Изобретение относится к сварочному производству, а именно к способам и устройствам для контактной стыковой сварки полос, выполняемых на специализированных стыкосварочных машинах, которые устанавливаются в высокопроизводительных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и пр.
Сварка задаваемых в такие агрегаты рулонированных полос обеспечивает непрерывность их работы, при этом длительность стыковки рулонов не должна допускать простоев или замедления темпа работы агрегата. Высокая производительность сварочных машин в этих условиях достигается за счет автоматизации сварочного процесса и механизации вспомогательных операций, важнейшей из которых является установка полос в сварочной машине. Качество сварных швов во многом зависит от правильности установки полос, важнейшим фактором для дальнейшей переработки полос, например их формовки в трубы и профили, является точность установки полос по ширине перед сваркой. Смещение полос в стыке даже на 1…2 мм вызывает в месте схождения краев стыка нарушение режима сварки продольного сварного шва и приводит к отбраковке участков труб или профилей. Кроме этого, сварка смещенных по ширине полос приводит к подгару и выплавлению краев электродов в местах контакта с ними выступающих свариваемых кромок полос, что вызывает быстрый износ и расход электродов, выполненных из дорогостоящей бронзы.
Известен способ совмещения устанавливаемых под сварку концов полос, выполняемый устройством для выравнивания торцов металлических полос при сварке /авт. свид. СССР №127342, кл. 21h, 29/10, опубл. в Б.И. №7, 1960/, содержащим направляющие ролики и подвижную раму, снабженную приводом для ее перемещения в поперечном направлении и двумя вертикальными зажимами с независимым управлением, опорные поверхности которых могут поворачиваться вокруг вертикальной оси.
Устройство предназначено для установки свариваемых кромок полос параллельно друг другу в случаях, если они имеют неперпендикулярный боковым кромкам полосы рез, полученный при обрезке концов полос ножницами агрегата. Основным недостатком такого устройство является его высокая металлоемкость, так как полосы имеют высокую жесткость, и их поперечное перемещение требует больших усилий зажатия и сдвига.
Известен способ сварки с механизированной установкой полос в машинах /авт. свид. СССР №208152, Н05В 29/10, 03.09.1966/, имеющих в своем составе, наряду со сварочным устройством, встроенные гильотинные ножницы, центрователи и устанавливающие механизмы, которые передают зажатые в них полосы с предварительно обрезанными концами из позиции резки в позицию сварки. Встроенные ножницы обеспечивают строгую параллельность обрезаемых кромок полос относительно сварочных электродов, а параллельность их установки обеспечивают передающие устройства.
Недостатки такого варианта установки полос связаны с необходимостью создания некоторого запаса полосы в виде петель перед и за сварочной машиной для обеспечения работы устанавливающих механизмов машины при перемещении полос. Указанные петли создаются петлеобразующими механизмами, которые устанавливаются по обеим сторонам сварочной машины. С увеличением толщины полос их жесткость при изгибе возрастает, и создание петель требует больших усилий и пространства в линии. Передающие и петлеобразующие устройства увеличивают габариты и массу сварочных машин и, в некоторых случаях, например, при реконструкции металлургических агрегатов из-за недостатка места по длине, это делает невозможным применение таких машин, кроме этого, увеличение массы сварочной машины приводит к повышению стоимости ее изготовления. С учетом этого обстоятельства описанный способ установки полос в губках машины находит применение в агрегатах, в которых толщина задаваемых полос не превышает 4…6 мм.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является способ сварки контактной стыковой сварки и устройство для его выполнения, раскрытый в патенте RU 2277463 С2, B23K 11/04, 101/06 27.10.2005, на стыкосварочных машинах, установленных в непрерывных металлургических агрегатах и содержащих подвижную и неподвижную станины с зажимами, имеющими нижние и верхние зажимные губки, подающие ролики перед и за машиной, привод перемещения подвижной станины, а также датчик, регистрирующий фактическое положение подвижной станины и воздействующий на систему управления сварочной машиной, при этом система управления после завершения очередной сварки и поднятия зажимов производит отведение подвижной станины по показаниям датчика положения на половину исходного расстояния между губками машины, что соответствует вылету заднего конца полосы, и после прохода через металлургическую линию ранее приваренного рулона формирует команду на проведение операций установки концов полос в определенной последовательности.
