ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Данная заявка испрашивает приоритет заявки на патент Японии с порядковым №2008-201183, поданной 4 августа 2008 г., которая включена в данную заявку во всей полноте путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к способу и устройству для сушки электродного материала.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0003] В последнее время при исследованиях в качестве вторичной батареи в центре внимания находилась литий-ионная вторичная батарея, которая представляет собой ключевой фактор для доведения автомобилей с электрическим и гибридным электрическим приводом до практического применения. Литий-ионная вторичная батарея имеет конфигурацию, в которой плоские электроды образованы на поверхностях соответствующей металлической фольги, служащей в качестве токосъемника, и множество электродов и слоев металлической фольги уложены вместе в стопку для повышения плотности энергии. Электрод формируют нанесением электродного материала, включающего в себя активный материал, растворитель или тому подобное, на металлическую фольгу, сушкой электродного материала, прессованием электродного материала и так далее.
[0004] Например, в соответствии с технологией, описанной в выложенной заявке на патент Японии №2004-327203, электродный материал непрерывно наносят на поверхность длинной металлической фольги при перемещении металлической фольги, а затем электродный материал сушат путем индукционного нагрева. В частности, индукционную катушку, используемую для индукционного нагрева металлической фольги, располагают напротив поверхности металлической фольги и металлическую фольгу непрерывно подвергают индукционному нагреву при перемещении металлической фольги.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0005] Напротив, варианты воплощения изобретения используются в тех технологиях, где электродный материал периодически (с промежутками) наносят на поверхность длинной металлической фольги с образованием покрытых и непокрытых участков перед сушкой и прессованием. Такие варианты воплощения предусматривают способ и устройство для сушки электродного материала, в которых подавляется чрезмерное увеличение температуры непокрытого участка в металлической фольге, на которой участки электродного материала расположены с промежутками, и предотвращается повреждение металлической фольги или тому подобное для того, чтобы улучшить качество электродного материала.
[0006] Для решения вышеупомянутой задачи способ сушки электродного материала в соответствии с настоящим изобретением включает в себя сначала обеспечение металлической фольги, на которой участки электродного материала разнесены друг от друга путем нанесения участков содержащего растворитель электродного материала на металлическую фольгу, и расположение индукционной катушки, используемой для индукционного нагрева металлической фольги, напротив металлической фольги. Растворитель испаряют, заставляя металлическую фольгу выделять тепло из-за индукционного нагрева, при относительном перемещении металлической фольги и индукционной катушки в направлении расположения участков электродного материала. При испарении растворителя количество тепла, подаваемого к непокрытому участку в металлической фольге, который остался открытым между участками электродного материала, уменьшают ниже количества тепла, подаваемого к покрытому участку металлической фольги, на которой расположены участки электродного материала.
[0007] Для решения вышеупомянутой задачи устройство для сушки электродного материала в соответствии с настоящим изобретением включает в себя индукционную катушку, расположенную напротив металлической фольги, на которой участки содержащего растворитель электродного материала разнесены друг от друга. Индукционная катушка обеспечивает индукционный нагрев металлической фольги. Транспортер обеспечивает относительное перемещение металлической фольги и индукционной катушки в направлении расположения участков электродного материала, а источник питания обеспечивает подачу питания на индукционную катушку. Контроллер управляет подачей питания для уменьшения мощности, подаваемой на индукционную катушку, для того чтобы уменьшить количество тепла, подаваемого к непокрытому участку в металлической фольге, оставшемуся открытым между участками электродного материала, ниже количества тепла, подаваемого к покрытому участку в металлической фольге, на которой расположены участки электродного материала. Тепло испаряет растворитель за счет обеспечения выделения тепла металлической фольгой из-за индукционного нагрева, пока контроллер перемещает металлическую фольгу и индукционную катушку друг относительно друга в направлении расположения.
[0008] Для решения вышеупомянутой задачи устройство для сушки электродного материала в соответствии с настоящим изобретением включает в себя индукционную катушку, расположенную напротив металлической фольги, на которой участки содержащего растворитель электродного материала разнесены друг от друга. Индукционная катушка обеспечивает индукционный нагрев металлической фольги, а транспортер обеспечивает относительное перемещение металлической фольги и индукционной катушки в направлении расположения участков электродного материала. Источник питания обеспечивает подачу питания на индукционную катушку, а контроллер управляет транспортером. Контроллер управляет транспортером для увеличения скорости металлической фольги относительно индукционной катушки для того, чтобы уменьшить количество тепла, подаваемого к непокрытому участку в металлической фольге, оставшемуся открытым между участками электродного материала, ниже количества тепла, подаваемого к покрытому участку в металлической фольге, на которой расположены участки электродного материала. Тепло испаряет растворитель за счет обеспечения выделения тепла металлической фольгой из-за индукционного нагрева, пока контроллер перемещает металлическую фольгу и индукционную катушку друг относительно друга в направлении расположения.
[0009] Подробности и разновидности этих и других вариантов воплощения изобретения описаны в дальнейшем с дополнительными подробностями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Приведенное здесь описание выполнено со ссылкой на сопровождающие чертежи, на которых аналогичные ссылочные позиции относятся к аналогичным деталям на нескольких видах, и при этом:
[0011] ФИГ.1 представляет собой вид в перспективе литий-ионной вторичной батареи;
[0012] ФИГ.2 представляет собой вид в разрезе, схематически иллюстрирующий конфигурацию литий-ионной вторичной батареи;
[0013] ФИГ.3 представляет собой схематическое изображение устройства для нанесения покрытия и сушки электродного материала в соответствии с первым вариантом воплощения;
[0014] ФИГ.4 представляет собой частичный увеличенный вид по ФИГ.3;
[0015] ФИГ.5А представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала;
[0016] ФИГ.5В представляет собой вид в разрезе, выполненном по линии 5В-5В на ФИГ.5А;
[0017] ФИГ.6 представляет собой вид в перспективе, иллюстрирующий индукционную катушку;
[0018] ФИГ.7 включает в себя в части (А) вид в разрезе, показывающий металлическую фольгу, на которой участки электродного материала расположены с промежутками, и в частях (В)-(Е) графики, соответственно иллюстрирующие зависимости между изменением мощности на выходе высокочастотного источника питания и схемой расположения участков электродного материала;
[0019] ФИГ.8 включает в себя в части (А) вид в разрезе, показывающий металлическую фольгу, на которой участки электродного материала расположены с промежутками, и в части (В) график, иллюстрирующий зависимость между изменением мощности на выходе высокочастотного источника питания и схемой расположения участков электродного материала;
[0020] ФИГ.9А представляет собой схематическое изображение прессовочной машины для прессования участков электродного материала после сушки участков электродного материала;
[0021] ФИГ.9В представляет собой вид сверху, иллюстрирующий основные детали прессовочной машины по ФИГ.9А;
[0022] ФИГ.10 включает в себя в части (А) вид сверху, иллюстрирующий пример взаимного расположения металлической фольги и индукционной катушки, перемещающихся друг относительно друга, и в части (В) распределение температуры металлической фольги в тот момент, когда обеспечивается взаимное расположение, проиллюстрированное в части (А);
[0023] ФИГ.11 включает в себя в части (А) вид сверху, иллюстрирующий состояние, в котором индукционная катушка достигает непокрытого участка за счет относительного перемещения металлической фольги и индукционной катушки из взаимного расположения, как показано на ФИГ.10, и в части (В) распределение температуры металлической фольги в тот момент, когда обеспечивается взаимное расположение, проиллюстрированное в части (А);
[0024] ФИГ.12 представляет собой схематическое изображение устройства для нанесения покрытия и сушки электродного материала в соответствии со вторым вариантом воплощения;
[0025] ФИГ.13 включает в себя в части (А) вид в разрезе, показывающий металлическую фольгу, на которой участки электродного материала расположены с промежутками, и в части (В) график, иллюстрирующий изменение скорости перемещения перемещаемой металлической фольги;
[0026] ФИГ.14 представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с третьим вариантом воплощения;
[0027] ФИГ.15А представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с четвертым вариантом воплощения;
[0028] ФИГ.15В представляет собой вид в разрезе, выполненном по линии 15В-15В на ФИГ.15А;
[0029] ФИГ.16 представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с пятым вариантом воплощения;
[0030] ФИГ.17 представляет собой вид в перспективе, показывающий вспомогательную индукционную катушку;
[0031] ФИГ.18 представляет собой вид в разрезе, выполненном по линии 18-18 на ФИГ.16;
[0032] ФИГ.19 включает в себя в частях (А) и (В) виды сверху, иллюстрирующие примеры взаимного расположения металлической фольги и индукционной катушки, перемещающихся друг относительно друга, и в части (С) график, иллюстрирующий изменение мощности на выходе высокочастотного источника питания;
[0033] ФИГ.20 включает в себя в части (А) вид сверху, иллюстрирующий пример взаимного расположения металлической фольги и вспомогательной индукционной катушки, перемещающихся друг относительно друга, и в части (В) график, иллюстрирующий изменение мощности на выходе высокочастотного источника питания;
[0034] ФИГ.21 представляет собой вид в разрезе, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с шестым вариантом воплощения;
[0035] ФИГ.22 представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с седьмым вариантом воплощения;
[0036] ФИГ.23 представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с восьмым вариантом воплощения;
[0037] ФИГ.24 представляет собой вид сверху, иллюстрирующий разновидность восьмого варианта воплощения; и
[0038] ФИГ.25 представляет собой вид в разрезе, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с девятым вариантом воплощения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
[0039] Процесс формирования электродов включает в себя не только процесс непрерывного нанесения покрытия, в котором участки электродного материала располагают непрерывно, как описано ранее, но и процесс периодического нанесения покрытия, в котором участки электродного материала располагают с промежутками. В процессе периодического нанесения покрытия участки электродного материала разносят при нанесении участков электродного материала на металлическую фольгу. В данном описании тот участок металлической фольги, на который нанесен участок электродного материала, назван покрытым участком, в то время как другой участок металлической фольги, который остался открытым между участками электродного материала, назван непокрытым участком. Располагая участки электродного материала на металлической фольге с промежутками, покрытые участки и непокрытые участки формируют на металлической фольге один за другим. Непокрытый участок используется в качестве контакта, электрически соединяющего электроды друг с другом, или контакта, электрически соединяющего внешнюю клемму батареи и металлическую фольгу.
[0040] Поскольку на непокрытом участке металлическая фольга остается открытой без расположения электродного материала, количество тепла, подаваемого к непокрытому участку, является меньшим, чем количество тепла, подаваемого к покрытому участку. Таким образом, температура непокрытого участка может увеличиться в чрезмерной степени, когда металлическая фольга, которая представляет собой тонкую пленку, непрерывно подвергается индукционному нагреву и выделяет тепло. Чрезмерное увеличение температуры непокрытого участка может вызвать дефекты, такие как аномальное удлинение непокрытого участка, повреждение из-за окисления и так далее, в результате чего ухудшается качество электрода, а значит, ухудшается качество батареи.
[0041] В соответствии с настоящим изобретением возможно улучшить качество электродного материала за счет подавления чрезмерного повышения температуры непокрытого участка в металлической фольге, на которой участки электродного материала расположены с промежутками, и предотвращения повреждения металлической фольги или тому подобного.
[0042] Варианты воплощения изобретения описаны далее со ссылкой на чертежи. Следует отметить, что повторяющиеся разъяснения во всех вариантах воплощения исключены.
[0043] Как показано на ФИГ.1 и ФИГ.2, литий-ионная вторичная батарея 10 выполнена так, что элемент 17 батареи размещен во внешнем корпусе 22 и предотвращается повреждение, обусловленное внешним ударным воздействием и окружающей средой.
[0044] Элемент 17 батареи имеет такую конфигурацию, что множество слоев 16 аккумуляторов батареи, каждый из которых включает в себя катод 12, слой 13 электролита и анод 15, расположены стопкой. Катод 12 образован путем обеспечения слоя катодного активного материала на обеих сторонах катодного токосъемника 11. Анод 15 образован путем обеспечения слоя анодного активного материала на обеих сторонах анодного токосъемника 14. В литий-ионной вторичной батарее 10, проиллюстрированной на ФИГ.1 и 2, каждый из слоев 16 аккумуляторов батареи электрически соединен параллельно. Еще один катод 12 образован на обращенной наружу стороне самых крайних внешних катодных токосъемников 11а, расположенных рядом с самыми крайними внешними слоями элемента 17 батареи.
[0045] Для отвода тока от элемента 17 батареи наружу из внешнего корпуса 22 простираются катодный контакт 24 и анодный контакт 19, которые служат в качестве внешних клемм. Катодный контакт 24 соединен с каждым из катодных токосъемников 11 через соответствующие катодные выводы 20. Анодный контакт 19 соединен с каждым из анодных токосъемников 14 через соответствующие анодные выводы 21.
[0046] Учитывая малый вес и теплопроводность, внешний корпус 22 изготавливают из листовой заготовки, такой как композиционная многослойная пленка из полимера и металла, которая образована путем покрытия металла, такого как алюминий, нержавеющая сталь, никель и/или медь (включая их сплав), изолятором, таким как полипропиленовая пленка и так далее. Внешний корпус 22 герметизирует элемент 17 батареи путем соединения всех или некоторых из периферий листовой заготовки с использованием термосплавления.
[0047] Устройство для нанесения покрытия и сушки электродного материала в соответствии с первым вариантом воплощения описано со ссылкой на ФИГ.3-11.
[0048] Как показано на ФИГ.3 и 4, устройство 100 для нанесения покрытия и сушки представляет собой устройство, которое используется для изготовления электродов (т.е. катода 12 и анода 15) литий-ионной вторичной батареи 10 путем нанесения суспензии электродного материала 133 на металлическую фольгу 130, служащую в качестве токосъемника, и сушки электродного материала 133 за счет испарения растворителя, содержащегося в электродном материале 133. Устройство 100 для нанесения покрытия и сушки имеет устройство 102 для сушки электродного материала, предназначенное для сушки электродного материала 133 за счет испарения растворителя в электродном материале 133, и машину 104 для нанесения покрытия, предназначенную для нанесения электродного материала 133 на металлическую фольгу 130.
[0049] Машина 104 для нанесения покрытия имеет щелевую головку 170, подающую электродный материал 133, и участок 172 подачи электродного материала, предназначенный для подачи электродного материала 133 к щелевой головке 170. Участок 172 подачи электродного материала имеет резервуар (не показан) для размещения электродного материала 133 и насос (не показан) для повышения давления электродного материала 133. Щелевая головка 170 имеет линейную щель и периодически наносит электродный материал 133 из этой щели в направлении расположения, в котором транспортируют металлическую фольгу 130. Участки 133 электродного материала располагаются в направлении расположения, в котором транспортируют металлическую фольгу 130, таким образом, что участки 133 электродного материала разнесены друг от друга на расстояние S (см. ФИГ.4).
[0050] Устройство 102 для сушки электродного материала имеет, как правило, индукционную катушку 110, расположенную напротив лентообразной металлической фольги 130, на которой с промежутками расположены участки 133 содержащего растворитель электродного материала, для индукционного нагрева этой металлической фольги 130. Устройство 102 для сушки электродного материала также включает в себя транспортер для относительного перемещения металлической фольги 130 и индукционной катушки 110 в направлении расположения, в котором расположены участки 133 электродного материала, высокочастотный источник 117 питания, предназначенный для подачи питания на индукционную катушку 110, и контроллер, или блок управления, 140, предназначенный не только для управления высокочастотным источником 117 питания, но и для управления операциями устройства 100 для нанесения покрытия и сушки в целом.
[0051] Контроллер 140 обеспечивает относительное перемещение металлической фольги 130 и индукционной катушки 110 в направлении расположения участков 133 электродного материала. Одновременно, при испарении растворителя за счет обеспечения выделения тепла металлической фольгой 130 при индукционном нагреве, контроллер 140 уменьшает количество тепла, подаваемого к непокрытому участку 132 на металлической фольге 130, оставшемуся открытым между покрытыми участками 131 металлической фольги 130, которые поддерживают участки 133 электродного материала, путем управления высокочастотным источником 117 питания для уменьшения мощности, подаваемой на индукционную катушку 110. Контроллер 140 ступенчато или непрерывно изменяет количество тепла, подаваемого к металлической фольге 130.
