Область техники
Настоящее изобретение относится к отрицательному электроду для неводных вторичных батарей (вторичных химических источников тока), включая литий-ионные вторичные батареи. В частности, оно относится к отрицательному электроду, обеспечивающему создание такой неводной вторичной батареи, которая обладает высокими зарядной и разрядной емкостями с самой начальной стадии, высокой эффективностью токосъема, улучшенным сроком службы в результате предотвращения опадания активного материала вследствие интеркалирования и деинтеркалирования ионов лития и высокой удельной плотностью энергии. Настоящее изобретение также относится к способу изготовления такого отрицательного электрода и неводной вторичной батареи, в которой используется такой отрицательный электрод.
Уровень техники
Литий-ионная вторичная батарея используется как источник энергии в мобильных телефонах, переносных компьютерах (ноутбуках) и так далее ввиду ее более высокой удельной плотности энергии, чем у других вторичных батарей. В последние годы характеристики портативного электрического и электронного оборудования быстро усовершенствовались, и в результате потребление энергии подобным оборудованием заметно увеличилось. Для того чтобы справиться с данными тенденциями, необходимо разработать вторичную батарею с увеличенной емкостью для использования в качестве источника энергии. Современное состояние техники в области литий-ионных вторичных батарей характеризуется использованием литийсодержащего оксида в положительном электроде и углеродистого материала (например, графита), способного интеркалировать ионы лития между слоями его кристаллической структуры, в отрицательном электроде. Доступные в настоящее время литий-ионные вторичные батареи практически достигли теоретических возможностей, предоставляемых этими материалами, и ожидается разработка целого класса новых электродных материалов.
В последнее время активно разрабатываются сплавы олова (Sn) и сплавы кремния (Si), которые предполагают потенциальную возможность достижения 5-10-кратной емкости графита. Например, JP-A-2002-260637 предлагает отрицательный электрод для литиевой вторичной батареи, который получают нанесением смеси частиц активного материала, содержащих кремний или сплав кремния, и электропроводящего порошка металла, такого как медь или сплав меди, на электропроводящую металлическую фольгу, например медную фольгу, служащую в качестве токосъемника, и спекания данной смеси в неокислительной атмосфере. В JP-A-2002-289178 предлагается отрицательный электрод для литиевой вторичной батареи, который получают путем формирования тонкой оловянной пленки в качестве слоя активного материала на проводящей металлической фольге, например медной фольге, служащей в качестве токосъемника, путем нанесения гальванического покрытия и формирования на нем тонкой медной пленки также путем нанесения гальванического покрытия.
Отрицательный электрод согласно JP-A-2002-260637 имеет частицы активного материала, подверженные воздействию электролита. Следовательно, частицы активного материала подвержены опаданию с отрицательного электрода из-за повторяющихся объемного расширения и сжатия, сопровождающих интеркалирование и деинтеркалирование ионов лития. В результате этого батарея, в которой используется такой отрицательный электрод, имеет тенденцию к снижению срока службы. Вдобавок, из-за того, что токосъемник, используемый в таком отрицательном электроде, имеет относительно большую толщину (от 10 до 100 мкм), доля активного материала в отрицательном электроде относительно мала, что затрудняет увеличение удельной плотности энергии. В отрицательном электроде согласно JP-A-2002-289178 тонкая медная пленка, покрывающая тонкую оловянную пленку (слой активного материала), имеет толщину от 0,01 до 0,2 мкм и распределена в виде островков. Следовательно, слой активного материала, в большей части, открыт воздействию электролита. Поэтому по той же причине, как и в случае с отрицательным электродом, согласно JP-A-2002-260637, активный материал подвержен опаданию, сопровождающему интеркалирование и деинтеркалирование ионов лития.
JP-A-8-50922 раскрывает отрицательный электрод, полученный путем формирования слоя, содержащего металлический элемент, способный к образованию сплава с литием, на стороне токосъемника, содержащего металлический элемент, неспособный к образованию сплава с литием, и образованием на нем слоя металлического элемента, неспособного к образованию сплава с литием. Согласно описанию, данная слоистая структура предохраняет слой, содержащий образующий сплав с литием металлический элемент, от растрескивания и измельчения, сопровождающих заряд и разряд батареи. Тем не менее, судя по приведенным в данной публикации рабочим примерам, из-за того, что самый внешний слой металлического элемента, неспособного к образованию сплава с литием, является столь тонким, что его толщина может достигать 50 нм, есть вероятность того, что самый внешний слой не сможет в достаточной мере покрыть нижележащий слой, содержащий образующий сплав с литием металлический элемент. В таком случае, если слой, содержащий образующий сплав с литием металлический элемент, растрескается и раскрошится вследствие процессов зарядки и разрядки батареи, будет невозможно достаточным образом предотвратить опадание данного слоя. С другой стороны, когда слой, содержащий металлический элемент, неспособный к образованию сплава с литием, полностью покрывает слой, содержащий образующий сплав с литием металлический элемент, первый затрудняет проникновение электролита в последний, что мешает удовлетворительной электродной реакции. До сих пор не было сделано никаких предложений о том, как совместить эти конфликтующие функции.