Использование передающих зажимных роликов, установленных перед и за сварочным устройством вместо передающих механизмов, позволяет уменьшить габариты оборудования по длине линии и снизить его металлоемкость. Однако в предлагаемом устройстве не решен вопрос центровки устанавливаемых полос, хотя известно, что полосы имеют серповидность, и обрезанные в линии концы полос состыковать без предварительной их центровки невозможно, а также при передаче полос роликами возможно боковое смещение концов полос из-за неравномерного прижатия полос подающими роликами по ширине.
Техническим результатом предлагаемого изобретения является оптимизация технологических приемов при настройке установочных параметров режима сварки, совершенствование машины контактной стыковой сварки с уменьшением ее металлоемкости и повышением точности настройки оптимальных параметров режима, а также обеспечение сварки более широкого сортамента полос по толщине.
Технический результат достигается тем, что для контактной стыковой сварки полос на установленных в непрерывных металлургических агрегатах стыкосварочных машин, содержащих подвижную и неподвижную станины с зажимами, имеющими нижние и верхние зажимные губки, привод перемещения подвижной станины, а также датчик, регистрирующий фактическое положение подвижной станины и воздействующий на систему управления сварочной машиной, предложен способ точного совмещения концов полос при установке в губки машины, при котором системой управления машиной после завершения очередной сварки и поднятия зажимов производят установку подвижной станины в положение начала сварки, после подхода переднего конца полосы к встроенным ножницам и центрователю, опускают верхний суппорт ножниц в промежуточное положение и сводят центрователь, прижимают полосу, разводят центрователь и обрезают полосу, поднимают верхний суппорт в исходное положение, перемещают передний конец к зажиму и зажимают его в губках неподвижной станины, после подачи к ножницам и центрователю следующей полосы опускают верхний суппорт ножниц в промежуточное положение, сводят центрователь, прижимают полосу, разводят центрователь, обрезают задний конец полосы и передают его к зажиму неподвижной станины при обеспечении отсутствия бокового смещения относительно переднего сведенным центрователем, для этого после передачи заднего конца полосы к зажиму поднимают прижим, сводят центрователь и перемещают сведенные лапки центрователя вместе с полосой до совмещения по ширине заднего конца полосы с зажатым в губках передним концом полосы, затем зажимают задний конец полосы в губках неподвижной станины, разводят центрователь, возвращают верхний суппорт ножниц и центрователь в исходное положение и производят сварку полос, при этом устройство для реализации предлагаемого способа представляет собой машину для контактной стыковой сварки полос в непрерывных металлургических агрегатах, содержащую подвижную и неподвижную станины с зажимами, снабженными зажимными губками, привод перемещения подвижной станины в виде гидроцилиндра, связанный со станинами датчик линейных перемещений, встроенные ножницы с верхним и нижним суппортами, центрователь с двумя лапками, установленными с возможностью синхронного сведения к линии оси полосы, зажимные подающие ролики, размещенные на входе и выходе машины, а также управляющий контроллер, у которой центрователь, содержащий привод перемещения лапок, выполненный в виде гидромотора, при этом с приводом перемещения лапок соединены винтовая ось с гайками лапок центрователя, расположенных на цилиндрических направляющих, установленных с возможностью перемещения в закрепленных на верхнем суппорте встроенных ножниц неподвижных опорах, и дополнительный гидроцилиндр, связанный штоком с направляющими и закрепленный корпусом на верхнем суппорте встроенных ножниц.
Машина оснащена высокоточным датчиком, регистрирующим фактическое положение подвижной станины при ее движении, и имеет систему управления, позволяющую останавливать станину в заданных позициях по показаниям упомянутого датчика, а зажимные подающие ролики снабжены счетчиками перемещения полос. Такая система управления машиной может быть реализована на микропроцессорной технике и должна обеспечивать заложенный в программу алгоритм работы механизмов машины в период установки полос в губках машины, при этом в памяти системы управления машины хранится пакет программ всех технологических режимов сварки с выбором оптимальных значений вылетов полос (Lвыл) и исходных расстояний между губками (Δисх) для всего сортамента полос, перерабатываемых в данном металлургическом агрегате.