[0052] Проиллюстрированный пример устройства 102 для сушки электродного материала имеет сушилку 141 горячим воздухом в дополнение к индукционной катушке 110 для индукционного нагрева металлической фольги 130 для того, чтобы испарять растворитель в электродном материале 133. Сушилка 141 горячим воздухом предусмотрена предварительно для надежной сушки электродного материала 133. Кроме того, устройство 102 для сушки электродного материала имеет датчик 142 для обнаружения расположения участков 133 электродного материала, как будет описано подробно в дальнейшем.
[0053] Поскольку в одной литий-ионной вторичной батарее 10 используются многочисленные электроды, электроды, как правило, получают непрерывно путем нанесения участков 133 электродного материала на длинную металлическую фольгу 130 для массового производства электродов. При непрерывном производстве электродов обработка с рулона на рулон является подходящей для способа укладки («складирования») электродов.
[0054] Для этого в первом варианте воплощения транспортер транспортирует длинную металлическую фольгу 130 с использованием обработки с рулона на рулон. Транспортер имеет подающий ролик 144 для подачи металлической фольги 130 в качестве токосъемника, приемный ролик 146 для приема металлической фольги 130 и множество опорных роликов (не показаны) для поддержания нижней поверхности металлической фольги 130. Приемный ролик 146 вращает двигатель М11, соединенный с осью приемного ролика 146. Подающий ролик 144 с намотанной металлической фольгой 130 снабжен механизмом торможения, который не показан, на оси 145 и подает металлическую фольгу 130 с прикладываемым натяжением. Приемный ролик 146 принимает металлическую фольгу 130 с подающего ролика 144 и транспортирует металлическую фольгу 130.
[0055] Металлическая фольга 130 может быть изготовлена из соответствующих материалов, таких как алюминий, медь, никель, железо и/или нержавеющая сталь. В частности, например, катодный токосъемник может быть изготовлен из металлической фольги 130, такой как алюминиевая фольга, а анодный токосъемник может быть изготовлен из металлической фольги 130, такой как медная фольга. Хотя конкретная толщина металлической фольги 130 особо не ограничена, металлическая фольга 130 представляет собой тонкую пленку, имеющую толщину примерно 20 мкм для алюминия и примерно 10 мкм для меди.
[0056] Электродные материалы 133 включают катодный электродный материал, используемый для формирования катода, и анодный электродный материал, используемый для формирования анода литий-ионной вторичной батареи 10.
[0057] С одной стороны, катодный электродный материал содержит, например, катодный активный материал, проводящую добавку и связующее, и эти компоненты равномерно диспергируют путем добавления растворителя, в результате чего получают заданную вязкость. Катодный активный материал может представлять собой, например, манганат лития. Проводящая добавка может представлять собой, например, ацетиленовую сажу. Связующее может представлять собой, например, ПВДФ (поливинилиденфторид). Растворитель может представлять собой, например, НМП (н-метилпирролидон).
[0058] Катодный активный материал не ограничен манганатом лития, но предпочтительно в качестве катодного активного материала используется сложный оксид лития и переходного металла с точки зрения емкости и выходной мощности. В качестве проводящей добавки могут быть использованы, например, углеродная сажа или графит. Связующее не ограничено ПВДФ. Кроме того, растворитель не ограничен НМП, и в качестве растворителя могут быть использованы любые известные растворители.
[0059] С другой стороны, анодный электродный материал содержит, например, анодный активный материал, проводящую добавку и связующее, и эти компоненты равномерно диспергируют путем добавления растворителя, в результате чего получают заданную вязкость. Анодный активный материал может представлять собой, например, графит. Проводящая добавка, связующее и растворитель могут представлять собой, например, соответственно ацетиленовую сажу, ПВДФ и НМП.
[0060] Анодный активный материал не ограничен, в частности, графитом, но в качестве анодного активного материала может быть использован твердый углерод или сложный оксид лития и переходного металла. В качестве проводящей добавки могут быть использованы, например, углеродная сажа или графит. Связующее не ограничено ПВДФ. Кроме того, растворитель не ограничен НМП, и в качестве растворителя могут быть использованы любые известные растворители.
[0061] Датчик 142 обнаруживает край участка 133 электродного материала, соответствующий границе между покрытым участком 131 и непокрытым участком 132, и преобразует информацию о расположении участков 133 электродного материала в сигнал. С учетом изменения длины металлической фольги 130, обусловленного натяжением, датчик 142 размещен непосредственно перед индукционной катушкой 110 выше по ходу в направлении расположения, в котором транспортируется металлическая фольга 130. Следует отметить, что датчик 142 может быть удобным образом выполнен в виде отражательного оптоэлектронного датчика, лазерного датчика или тому подобного.
[0062] Альтернативно, вместо датчика 142 информация о расположении покрытого участка 131 и непокрытого участка 132 может быть обнаружена исходя из количества, принятого приемным роликом, причем это количество может быть измерено посредством кодового датчика положения (не показан), предусмотренного в двигателе М11. Следует отметить, что точность обнаружения в соответствии с данным вариантом воплощения может быть довольно высокой, поскольку положение покрытого участка 131 и положение непокрытого участка 132 обнаруживаются непосредственно с использованием датчика 142, как описано выше.
[0063] Контроллер 140 и другой контроллер, описанные здесь, состоят главным образом из центрального процессора (ЦП) и запоминающего устройства, хранящего программу, реализованную программно и предназначенную для управления описанными здесь операциями. Датчик 142 электрически соединен с контроллером 140, и сигнал от датчика 142 поступает в контроллер 140. Контроллер 140 управляет выходной мощностью высокочастотного источника 117 питания на основе сигнала от датчика 142. Высокочастотный источник 117 питания электрически соединен с индукционной катушкой 110 и создает магнитные силовые линии посредством подачи мощности переменного тока. Контроллер 140 может ступенчато или непрерывно изменять количество тепла, подаваемого к металлической фольге 130, путем управления высокочастотным источником 117 питания.
[0064] Кроме того, контроллер 140 управляет приведением в действие машины 104 для нанесения покрытия и регулирует наносимое количество и наносимую толщину электродного материала 133, ширину электродного материала 133 в направлении расположения, в котором транспортируется электродный материал 133, расстояние между участками 133 электродного материала и так далее. Кроме того, контроллер 140 управляет приведением в действие двигателя М11 и регулирует скорость транспортирования металлической фольги 130. Например, контроллер 140 управляет двигателем М11 так, что скорость транспортирования металлической фольги 130 фиксирована на уровне 1 м/мин. В других вариантах воплощения фольга 130 транспортируется с другими скоростями, включая переменные скорости.
[0065] Сушилка 141 горячим воздухом размещена дальше по ходу в направлении расположения (то есть в направлении транспортирования металлической фольги 130) относительно индукционной катушки 110 и удаляет растворитель из электродного материала 133, когда металлическая фольга 130 проходит через сушилку. Сушилка 141 горячим воздухом может быть реализована с использования технологии, известной в данной области техники, и подводит тепло к электродному материалу 133 с помощью горячего воздуха для испарения растворителя в электродном материале 133.
[0066] Как можно видеть на ФИГ.5А и 5В, индукционная катушка 110 расположена таким образом, что магнитный поток, созданный индукционной катушкой 110, пропускается через поверхность металлической фольги 130 в направлении, перпендикулярном этой поверхности. Это обусловлено тем, что тонкая металлическая фольга 130 может выделять тепло, когда тонкая металлическая фольга 130 подвергается индукционному нагреву надлежащим образом. То есть в примере, в котором магнитный поток создается в направлении, параллельном поверхности металлической фольги, путем наматывания индукционной катушки вокруг металлической фольги, вокруг периферии сечения металлической фольги течет вихревой ток. В результате, по мере того как уменьшается толщина металлической фольги, металлическая фольга выделяет меньше джоулева тепла, поскольку вихревые токи, которые текут в противоположных направлениях в сечении металлической фольги, взаимно нейтрализуются или гасятся друг другом. Напротив, если магнитное поле создается в направлении, перпендикулярном металлической фольге 130, вихревой ток течет в направлении, параллельном поверхности металлической фольги 130, и тонкая металлическая фольга 130 может выделять достаточно джоулева тепла. Следует отметить, что, хотя это менее желательно в некоторых обстоятельствах, настоящее изобретение не исключает того аспекта, в котором магнитный поток создается в направлении, параллельном поверхности металлической фольги, путем наматывания индукционной катушки вокруг металлической фольги. Это обусловлено тем, что металлическая фольга может выделять достаточно джоулева тепла в зависимости от размера по толщине используемой металлической фольги.
[0067] Индукционная катушка 110 включает в себя участок индукционного нагрева, который простирается поперек направления расположения участков 133 электродного материала, и контроллер 140 уменьшает количество тепла, подаваемого к металлической фольге 130, когда участок индукционного нагрева совмещен с непокрытым участком 132, ниже количества тепла, подаваемого к металлической фольге 130, когда участок индукционного нагрева совмещен с покрытым участком 131. Таким образом, возможно уменьшить количество тепла, подаваемого к непокрытому участку 132, до величины, меньшей количества тепла, подаваемого к покрытому участку 131. Для индукционного нагрева металлической фольги 130 достаточно предусмотреть по меньшей мере один участок индукционного нагрева так, чтобы этот участок индукционного нагрева был расположен напротив одной поверхности металлической фольги 130.
[0068] Следует отметить, что для того, чтобы заставить металлическую фольгу 130 эффективно выделять тепло, могут быть предусмотрены участки индукционного нагрева так, что эти участки индукционного нагрева расположены напротив любой стороны металлической фольги 130 или же несколько участков индукционного нагрева расположены напротив одной стороны металлической фольги 130.
[0069] Соответственно в первом варианте воплощения индукционная катушка 110 выполнена с точки зрения обеспечения эффективного выделения тепла металлической фольгой 130 следующим образом.
[0070] Как можно видеть на ФИГ.5А и 5В, индукционная катушка 110 включает в себя по меньшей мере два, первый и второй, участка индукционного нагрева, простирающихся поперек направления расположения участков 133 электродного материала и разнесенных в направлении расположения. Расстояние между первым и вторым участками индукционного нагрева имеет такую величину, что первый и второй участки индукционного нагрева совмещаются с соответствующими разными непокрытыми участками 132 одновременно. В этом случае контроллер 140 уменьшает количество тепла, подаваемого к металлической фольге 130, когда первый и второй участки индукционного нагрева совмещены с соответствующими непокрытыми участками 132, ниже количества тепла, подаваемого к металлической фольге 130, когда участки индукционного нагрева совмещены с покрытыми участками 131.
[0071] В частности, как можно видеть на ФИГ.5А, индукционная катушка 110 расположена напротив поверхности металлической фольги 130 и создает магнитное поле в направлении, перпендикулярном поверхности металлической фольги 130. Индукционная катушка 110 имеет тело 111 катушки, через которое течет переменный ток, и длинный магнитный сердечник 112, изготовленный из феррита. Тело 111 катушки может представлять собой, например, медную трубку.
[0072] Участки 133 электродного материала расположены с промежутками вдоль продольного направления металлической фольги 130 и, как правило, по центру в поперечном направлении (направлении ширины сверху вниз на ФИГ.5А) поверхности металлической фольги 130. Другими словами, металлическая фольга 130 включает в себя открытый участок 134, на котором участок 133 электродного материала не расположен на по меньшей мере одном конце в поперечном направлении металлической фольги 130, при этом поперечное направление пересекает направление расположения участков 133 электродного материала. Таким образом, обеспечение наличия открытого участка 134 предотвращает попадание электродного материала 133, нанесенного на одну поверхность металлической фольги 130, на противоположную поверхность.
[0073] Как можно видеть на ФИГ.5В, сечение магнитного сердечника 112 является в целом U-образным. Магнитный сердечник 112 окружает каждый из участков 113, 114, 115 и 116 индукционного нагрева индукционной катушки 110. Магнитный сердечник 112 обеспечивает магнитопровод, который пропускает генерируемый индукционной катушкой 110 магнитный поток перпендикулярно поверхности металлической фольги 130. Индукционная катушка 110 выполнена с возможностью фокусировать магнитные силовые линии на металлической фольге 130 посредством магнитного сердечника 112 с тем, чтобы эффективно нагревать металлическую фольгу 130.
[0074] Участок 113 индукционного нагрева и участок 114 индукционного нагрева разнесены друг от друга с одной стороны металлической фольги 130 на такое же расстояние (Р, умноженное на 1), как и шаг Р (D1=P), с которым расположены участки 133 электродного материала. Участки 113 и 114 индукционного нагрева одновременно совмещаются с соответствующими разными непокрытыми участками 132.
[0075] Участок 115 индукционного нагрева и участок 116 индукционного нагрева расположены с противоположной от участков 113, 114 стороны металлической фольги 130. Участки 115 и 116 индукционного нагрева разнесены друг от друга на такое же расстояние (Р, умноженное на 1), как и шаг Р (D2=P), и участки 115 и 116 индукционного нагрева одновременно совмещаются с соответствующими разными непокрытыми участками 132.
[0076] На ФИГ.5В участки 113 и 114 индукционного нагрева, находящиеся на верхней стороне металлической фольги 130, составляют первый и второй участки индукционного нагрева, и участки 115 и 116 индукционного нагрева, находящиеся на нижней стороне металлической фольги 130, также составляют первый и второй участки индукционного нагрева. Первый участок индукционного нагрева и второй участок индукционного нагрева разнесены друг от друга на шаг, с которым расположены участки 133 электродного материала, умноженный на натуральное число, так что первый и второй участки индукционного нагрева одновременно совмещаются с соответствующими разными непокрытыми участками 132. В первом варианте воплощения, для легкости понимания, расстояние между первым и вторым участками индукционного нагрева задано равным шагу, с которым расположены участки 133 электродного материала. В данном контексте использование термина «одновременно» предназначено прояснить различие между данным вариантом воплощения и пятым вариантом воплощения, описанным ниже, в котором количество тепла, подаваемого к части покрытого участка, определенно уменьшено и другая индукционная катушка расположена для компенсации уменьшенного количества тепла, подаваемого к этой части покрытого участка. Следовательно, возможна разновидность первого варианта воплощения, в которой, в определенный момент, даже если любой один из первого и второго участков индукционного нагрева не совмещен с непокрытым участком 132, отсутствует необходимость в компенсации количества тепла, подаваемого к покрытому участку 131, другой индукционной катушкой. В том случае, когда другой индукционной катушкой не нужно компенсировать количество тепла, подаваемого к покрытому участку 131, как описано выше, в качестве примера расстояния между первым и вторым участками индукционного нагрева может быть выбран, например, размер, рассчитанный прибавлением расстояния S вдоль направления транспортирования металлической фольги 130 к шагу, размер, рассчитанный вычитанием расстояния S из шага, или тому подобное. Кроме того, расстояние между первым и вторым участками индукционного нагрева может представлять собой, например, размер, рассчитанный прибавлением/вычитанием диаметра тела катушки, в частности диаметра медной трубки, образующей тело катушки в вышеупомянутом примере, к шагу/из шага.
[0077] Как показано на ФИГ.6, тело 111 катушки образовано, например, путем сгибания медной трубки. Каждый из участков 113, 114, 115 и 116 индукционного нагрева образован с линейной формой. Участки 113 и 114 индукционного нагрева параллельны друг другу, и участки 115 и 116 индукционного нагрева параллельны друг другу.
[0078] Кроме того, участки 113 и 115 индукционного нагрева образованы так, что они расположены напротив друг друга с размещенной между ними металлической фольгой 130. Участки 114 и 116 индукционного нагрева образованы так, что они расположены напротив друг друга с размещенной между ними металлической фольгой 130. В данном случае тело 111 катушки согнуто так, что направления переменных токов, текущих через участки 113 и 115 индукционного нагрева, являются идентичными, и направления переменных токов, текущих через участки 114 и 116 индукционного нагрева, являются идентичными.
[0079] Таким образом, индукционная катушка 110 включает в себя пары участков 113 и 115 индукционного нагрева и участков 114 и 116 индукционного нагрева, которые расположены напротив друг друга с размещенной между ними металлической фольгой 130. Высокочастотный источник 117 питания обеспечивает протекание тока одинакового направления в соответствующих парах участков 113 и 115 индукционного нагрева и участков 114 и 116 индукционного нагрева. Следовательно, один наведенный ток в металлической фольге 130, созданный магнитными силовыми линиями, вызванными участком 113 индукционного нагрева, и другой наведенный ток в металлической фольге 130, созданный магнитными силовыми линиями, вызванными участком 115 индукционного нагрева, текут в одном и том же направлении без взаимной нейтрализации. Следовательно, металлическая фольга 130 выделяет достаточно джоулева тепла. Это также справедливо для участков 114 и 116 индукционного нагрева.
