если станины сварочной машины соединены шарниром и сближение торцов происходит по дуге определенного радиуса, то сжимаются и нагреваются вначале нижние кромки торцов. Получить в таких условиях стабильный нагрев концов и стабильное качество сварных стыков весьма проблематично.
Техническим результатом предлагаемого изобретения является получение стабильно высокого качества сварных соединений за счет совершенствования конструкции сварочной машины с оптимизацией технологических приемов при установке концов изделий из проволоки или ленты под сварку.
Технический результат достигается тем, что при использовании устройства стыковой контактной сварки изделий сопротивлением, содержащего неподвижную и соединенную с ней шарнирно подвижную станины, оснащенные двумя верхними и двумя нижними электродами, встроенный центрователь, сварочный трансформатор, пружину сжатия торцов и пневмоцилиндр осадки, встроенный центрователь снабжен двумя пневмоцилиндрами и установлен консольно на балке, прикрепленной со стороны привода к неподвижной станине, с возможностью перемещения его в пространство между станинами от первого пневмоцилиндра и оснащен поворотными сдвоенными лапками, при центрировании вторым пневмоцилиндром, с рабочей стороны устройства установлен абразивный круг с приводом вращения от электродвигателя и размещенный с возможностью ввода в рабочее положение между нижними электродами и вывода в вертикальное исходное положение рычагом поворота от привода, выполненного в виде пневмоцилиндра.
Заявляемое устройство контактной стыковой сварки изделий сопротивлением приведено на чертежах, где:
- на фиг.1 показана схема устройства с рабочей стороны;
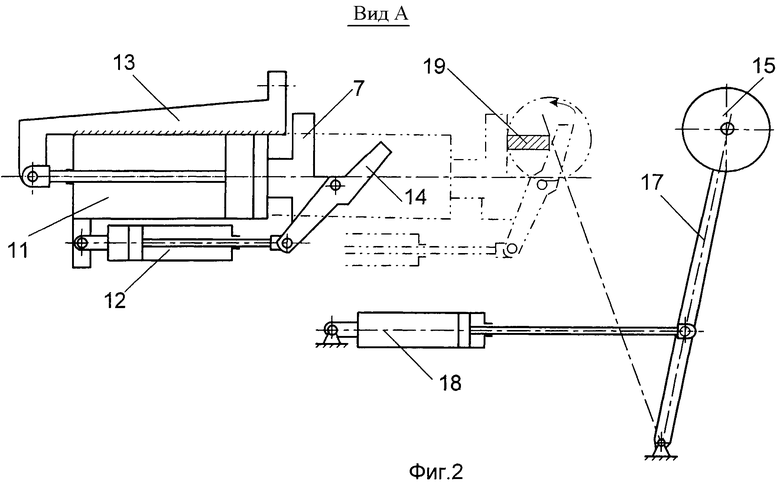
- на фиг.2 показан вид по стрелке А на центрователь и отрезной узел устройства.
Устройство контактной стыковой сварки изделий сопротивлением представляет собой сварочную машину, содержащую неподвижную 1 и соединенную с ней шарнирно-подвижную 2 станины, оснащенные двумя верхними 3 и двумя нижними 4 электродами с пневмоцилидрами зажатия 5 и 6, встроенный центрователь 7, сварочный трансформатор 8, пружину сжатия торцов 9 и пневмоцилиндр осадки 10, встроенный центрователь 7 снабжен двумя пневмоцилиндрами 11 и 12 и установлен консольно на балке 13, прикрепленной со стороны привода к неподвижной станине 1. Перемещаемый при подготовке концов под сварку в пространство между станинами 1 и 2 пневмоцилиндром 11 центрователь 7 оснащен поворотными сдвоенными лапками 14, которые при центрировании поворачивает пневмоцилиндр 12. С рабочей стороны устройства установлен абразивный круг 15 с приводом вращения от электродвигателя 16 и размещенный с возможностью ввода в рабочее положение между нижними электродами 4 и вывода в вертикальное исходное положение рычагом поворота 17 от привода, выполненного в виде пневмоцилиндра 18. Концы свариваемых изделий 19 подают к сварочной машине механизмами линии (не показаны).