Заявляемый способ контактной стыковой сварки полос и устройство для его осуществления приведены на фиг.1, 2, где:
- на фиг.1 схематично показан заявляемая стыкосварочная машина (разрез по оси) с проходящей через нее полосой;
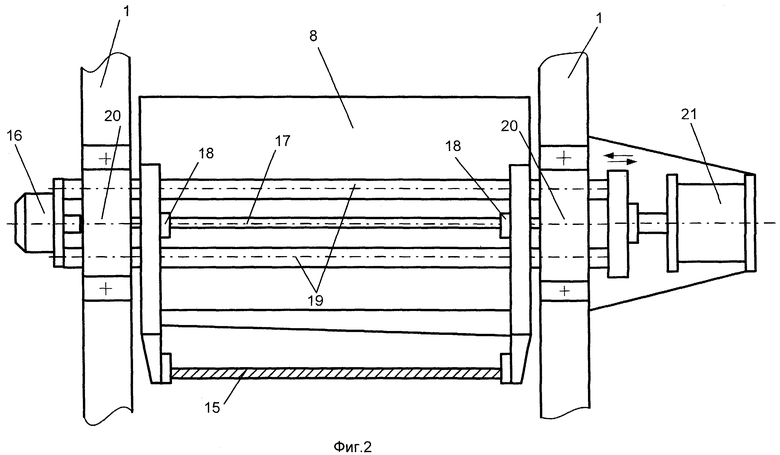
- на фиг.2 показан вид по стрелке А на центрователь предлагаемой конструкции при установке переднего конца полосы.
Машина контактной стыковой сварки содержит неподвижную 1 и подвижную 2 станины с зажимами 3 и 4, снабженными зажимными губками 5 и 6, привод перемещения подвижной станины 7 в виде гидроцилиндра, встроенные гильотинные ножницы с верхним 8 и нижним 9 суппортами, встроенный центрователь 10, связанный со станинами датчик линейных перемещений 11, передающий информацию в систему программного управления сварочной машиной, две пары подающих роликов на входе 12 и выходе 13 машины, сварочный трансформатор 14 и контроллер для обеспечения заданного алгоритма работы машины.
Концы полос 15, поступающие из разматывателя агрегата в сварочную машину, центрируют перед обрезкой встроенным центрователем 10, который содержит привод перемещения лапок, выполненный в виде гидромотора 16, при этом с приводом перемещения лапок соединены винтовая ось 17 и гайки 18 лапок центрователя, расположенных на цилиндрических направляющих 19, установленных с возможностью перемещения в закрепленных на неподвижной станине 1 опорах 20, а также дополнительный гидроцилиндр 21, связанный штоком с направляющими 19 и закрепленный корпусом на неподвижной станине 1.
Полосы центрируют по оси агрегата и зажимают в подающих роликах 12 переднего конца и в роликах 13 заднего конца. Перед обрезкой концов полос внутренний встроенный центрователь 10 разводят, а полосы удерживают от смещения ролики 12 и 13, обеспечивая тем удержание от смещение концов полос по ширине. Подающие ролики 12 и 13 также осуществляют подачу концов полос и установку их в машине в позицию «сварка». Датчик перемещения 11 посылает в систему управления машиной сигналы об исходном положении подвижной станины перед сваркой и расстояния между губками машины при оплавления и осадки в процессе сварки. Выбор оптимального вылета концов полос Lв и исходного расстояния Δисх может производиться системой управления машиной автоматически, из заложенного в нее пакета технологических программ в зависимости от толщины и ширины полос, поступающих в металлургический агрегат.