[0080] Направление, в котором простираются участки 113, 115, 114 и 116 индукционного нагрева индукционной катушки 110, является предпочтительно перпендикулярным направлению расположения участков 133 электродного материала. Во время перемещения металлической фольги 130 индукционная катушка 110 будет одновременно перекрывать края участков 133 электродного материала и будет одновременно «оставлять» края участков 133 электродного материала, если смотреть в поперечном направлении металлической фольги 130. Именно поэтому участки 133 электродного материала могут равномерно нагреваться в поперечном направлении металлической фольги 130 в том случае, когда количеством тепла, подаваемого к металлической фольге 130, управляют для его уменьшения или увеличения.
[0081] Внутренность тела 111 катушки сообщается с охлаждающим теплообменником (не показан), предназначенным для подачи охлаждающей воды. Во время индукционного нагрева осуществляют циркуляцию охлаждающей воды, подаваемой из охлаждающего теплообменника, через внутренность тела 111 катушки для воспрепятствования повышению температуры тела 111 катушки.
[0082] Далее будет описан способ сушки электродного материала 133.
[0083] Как правило, последовательность сушки электродного материала 133 состоит в обеспечении сначала лентообразной металлической фольги 130, на которой участки 133 содержащего растворитель электродного материала с промежутками разнесены друг от друга на расстояние S. Затем обеспечивают индукционную катушку 110 в положении напротив металлической фольги 130. В этом случае металлическая фольга 130 выделяет тепло вследствие индукционного нагрева для испарения растворителя при перемещении металлической фольги 130 относительно индукционной катушки 110 за счет вращения приемного ролика 146. В то же время количество тепла, подаваемого к непокрытому участку 132 металлической фольги 130, уменьшается ниже количества тепла, подаваемого к покрытому участку 131 металлической фольги 130. В первом варианте воплощения металлическую фольгу 130 перемещают относительно индукционной катушки 110 путем транспортировки металлической фольги 130. Кроме того, контроллер 140 управляет высокочастотным источником 117 питания и уменьшает количество тепла, подаваемого к непокрытому участку 132, ниже количества тепла, подаваемого к покрытому участку 131, путем уменьшения мощности, подаваемой на индукционную катушку 110. Далее будут разъяснены дополнительные подробности.
[0084] В первом варианте воплощения во время транспортировки металлической фольги 130 относительно индукционной катушки 110 в направлении расположения участков 133 электродного материала индукционный нагрев заставляет металлическую фольгу 130 выделять тепло для испарения растворителя на участках 133 электродного материала. В этом случае первый и второй участки индукционного нагрева одновременно совмещаются с соответствующими разными непокрытыми участками, и, если первый и второй участки индукционного нагрева совмещены с соответствующими непокрытыми участками, количество тепла, подаваемого к металлической фольге, уменьшается ниже количества тепла, подаваемого при совмещении первого и второго участков индукционного нагрева с соответствующими покрытыми участками.
[0085] Другими словами, участки 113 и 114 индукционного нагрева и участки 115 и 116 индукционного нагрева одновременно совмещаются с соответствующими разными непокрытыми участками 132, и, если участки 113, 114, 115 и 116 индукционного нагрева совмещены с непокрытыми участками 132, количество тепла, подаваемого к металлической фольге 130, уменьшается по сравнению с теми ситуациями, когда участки 113, 114, 115 и 116 индукционного нагрева совмещены с покрытыми участками 131.
[0086] В частности, как показано на ФИГ.7, когда участки 113, 114, 115 и 116 индукционного нагрева совмещены с непокрытыми участками 132, мощность, подаваемая на индукционную катушку 130, то есть выходная мощность высокочастотного источника 117 питания, уменьшается по сравнению со случаем, когда участки 113, 114, 115 и 116 индукционного нагрева совмещены с покрытыми участками 131. Режим изменения выходной мощности высокочастотного источника 117 питания может быть задан по-разному всякий раз, когда выходную мощность уменьшают таким образом. На ФИГ.7 показаны примеры, в которых количество тепла, подаваемого к металлической фольге 130, то есть выходная мощность, уменьшается ступенчато. ФИГ.8 иллюстрирует пример, в котором количество тепла, подаваемого к металлической фольге 130, то есть выходная мощность, изменяется непрерывно. Количество тепла, подаваемого к непокрытому участку 132, может быть уменьшено ниже количества тепла, подаваемого к покрытому участку 131, независимо от того, изменяется ли количество подаваемого к металлической фольге 130 тепла ступенчато или непрерывно.
[0087] Обращаясь к графику (В) ФИГ.7, примерная выходная мощность А поддерживается постоянной, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с частями покрытых участков 131. После этого выходная мощность начинает уменьшаться непосредственно перед тем, как участки 113, 114, 115 и 116 индукционного нагрева совмещаются с непокрытыми участками 132. Выходная мощность поддерживается на нижнем пределе L1, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с частями непокрытых участков 132.
[0088] Обращаясь к графику (С) ФИГ.7, как и в случае с выходной мощностью А, примерная выходная мощность В начинает уменьшаться непосредственно перед тем, как участки 113, 114, 115 и 116 индукционного нагрева совмещаются с непокрытыми участками 132, и выходная мощность поддерживается на нижнем пределе L2, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с непокрытыми участками 132.
[0089] Обращаясь к графику (D) ФИГ.7, примерная выходная мощность С поддерживается постоянной, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с покрытыми участками 131, и выходная мощность начинает уменьшаться одновременно с тем, как участки 113, 114, 115 и 116 индукционного нагрева начинают совмещаться с непокрытыми участками 132. После этого характер изменения выходной мощности изменяется с уменьшения на увеличение, когда выходная мощность достигнет нижнего предела L3.
[0090] Обращаясь к графику (Е) ФИГ.7, примерная выходная мощность D поддерживается постоянной, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с частями покрытых участков 131, и выходная мощность начинает повышаться непосредственно перед тем, как участки 113, 114, 115 и 116 индукционного нагрева совмещаются с непокрытыми участками 132. Характер изменения выходной мощности изменяется с увеличения на уменьшение, когда участки 113, 114, 115 и 116 индукционного нагрева начинают совмещаться с непокрытыми участками 132, и выходная мощность поддерживается на нижнем пределе L4, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с частями непокрытых участков 132. После этого выходная мощность начинает повышаться непосредственно перед тем, как участки 113, 114, 115 и 116 индукционного нагрева начинают совмещаться с покрытыми участками 131. Характер изменения выходной мощности изменяется с увеличения на уменьшение, когда участки 113, 114, 115 и 116 индукционного нагрева начинают совмещаться с покрытыми участками 131, и выходная мощность поддерживается постоянной в течение определенного периода. Показанный пример выходной мощности D характеризуется тем, что пик выходной мощности «расположен» соответствующим краю покрытого участка 131, который, скорее всего, будет находится при более низкой температуре, чем температура центра покрытого участка 131, когда выходная мощность на непокрытом участке 132 уменьшается.
[0091] Нижние пределы L1, L2, L3 и L4 выходной мощности, соответствующие соответствующим режимам и интервалам, могут быть заданы по-разному. Другими словами, могут применяться различные нижние пределы и интервалы при условии, что они будут препятствовать аномальному удлинению из-за чрезмерного повышения температуры на непокрытом участке 132, образованию оксидной пленки на поверхности непокрытого участка или тому подобному, обеспечивать проводимость в качестве контакта и исключать ухудшение эксплуатационных характеристик.
[0092] Несмотря на то что нижние пределы L1-L4 могут быть равны нулю, предпочтительно, чтобы некоторая степень нагрева применялась, поскольку в металлической фольге 130 может возникнуть коробление, когда разность температур непокрытого участка 132 и покрытого участка 131 становится большой. Например, нагрев применяется так, что температура непокрытого участка 132 будет равна примерно 50% от создаваемой на покрытом участке 131. Кроме того, выходная мощность может изменяться по-разному. Например, выходная мощность может быть резко уменьшена до нижнего предела или увеличена от нижнего предела прямоугольным образом, но предпочтительно выходную мощность изменяют в течение более длительного периода, принимая во внимание качество изделия.
[0093] Хотя в каждом из описанных выше режимов выходная мощность поддерживается постоянной, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с по меньшей мере частями покрытых участков 131, выходная мощность не ограничена этим. Вместо этого выходная мощность может быть такой, что концентрация растворителя в электродном материале 133 равна желаемому значению или меньше его, а температура электродного материала 133 находится, например, в диапазоне примерно от 100 до 130°С. Поскольку в первом варианте воплощения металлическую фольгу 130 индукционно нагревают для предварительного нагрева сушилки 141 горячим воздухом, желаемое значение концентрации растворителя в данном случае составляет, например, 100 миллионных долей.
[0094] На ФИГ.7 управление выходной мощностью таково, что выходная мощность поддерживается на нижних пределах L1-L4, пока участки 113, 114, 115 и 116 индукционного нагрева совмещены с непокрытыми участками 132, но управление не ограничено данным вариантом и может быть выполнено любым образом при условии, что предотвращается ухудшение качества непокрытого участка 132. Например, как можно видеть на графике (В) ФИГ.8, управление выходной мощностью может быть таким, что выходная мощность не поддерживается на нижнем пределе, а непрерывно изменяется.
[0095] Как описано ранее в данном описании, контроллер 140 изменяет выходную мощность высокочастотного источника 117 питания в соответствии с интервалом, на котором участки 113, 114, 115 и 116 индукционного нагрева совмещены с соответствующими покрытыми участками 131 и непокрытыми участками 132, и испаряет растворитель в электродном материале 133 при подавлении избыточного повышения температуры в непокрытых участках 132.
[0096] Температуры покрытых участков 131 и электродного материала 133 повышаются дважды, когда первая пара участков 114 и 116 индукционного нагрева совмещена с покрытыми участками 131 и когда вторая пара участков 113 и 115 индукционного нагрева совмещена с покрытыми участками 131. Данные температуры затем постепенно уменьшаются за счет естественной теплоотдачи при транспортировке металлической фольги 130.
[0097] После испарения растворителя в электродном материале 133 с использованием индукционной катушки 110 металлическую фольгу 130 и электродный материал 133 транспортируют к сушилке 141 горячим воздухом и удаляют остающийся в результате растворитель в электродном материале 133. Поскольку сушилка 141 горячим воздухом может предварительно сушить электродный материал 133, электродный материал 133 может быть высушен с использованием только индукционной катушки 110. После сушки электродного материала 133 электродный материал 133 подвергают прессованию, так что поверхность электродного материала делается гладкой.
[0098] Как показано на ФИГ.9А, прессовочная машина 150 прессует электродный материал 133 посредством пары прессующих роликов 151 и 152, расположенных с каждой стороны металлической фольги 130, при транспортировке металлической фольги 130.
[0099] Прессовочная машина 150 имеет ролик 153 для приема металлической фольги 130 и двигатель М12, соединенный с осью вращения ролика 153. Двигатель М12 вращает ролик 153, который принимает металлическую фольгу 130 с ролика 154, вокруг которого намотана металлическая фольга 130 и электродный материал 133, и транспортирует металлическую фольгу 130 и электродный материал 133.
[00100] Как показано на ФИГ.9В, прессующие ролики 151 и 152 попеременно прессуют участки 133 электродного материала и непокрытые участки 132 в направлении, противоположном тому, в котором транспортируется металлическая фольга 130. После прессования непокрытые участки 132 подвергаются воздействию силы на открытом участке 134, примыкающем к непокрытому участку 132. Эта сила почти равна той, которая прикладывается прессующими роликами 151 и 152.
[00101] Напротив, поскольку покрытые участки 131 в металлической фольге 130 имеют участки 133 электродного материала, выступающие от поверхности металлической фольги 130, покрытые участки 131 могут подвергаться воздействию большей силы, чем прикладываемая к открытому участку 134, примыкающему к покрытому участку 131. В результате существует разница между удлинением покрытых участков 131 и удлинением открытого участка 134 в направлении транспортирования.
[00102] В частности, в процессе непрерывного нанесения покрытия, в котором участки 133 электродного материала располагают не с промежутками, а располагают непрерывно без зазора, разница между удлинением покрытых участков 131 и удлинением открытого участка 134 «накапливается» в направлении транспортирования, так что в металлической фольге 130 может происходить коробление. Коробление может быть значительным в тех случаях, когда участки 133 электродного материала нанесены на металлическую фольгу в диапазоне от 200 мкм до 300 мкм или более для увеличения электрической емкости.
[00103] Однако, поскольку в соответствии с вариантом воплощения изобретения участки 133 электродного материала расположены с промежутками, разница между удлинением покрытых участков 131 и открытого участка 134 после прессования не накапливается в направлении транспортирования металлической фольги 130, как в случае с процессом непрерывного нанесения покрытия, и коробление металлической фольги 130 вследствие прессования может быть предотвращено. Кроме того, если существует некоторое различие в натяжении между граничными областями покрытого участка 131 и непокрытого участка 132, разница не накапливается, поскольку эти области очень малы. Кроме того, натяжение приложено в направлении транспортирования металлической фольги 130, так что металлическая фольга не будет разрываться в области, образующей контакт, как описано выше. Для этого требуется, чтобы покрытые участки 131 были образованы с промежутками.
[00104] Следует отметить, что в данном варианте воплощения электродный материал 133 наносят на одну поверхность металлической фольги 130, и обе поверхности металлической фольги 130 подвергают сушке и прессованию. Альтернативно, электродный материал 133 может быть нанесен на обе стороны металлической фольги 130. После высушивания обеих сторон металлической фольги 130 обе стороны металлической фольги 130 могут быть подвергнуты прессованию. Другими словами, электродный материал 133 может быть расположен на одной стороне или на обеих сторонах металлической фольги 130 посредством процессов нанесения покрытия, сушки и прессования.
[00105] Далее будут описаны эффекты первого варианта воплощения.
[00106] Когда в первом варианте воплощения участки 113, 114, 115 и 116 индукционного нагрева совмещаются с непокрытыми участками 132, контроллер 140 уменьшает выходную мощность высокочастотного источника 117 питания для уменьшения количества тепла, подаваемого к металлической фольге 130, по сравнению со случаем, когда участки индукционного нагрева совмещены с покрытыми участками 131.
[00107] В результате, как проиллюстрировано в частях (А) и (В) ФИГ.10 и 11, температура непокрытых участков 132 может поддерживаться более низкой, чем температура покрытых участков 131, и можно избежать чрезмерного повышения температуры на непокрытых участках 132. Следовательно, в соответствии с первым вариантом воплощения можно избежать повреждения металлической фольги 130 и так далее, и может быть достигнуто повышение качества.
[00108] В соответствии с первым вариантом воплощения участки 113 и 114 индукционного нагрева разнесены друг от друга на расстояние, равное шагу Р, и одновременно совмещаются с соответствующими разными непокрытыми участками 132. Кроме того, участки 115 и 116 индукционного нагрева расположены разнесенными друг от друга на расстояние, равное шагу Р, и одновременно совмещаются с соответствующими разными непокрытыми участками 132.
[00109] Следовательно, когда одна пара участков 113 и 115 индукционного нагрева, например, совмещена с непокрытым участком 132 и выходная мощность уменьшена, другая пара участков 114 и 116 индукционного нагрева не будет совмещена с покрытыми участками 131, и количество тепла, подаваемого к покрытым участкам 131, не будет уменьшено. В результате электродный материал 133 может быть нагрет равномерно.
[00110] В первом варианте воплощения участки 113, 114, 115 и 116 индукционного нагрева обеспечивают индукционный нагрев на обеих сторонах металлической фольги 130. В результате первый вариант воплощения позволяет подводить тепло к покрытым участкам 131 более эффективно по сравнению с подводом тепла только к одной стороне металлической фольги 130, в результате повышается производительность за счет уменьшения времени сушки.
[00111] Устройство для нанесения покрытия и сушки электродного материала в соответствии со вторым вариантом воплощения описано со ссылкой на ФИГ.12 и 13.
[00112] Как показано на ФИГ.12, устройство 200 для нанесения покрытия и сушки в соответствии со вторым вариантом воплощения имеет в целом аналогичную конфигурацию, что и у первого варианта воплощения, но отличается тем, что двигатель М23 соединен с осью 245 подающего ролика 244.
