Изобретение относится к сварочному производству, а именно к способам подготовки полос к сварке на специализированных машинах контактной стыковой сварки, которые устанавливаются в высокопроизводительных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и пр.
Периодическая сварка задаваемых в такие агрегаты рулонированных полос обеспечивает непрерывность их работы, при этом длительность стыковки рулонов не должна допускать простоев или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и механизации вспомогательных операций, важнейшей из которых является установка полос в сварочной машине. Качество сварных швов во многом зависит от правильности установки полос, при этом важнейшим фактором для дальнейшей переработки полос, например их формовки в трубы и профили, является точность установки полос по ширине перед сваркой. Смещение полос в стыке даже на 1…2 мм вызывает в месте схождения краев стыка нарушение режима сварки продольного сварного шва и приводит к отбраковке участков труб или профилей.
Известен способ соединения концов полос под сварку см., например, / авт.свид. SU №1625638 А1, кл. В23к, 37/04, 07. 02. 91 /, при которых подают первую полосу до упора, с образованием на ней изгиба, центрируют полосу, подают вторую полосу до упора, с образованием на ней изгиба, центрируют ее, зажимают, затем одновременно обрезают кромки обеих полос и соединяют их поворотными столами с двух сторон.
Недостатком такого способа и устройства для его осуществления является необходимость вывода за машину первой полосы для подъема ножниц в положение реза и подачи концов до упора в узкой щели, что затрудняет установку, центрирование полос двумя центрователями при серповидности полос требует достаточно сложных устройств и времени для устранения перекоса полос при установке, при этом обрезка одновременно двух концов полос вызывает необходимость удвоения усилия резания на ножницах, а двойной рез усложняет обслуживание ножниц при настройке зазоров ножей. Кроме этого, сварочный зазор на машине настраивается относительно положения сварочной горелки с двух сторон, что не всегда обеспечивает точность настройки.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ подготовки концов полос на машине для контактной стыковой сварки (см., например, патент RU 2246386 C1, B23K 11/02, 101/16, 20.02.2005), преимущественно узких (шириной до 150 мм) полос в непрерывных металлургических агрегатах, содержащих подвижную и неподвижную станины с зажимами, отрезной узел с устройством для прижатия полос перед резом, установленный с возможностью возвратно-поступательного перемещения перпендикулярно к оси агрегата перед обрезкой концов полос, снабженный механизмом центрирования и подвижными каретками для передачи полос из позиции резки в позицию сварки.
Основным недостатком известного способа является то, что для центровки полос различной ширины требуется всякий раз менять неподвижную лапку центрователя, к которой прижимаются полосы, так как она выполнена сменной и подлежит замене при изменении сортамента полос по ширине, а для этого следует иметь целый набор таких лапок в соответствии с количеством типоразмеров полос.
Техническим результатом предлагаемого изобретения является повышение технологических возможностей за счет совершенствования и точности настройки центровки полос по оси агрегатов перед сваркой без применения дополнительных механизмов, повышения производительности подготовки концов полос к сварке.
Технический результат достигается тем, что в способе подготовки концов полос к контактной стыковой сварке, включающем перемещение полос при поднятых верхних электродах подвижной и неподвижной станин сварочной машины, создание петель полос с двух сторон от сварочной машины, подачу концов полос к ножницам, их центровку и обрезку, зажатие в прижимах передающих кареток, перемещение к электродам и зажатие в электродах, после завершения сварки предыдущего стыка и подъема электродов, перемещают сваренные полосы и останавливают передний конец полосы вблизи оси реза ножниц, поднимают петлеобразующий ролик передающей каретки, затем в цилиндр сведения ножей ножниц подают низкое давление, при этом нижний нож доходит до ограничителя хода и занимает горизонтальное положение, а верхний нож при опускании выдавливает конец полосы из зоны резания до соприкосновения ее передней кромки с упорами вблизи нижнего ножа, после этого полосу зажимают в передающем устройстве и создают в цилиндре сведения ножей высокое давление для обрезки конца полосы, затем перемещают передающее устройство, подают конец полосы к электродам подвижной станины и зажимают его в электродах, после подачи переднего конца полосы в зону реза с ним производят действии аналогичные действиям, как и с задним концом, кроме подъема другого петлеобразующего ролика и подачи конца другой передающей кареткой, зажимают передний конец полосы в электродах неподвижной станины и производят сварку.