Заявляемое устройство контактной стыковой сварки изделий сопротивлением работает следующим образом:
- при подходе заднего конца изделия 19 включают пневмоцилиндр 10, который сжимает пружину 9 и перемещает подвижную станину 2 в исходное перед сваркой положение;
- включают пневмоцилиндр 11 и вводят центрователь 7 между электродами 3 и 4 неподвижной 1 и подвижной 2 станин;
- после окончании переработки бухты ее задний конец (передний по положению его в агрегате) останавливают по оси сварочной машины между неподвижной 1 и подвижной 2 станинами, размещая его торец по оси прорези сдвоенных лапок 14 центрователя 7;
- включают пневмоцилиндр 12, поворачивают лапки 14 и центрируют задний конец изделия 19, прижимая его к корпусу центрователя 7;
- включают пневмоцилиндр 5 зажима электродов неподвижной станины 1 и зажимают свариваемый задний конец в электродах 3 и 4 неподвижной станины 1;
- выключают пневмоцилиндр 12 и разжимают лапки 14 центрователя 7;
- после подхода переднего конца изделия 19 его торец перемещают к лапкам 14 центрователя 7 и упирают в торец заднего конца изделия 19, зажатого в электродах неподвижной станины 1;
- включают пневмоцилиндр 12, поворачивают лапки 14 и центрируют передний конец изделия 19, прижимая его к корпусу центрователя 7;
- включают пневмоцилиндр 6 зажима электродов подвижной станины 2 и зажимают свариваемый задний конец в электродах 3 и 4 подвижной станины 2;
- включают электродвигатель 16 и начинают вращать абразивный круг 15;
- включают пневмоцилиндр 18 и поворачивают рычаг 17, перемещая вращающийся абразивный круг 15 вдоль оси сварки к зажатым между лапками 14 центрователя 7 концам изделия 19 и обрезают одним резом оба торца свариваемых концов;
- выключают пневмоцилиндр 18 и поворачивают рычаг 17, выводя абразивный круг 15 из зоны реза в исходное положение на рабочей стороне машины, выключают электродвигатель 16 и останавливают вращение абразивного круга 15;
- выключают пневмоцилиндр 12, поворачивают лапки 14 центрователя 7;
- выключают пневмоцилиндр 11 и выводят центрователь 7 из пространства между электродами 3 и 4 неподвижной 1 и подвижной 2 станин в исходное положение;
- выключают пневмоцилиндр 10, и сжатая пружина 9 сближает и сдавливает свариваемые торцы изделия 19;
- включают сварочный трансформатор 8 и нагревают свариваемые концы изделий;
- после нагрева торцов изделия 19 их осаживают пневмоцилиндром 10 и сваривают между собой.
Применение предложенного устройства стыковой контактной сварки изделий сопротивлением с оптимизацией технологических приемов при установке концов проволоки или ленты под сварку обеспечивает получение стабильно высокого качества сварных соединений за счет:
- центровки концов изделий одним и тем же центрователем и зажатия их уже сцентрованными в электродах сварочной машины;
- исключения прогиба обрезаемых концов при резе абразивным кругом с упором концов в корпус центрователя и обеспечения возможности геометрически точной обрезки концов изделий;
- обрезки одним резом зажатых концов изделий абразивным кругом и получения при этом абсолютно параллельных свариваемых торцов;