[00113] Как правило, контроллер 240 управляет транспортером для увеличения скорости металлической фольги 230 относительно индукционной катушки 210 таким образом, что количество тепла, подаваемого к непокрытым участкам 232, меньше количества тепла, подаваемого к покрытым участкам 231, когда металлическую фольгу 230 и индукционную катушку 210 перемещают друг относительно друга в направлении расположения (то есть в направлении, в котором расположены участки 233 электродного материала) для того, чтобы испарить растворитель путем индукционного нагрева металлической фольги 230 с выделением тепла. Транспортер имеет подающий ролик 244, приемный ролик 246 и множество опорных роликов (не показаны), поддерживающих нижнюю сторону металлической фольги 230.
[00114] Контроллер 240 электрически соединен с двигателем М21 и двигателем М23 и управляет подающим роликом 244 и приемным роликом 246 путем управления частотами вращения соответственно двигателя М21 и двигателя М23.
[00115] Контроллер 240 синхронизирует двигатели М21 и М23 так, что они имеют одинаковую частоту вращения, и увеличивает или уменьшает частоты вращения соответственно двигателей М21 и М23 на основе сигнала от датчика 242.
[00116] Когда контроллер 240 управляет двигателями М21 и М23 и изменяет скорость перемещения металлической фольги 230 относительно индукционной катушки 210 так, что участки 213, 214, 215 и 216 индукционного нагрева совмещаются с по меньшей мере частями непокрытых участков 232, количество тепла, подаваемого к металлической фольге 230, уменьшается по сравнению со случаем, когда участки 213, 214, 215 и 216 индукционного нагрева совмещены с покрытыми участками 231.
[00117] Как показано на ФИГ.13, например, контроллер 240 поддерживает частоты вращения двигателей М21 и М23 постоянными, в результате чего скорость перемещения металлической фольги 230 поддерживается на постоянной скорости L, пока участки 213, 214, 215 и 216 индукционного нагрева совмещены с покрытыми участками 231.
[00118] После этого, пока участки 213, 214, 215 и 216 индукционного нагрева совмещены с непокрытыми участками 232, контроллер 240 увеличивает частоты вращения двигателей М21 и М23 до тех пор, пока скорость перемещения металлической фольги 230 не достигнет скорости Н. Таким образом, контроллер 240 уменьшает количество тепла, подаваемого к непокрытым участкам 232.
[00119] Скорость Н перемещения металлической фольги 230 может составлять, например, 2 м/мин, а скорость L перемещения металлической фольги 230 может составлять, например, 1 м/мин. Кроме того, в данном варианте воплощения контроллер 240 поддерживает постоянной выходную мощность высокочастотного источника 217 питания.
[00120] Как описано выше, во втором варианте воплощения, пока участки 213, 214, 215 и 216 индукционного нагрева совмещены с по меньшей мере частями непокрытых участков 232, количество тепла, подаваемого к металлической фольге 230, уменьшено по сравнению со случаем, когда участки 213, 214, 215 и 216 индукционного нагрева совмещены с покрытыми участками 231. Таким образом, предотвращается избыточное повышение температуры на непокрытых участках 232, и может быть достигнуто повышение качества, как и в случае с первым вариантом воплощения. Кроме того, второй вариант воплощения в целом аналогичен первому варианту воплощения и обеспечивает те же дополнительные эффекты, что и первый вариант воплощения.
[00121] Хотя в данном варианте воплощения количество тепла, подаваемого к металлической фольге 230, изменяют путем управления частотами вращения двигателей М21 и М23 для изменения скорости перемещения металлической фольги 230 относительно индукционной катушки 210, одновременно может быть использовано управление выходной мощностью высокочастотного источника питания, как дополнительно описано в связи с первым вариантом воплощения. В данном случае величина изменения скорости перемещения и величина изменения выходной мощности могут быть меньшими, чем те, которые описаны в связи с каждым из вариантов воплощения.
[00122] Устройство для сушки электродного материала в соответствии с третьим вариантом воплощения описано со ссылкой на ФИГ.14. Третий вариант воплощения имеет в целом аналогичную конфигурацию, что и у первого и второго вариантов воплощения, но отличается тем, что участки 313, 314 индукционного нагрева, получающие выходную мощность от высокочастотного источника 317 питания, расположены разнесенными на расстоянии D3, которое в два раза превышает шаг Р (т.е. D3 = 2∙Р), в направлении расположения участков 333 электродного материала на поверхности металлической фольги 330. Участки 333 электродного материала образуют покрытые участки 331, разделенные непокрытыми участками 332 металлической фольги 330.
[00123] Следовательно, в третьем варианте воплощения временной интервал от момента времени, когда покрытый участок 331 проходит через участок 314 индукционного нагрева, до момента времени, когда покрытый участок 331 достигает участка 313 индукционного нагрева, является более продолжительным, чем в первом варианте воплощения, и температура покрытого участка 331 уменьшается ниже соответствующей температуры в первом или втором варианте воплощения во время перемещения покрытого участка 331. Поэтому третий вариант воплощения имеет один эффект в дополнение к эффектам первого и второго вариантов воплощения, заключающийся в том, что может быть предотвращено чрезмерное повышение температуры покрытого участка 331.
[00124] В частности, если толщина металлической фольги 330 или электродного материала 333 мала, то выгодно применим третий вариант воплощения, поскольку температура склонна повышаться вследствие уменьшения теплоемкости. Кроме того, если шаг Р мал и трудно, например, обработать медную трубку в качестве тела катушки так, чтобы обеспечить соответствие шагу Р, то также выгодно применим третий вариант воплощения.
[00125] ФИГ.15А представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с четвертым вариантом воплощения, а ФИГ.15В представляет собой вид в разрезе, выполненном по линии 15В-15В на ФИГ.15А.
[00126] Как показано на ФИГ.15А, четвертый вариант воплощения имеет в целом аналогичную конфигурацию, что и у первого или второго варианта воплощения, но отличается тем, что индукционная катушка 410 образована с гребенчатой конфигурацией.
[00127] Как лучше всего показано на ФИГ.15В, четыре участка 413А, 414А, 413В и 414В индукционного нагрева расположены с одной стороны металлической фольги 430, и четыре участка 415А, 416А, 415В и 416В индукционного нагрева расположены с другой стороны металлической фольги 430. Участки индукционного нагрева, соседние друг с другом в направлении расположения участков 433 электродного материала на поверхности металлической фольги 430, разнесены на расстояние, равное шагу Р. Участки 433 электродного материала образуют покрытые участки 431, разделенные непокрытыми участками 432 металлической фольги 430.
[00128] Четвертый вариант воплощения обеспечивает те же эффекты, что и первый или второй вариант воплощения. Кроме того, поскольку четвертый вариант воплощения осуществим с нагревом четырех мест металлической фольги 430 одним высокочастотным источником 417 питания, четвертый вариант воплощения может уменьшить стоимость устройства по сравнению со случаем, когда четыре места нагревают двумя индукционными катушками, как в первом или втором варианте воплощения.
[00129] Устройство для сушки электродного материала в соответствии с пятым вариантом воплощения описано со ссылкой на ФИГ.16-20.
[00130] Пятый вариант воплощения имеет в целом аналогичную конфигурацию, что и у первого или второго варианта воплощения, но отличается, как показано на ФИГ.16, тем, что устройство для сушки электродного материала включает в себя не только индукционную катушку 510, имеющую в целом аналогичную конструкцию, что и индукционная катушка 110, но и вспомогательную индукционную катушку 520, обращенную к металлической фольге 530 и обеспечивающую индукционный нагрев металлической фольги 530. Кроме того, устройство для сушки электродного материала в соответствии с пятым вариантом воплощения имеет источник 527 питания для подачи питания на вспомогательную индукционную катушку 520. Контроллер 540 управляет высокочастотным источником 517 питания, подающим питание на индукционную катушку 510, и источником 527 питания для вспомогательной индукционной катушки 520.
[00131] Индукционная катушка 510 включает в себя по меньшей мере два, первый и второй, участка индукционного нагрева, простирающихся поперек направления расположения участков 533 электродного материала и разнесенных в направлении расположения.
[00132] Участки 513 и 514 индукционного нагрева, находящиеся на одной стороне металлической фольги 530, составляют первый и второй участки индукционного нагрева. Участки 515 и 516 индукционного нагрева, находящиеся на противоположной стороне металлической фольги 530 (см. ФИГ.18), также составляют первый и второй участки индукционного нагрева.
[00133] Индукционная катушка 510 отличается от индукционной катушки 110 в первом варианте воплощения тем, что расстояние между первым и вторым участками индукционного нагрева не такое, как в индукционной катушке 110. Расстояние между первым и вторым участками индукционного нагрева индукционной катушки 510 таково, что второй участок индукционного нагрева совмещается с покрытым участком 531, когда первый участок индукционного нагрева совмещается с непокрытым участком 532, и первый участок индукционного нагрева совмещается с покрытым участком 531, когда второй участок индукционного нагрева совмещается с непокрытым участком 532.
[00134] Вспомогательная индукционная катушка 520 размещена по ходу за по меньшей мере одним из первого и второго участков индукционного нагрева индукционной катушки 510 в направлении расположения, в которой перемещается металлическая фольга 530. В данном варианте воплощения вспомогательная индукционная катушка 520 размещена по ходу за участками 513 и 515 индукционного нагрева индукционной катушки 510 в направлении расположения. Вспомогательная индукционная катушка 520 выполнена так, что магнитный поток, который она создает, может пропускаться через металлическую фольгу 530 в направлении, перпендикулярном поверхности металлической фольги 530.
[00135] Вспомогательная индукционная катушка 520 имеет тело 521 катушки, через которое течет переменный ток, и длинные магнитные сердечники 522 и 529, изготовленные из феррита (см. ФИГ.18). Вспомогательная индукционная катушка 520 электрически соединена с источником 527 питания. Магнитные сердечники 522 и 529 образуют магнитопровод, который пропускает магнитный поток, создаваемый вспомогательной индукционной катушкой 520, через металлическую фольгу 530 в направлении, перпендикулярном поверхности металлической фольги 530.
[00136] Как показано на ФИГ.17, тело 521 вспомогательной индукционной катушки 520 образовано, например, путем сгибания медной трубки. Внутренность тела 521 катушки сообщается с охлаждающим теплообменником (не показан), предназначенным для подачи охлаждающей воды. Во время индукционного нагрева осуществляют циркуляцию охлаждающей воды, подаваемой из охлаждающего теплообменника, через внутренность тела 521 катушки и препятствуют повышению температуры тела 521 катушки.
[00137] Вспомогательная индукционная катушка 520 включает в себя по меньшей мере два, первый и второй, вспомогательных участка индукционного нагрева, простирающихся поперек направления расположения участков 533 электродного материала и разнесенных в направлении, перпендикулярном поверхности металлической фольги 530.
[00138] На ФИГ.17 вспомогательные участки 523 и 524 индукционного нагрева, находящиеся на верхней стороне металлической фольги 530, поддерживающей участки 533 электродного материала, составляют первый и второй вспомогательные участки индукционного нагрева. Вспомогательные участки 525 и 526 индукционного нагрева, находящиеся на противоположной, нижней, стороне металлической фольги 530, также составляют первый и второй вспомогательные участки индукционного нагрева.
[00139] Вспомогательные участки 523 и 524 индукционного нагрева разнесены в направлении, перпендикулярном поверхности металлической фольги 530. Вспомогательные участки 525 и 526 индукционного нагрева также разнесены в направлении, перпендикулярном поверхности металлической фольги 530.
[00140] Вспомогательные участки 523 и 525 индукционного нагрева расположены напротив друг друга с размещенной между ними металлической фольгой 530. Другими словами, вспомогательная индукционная катушка 520 включает в себя пару расположенных напротив друг друга вспомогательных участков 523 и 525 индукционного нагрева с размещенной между ними металлической фольгой 530.
[00141] Источник 527 питания для вспомогательной индукционной катушки 520 обеспечивает протекание тока через пару вспомогательных участков 523 и 525 индукционного нагрева в одном и том же направлении. Следовательно, один наведенный ток, созданный в металлической фольге 530 магнитными силовыми линиями, выходящими из вспомогательного участка 523 индукционного нагрева, и другой наведенный ток, созданный в металлической фольге 530 магнитными силовыми линиями, выходящими из вспомогательного участка 525 индукционного нагрева, протекают в одном и том же направлении без нейтрализации друг друга. Поэтому металлическая фольга 530 может выделять достаточно джоулева тепла для завершения сушки участков 533 электродного материала.
[00142] Предпочтительно направления, в которых простирается вспомогательная индукционная катушка 520, и направление расположения участков 533 электродного материала ортогональны друг другу. Во время перемещения металлической фольги 530 вспомогательная индукционная катушка 520 будет одновременно перекрывать края участков 533 электродного материала и будет одновременно «оставлять» края участков 533 электродного материала, если смотреть в поперечном направлении металлической фольги 530. Следовательно, участки 533 электродного материала могут быть равномерно нагреты в поперечном направлении металлической фольги 530 даже в том случае, если количеством тепла, подаваемого к металлической фольге 530, управляют для его уменьшения или увеличения.
[00143] Как показано на ФИГ.18, вспомогательная индукционная катушка 520 снабжена магнитным сердечником 522 на вспомогательном участке 523 индукционного нагрева и магнитным сердечником 529 на вспомогательном участке 525 индукционного нагрева. Вспомогательная индукционная катушка 520 дополнительно включает в себя экранирующий элемент 528 для уменьшения магнитного потока рассеяния путем экранирования одного из первого и второго вспомогательных участков индукционного нагрева вспомогательной индукционной катушки 520, который находится дальше от поверхности металлической фольги 530. В данном варианте воплощения вспомогательные участки 524 и 526 индукционного нагрева, как показано на ФИГ.18, составляют вспомогательный участок индукционного нагрева, который находится дальше от поверхности металлической фольги 530.
[00144] Экранирующий элемент 528 изготовлен из феррита. Экранирующий элемент 528 окружает весь периметр вспомогательных участков 524 и 526 индукционного нагрева и препятствует воздействию магнитных силовых линий, создаваемых вспомогательными участками 524 и 526 индукционного нагрева, на периферийный объект, такой как, например, кожух устройства.
[00145] Далее описан способ сушки электродного материала в соответствии с пятым вариантом воплощения.
[00146] Когда при сушке электродного материала 533 первый участок индукционного нагрева индукционной катушки 510 совмещен с непокрытым участком 532, второй участок индукционного нагрева индукционной катушки 510 совмещен с покрытым участком 531. Кроме того, когда второй участок индукционного нагрева совмещен с непокрытым участком 532, первый участок индукционного нагрева совмещен с покрытым участком 531. В данном случае, пока первый или второй участок индукционного нагрева совмещен с непокрытым участком 532, количество тепла, подаваемого к металлической фольге 530, уменьшено по сравнению со случаем, когда первый или второй участок индукционного нагрева совмещен с покрытым участком 531.
[00147] Кроме того, по мере того как вспомогательная индукционная катушка 520 располагается напротив металлической фольги 530 и первый участок индукционного нагрева индукционной катушки 510 совмещается с непокрытым участком 532, первая область 535 на покрытом участке 531, относительно которой перемещается второй участок индукционного нагрева индукционной катушки 510, нагревается вспомогательной индукционной катушкой 520. По мере того как второй участок индукционного нагрева индукционной катушки 510 совмещается с непокрытым участком 532, вторая область 536 на покрытом участке 531, относительно которой перемещается первый участок индукционного нагрева индукционной катушки 510, также нагревается вспомогательной индукционной катушкой 520. Больше подробностей разъясняются далее со ссылкой вначале на ФИГ.19А-19С.
[00148] Сначала перемещающаяся металлическая фольга 530 подвергается индукционному нагреву индукционной катушкой 510 для испарения растворителя в электродном материале 533. При этом, как показано на ФИГ.19А и 19В, когда участки 513 и 515 индукционного нагрева совмещены с непокрытым участком 532, участки 514 и 516 индукционного нагрева совмещены с покрытым участком 531. Напротив, когда участки 514 и 516 индукционного нагрева совмещены с непокрытым участком 532, участки 513 и 515 индукционного нагрева совмещены с покрытым участком 531.