Помимо материалов отрицательного электрода, известно использование в литий-ионных вторичных батареях токосъемников, имеющих определенную шероховатость поверхности или мелкие сквозные отверстия. Например, в JP-A-8-236120 предлагается токосъемник, который выполнен из пористой электролитической металлической фольги с порами, проникающими сквозь толщину и образующими трехмерную сеть. Пористую электролитическую металлическую фольгу получают способом, включающим в себя этапы электроосаждения металла на поверхности вращающегося катодного барабана для формирования электролитической фольги данного металла и отделения этой фольги от барабана, при этом на поверхности катодного барабана, открытого после отделения фольги, формируется оксидная пленка, имеющая толщину по меньшей мере 14 нм, и в результате электролитическая металлическая фольга осаждается на оксидную пленку. Пористость и размер пор металлической фольги зависят от толщины этой оксидной пленки, сформировавшейся на катодном барабане. Кроме того, оксидная пленка сходит понемногу вместе с фольгой. Следовательно, трудно контролировать пористость и размер пор. Вдобавок, так как поры имеют относительно малый диаметр и образуют трехмерную сеть, паста активного материала, нанесенная на одну сторону фольги, и паста, нанесенная на другую сторону, вряд ли входят в контакт друг с другом. Следовательно, представляется, что есть предел улучшения адгезии между пастой и фольгой.
Чтобы решить проблемы, связанные с вышеупомянутой металлической фольгой, заявитель ранее предложил пористую медную фольгу, сформированную путем нанесения гальванического покрытия таким образом, что медные зерна, имеющие средний размер плоских зерен от 1 до 50 мкм, двумерно связаны друг с другом. Пористая медная фольга имеет оптическое пропускание 0,01% или выше и выраженную в единицах Rz разницу в поверхностной шероховатости между той стороной, которая контактирует с катодом для нанесения гальванического покрытия, и обратной стороной, составляющую от 5 до 20 мкм (смотри WO 00/15875). Когда такая медная фольга используется в качестве токосъемника в литий-ионной вторичной батарее, предполагаются следующие преимущества. (1) Медная фольга более проницаема для электролита, так что обеспечивается возможность проникновения ограниченного количества электролита в активный материал. (2) Медная фольга вряд ли мешает отдаче и приему ионов Li и электронов во время зарядки и разрядки. (3) Обладая подходящей шероховатостью поверхности, медная фольга демонстрирует прекрасную адгезию к активному материалу. Тем не менее, согласно способу изготовления пористой медной фольги, электролитическая медная фольга, осажденная на катодном барабане и отделенная от барабана, подвергается различным видам технологической обработки, которые делают эту медную фольгу нестабильной. Следовательно, данный способ нельзя рассматривать как удовлетворительный с точки зрения легкости обращения с фольгой и пригодный для крупномасштабного производства. Вдобавок, неводная вторичная батарея, в которой используется отрицательный электрод, приготовленный путем нанесения смеси активного материала на пористую медную фольгу (токосъемник), все еще имеет проблему, заключающуюся в том, что активный материал отрицательного электрода имеет тенденцию к опаданию, сопровождающему интеркалирование и деинтеркалирование лития, приводящему к снижению характеристик при циклировании.
Раскрытие изобретения
Задачей настоящего изобретения является создание отрицательного электрода для неводной вторичной батареи, способа изготовления отрицательного электрода и неводной вторичной батареи, которые не обладают различными недостатками, связанными с обычными технологиями.
В результате широкомасштабных исследований авторы настоящего изобретения обнаружили, что опадание активного материала из-за интеркалирования и деинтеркалирования лития может быть предотвращено за счет промежуточного расположения слоя активного материала между двумя поверхностными слоями, которые также функционируют в качестве токосъемника. Они также обнаружили, что таким образом может быть увеличена доля активного материала во всем электроде при сохранении функции токосъема.
Вышеуказанная задача изобретения решена путем создания предложенного отрицательного электрода для неводной вторичной батареи. Такой отрицательный электрод имеет пару токосъемных поверхностных слоев, поверхности которых приспособлены для приведения в контакт с электролитом, и по меньшей мере один слой активного материала, расположенный между этими поверхностными слоями. Слой активного материала содержит частицы активного материала с высокой способностью к образованию соединения лития. Отрицательный электрод по настоящему изобретению имеет вариант выполнения, показанный на фиг.1, и вариант выполнения, показанный на фиг.8. Отрицательный электрод согласно варианту выполнения, показанному на фиг.1, не имеет слоя электропроводящей металлической фольги в качестве средней внутренней части ("сердцевины"), в то время как тот вариант, что показан на фиг.8, имеет слой электропроводящей металлической фольги в качестве средней внутренней части.