Заявляемый способ подготовки концов полос к контактной стыковой сварке изображен на фиг.1…3, где
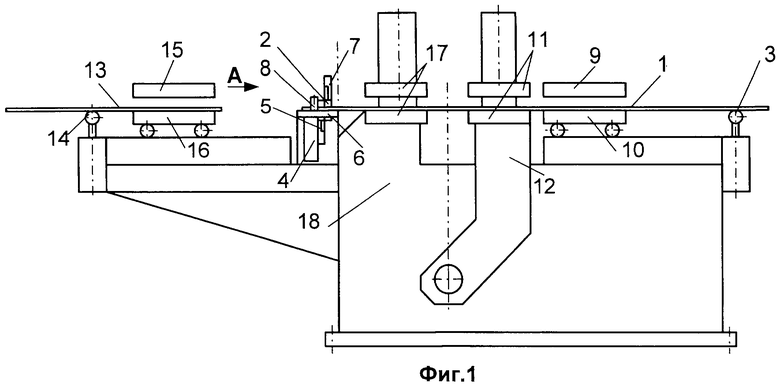
- на фиг.1 схематично показаны основные элементы сварочной машины для подготовки концов полос;
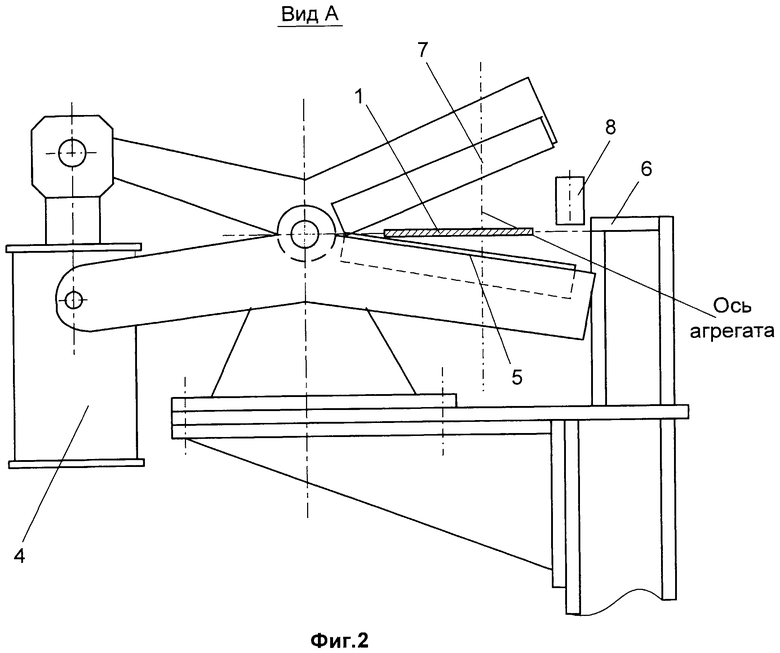
- на фиг.2 показан вид по стрелке А на фиг.1 на ножницы сварочной машины после подачи переднего конца полосы в зону резания;
- на фиг.3 показан вид на фиг.2 после центровки переднего конца полосы.
Перед началом работы все механизмы машины находятся в исходном положении, как показано на фиг.1.
Когда в металлургическом агрегате заканчивается переработка рулона полосы, его задний конец 1 останавливают в районе ножниц 2 и по команде оператора поднимают петлеобразующий ролик 3.