[00149] Контроллер 540 уменьшает количество тепла, подаваемого к металлической фольге 530, когда участки 513 и 515 индукционного нагрева совмещены с непокрытыми участками 532, по сравнению со случаем, когда участки 513 и 515 индукционного нагрева совмещены с покрытым участком 531. Контроллер 540 также уменьшает количество тепла, подаваемого к металлической фольге 530, когда участки 514 и 516 индукционного нагрева совмещены с непокрытым участком 532, по сравнению со случаем, когда участки 514 и 516 индукционного нагрева совмещены с покрытым участком 531.
[00150] Другими словами, как показано на ФИГ.19С, в течение временного интервала Т от момента времени, когда индукционная катушка 510 начинает совмещаться с одним из покрытых участков 531, до момента времени, когда индукционная катушка 510 и один из покрытых участков 531 начинают выходить из совмещения друг с другом, контроллер 540 уменьшает выходную мощность почти вдвое. Следует отметить, что контроллер 540 может уменьшать количество подаваемого тепла путем изменения скорости металлической фольги относительно индукционной катушки, как и в случае со вторым вариантом воплощения.
[00151] Как показано на ФИГ.20А и 20В, контроллер 540 также управляет источником 527 питания для вспомогательной индукционной катушки так, что по мере того, как участки 513 и 515 индукционного нагрева совмещаются с непокрытым участком 532, область 535 на покрытом участке 531, относительно которой перемещаются участки 514 и 516 индукционного нагрева, нагревается вспомогательной индукционной катушкой 520. Аналогичным образом, по мере того как участки 514 и 516 индукционного нагрева совмещаются с непокрытым участком 532, область 536 на покрытом участке 531, относительно которой перемещаются участки 513 и 515 индукционного нагрева, также нагревается вспомогательной индукционной катушкой 520 с использованием источника 527 питания. Следует отметить, что области 535 и 536 соответствуют вышеупомянутым первой и второй областям соответственно.
[00152] Когда металлическая фольга 530 перемещается и вспомогательные участки 523 и 525 индукционного нагрева вспомогательной индукционной катушки 520 совмещаются соответственно с областями 535 и 536 на покрытом участке 531, контроллер 540 нагревает области 535 и 536, заставляя их выделять тепло.
[00153] Количество тепла, подаваемого вспомогательной индукционной катушкой 520, компенсирует уменьшение количества тепла, подаваемого к покрытому участку 531 в то время, когда участки 513 и 515 индукционного нагрева или участки 514 и 516 индукционного нагрева совмещены с непокрытым участком 532.
[00154] Как описано выше, пятый вариант воплощения эффективен по выравниванию количества тепла, подаваемого к покрытому участку 531, за счет компенсации количества тепла, требуемого для поддержания концентрации растворителя в электродном материале 533 равной или меньшей желаемого значения, с помощью вспомогательной индукционной катушки 520 и обеспечивает аналогичные эффекты, что и первый или второй вариант воплощения.
[00155] ФИГ. 21 представляет собой вид в разрезе, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с шестым вариантом воплощения.
[00156] Шестой вариант воплощения в целом аналогичен пятому варианту воплощения, но отличается тем, что экранирующий элемент не предусмотрен. Кроме того, вспомогательные участки 624 и 626 индукционного нагрева, находящиеся с дальней стороны от поверхности металлической фольги 630, находятся в контакте с магнитными сердечниками 622 и 629, предусмотренными на вспомогательных участках 623 и 625 индукционного нагрева, находящихся на сторонах, обращенных к поверхности металлической фольги 630. Индукционная катушка 610 имеет в целом аналогичную конструкцию, что и индукционная катушка 510 в пятом варианте воплощения.
[00157] Обращаясь к ФИГ.21, как правило, вспомогательная индукционная катушка 620, расположенная напротив металлической фольги 630 и обеспечивающая индукционный нагрев металлической фольги 630, включает в себя по меньшей мере два, первый и второй, вспомогательных участка индукционного нагрева, простирающихся поперек направления расположения участков 633 электродного материала и расположенных разнесенными друг от друга в направлении, перпендикулярном поверхности металлической фольги 630.
[00158] На ФИГ.21 вспомогательные участки 623 и 624 индукционного нагрева, обращенные к верхней стороне металлической фольги 630, составляют первый и второй вспомогательные участки индукционного нагрева, и вспомогательные участки 625 и 626 индукционного нагрева, обращенные к нижней стороне металлической фольги 630, также составляют первый и второй вспомогательные участки индукционного нагрева.
[00159] Вспомогательная индукционная катушка 620 имеет магнитные сердечники 622 и 629, причем эти сердечники 622 и 629 предусмотрены на одном из первого и второго вспомогательных участков индукционного нагрева вспомогательной индукционной катушки 620, находящихся с ближней стороны от поверхности металлической фольги 630, и сердечники 622 и 629 образуют магнитопровод для переноса магнитного потока, создаваемого вспомогательным участком индукционного нагрева, находящимся с ближней стороны от поверхности металлической фольги 630, в направлении, перпендикулярном поверхности металлической фольги 630. Вспомогательный участок 624 индукционного нагрева находится в контакте с магнитным сердечником 622. Вспомогательный участок 626 индукционного нагрева также находится в контакте с магнитным сердечником 629.
[00160] Таким образом, часть магнитного потока, создаваемого вспомогательным участком индукционного нагрева, находящимся с дальней стороны от поверхности металлической фольги 630, пропускается в направлении, перпендикулярном поверхности металлической фольги 630, за счет контактирования вспомогательного участка индукционного нагрева, находящегося с дальней стороны от поверхности металлической фольги 630, с магнитными сердечниками 622 и 629. Поэтому шестой вариант воплощения обеспечивает дополнительный эффект в дополнение к эффектам пятого варианта воплощения, заключающийся в том, что металлическая фольга 630 может быть подвергнута индукционному нагреву более эффективным образом.
[00161] Следует отметить, что, поскольку в данном варианте воплощения открытые вспомогательные участки 624 и 626 индукционного нагрева расположены рядом с магнитными сердечниками 622 и 629 и эти вспомогательные участки 624 и 626 индукционного нагрева расположены на некотором расстоянии от периферийного объекта, например кожуха устройства и так далее, может быть предотвращено влияние магнитных силовых линий на периферийный объект.
[00162] ФИГ. 22 представляет собой вид сверху, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с седьмым вариантом воплощения.
[00163] Седьмой вариант воплощения в целом аналогичен пятому варианту воплощения, но отличается тем, что данный вариант воплощения включает в себя множество индукционных катушек, при этом каждая из индукционных катушек в целом аналогична индукционной катушке 510 в пятом варианте воплощения.
[00164] Обращаясь к ФИГ.22, как правило, устройство для сушки электродного материала в соответствии с седьмым вариантом воплощения имеет множество комплектов индукционных катушек и источников питания для образования множества первых областей и множества вторых областей на одном покрытом участке 731.
[00165] В частности, устройство для сушки электродного материала в соответствии с седьмым вариантом воплощения имеет два комплекта из индукционной катушки 710 и высокочастотного источника 717 питания и индукционной катушки 760 и высокочастотного источника 767 питания. Этими высокочастотными источниками 717 и 767 питания управляет контроллер 740.
[00166] На покрытом участке 731 образуются две первые области и две вторые области за счет индукционного нагрева с помощью индукционных катушек 710 и 760. Области 735, 736, 737 и 738 на ФИГ.22 соответствуют этим первым и вторым областям.
[00167] Расстояние L1 между участками индукционного нагрева в индукционной катушке 710, расстояние L2 между участками индукционного нагрева в индукционной катушке 760 и ширина L3 интервала между индукционной катушкой 710 и индукционной катушкой 760 отрегулированы так, что области 735, 736, 737 и 738 не перекрываются друг с другом.
[00168] Контроллер 740 управляет источником 727 питания для вспомогательной индукционной катушки 720 с целью нагрева множества первых и вторых областей 735, 736, 737 и 738 с использованием одной вспомогательной индукционной катушки 720 для множества индукционных катушек 710 и 760.
[00169] Данный вариант воплощения обеспечивает дополнительный эффект в дополнение к эффектам пятого варианта воплощения, заключающийся в том, что использование вспомогательной индукционной катушки улучшается по сравнению с той конфигурацией, в которой отдельная вспомогательная индукционная катушка предусмотрена для каждой из множества индукционных катушек. Кроме того, данный вариант воплощения обеспечивает еще один дополнительный эффект, заключающийся в том, что стоимость оборудования может быть уменьшена в большей степени, чем в случае той конфигурации, в которой отдельная вспомогательная индукционная катушка предусмотрена для каждой из множества индукционных катушек.
[00170] Устройство для сушки электродного материала в соответствии с восьмым вариантом воплощения описано со ссылкой на ФИГ.23 и ФИГ.24.
[00171] Восьмой вариант воплощения в целом аналогичен пятому варианту воплощения, но отличается тем, что вспомогательная индукционная катушка размещена между первым участком индукционного нагрева и вторым участком индукционного нагрева индукционной катушки.
[00172] Как показано на ФИГ.23, вспомогательная индукционная катушка 820, аналогичная вспомогательной индукционной катушке 520 в пятом варианте воплощения, размещена между участками индукционного нагрева индукционной катушки 810, аналогичной индукционной катушке 510 в пятом варианте воплощения.
[00173] Как описано выше в связи с пятым вариантом воплощения, поскольку феррит, используемый в качестве магнитного сердечника и экранирующего элемента, закрывает тело индукционной катушки и тело вспомогательной индукционной катушки, индукционная катушка 810 и вспомогательная индукционная катушка 820 могут быть расположены плотно.
[00174] При данной конфигурации восьмой вариант воплощения обеспечивает, в дополнение к эффектам пятого варианта воплощения, дополнительный эффект, заключающийся в том, что устройство может быть реализовано с малым размером.
[00175] Кроме того, как показано на ФИГ.24, могут быть предусмотрены два комплекта с индукционной катушкой 810 и вспомогательной индукционной катушкой 820. В данном случае устройство может быть реализовано с малым размером за счет частичного перекрывания разных индукционных катушек 810 друг с другом.
[00176] ФИГ. 25 представляет собой вид в разрезе, иллюстрирующий основные детали устройства для сушки электродного материала в соответствии с девятым вариантом воплощения.
[00177] Устройство для сушки электродного материала в соответствии с девятым вариантом воплощения имеет конфигурацию одного из вариантов воплощения с первого по восьмой и, кроме того, имеет антимагнитные средства, расположенные на открытом участке 934 металлической фольги 930 и ослабляющие магнитный поток, действующий на открытый участок 934.
[00178] Как показано на ФИГ.25, антимагнитные средства могут представлять собой, например, нейтрализующую катушку 960 для создания магнитных силовых линий таким образом, чтобы влияние создаваемых индукционной катушкой 910 магнитных силовых линий на открытый участок 934 могло быть нейтрализовано.
[00179] При данной конфигурации девятый вариант воплощения обеспечивает дополнительный эффект в дополнение к эффектам одного из вариантов воплощения с первого по восьмой, заключающийся в том, что может быть предотвращено чрезмерное повышение температуры на открытом участке 934.
[00180] Изобретение не ограничено вышеупомянутыми вариантами воплощения, но может быть по-разному модифицировано в пределах объема приложенной формулы изобретения. Например, расстояние между участками индукционного нагрева не ограничено значением, идентичным шагу Р, с которым расположены участки электродного материала, но может иметь любые значения, равные шагу Р, умноженному на натуральное число, например значение, равное шагу Р, умноженному на 3.
[00181] Кроме того, форма волны сигнала выходной мощности высокочастотного источника питания не ограничена вышеупомянутыми примерами, но может быть задана по-разному. Например, коэффициент заполнения может изменяться между интервалом, когда участки индукционного нагрева совмещены с покрытым участком, и интервалом, когда участки индукционного нагрева совмещены с непокрытым участком, так что можно воспрепятствовать чрезмерному повышению температуры на непокрытом участке.
[00182] В вышеупомянутых вариантах воплощения металлическую фольгу перемещают относительно индукционной катушки, но изобретение не ограничено этим. Другими словами, металлическую фольгу и индукционную катушку перемещают друг относительно друга, и изобретение включает вариант воплощения, в котором индукционную катушку перемещают относительно металлической фольги.