В настоящем изобретении также предлагается предпочтительный способ изготовления отрицательного электрода, т.е. способ изготовления отрицательного электрода для неводной вторичной батареи. Данный способ включает в себя:
нанесение электропроводящей суспензии, содержащей частицы активного материала, на несущую фольгу для формирования слоя активного материала;
погружение несущей фольги со сформированным на ней слоем активного материала в гальваническую ванну, содержащую металлический материал, для нанесения гальванического покрытия с формированием электрода, содержащего слой активного материала; и
отделение электрода от несущей фольги.
В настоящем изобретении также предлагается другой предпочтительный способ изготовления отрицательного электрода, т.е. способ изготовления отрицательного электрода для неводной вторичной батареи. Способ включает в себя:
обработку несущей смолы, имеющей на своей поверхности большое число катионообменных групп, раствором, содержащим ионы металла, для образования соли металла катионообменных групп;
восстановление этой соли металла для формирования на поверхности несущей смолы покрывающей пленки из металла, служащего в качестве каталитического центра;
нанесение на покрывающую пленку гальванического покрытия из металлического материала с низкой способностью к образованию соединения лития для формирования первого токосъемного поверхностного слоя;
нанесение электропроводящей суспензии, содержащей частицы активного материала, на первый токосъемный поверхностный слой для формирования слоя активного материала;
нанесение на слой активного материала гальванического покрытия из металлического материала с низкой способностью к образованию соединения лития для формирования второй токосъемной поверхности; и
отделение несущей смолы от первого токосъемного поверхностного слоя отслаиванием или растворением.
В настоящем изобретении также предложена неводная вторичная батарея, характеризующаяся наличием вышеописанного отрицательного электрода.
Краткое описание чертежей
Фиг.1 представляет собой увеличенный схематичный вид существенной части отрицательного электрода согласно первому варианту осуществления настоящего изобретения.
Фиг.2 представляет собой электронную микрофотографию, показывающую поверхность отрицательного электрода согласно настоящему изобретению.
Фиг.3 представляет собой электронную микрофотографию, показывающую поверхность другого отрицательного электрода согласно настоящему изобретению.
Фиг.4(а)-4(d) представляют собой блок-схему, иллюстрирующую пример способа изготовления отрицательного электрода, показанного на фиг.1.
Фиг.5(а) и 5(b) каждая представляют собой электронную микрофотографию, показывающую сечение структуры отрицательного электрода, полученного согласно способу, проиллюстрированному на фиг.4(а)-4(d).
Фиг.6(а)-6(f) представляют собой блок-схему, иллюстрирующую другой пример способа изготовления отрицательного электрода согласно настоящему изобретению.
Фиг.7(а)-7(е) представляют собой блок-схему, показывающую еще один способ формирования токосъемного поверхностного слоя.
Фиг.8 представляет собой увеличенный схематичный вид существенной части отрицательного электрода согласно второму варианту осуществления настоящего изобретения.
Фиг.9 представляет собой электронную микрофотографию сечения отрицательного электрода, полученного в примере 2-1.
Фиг.10(а) и 10(b) представляют собой соответственно микрофотографию в сканирующем электронном микроскопе токосъемного поверхностного слоя, полученного в примере 3-1, и фотографию того же слоя, полученную с помощью пропускания через него света.
Фиг.11(а) и 11(b) представляют собой графики, показывающие зарядные характеристики полученного в примере 3-1 отрицательного электрода, измеренные соответственно на той стороне поверхностного слоя, которая была отделена от несущей фольги, и на обратной покрытой стороне.
Фиг.12 представляет собой график, показывающий зависимость разрядной емкости от числа циклов заряда/разряда для отрицательных электродов, полученных в примере 2-1 и сравнительных примерах 2-1 и 2-2.
Наилучшие варианты осуществления изобретения
Отрицательный электрод согласно данному изобретению для неводной вторичной батареи будет описан на основе его предпочтительных вариантов осуществления. Фиг.1 представляет собой увеличенный схематичный вид существенной части отрицательного электрода согласно первому варианту осуществления настоящего изобретения. Хотя фиг.1 представляет только одну сторону отрицательного электрода, не показывая другую сторону, другая сторона отрицательного электрода имеет почти такую же структуру.
Отрицательный электрод 10 согласно первому варианту осуществления имеет пару поверхностей, которые предназначены для приведения в контакт с электролитом: первую поверхность 1 и вторую поверхность 2 (не показана). Отрицательный электрод 10 между этими двумя поверхностями имеет слой 3 активного материала, содержащий частицы 2 активного материала с высокой способностью к образованию соединения лития. Слой 3 активного материала сплошь покрыт с обеих своих сторон парой токосъемных поверхностных слоев 4 (показан только один из них). Поверхностные слои 4 имеют первую поверхность 1 и вторую поверхность 2 соответственно. Как видно из фиг.1, отрицательный электрод 10 не имеет толстой проводящей пленки (например, металлической фольги) для токосъема, называемой токосъемником, которая используется в обычных отрицательных электродах, подобных тем, что описаны в JP-A-2002-260637 и JP-A-2002-289178 выше.