Операции по подготовке заднего конца 1 под сварку производят в следующей последовательности:
- подают в гидроцилиндр 4 ножниц 2 низкое давление, при этом нижний нож 5 ножниц 2 поворачивается до ограничителя 6 и занимает горизонтальное положение, верхний нож 7 при опускании начинает воздействовать на заднюю кромку конца 1 полосы и, так как усилия резания не достаточно для обрезки, а полоса, имея перегиб на петлеобразующем ролике 3, может свободно перемещаться по нижнему ножу 5, то верхний нож 7 ножниц 2 выдавливает полосу из зазора между ножами 5 и 7 ножниц 2 и перемещает ее до контакта передней кромки с упором 8, расположенным вблизи нижнего ножа 5, тем самым центрируя задний конец полосы 1 по оси агрегата;
- опускают прижим 9 каретки 10 и фиксируют положение заднего конца полосы 1 по оси агрегата в каретке 10, включают подачу высокого давления в гидроцилиндр 4 ножниц 2 и обрезают задний конец полосы 1;
- после обрезки заднего конца полосы 1 разводят ножи 5 и 7 ножниц 2;
- каретку 10 перемещают в крайнее левое положение, и передают задний конец полосы 1 под сварку, к электродам 11 подвижной станины 12, и зажимают его в электродах 11,
- после подачи переднего конца 13 полосы и остановки его в зоне реза ножниц 3 по команде оператора поднимают петлеобразующий ролик 14;
- создают в гидроцилиндре 4 ножниц 2 низкое давление, при этом нижний нож 5 ножниц 2 поворачивается до ограничителя 6 и занимает горизонтальное положение, верхний нож 7 при опускании начинает воздействовать на заднюю кромку переднего конца полосы 13 и, так как усилия резания не достаточно для обрезки, а полоса 13, имея перегиб на петлеобразующем ролике 14, может свободно перемещаться по нижнему ножу 5, то верхний нож 7 выдавливает полосу 1 из зазора между ножами 5 и 7 ножниц 2 и перемещает ее до контакта передней кромки с упором 8, расположенным вблизи нижнего ножа 5, тем самым центрируя передний конец полосы 13 по оси агрегата;
- опускают прижим 15 каретки 16 и фиксируют положение переднего конца полосы 13 по оси агрегата в каретке 16, включают подачу высокого давления в гидроцилиндр 4 ножниц 2 и обрезают передний конец полосы 13;
- после обрезки переднего конца полосы 13 разводят ножи 5 и 7 ножниц 2;
- опускают петлеобразующий ролик 14, а каретку 16 перемещают в крайнее левое положение, и передают передний конец полосы 13 под сварку к электродам 17 неподвижной станины 18, и зажимают его в электродах 17, на этом операции по подготовке концов полос 1 и 13 закончены, после этого производят их сварку.
После сварки поднимают верхние электроды 11 и 17 подвижной 12 и неподвижной 18 станин, дают разрешение на транспортировку полос в агрегат, а подвижную станину 12 и каретки 10 и 16 перемещают в исходное положение для проведения следующей сварки.
При смене сортамента полос по ширине настраивают положение упора 8 относительно оси агрегата для обеспечения точной центровки полос по оси.
Таким образом, предлагаемый способ подготовки концов полос к контактной стыковой сварке позволяет повысить технологические возможности за счет:
- точного центрирования полос при установке их перед сваркой;
- увеличить производительность подготовки концов полос за счет исключения механизма центровки и необходимости его настройки при смене сортамента полос по ширине;
- а также, повысить качество сварных соединений полос и их пригодность к дальнейшей переработке в металлургических агрегатах за счет точности настройки центровки полос по оси агрегата;
- облегчить работу обслуживающего персонала при настройке центровки полос.