[00183] Соответственно вышеописанные варианты воплощения были описаны для обеспечения возможности легкого понимания настоящего изобретения и не ограничивают настоящее изобретение. Напротив, изобретение предусмотрено охватывающим различные модификации и эквивалентные конструкции, включенные в объем приложенной формулы изобретения, который должен соответствовать самой широкой интерпретации с тем, чтобы охватывать все такие модификации и эквивалентные конструкции, как допускается в соответствии с законом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2022 |
|
RU2833148C2 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК ДЛЯ ОСУЩЕСТВЛЕНИЯ НАГРЕВА СИГАРЕТЫ И УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СОДЕРЖАЩЕЕ ТАКОЙ БЛОК | 2019 |
|
RU2776506C1 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ ДЛЯ НАГРЕВАНИЯ АЭРОЗОЛЬОБРАЗУЮЩЕГО МАТЕРИАЛА | 2018 |
|
RU2756907C1 |
| ИЗДЕЛИЕ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2023 |
|
RU2815302C1 |
| Плазменный ракетный двигатель с замкнутым дрейфом электронов, адаптированный к высоким тепловым нагрузкам | 1999 |
|
RU2219371C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ОБРАЗУЮЩЕГО ДЫМ МАТЕРИАЛА | 2016 |
|
RU2682351C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ОБРАЗУЮЩЕГО ДЫМ МАТЕРИАЛА | 2016 |
|
RU2802357C2 |
| ИЗДЕЛИЕ ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ И УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ, СОДЕРЖАЩЕЕ ТАКОЕ ИЗДЕЛИЕ | 2022 |
|
RU2821498C2 |
| УСТРОЙСТВО ПОДАЧИ АЭРОЗОЛЯ | 2020 |
|
RU2802335C2 |
| КУХОННЫЙ ПРИБОР С ВОЗМОЖНОСТЬЮ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК ПИЩИ И НАПИТКОВ | 2016 |
|
RU2722120C2 |
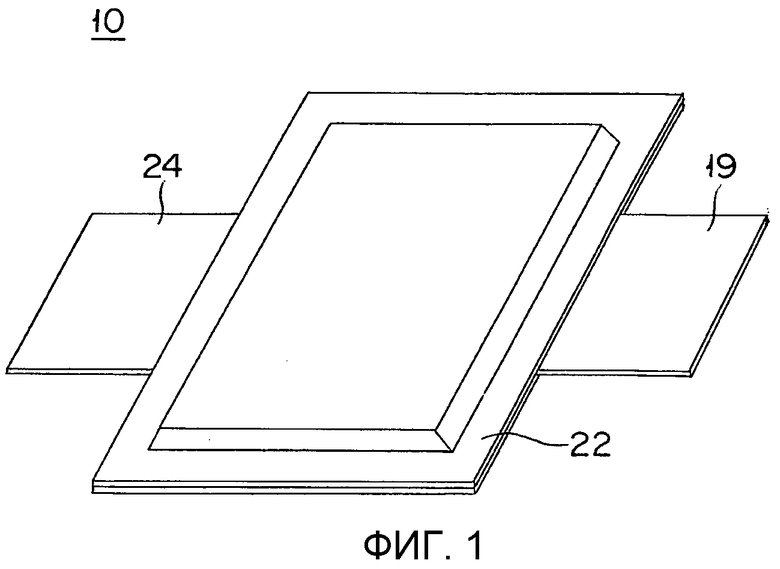
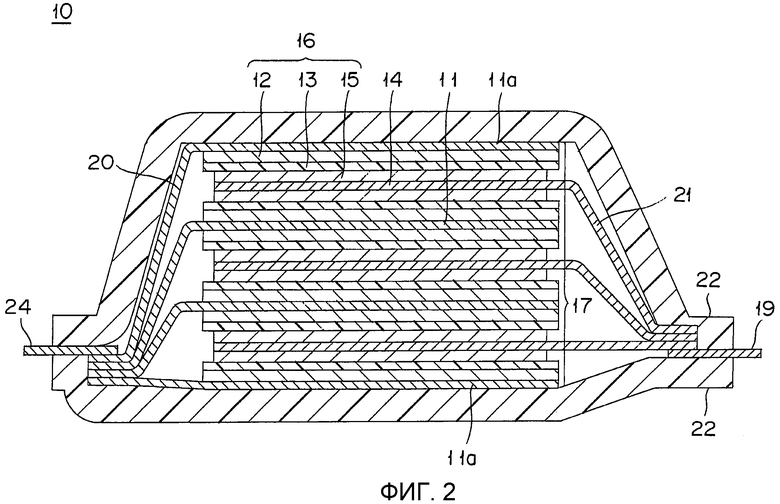
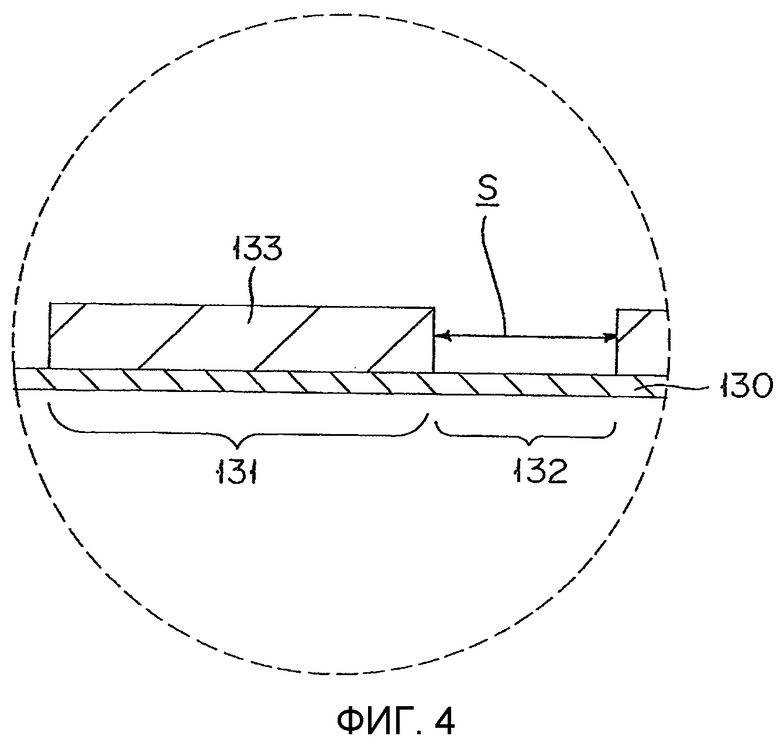
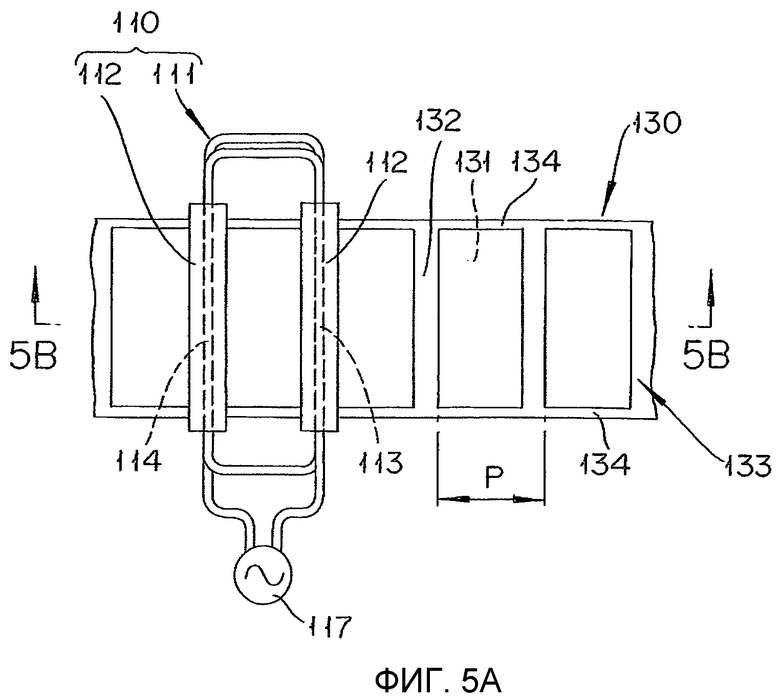
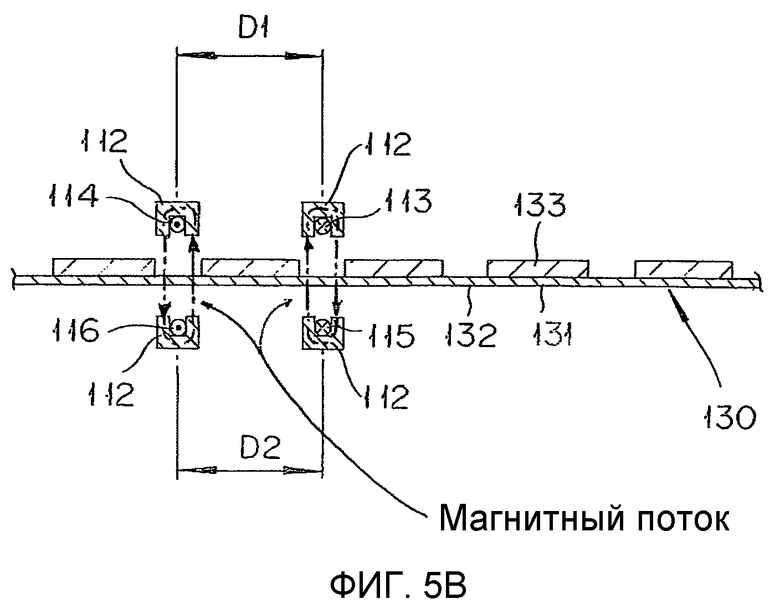
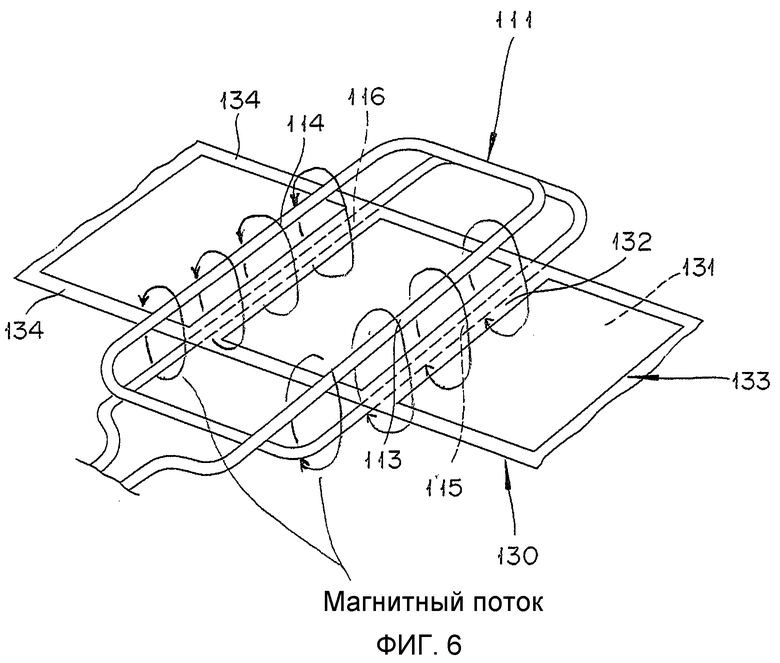
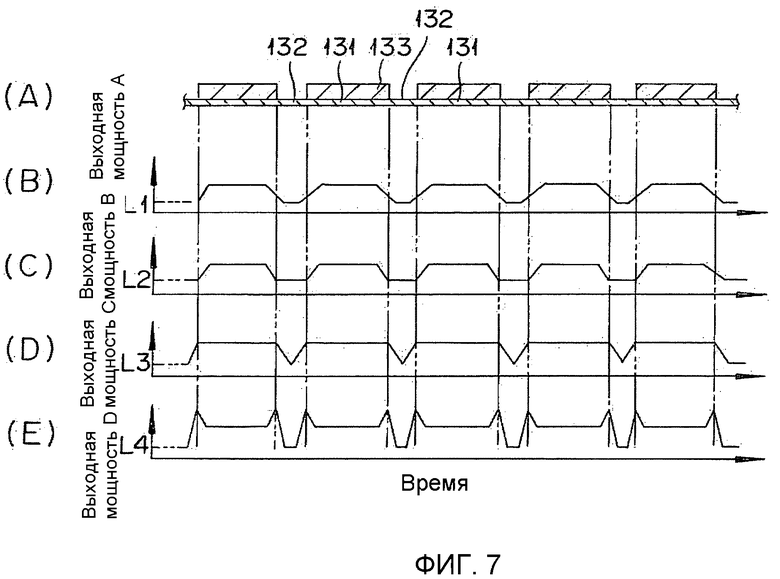
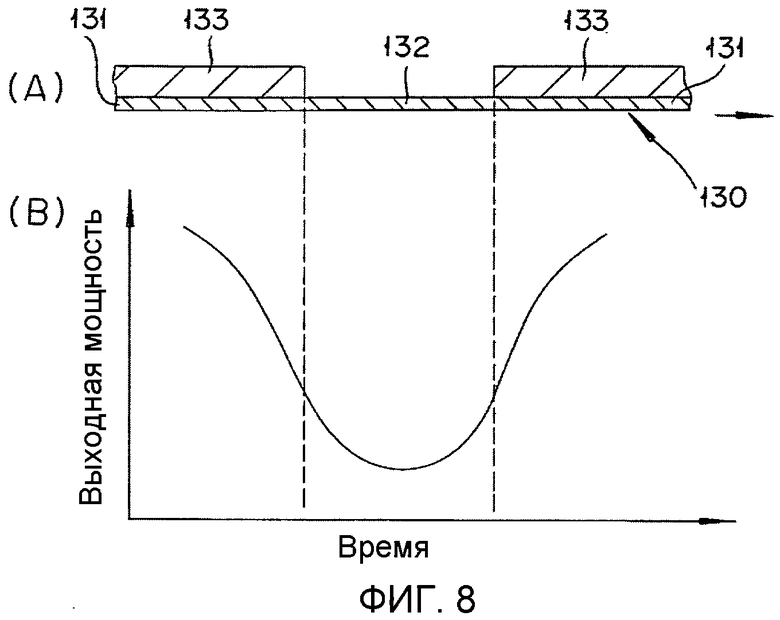
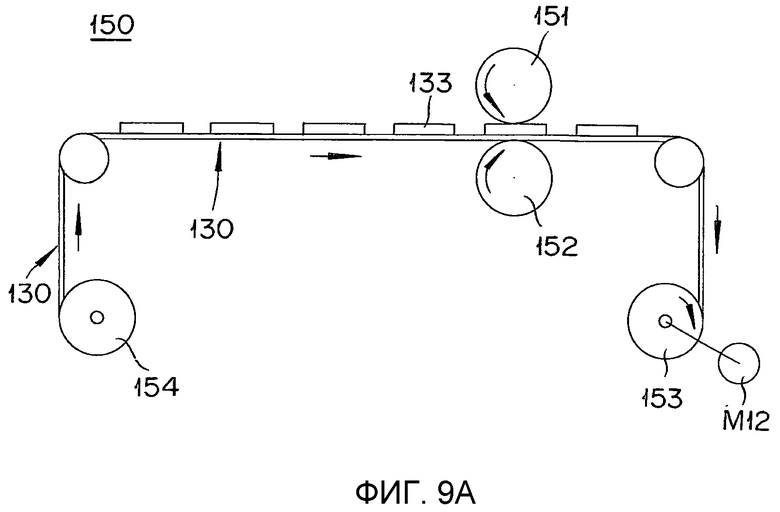
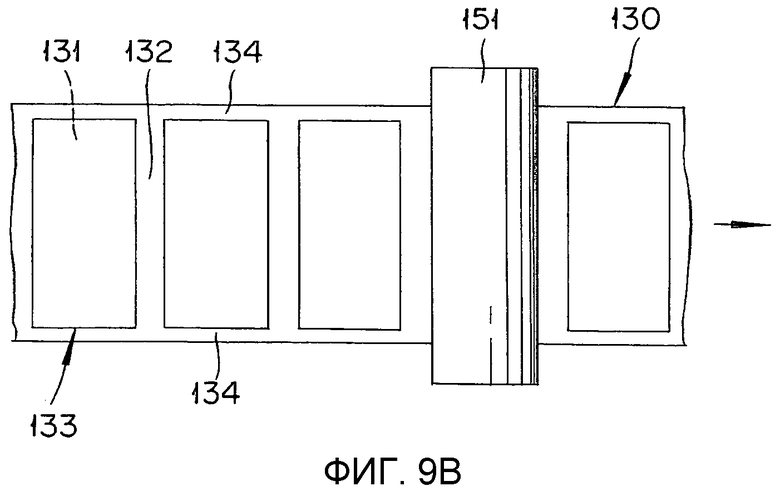
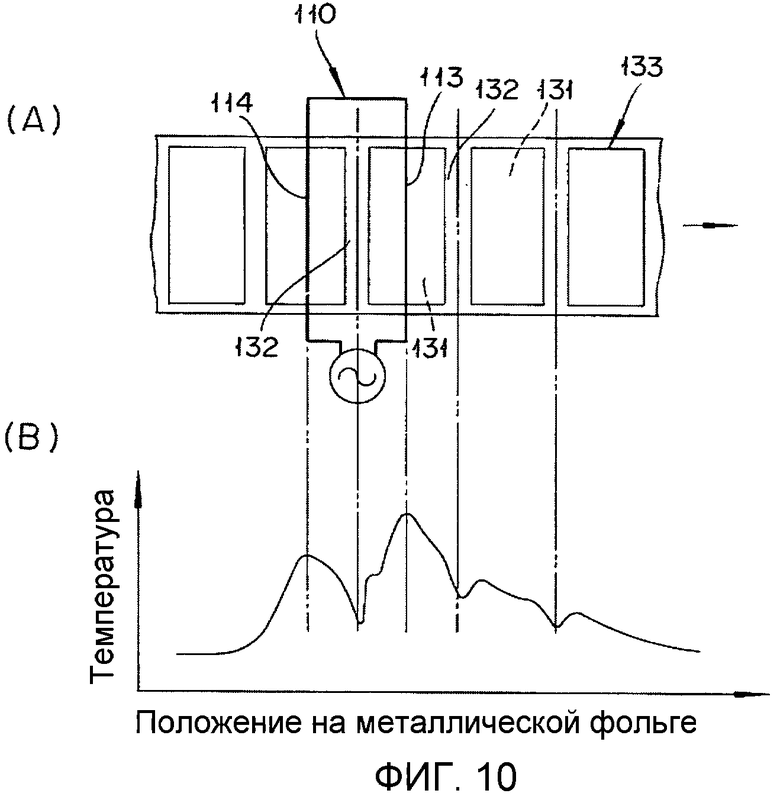
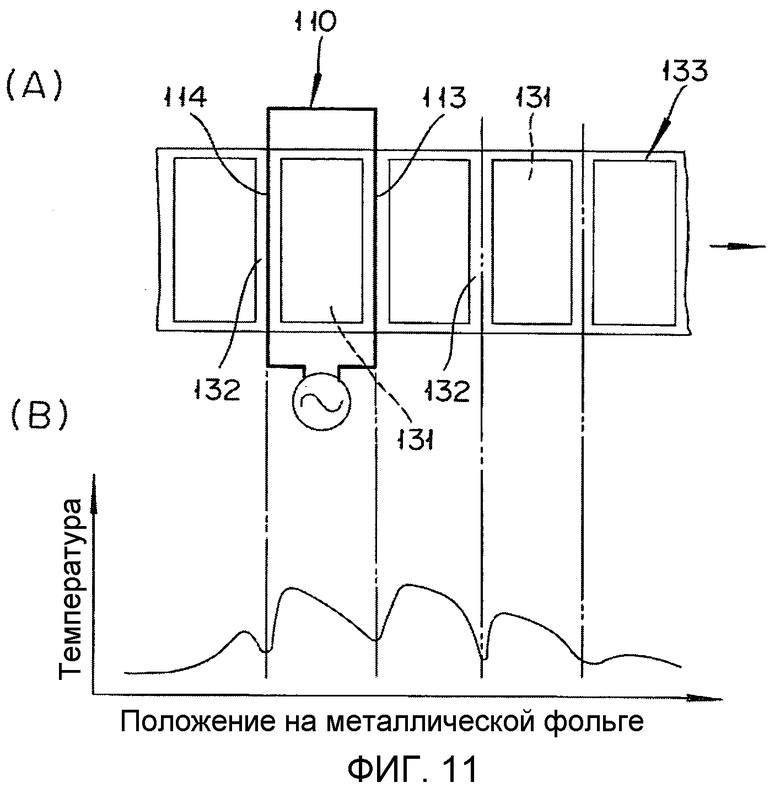
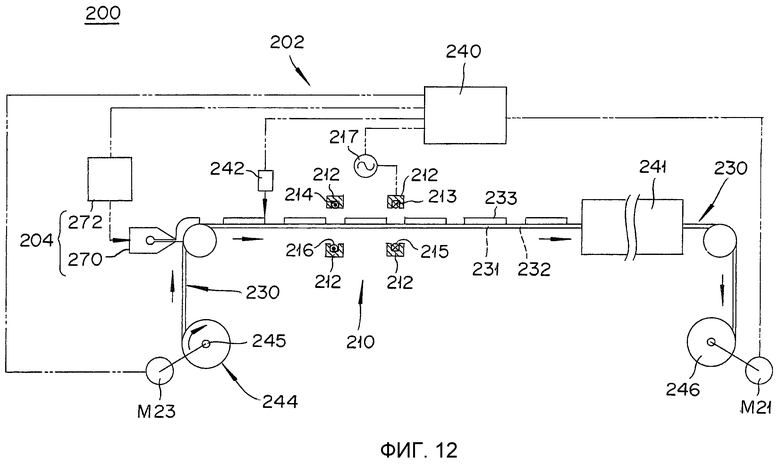
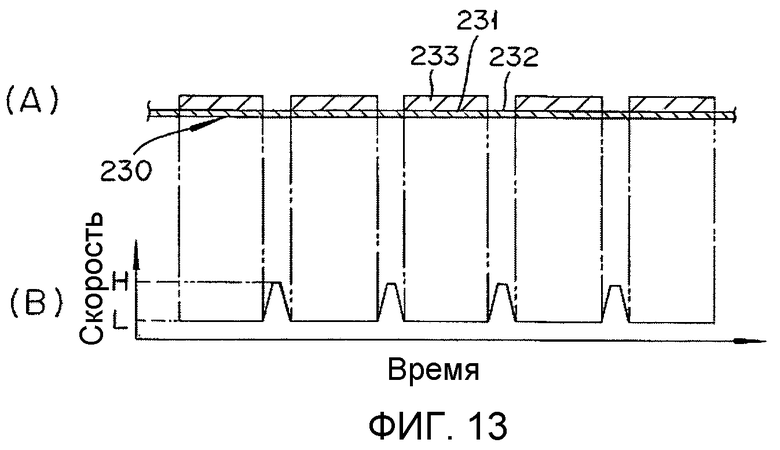
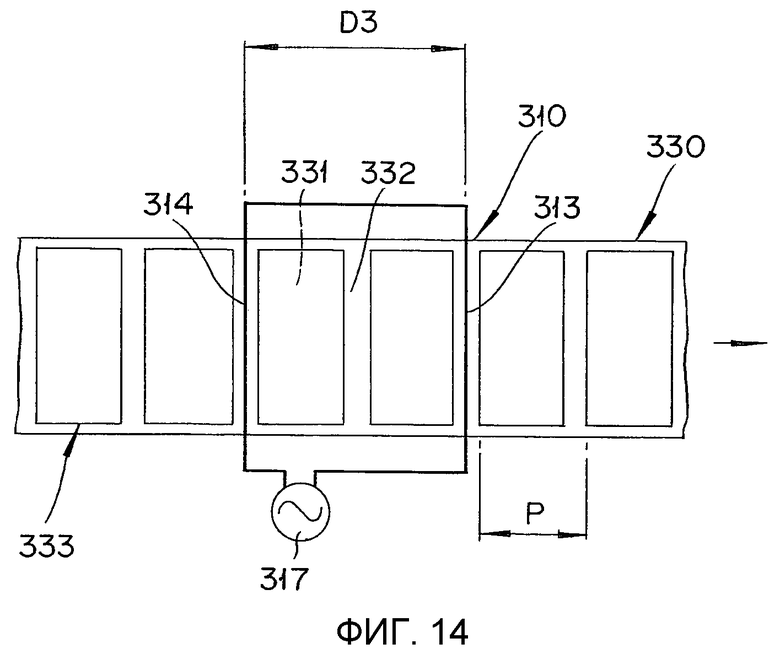
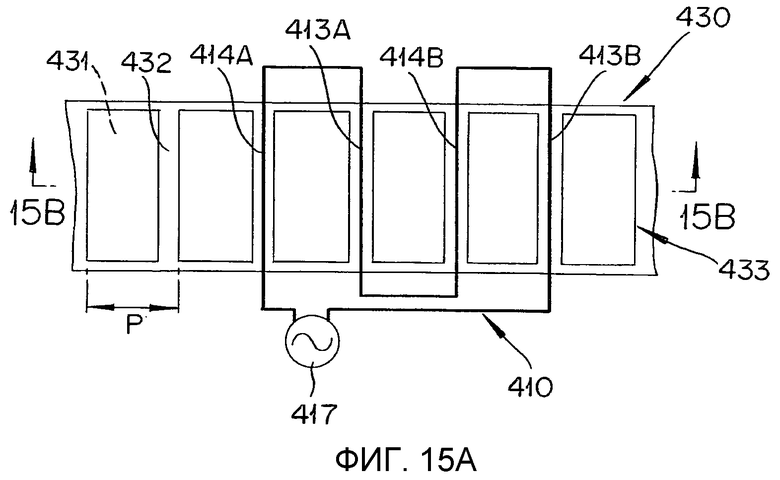
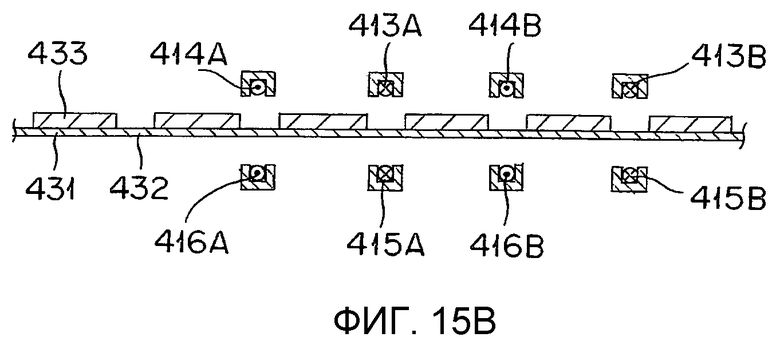
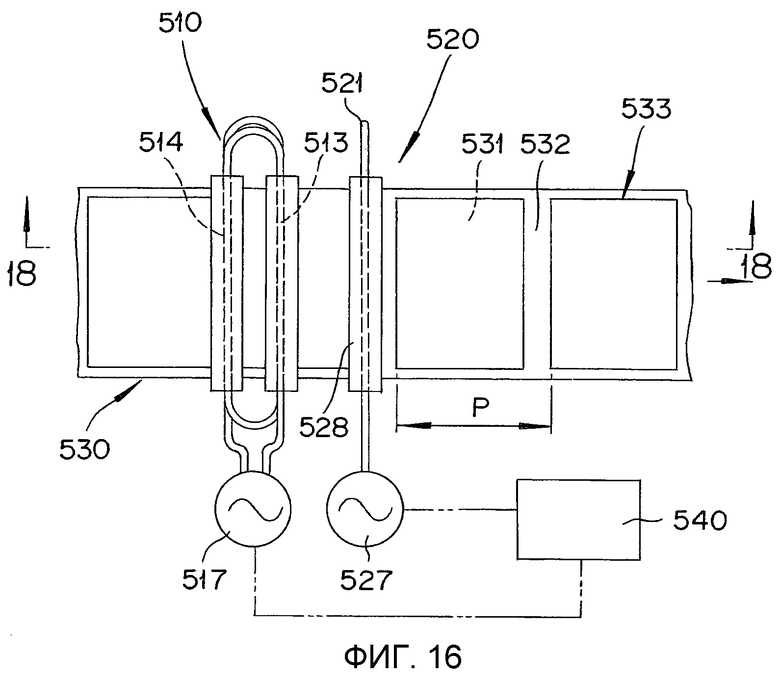
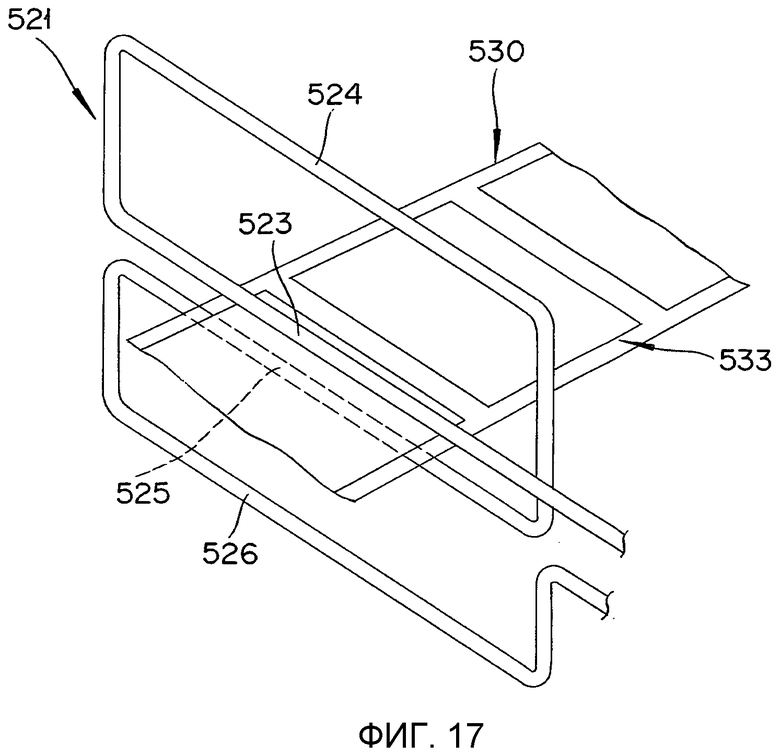
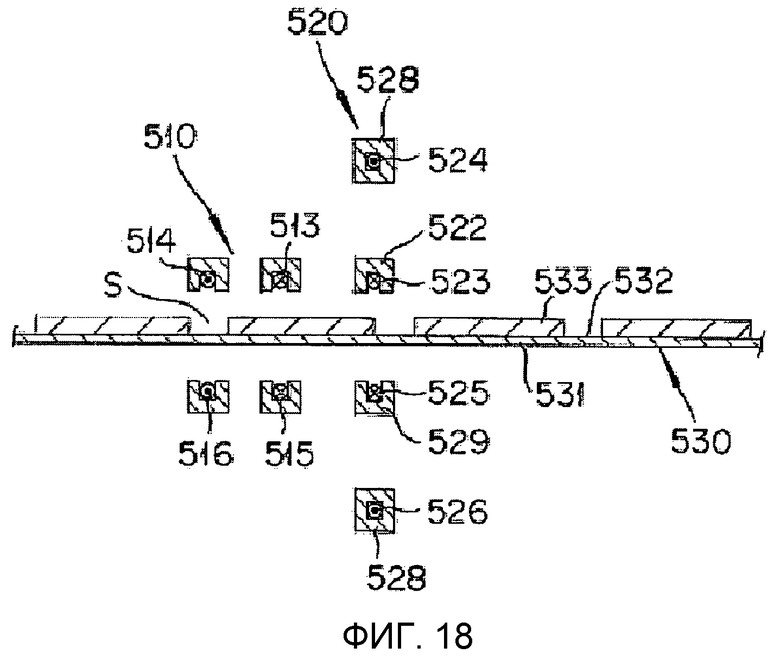
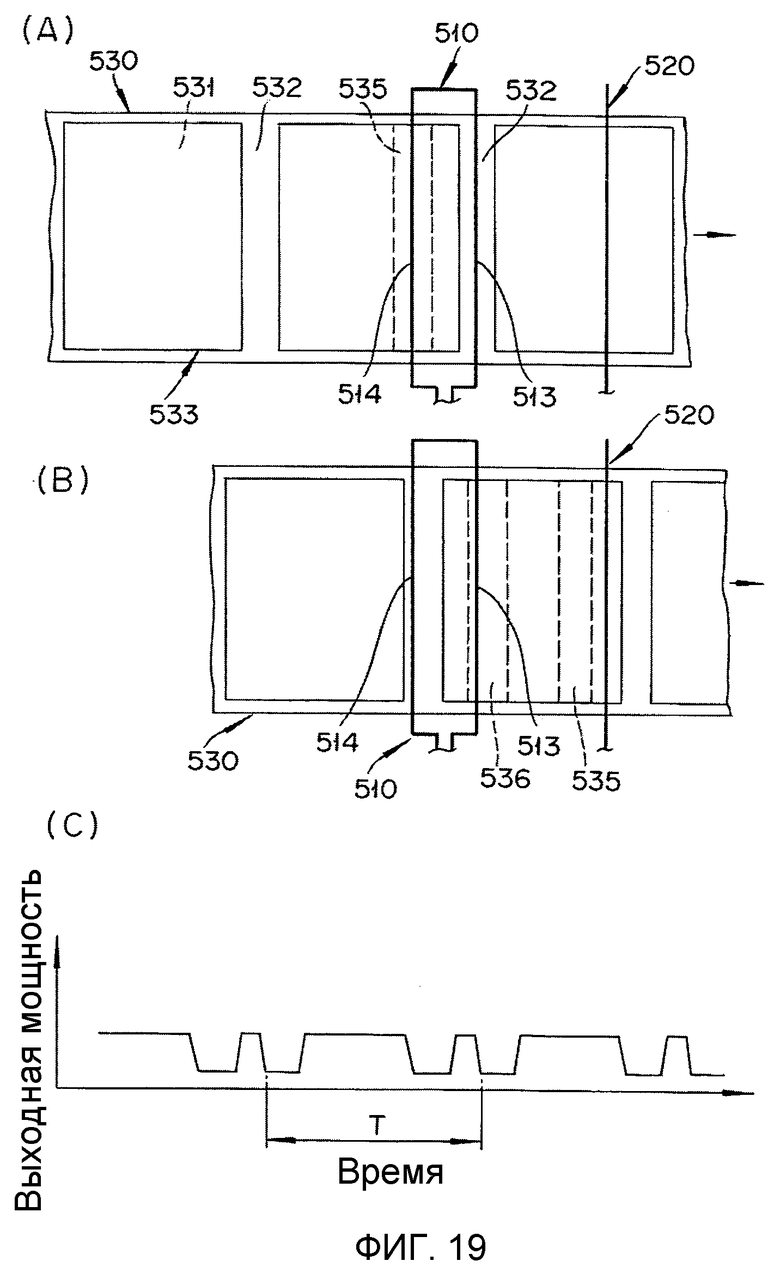
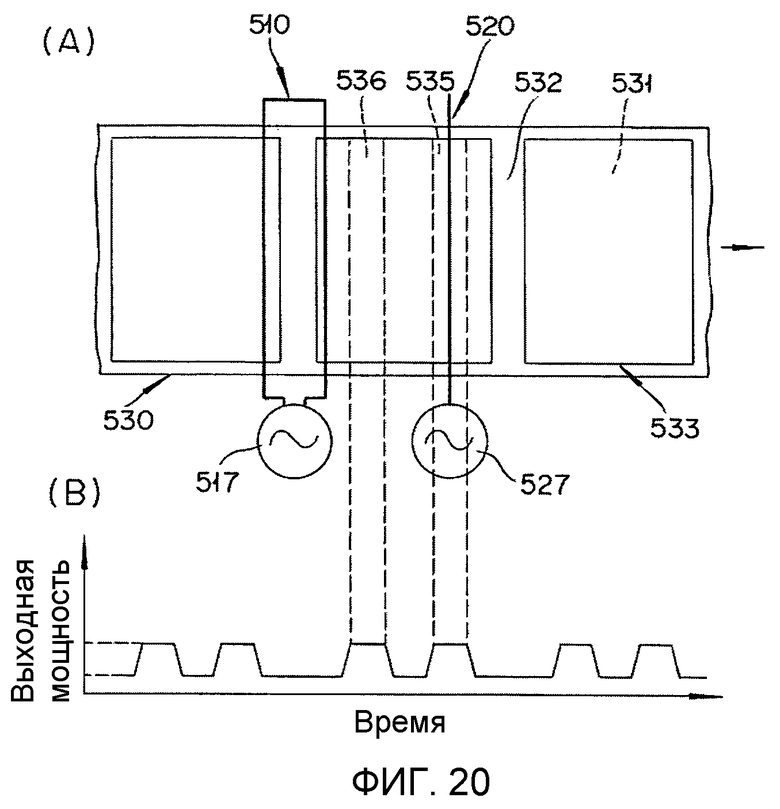
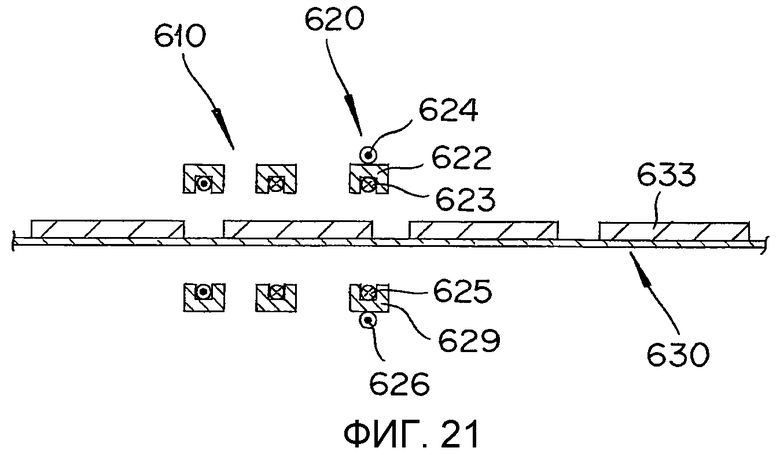
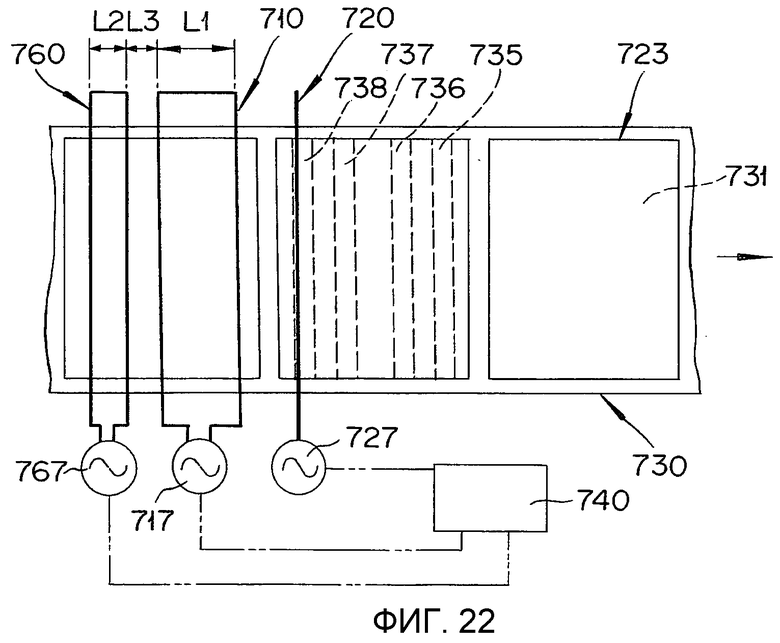
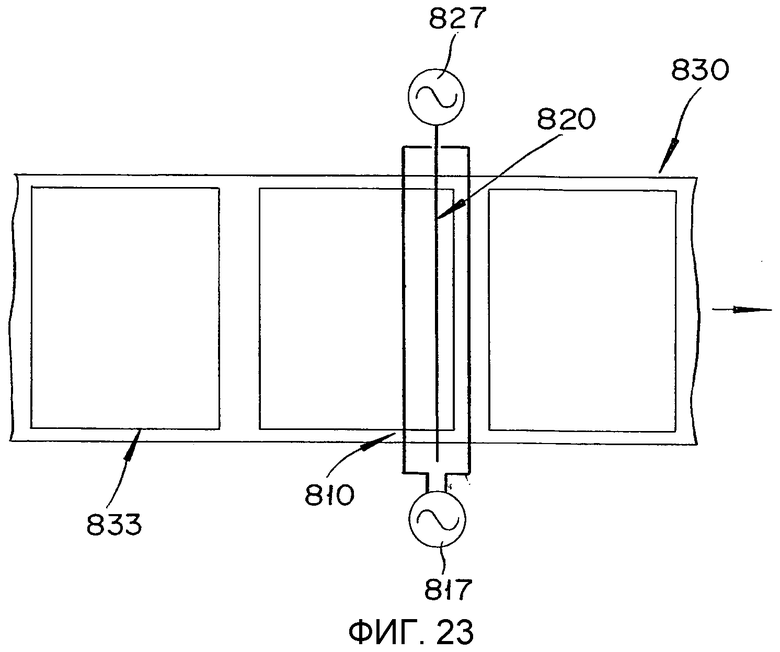
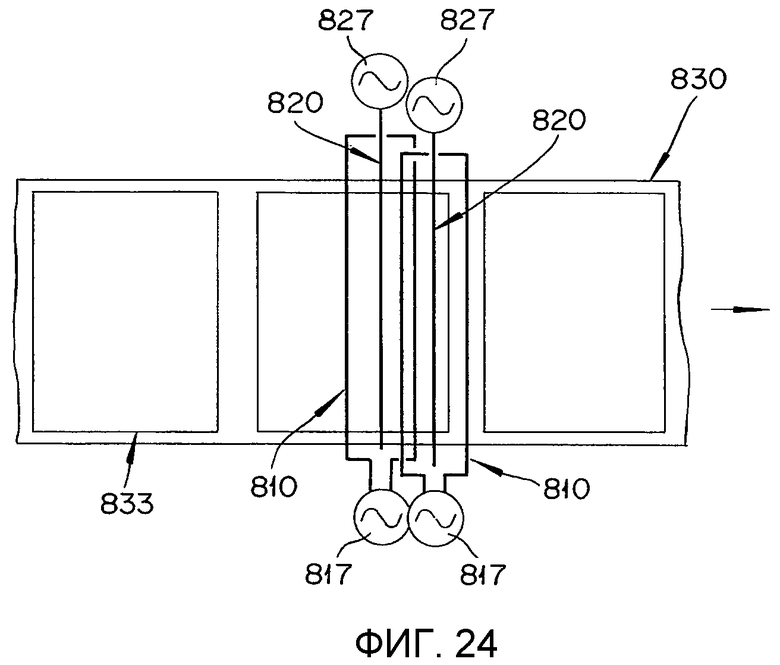
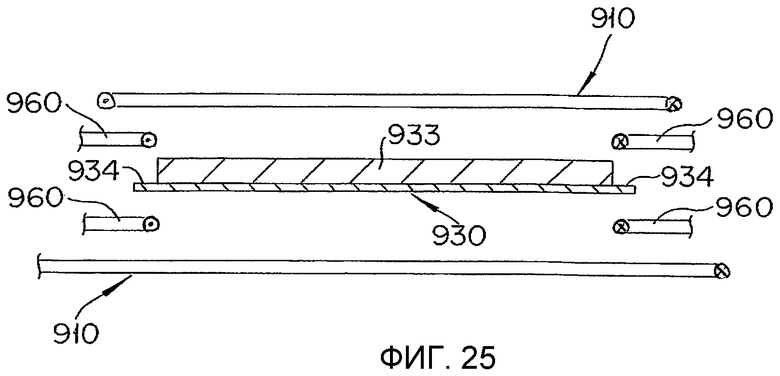
Предложенное изобретение относится к способу сушки электродного материала и устройству для сушки электродного материала для достижения повышения качества батарей, преимущественно литий-ионных, в которых плоские электроды образованы на поверхности соответствующей металлической фольги. В предложенном способе участки содержащего растворитель электродного материала разнесены друг от друга на металлической фольге. Индукционная катушка, которая обеспечивает индукционный нагрев металлической фольги, обращена к металлической фольге. Количество тепла, подаваемого к непокрытому участку металлической фольги между участками электродного материала, уменьшают ниже количества тепла, подаваемого к покрытому участку металлической фольги, на которой расположены участки электродного материала. Нагрев испаряет растворитель на участках электродного материала, заставляя металлическую фольгу выделять тепло за счет индукционного нагрева при перемещении металлической фольги и индукционной катушки друг относительно друга в направлении расположения, то есть направлении, в котором расположены участки электродного материала. Улучшение качества электродного материала является техническим результатом изобретения. 2 н. и 14 з.п. ф-лы, 25 ил.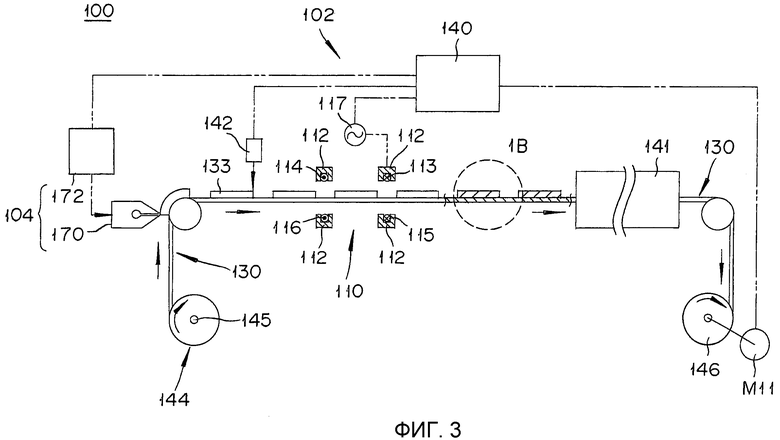