Токосъемные поверхностные слои 4 выполняют функцию съема тока в отрицательном электроде 10 согласно рассматриваемому варианту осуществления. Поверхностные слои 4 также служат для предохранения частиц активного материала слоя 3 активного материала от опадания из-за изменения их объема во время циклического интеркалирования/деинтеркалирования ионов лития. Поверхностные слои 4 выполнены из металла, способного функционировать в качестве токосъемника неводной вторичной батареи, предпочтительно - литиевой вторичной батареи. Такой металл включает в себя металлические материалы с низкой способностью к образованию соединения лития, такие как медь, никель, железо, кобальт или сплавы данных металлов. Среди данных металлических материалов особенно предпочтительны медь, никель или их сплав. Никель предпочтителен с точки зрения увеличения прочности электрода 10. Медь предпочтительна с точки зрения увеличения гибкости отрицательного электрода 10. Два поверхностных слоя могут быть выполнены из того же самого или разных материалов. Выражение "низкая способность к образованию соединения лития", используемое здесь, означает отсутствие способности к образованию интерметаллического соединения или твердого раствора с литием, или, если она имеет место, эта способность такова, что конечное соединение лития содержит только следовое количество лития или является очень лабильным.
Каждый поверхностный слой 4 тоньше, чем толстая проводящая пленка, которая использовалась ранее для токосъема в обычных электродах. В частности, ее толщина, предпочтительно, составляет примерно от 0,3 до 10 мкм, в частности примерно от 1 до 5 мкм. При данной минимальной толщине слой активного материала может быть покрыт по существу полностью и непрерывным образом (сплошь). Частицы 2 активного материала могут, таким образом, предохраняться от опадания. Имея столь малую толщину и не имея толстой проводящей пленки для токосъема, отрицательный электрод имеет увеличенную относительную долю активного материала, достигая увеличенной удельной плотности энергии на единицу объема и на единицу массы. Так как обычные отрицательные электроды имеют высокую долю толстой проводящей пленки для токосъема, они сталкиваются с пределом по увеличению удельной плотности энергии. Поверхностные слои 4 с вышеупомянутой малой толщиной, предпочтительно, формируют путем нанесения гальванического покрытия, как описано ниже. Два поверхностных слоя 4 могут быть равными или разными по толщине.
Как отмечалось ранее, два поверхностных слоя 4 имеют первую поверхность 1 и вторую поверхность 2 соответственно. Данные поверхности представляют собой самые внешние поверхности электрода согласно первому варианту осуществления. Когда отрицательный электрод 10 данного варианта осуществления установлен в батарею, первая и вторая поверхности вступают в контакт с электролитом для участия в электродной реакции. Напротив, в обычном отрицательном электроде токосъемная толстая проводящая пленка, которая имеет слой активного материала, сформированный на обеих ее сторонах, не вступает в контакт с электролитом и, следовательно, не принимает участия в электродной реакции. Когда толстая проводящая пленка имеет слой активного материала, сформированный только на одной ее стороне, для контакта с электролитом остается лишь другая (противоположная) сторона. Другими словами, отрицательный электрод 10 согласно первому варианту осуществления не имеет токосъемной толстой проводящей пленки, которая используется в обычных отрицательных электродах. Вместо этого, слои, присутствующие на внешних поверхностях отрицательного электрода 10, т.е. поверхностные слои 4, участвуют в электродной реакции с выполнением комбинированной (дополнительной) функции по предохранению активного материала от опадания.
Так как каждый из поверхностных слоев 4, имеющих первую поверхность 1 и вторую поверхность 2 соответственно, осуществляет функцию токосъема, имеется преимущество, заключающееся в том, что проволочный вывод может быть присоединен к любому из поверхностных слоев 4 при установке отрицательного электрода 10 согласно первому варианту осуществления в батарею.
Как показано на фиг.1, отрицательный электрод 10 имеет большое число микропор 5, которые открыты на первой поверхности 1 и второй поверхности 2 и ведут к слою 3 активного материала. Микропоры 5 сформированы в каждом токосъемном поверхностном слое 4, распространяясь в направлении толщины поверхностного слоя 4. Неводный электролит, таким образом, получает возможность достаточным образом проникать в слой 3 активного материала через эти микропоры 5 и достаточным образом реагировать с частицами 2 активного материала. Микропоры 5 очень малы, имея ширину от примерно 0,1 мкм до примерно 10 мкм, что наблюдается на поперечном сечении поверхностного слоя 4. Будучи столь маленькими, микропоры 5 имеют такую ширину, которая позволяет проникать неводному электролиту. Кстати сказать, неводный электролит имеет меньшее поверхностное натяжение, чем водный электролит, так что он способен достаточным образом проникать через микропоры 5 с такой малой шириной. Микропоры 5 могут быть выполнены с помощью различных способов, упоминаемых ниже. Они, предпочтительно, образуются одновременно с нанесением гальванического покрытия при формировании поверхностных слоев 4.