Заявляемый способ контактной стыковой сварки в заявляемом устройстве осуществляется следующим образом:
- после окончании переработки рулона его задний конец (передний по положению его задачи в агрегат) останавливают в сварочной машине вблизи встроенных ножниц, опускают в промежуточное положение верхний суппорт 8 и центрируют полосу центрователем 10 в узкой щели между ножами верхнего 8 и нижнего 9 суппортов ножниц, зажимают подающими роликами 13, а после разведения центрователя 10 обрезают ножницами, верхний суппорт 8 поднимают в исходное положение, а передний конец полосы перемещают роликами 13 к зажимным губкам 6 в положение сварки;
- опускают зажим 4 подвижной станины 2 и поднимают ролики 13;
- при подходе переднего конца следующего рулона (задний по его положению в агрегате) его останавливают в сварочной машине вблизи встроенных ножниц, опускают верхний суппорт 8 ножниц, сводят лапки центрователя 10, опускают ролики 14 и зажимают задний конец полосы, а после разведения лапок центрователя 10 его обрезают встроенными ножницами, после этого верхний суппорт 8 ножниц поднимают в промежуточное положение;
- подающими роликами 14 перемещают задний конец полосы к зажимным губкам 5 неподвижной станины 1, сводят лапки центрователя 10 и поднимают в исходное положение подающие ролики 14;
- включением гидроцилиндра 21 перемещают лапки центрователя 10 вместе с задним концом полосы по направляющим 19, устанавливая его точно напротив зажатого в губках 6 переднего конца полосы;
- задний конец полосы зажимают в зажиме 3 губками 5 неподвижной станины и разводят лапки центрователя 10 приводом 16, поднимают верхний суппорт 8 ножниц и возвращают смещенный центрователь в исходное среднее положение, для этого центрователь оснащен двумя конечными выключателями и одним лепестком, воздействующим с обоими конечными выключателями, определяющими направление перемещения при возврате;
- включают сварочный трансформатор 14 и привод 7 на оплавление полос и осадку стыка;
- затем поднимают зажимы 3 и 4 неподвижной 1 и подвижной 2 станин, дают разрешение на транспортировку полос в агрегат, а подвижную станину 2 перемещают в исходное положение для проведения следующей сварки.
Система управления сварочной машиной реализована на базе программируемого контроллера, который хранит в памяти полный пакет программ технологических режимов сварки с выбором оптимальных значений вылетов концов и исходных расстояний между губками для всего сортамента полос, перерабатываемых в металлургическом агрегате, в котором установлена данная сварочная машина. Контроллер обеспечивает также автоматическую перестройку параметров режима при изменении размеров полосы или марки стали, задаваемой в агрегат. Информацию о необходимости перестройки может вводить оператор сварочной машины или она может поступать из АСУ ТП агрегата.
Применение предложенного способа контактной стыковой сварки полос в непрерывных металлургических агрегатах, включающего перемещение полос при поднятых губках подвижной и неподвижной станин сварочной машины, установку подвижной станины в заданное положение и подготовку концов полос к сварке, выполняемой в виде следующих последовательных технологических операций, при которых после завершения очередной сварки и поднятия зажимов производят установку подвижной станины в положение начала сварки, после подхода переднего конца полосы к встроенным ножницам и центрователю опускают верхний суппорт ножниц в промежуточное положение и сводят центрователь, прижимают полосу, разводят центрователь и обрезают полосу, поднимают верхний суппорт в исходное положение, перемещают передний конец к зажиму, зажимают его в губках неподвижной станины и поднимают прижим, подают к ножницам и центрователю следующую полосу, опускают верхний суппорт ножниц в промежуточное положение, сводят центрователь, прижимают полосу, разводят центрователь, обрезают задний конец полосы, после реза верхний суппорт ножниц поднимают в промежуточное положение и передают его к зажиму неподвижной станины, а после передачи заднего конца полосы к зажиму поднимают прижим, сводят центрователь и перемещают сведенные лапки центрователя вместе с полосой до совмещения по ширине заднего конца полосы с зажатым в губках передним концом полосы, затем зажимают задний конец полосы в губках неподвижной станины, разводят центрователь, возвращают верхний суппорт ножниц и центрователь в исходное положение и производят сварку полос, позволяет повысить качество сварных соединений полос и их пригодность к дальнейшей переработке в металлургических агрегатах, облегчить работу обслуживающего персонала и ограничить влияние субъективного фактора при настройке сварочных машин. Наиболее эффективно его использование на стыкосварочных машинах, которые установлены в универсальных трубосварочных агрегатах, изготавливающих трубы широкого ассортимента с различной толщиной стенки.