- обеспечения равномерности нагрева торцов при сжатии и их контакта по всему сечению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434722C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
Изобретение может быть использовано при стыковой контактной сварке сопротивлением изделий в виде проволоки или ленты, например, в агрегатах волочения проволоки, укрупнения проволочных бунтов или в стендах для намотки высокопрочной ленты на станины прессовых машин. Неподвижная станина и шарнирно соединенная с ней подвижная станина оснащены верхним электродом с приводом зажима и нижним электродом. Пневмоцилиндр осадки свариваемых изделий связан с пружиной сжатия их торцов. Абразивный круг обрезки торцов свариваемых изделий имеет электропривод вращения и установлен с возможностью ввода между нижними электродами в рабочее положение и вывода в исходное положение посредством поворотного рычага с приводом в виде пневмоцилиндра. Встроенный центрователь свариваемых изделий оснащен двумя пневмоцилиндрами и консольно установлен на балке, закрепленной на неподвижной станине, с возможностью его перемещения в пространство между станинами посредством первого пневмоцилиндра центрователя. Сдвоенные лапки центрователя предназначены для размещения в них торцов свариваемых изделий и установлены с возможностью их поворота вторым пневмоцилиндром центрователя. Изобретение обеспечивает получение стабильно высокого качества сварных соединений за счет усовершенствования конструкции сварочной машины, позволяющей оптимизировать технологические приемы при установке и подготовке концов изделий под сварку. 2 ил.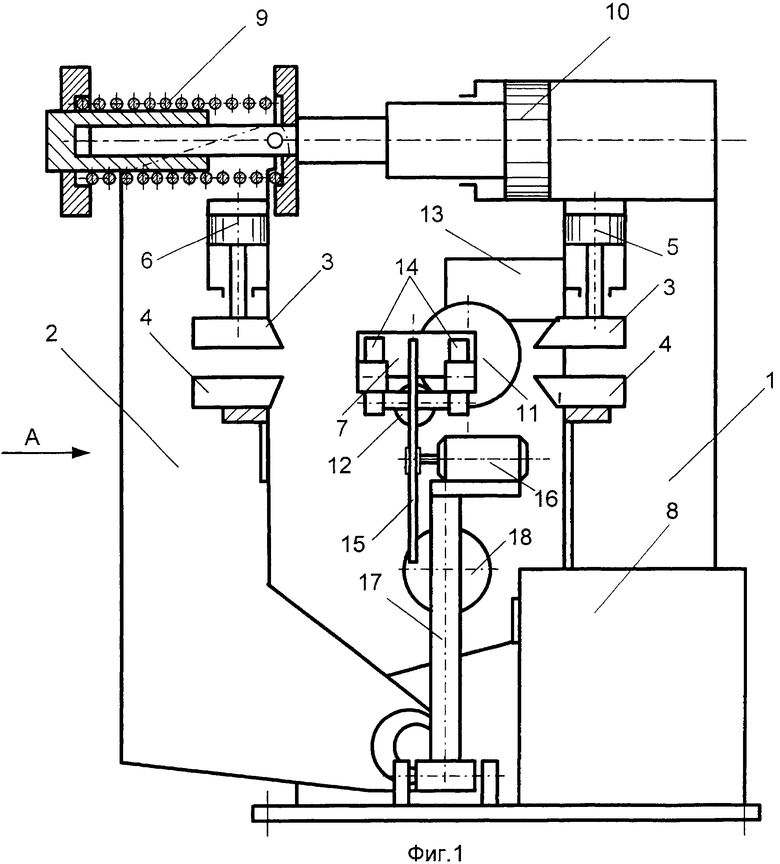
Устройство для стыковой контактной сварки сопротивлением изделий в виде проволоки или ленты, содержащее сварочный трансформатор, неподвижную станину и шарнирно соединенную с ней подвижную станину, каждая из которых оснащена верхним электродом с приводом зажима и нижним электродом, пневмоцилиндр осадки свариваемых изделий, связанный с пружиной сжатия их торцов, встроенный центрователь свариваемых изделий и абразивный круг обрезки их торцов с электроприводом вращения, установленный с возможностью ввода между нижними электродами в рабочее положение и вывода в исходное положение посредством поворотного рычага с приводом в виде пневмоцилиндра, при этом встроенный центрователь оснащен двумя пневмоцилиндрами, консольно установлен на балке, закрепленной на неподвижной станине, с возможностью его перемещения в пространство между станинами посредством первого пневмоцилиндра центрователя и снабжен сдвоенными лапками для размещения в них торцов свариваемых изделий, установленными с возможностью поворота вторым пневмоцилиндром центрователя.
| Машина для контактной стыковой сварки сопротивлением | 1989 |
|
SU1736680A1 |
| Машина для контактной стыковой сварки | 1989 |
|
SU1673342A1 |
| Автомат для контактной сварки сопротивлением | 1973 |
|
SU498123A1 |
| Способ соединения концов полос под сварку и устройство его для осуществления | 1988 |
|
SU1625638A1 |
| JP 63183780 A, 29.07.1988. | |||