Когда первую поверхность 1 и вторую поверхность 2 наблюдают сверху через электронный микроскоп, желательно, чтобы микропоры 5 по меньшей мере одной из этих поверхностей имели среднюю площадь раскрыва от 0,1 до 100 мкм2, предпочтительно от 0,1 до 50 мкм2, еще предпочтительнее от 0,1 до 20 мкм2, особенно предпочтительно от 0,1 до 20 мкм2, наиболее предпочтительно примерно от 0,5 до 10 мкм2. В этом диапазоне площади раскрыва частицы 2 активного материала эффективно предохраняются от опадания при одновременном сохранении достаточного проникновения неводного электролита, и поэтому увеличенные зарядная и разрядная емкости могут быть получены с самой начальной стадии заряд/разрядного циклирования. Для более эффективного предотвращения опадания частиц 2 активного материала средняя площадь раскрыва микропор 5 составляет, предпочтительно, от 0,1 до 50%, в частности от 0,1 до 20% от максимальной площади сечения частиц 2 активного материала. Термин "максимальная площадь сечения частиц 2 активного материала" обозначает максимальную площадь сечения сферы, имеющей диаметр, соответствующий размеру (D50) частиц 2 активного материала.
Когда одну из первой поверхности 1 и второй поверхности 2, которая удовлетворяет вышеуказанному условию по средней площади раскрыва, наблюдают под электронным микроскопом, отношение суммарной площади раскрывов микропор 5 в поле зрения к площади поля зрения (т.е. доля открытой площади или т.н. "живое сечение") составляет от 0,1 до 20%, предпочтительно от 0,5 до 10%. Причина этого та же, что и для указанного диапазона средней площади раскрыва микропор 5. По той же причине предпочтительно, чтобы одна из первой поверхности 1 и второй поверхности 2, которая удовлетворяет вышеуказанной средней площади раскрыва, имела от 1 до 20000, в частности от 10 до 1000, в особенности от 50 до 500 микропор 5 на каждый квадрат со стороной 100 мкм в поле зрения электронного микроскопа. Число микропор 5, охарактеризованное выше, называется распределением. Фотография поверхности отрицательного электрода согласно настоящему изобретению под электронным микроскопом показана на фиг.2. Крошечные черные пятна представляют собой раскрывы микропор 5. Фотография на фиг.2 сделана с отрицательного электрода, полученного в соответствии с методикой примера 1, данной позднее. Фиг.3 представляет собой фотографию поверхности другого отрицательного электрода согласно настоящему изобретению при наблюдении в электронном микроскопе.
Как можно видеть из фиг.2 и 3, присутствие микропор 5 может быть подтверждено путем наблюдения в электронном микроскопе. В некоторых случаях, тем не менее, микропоры 5 слишком малы по своей ширине для того, чтобы наблюдать их под электронным микроскопом. В таких случаях в настоящем изобретении используют следующий способ подтверждения наличия микропор 5. Исследуемый отрицательный электрод устанавливают в батарею, и батарею подвергают одному циклу заряда/разряда. Сечение отрицательного электрода затем наблюдают в электронном микроскопе. Если наблюдается какое-либо изменение в структуре поперечного сечения до и после этого цикла, то делают вывод о том, что отрицательный электрод перед циклом заряда/разряда имел микропоры 5. Основания для такого вывода заключаются в том, что изменение структуры поперечного сечения вследствие цикла заряда/разряда является результатом достижения неводным электролитом слоя 3 активного материала через микропоры 5, распределенные в отрицательном электроде до зарядки и разрядки, и вступления присутствующих в нем ионов лития в реакцию с частицами 2 активного материала.
Слой 3 активного материала, расположенный между первой поверхностью 1 и второй поверхностью 2, содержит частицы 2 активного материала с высокой способностью к образованию соединения лития. Активный материал включает в себя кремниевые материалы, оловянные материалы, алюминиевые материалы и германиевые материалы. Будучи покрытым двумя поверхностными слоями 4, активный материал эффективно предохранен от выпадения со слоя 3 активного материала в результате интеркалирования и деинтеркалирования ионов лития активным материалом. Так как частицы 2 активного материала могут встречаться с электролитом, проходящим через микропоры 5, они не заблокированы от электродной реакции, т.е. у них нет никаких препятствий для вступления в электродную реакцию.