Предложенное устройство для осуществления указанного выше способа выполнено в виде машины для контактной стыковой сварки полос в непрерывных металлургических агрегатах, содержащей подвижную и неподвижную станины с зажимами, снабженными зажимными губками, привод перемещения подвижной станины, выполненный в виде гидроцилиндра, связанный со станинами датчик линейных перемещений, встроенные ножницы с верхним и нижним суппортами, центрователь с двумя лапками, установленными с возможностью синхронного сведения к линии оси полосы, зажимные подающие ролики, размещенные на входе и выходе машины, а также управляющий контроллер, у которой центрователь, содержащий привод перемещения лапок, выполненный в виде гидромотора, при этом с приводом перемещения лапок соединены винтовая ось и гайки лапок центрователя, расположенных на цилиндрических направляющих, установленных с возможностью перемещения в закрепленных на неподвижной станине опорах, а также дополнительный гидроцилиндр, связанный штоком с направляющими и закрепленный корпусом на неподвижной станине полностью решает задачу центрирования полос при установке их перед сваркой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| СПОСОБ ПОДГОТОВКИ ПОЛОС ПОД СВАРКУ НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2012 |
|
RU2482948C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |

Изобретения могут быть использованы для контактной стыковой сварки полос на специализированных стыкосварочных машинах, установленных в высокопроизводительных металлургических агрегатах, например трубосварочных и профилегибочных станах, травильных линиях и т.п. Устройство содержит зажимные подающие ролики, размещенные на входе и выходе устройства, подвижную и неподвижную станины с зажимными губками, встроенные ножницы с верхним и нижним суппортами. Подвижная станина имеет привод перемещения и датчик ее фактического положения, связанный с управляющим контроллером. На неподвижной станине расположен центрователь с двумя лапками, имеющими привод их перемещения в виде гидромотора, установленными с возможностью синхронного сведения к линии оси полосы. С упомянутым приводом перемещения соединены винтовая ось и гайки лапок центрователя, расположенных на цилиндрических направляющих, установленных с возможностью перемещения в закрепленных на неподвижной станине опорах. Изобретения оптимизируют технологические приемы при настройке установочных параметров режима сварки, обеспечивают точное совмещение концов полос при их установке в губки машины, при этом позволяют сваривать более широкий сортамент полос по толщине 2 н.п. ф-лы, 2 ил.
1. Способ контактной стыковой сварки полос в непрерывных металлургических агрегатах, при котором производят установку подвижной станины в положение, определяемое датчиком, связанным с управляющим контроллером, после подхода заднего конца предыдущей полосы к встроенным ножницам с центрователем опускают верхний суппорт ножниц в промежуточное положение и центрируют полосу между ножами верхнего и нижнего суппортов встроенных ножниц, зажимают полосу подающими роликами, после разведения лапок центрователя обрезают задний конец полосы, поднимают верхний суппорт ножниц в исходное положение и перемещают задний конец полосы в положение сварки к зажимным губкам подвижной станины и зажимают его, после чего перемещают передний конец следующей полосы до остановки вблизи встроенных ножниц с центрователем, опускают верхний суппорт ножниц, центрируют полосу и зажимают передний конец полосы в подающих роликах, после разведения лапок центрователя обрезают передний конец полосы, поднимают верхний суппорт ножниц в промежуточное положение, затем перемещают подающими роликами передний конец полосы к зажимным губкам неподвижной станины и сводят лапки центрователя, поднимают подающие ролики и перемещают центрователь вместе с полосой до совмещения по ширине переднего конца полосы с зажатым в губках задним концом предыдущей полосы, зажимают передний конец полосы в губках неподвижной станины, разводят центрователь, возвращают верхний суппорт ножниц и центрователь в исходное положение и производят сварку полос.
2. Устройство для контактной стыковой сварки полос в непрерывных металлургических агрегатах, содержащее зажимные подающие ролики, размещенные на входе и выходе устройства, сварочный трансформатор, подвижную и неподвижную станины с зажимами, снабженными зажимными губками, привод перемещения подвижной станины, датчик ее положения, связанный с управляющим контроллером, встроенные ножницы с верхним и нижним суппортами, расположенный на неподвижной станине центрователь с двумя лапками, имеющими привод их перемещения в виде гидромотора, установленными с возможностью синхронного сведения к линии оси полосы, при этом с приводом перемещения лапок соединены винтовая ось и гайки лапок центрователя, расположенных на цилиндрических направляющих, установленных с возможностью перемещения в закрепленных на неподвижной станине опорах от дополнительного гидроцилиндра, связанного штоком с направляющими, корпус которого закреплен на неподвижной станине.
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| JP 63183780 A, 29.07.1988. | |||