1. Устройство для сушки электродного материала на разнесенных покрытых участках, распределенных в направлении расположения по поверхности металлической фольги, имеющей непокрытые участки, оставшиеся открытыми между покрытыми участками, содержащее:
индукционную катушку, расположенную напротив металлической фольги и выполненную с возможностью индукционного нагрева металлической фольги;
транспортер, выполненный с возможностью перемещения по меньшей мере одной из металлической фольги и индукционной катушки относительно другой из металлической фольги и индукционной катушки в направлении расположения покрытых участков вдоль металлической фольги;
источник питания, подающий питание на индукционную катушку; и
блок управления, выполненный с возможностью управления по меньшей мере одним из транспортера и источника питания;
при этом блок управления уменьшает количество тепла, подаваемого к непокрытым участкам, ниже количества тепла, подаваемого к покрытым участкам.
2. Устройство по п.1, при этом блок управления уменьшает количество тепла, подаваемого к непокрытым участкам, ниже количества тепла, подаваемого к покрытым участкам, путем управления источником питания для уменьшения мощности, подаваемой на индукционную катушку.
3. Устройство по п.1, при этом блок управления уменьшает количество тепла, подаваемого к непокрытым участкам, ниже количества тепла, подаваемого к покрытым участкам, путем управления транспортером для увеличения относительной скорости металлической фольги по отношению к индукционной катушке.
4. Устройство по п.1, при этом индукционная катушка выполнена с возможностью генерирования магнитного потока и выполнена так, что сгенерированный магнитный поток пропускается через металлическую фольгу в направлении, перпендикулярном поверхности металлической фольги.
5. Устройство по п.1, при этом индукционная катушка включает в себя участок индукционного нагрева, простирающийся поперек направления расположения, а
блок управления уменьшает количество тепла, подаваемого к металлической фольге, когда участок индукционного нагрева совмещен с непокрытым участком, до величины, которая меньше, чем количество тепла, подаваемого, когда участок индукционного нагрева совмещен с покрытым участком.
6. Устройство по п.5, при этом индукционная катушка включает в себя по меньшей мере первый участок индукционного нагрева и второй участок индукционного нагрева, разнесенные на расстояние друг от друга в направлении расположения, и
это расстояние между первым и вторым участками индукционного нагрева задано по величине таким, что первый и второй участки индукционного нагрева совмещаются с соответствующими разными непокрытыми участками.
7. Устройство по п.6, при этом расстояние между первым и вторым участками индукционного нагрева представляет собой шаг, умноженный на натуральное число, при этом участки электродного материала расположены в соответствии с этим шагом.
8. Устройство по п.1, дополнительно содержащее:
вспомогательную индукционную катушку, расположенную напротив металлической фольги и выполненную с возможностью индукционного нагрева металлической фольги; и
источник питания для подачи питания на вспомогательную индукционную катушку;
при этом блок управления управляет источником питания для вспомогательной индукционной катушки;
при этом индукционная катушка включает в себя по меньшей мере первый участок индукционного нагрева и второй участок индукционного нагрева, простирающиеся поперек направления расположения и разнесенные на расстояние друг от друга в направлении расположения;
при этом расстояние между первым и вторым участками индукционного нагрева задано по величине таким, что, когда первый участок индукционного нагрева совмещен с непокрытым участком, второй участок индукционного нагрева совмещен с покрытым участком;