Максимальный размер частиц 2 активного материала составляет, предпочтительно, 50 мкм или менее, еще предпочтительнее 20 мкм или менее. Размер частиц 2, выраженный в терминах величины D50, составляет, предпочтительно, от 0,1 до 8°мкм, еще предпочтительнее от 1 до 5 мкм. Когда максимальный размер частиц превышает 50 мкм, частицы 2 подвержены опаданию, приводящему к уменьшению срока службы электрода. Нижний предел размера частиц никоим образом не ограничен. Чем меньше, тем лучше. В свете способа получения частиц 2 нижний предел будет составлять примерно 0,01 мкм. Размер частиц 2 может быть измерен методом Microtrac при наблюдении в сканирующем электронном микроскопе (СЭМ).
Есть тенденция к тому, что слишком маленькая доля активного материала в отрицательном электроде затрудняет достаточное увеличение удельной плотности энергии батареи. С другой стороны, активный материал, если его слишком много, имеет тенденцию к опаданию. Принимая во внимание данные тенденции, количество активного материала составляет, предпочтительно, от 5 до 80% мас., еще предпочтительнее от 10 до 50% мас., особенно предпочтительно от 20 до 50% мас., из расчета на общую массу отрицательного электрода.
Толщина слоя 3 активного материала является предметом регулирования в соответствии с долей активного материала во всем отрицательном электроде и размером частиц активного материала. Хотя это не критично для рассматриваемого варианта осуществления, она обычно составляет примерно от 1 до 100 мкм, в частности примерно от 3 до 40 мкм. Как описано ниже, слой 3 активного материала, предпочтительно, формируют путем нанесения электропроводящей суспензии.
Общая толщина отрицательного электрода, включая поверхностные слои 4 и слой 3 активного материала, составляет, предпочтительно, примерно от 2 до 50 мкм, еще предпочтительнее примерно от 10 до 50 мкм, для получения увеличенной прочности отрицательного электрода и увеличенной удельной плотности энергии.
Является предпочтительным, чтобы слой 3 активного материала был пропитан материалом, составляющим поверхностные слои 4, имеющие первую поверхность 1 и вторую поверхность 2 соответственно, по всей его толщине и чтобы частицы 2 активного материала находились в пропитывающем материале. То есть является предпочтительным, чтобы частицы 2 активного материала по существу не были открыты на внешних поверхностях отрицательного электрода 10, а были заделаны внутрь поверхностных слоев 4. В этом предпочтительном состоянии слой 3 активного материала и поверхностные слои 4 прочно соединены в одно целое, и опадание активного материала предотвращено сильнее. Кроме того, так как пропитывающий материал в слое 3 активного материала обеспечивает электронную проводимость между поверхностными слоями 4 и активным материалом, активный материал эффективно предохраняется от частичного электрического изолирования, особенно в глубине слоя 3 активного материала. Таким образом поддерживается функция токосъема. В результате этого подавляется ухудшение функционирования отрицательного электрода и продлевается срок службы отрицательного электрода. Это особенно выгодно при использовании в качестве активного материала такого материала, который является полупроводящим или имеет плохую электронную проводимость, такого как, например, кремниевый материал. Как очевидно из вышеприведенного описания, отрицательный электрод согласно первому варианту осуществления весьма отличается по структуре от обычного отрицательного электрода, сформированного путем нанесения гальванического покрытия на обе стороны пористого металла с нанесенными на него частицами активного материала. В обычном отрицательном электроде с использованием такого пористого металла трудно получить увеличенную электронную проводимость, так как нелегко достаточно прочно "сцепить" частицы активного материала со скелетом из пористого металла, и рабочие характеристики такого активного материала вряд ли эффективно используются.
Является предпочтительным, чтобы материал, составляющий токосъемные поверхностные слои, проникал в толщину слоя 3 активного материала, связывая два поверхностных слоя 4. В этом случае два поверхностных слоя 4 электрически соединены посредством проникающего материала, и отрицательный электрод демонстрирует увеличенную электронную проводимость в целом. То есть, весь отрицательный электрод 10 в целом согласно этому варианту осуществления выполняет функцию токосъема. Тот факт, что материал, составляющий токосъемные поверхностные слои 4, присутствует по всей толщине слоя активного материала, связывая два поверхностных слоя, может быть подтвержден путем картирования (составления карты распределения) материала с помощью электронного микроскопа. Предпочтительный способ проникновения материала, составляющего токосъемные поверхностные слои 4, в слой активного материала будет описан позднее.
Является предпочтительным, чтобы промежутки между индивидуальными частицами 2 активного материала в слое 3 активного материала не были полностью заполнены материалом, составляющим поверхностные слои 4, и сохранялись поры 6. Следует отметить, что эти поры отличаются от микропор 5, сформированных в токосъемных поверхностных слоях 4. Поры 6 служат для релаксации напряжений, возникающих из-за объемного расширения и сжатия частиц 2 активного материала вследствие интеркалирования и деинтеркалирования лития. В этой связи, доля пор 6 в слое 3 активного материала составляет, предпочтительно, примерно от 5 до 30% по объему, еще предпочтительнее примерно от 5 до 9% по объему. Долю пор 6 получают посредством картирования под электронным микроскопом. Так как слой 3 активного материала формируют путем нанесения электропроводящей суспензии, содержащей частицы 2 активного материала, с последующей сушкой, как описано ниже, в слое 3 активного материала обязательно возникают поры 6. Таким образом, долю пор 6 можно регулировать в указанном диапазоне путем должного выбора, например, размера частиц 2 активного материала, состава проводящей суспензии и условий нанесения этой суспензии. Также можно регулировать долю пор 6 прессованием слоя 3 активного материала, сформированного нанесением и сушкой суспензии, при соответствующих условиях.