Наиболее эффективно его использование на стыкосварочных машинах, которые предназначены для сварки узких (до 150 мм) полос в трубосварочных и профилегибочных агрегатах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| СПОСОБ ПОДГОТОВКИ К СВАРКЕ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2010 |
|
RU2434727C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
Изобретение может быть использовано при контактной стыковой сварке полос преимущественно шириной до 150 мм в высокопроизводительных непрерывных металлургических агрегатах, например трубосварочных и профилегибочных станах. Перемещают полосы при поднятых верхних электродах подвижной и неподвижной станин сварочной машины. Для поочередной обрезки свариваемых концов полос ножницами его останавливают вблизи оси реза ножниц и поднимают соответствующий петлеобразующий ролик. В цилиндр сведения ножей ножниц подают низкое давление, обеспечивающее поворот нижнего ножа до ограничителя хода в горизонтальное положение. Верхний нож опускают с выдавливанием конца полосы в зазоре между ножами со стороны одной ее кромки до соприкосновения другой ее кромки с упором, смонтированным вблизи ограничителя хода нижнего ножа. Зажимают полосу в прижиме передающей каретки, подают в цилиндр сведения ножей ножниц высокое давление и обрезают конец полосы. Перемещают в прижимах передающих кареток полосу к сварочным электродам. Способ обеспечивает повышение производительности подготовки концов полос к сварке и технологических возможностей сварочной машины за счет точной центровки полос по оси агрегатов перед сваркой без применения дополнительных механизмов. 3 ил.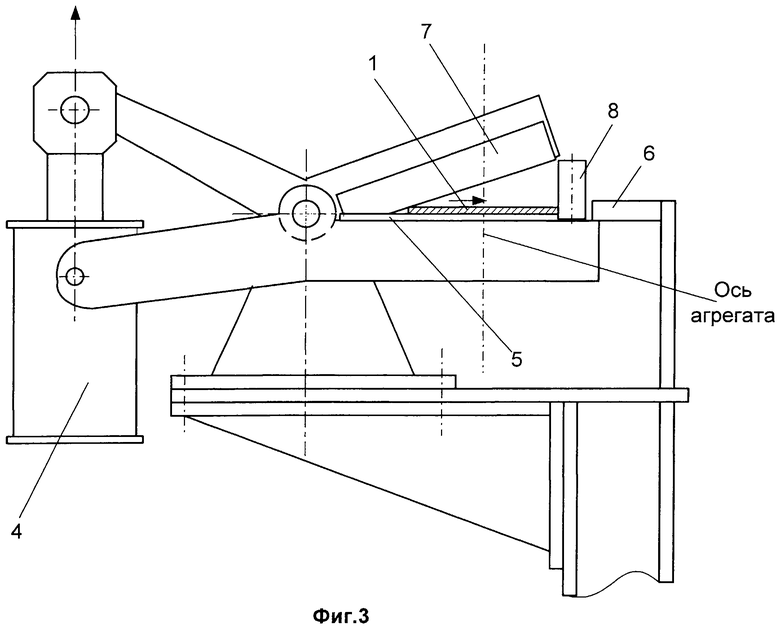
Способ подготовки концов полос к контактной стыковой сварке в металлургических агрегатах, включающий перемещение полос при поднятых верхних электродах подвижной и неподвижной станин сварочной машины, создание петель свариваемых полос с двух сторон от сварочной машины с использованием соответствующих петлеобразующих роликов, поочередную обрезку свариваемых концов полос ножницами и перемещение в прижимах передающих кареток к сварочным электродам, отличающийся тем, что для обрезки свариваемый конец полосы останавливают вблизи оси реза ножниц, поднимают соответствующий петлеобразующий ролик, затем в цилиндр сведения ножей ножниц подают низкое давление, обеспечивающее поворот нижнего ножа до ограничителя хода в горизонтальное положение, а верхний нож опускают с выдавливанием конца полосы в зазоре между ножами со стороны одной ее кромки до соприкосновения другой ее кромки с упором, смонтированным вблизи ограничителя хода нижнего ножа, после чего полосу зажимают в прижиме передающей каретки, подают в цилиндр сведения ножей ножниц высокое давление и обрезают конец полосы.
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| US 4785154 A, 15.11.1988. | |||