при этом блок управления уменьшает количество тепла, подаваемого к металлической фольге, когда первый участок индукционного нагрева совмещен с непокрытым участком, до величины, которая меньше, чем количество тепла, подаваемого первым участком индукционного нагрева при совмещении с покрытым участком; и
при этом блок управления управляет источником питания для вспомогательной индукционной катушки, заставляя первую область покрытого участка, с которой совмещен второй участок индукционного нагрева, нагреваться вспомогательной индукционной катушкой, когда вспомогательная индукционная катушка совмещена с первой областью покрытого участка.
9. Устройство по п.8, при этом количество тепла, подаваемого вспомогательной индукционной катушкой, компенсирует уменьшенное количество тепла, подаваемого к покрытому участку вторым участком индукционного нагрева, когда первый участок индукционного нагрева совмещен с непокрытым участком.
10. Устройство по п.8, при этом вспомогательная индукционная катушка включает в себя по меньшей мере первый вспомогательный участок индукционного нагрева и второй вспомогательный участок индукционного нагрева, разнесенные на расстояние друг от друга в направлении, перпендикулярном поверхности металлической фольги; и при этом устройство дополнительно содержит:
экранирующий элемент, выполненный с возможностью уменьшения магнитного потока рассеяния путем экранирования по меньшей мере одного вспомогательного участка индукционного нагрева из первого вспомогательного участка индукционного нагрева вспомогательной индукционной катушки и второго вспомогательного участка индукционного нагрева вспомогательной индукционной катушки, причем этот по меньшей мере один вспомогательный участок индукционного нагрева находится на дальней стороне от поверхности металлической фольги.
11. Устройство по п.8, при этом вспомогательная индукционная катушка расположена по ходу за по меньшей мере одним участком индукционного нагрева из первого участка индукционного нагрева индукционной катушки и второго участка индукционного нагрева индукционной катушки в направлении расположения.
12. Устройство по п.11, при этом вспомогательная индукционная катушка расположена между первым участком индукционного нагрева индукционной катушки и вторым участком индукционного нагрева индукционной катушки.
13. Устройство по п.1, при этом электродный материал выполнен с возможностью образовывать один из катода и анода литий-ионной вторичной батареи.
14. Способ сушки электродного материала на разнесенных покрытых участках, распределенных в направлении расположения по поверхности металлической фольги, имеющей непокрытые участки, оставшиеся открытыми между покрытыми участками, содержащий:
перемещение металлической фольги в направлении расположения участков электродного материала; и
уменьшение количества тепла, подаваемого к непокрытому участку, ниже количества тепла, подаваемого к покрытому участку, с помощью индукционного нагрева индукционной катушкой.
15. Способ по п.14, при этом количество тепла, подаваемого к непокрытому участку, уменьшают ниже количества тепла, подаваемого к покрытому участку, путем уменьшения мощности, подаваемой на индукционную катушку.
16. Способ по п.14, при этом количество тепла, подаваемого к непокрытому участку, уменьшают ниже количества тепла, подаваемого к покрытому участку, путем увеличения скорости, с которой металлическую фольгу перемещают относительно индукционной катушки.
| КОНСТРУКЦИОННЫЙ УЗЕЛ БАТАРЕИ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037238C1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2303318C2 |
| Способ сушки аккумуляторных пластин | 1990 |
|
SU1770692A1 |
| JP 2006114228 A, 27.04.2006 | |||
| JP 2004327203 A, 18.11.2004 | |||
| JP 9283123 A, 31.10.1997 | |||
| JP 9180713 A, 11.07.1997 | |||
| JP 2004335374 A, 25.11.2004. | |||