Слой 3 активного материала, в дополнение к частицам 2 активного материала, предпочтительно содержит частицы 7 электропроводящего углеродистого или металлического материала. Внедрение проводящего компонента придает отрицательному электроду 10 улучшенную электронную проводимость. С этой точки зрения количество частиц 7 проводящего углеродистого или металлического материала составляет, предпочтительно, от 0,1 до 20% мас., более предпочтительно от 1 до 10% мас. Проводящий углеродистый материал включает в себя ацетиленовую сажу и графит. Чтобы гарантировать улучшение по электронной проводимости, предпочтительно, чтобы эти электропроводящие частицы имели размер, составляющий 40 мкм или менее, в частности 20 мкм или менее. Нижний предел размера частиц не критичен, что значит, чем больше, тем лучше. В свете способа получения данных частиц, нижний предел составит примерно 0,01 мкм.
Теперь будут описаны особенности активного материала. При использовании в качестве активного материала кремниевого материала или оловянного материала, как было указано выше, кремниевый материал или оловянный материал включает в себя: (а) частицы взятого в отдельности кремния или взятого в отдельности олова; (b) смешанные частицы, содержащие по меньшей мере кремний или олово и углерод; (с) смешанные частицы кремния или олова и металла; (d) частицы соединения, содержащего кремний или олово и металл; (е) смеси из частиц соединения, содержащего кремний или олово и металл, и металлических частиц; и (f) взятые в отдельности частицы кремния или взятые в отдельности частицы олова, покрытые металлом. По сравнению с частицами (а), использование частиц с (b) по (f) выгодно тем, что растрескивание и измельчение кремниевого материала из-за интеркалирования и деинтеркалирования лития подавляется в большей степени, и тем, что плохая электронная проводимость кремния, который является полупроводником, может быть компенсирована.
В частности, когда смешанные частицы (b), содержащие по меньшей мере кремний или олово и углерод, используются в качестве кремниевых или оловянных частиц материала, срок службы и емкость отрицательного электрода улучшаются по следующей причине. Углерод, особенно графит, который используется в отрицательном электроде неводных вторичных батарей, вносит свой вклад в интеркаляцию и деинтеркаляцию лития, обеспечивает емкость отрицательного электрода в примерно 300 мА·ч/г и дополнительно характеризуется очень малым объемным расширением при интеркалировании лития. Кремний, с другой стороны, характеризуется очень высокой емкостью отрицательного электрода, составляющей примерно 4200 мА·ч/г, т.е. в 10 раз или более превосходящей емкость отрицательного электрода из графита. Тем не менее, объемное расширение кремния при интеркалировании лития достигает в примерно 4 раза большей величины, чем расширение графита. Поэтому кремний или олово и углерод, такой как графит, смешивают в заданном соотношении и измельчают, например, путем механического размола для получения однородно смешанного порошка с размером частиц примерно от 0,1 до 1 мкм. Когда этот смешанный порошок используют в качестве активного материала, объемное расширение кремния или олова при интеркалировании лития релаксируется за счет графита, что обеспечивает улучшенный срок службы, и в результате получают емкость отрицательного электрода, находящуюся в диапазоне примерно от 1000 до 3000 мА·ч/г. Количество кремния или олова в смешанном порошке составляет, предпочтительно, от 10 до 90% мас., более предпочтительно от 30 до 70% мас., особенно предпочтительно от 30 до 50% мас. Количество углерода в смешанных частицах составляет, предпочтительно, от 10 до 90% мас., более предпочтительно от 30 до 70% мас., особенно предпочтительно от 50 до 70% мас. Увеличенная емкость батареи и удлиненный срок службы отрицательного электрода будут гарантированы при составе смешанных частиц, попадающем в вышеуказанный диапазон. В смешанных частицах не образуется таких соединений, как карбид кремния.
Смешанные частицы (b) в качестве кремниевого или оловянного материала могут быть многокомпонентной смесью, содержащей другой металлический(-е) элемент(-ы) в дополнение к кремнию или олову и углероду. Этот другой металлический элемент представляет собой по меньшей мере один элемент, выбранный из группы, состоящей из Cu, Ag, Li, Ni, Co, Fe, Cr, Zn, B, Al, Ge, Sn, In, V, Ti, Y, Zr, Nb, Ta, W, La, Ce, Pr, Pd и Nd. Данные элементы будут в дальнейшем называться исключительно как "легирующий(е) металл(ы)".
При использовании смешанных частиц (с) кремния или олова и металла в качестве кремниевого или оловянного материала металл в этих смешанных частицах (с) представляет собой один из вышеупомянутых легирующих металлов. Предпочтительные легирующие металлы представляют собой Cu, Ag, Ni, Co и Ce. Особенно желательно использовать Cu, Ag или Ni из-за их прекрасной электронной проводимости и низкой способности к образованию соединения лития. Использование Li в качестве легирующего металла также является предпочтительным. В этом случае активный материал содержит металлический литий с самого начала, что дает такие преимущества, как снижение необратимой емкости, улучшение эффективности заряда/разряда и уменьшение изменения объема, которые приводят к увеличенному сроку службы. В смешанных частицах (с) кремния или олова и металла количество кремния или олова составляет, предпочтительно, от 30 до 99,9% мас., более предпочтительно от 50 до 95% мас., особенно предпочтительно от 85 до 95% мас. Количество легирующего металла составляет, предпочтительно, от 0,1 до 70% мас., более предпочтительно от 5 до 50% мас., особенно предпочтительно до 15% мас. Увеличенная емкость батареи и удлиненный срок службы отрицательного электрода будут гарантированы при составе смешанных частиц, попадающем в вышеуказанный диапазон.
Смешанные частицы (с) кремния или олова и металла могут быть приготовлены следующим образом. Частицы кремния или частицы олова и частицы легирующего металла смешивают одновременно с измельчением при помощи измельчителя, который может представлять собой аттритор (мельницу тонкого помола), струйную мельницу, циклонную мельницу, краскосмеситель и тонкодисперсную мельницу. Частицы перед измельчением, предпочтительно, имеют размер примерно от 20 до 500 мкм. Смешение и измельчение в измельчителе приводит к образованию однородно смешанного порошка кремния или олова и легирующего металла. Размер частиц в получаемом порошке может быть откорректирован на уровне, например, 40 мкм или менее путем соответствующего регулирования условий работы измельчителя. Таким образом готовят смешанные частицы (с).
Когда кремниевый материал или оловянный материал представляет собой частицы (d) соединения, содержащего кремний или олово и металл, то данное соединение включает в себя сплав кремния или олова и металла, который представляет собой: (i) твердый раствор кремния или олова и металла; (ii) интерметаллическое соединение кремния или олова и металла; и (iii) композит, имеющий по меньшей мере две фазы, выбранные из однофазного кремния или олова, однофазного металла, твердого раствора кремния или олова и металла и интерметаллического соединения кремния или олова и металла. Металл может быть выбран из металлов, перечисленных выше в качестве легирующих металлов, используемые в смешанных частицах (с) кремния или олова/металла. Подобно смешанным частицам (с), частицы соединения кремния или олова/металла, предпочтительно, содержат от 30 до 99,9% мас. кремния или олова и от 0,1 до 70% мас. металла. Более предпочтительный состав соединения выбирают соответствующим образом согласно способу получения частиц соединения. Например, когда соединение представляет собой бинарный сплав кремния или олова/металла, получаемый описанным ниже методом закалки, предпочтительное количество кремния или олова составляет от 40 до 90% мас., а предпочтительное количество легирующего металла составляет от 10 до 60% мас.
Когда соединение представляет собой трехкомпонентный или многокомпонентный сплав, содержащий кремний или олово и металлы, вышеупомянутый бинарный сплав содержит небольшое количество по меньшей мере одного элемента, выбранного из группы, состоящей из B, Al, Ni, Co, Sn, Fe, Cr, Zn, In, V, Y, Zr, Nb, Ta, W, La, Ce, Pr, Pd и Nd. Такой дополнительный компонент создает дополнительный эффект при регулировании растрескивания и измельчения активного материала. Для усиления данного эффекта предпочтительное количество дополнительного компонента в сплаве кремния или олова/металла составляет от 0,01 до 10% мас., в частности от 0,05 до 1,0% мас.
Когда частицы (d) соединения кремния или олова/металла представляют собой частицы сплава, эти частицы сплава, предпочтительно, приготовлены описанным ниже методом закалки. Метод закалки выгоден тем, что полученные в сплаве кристаллиты имеют маленький размер и однородно диспергированы, обеспечивая слой активного материала, который предохранен от растрескивания и измельчения и сохраняет электронную проводимость. Процесс закалки начинается с приготовления расплавленного металла (расплава) из исходных материалов, включающих в себя кремний или олово и легирующий металл, путем высокочастотного плавления. Соотношение кремния или олова и легирующего металла в таком расплавленном металле выбирается из вышеописанного диапазона. Температура расплавленного металла составляет, предпочтительно, от 1200 до 1500°С, более предпочтительно от 1300 до 1450°С, соответственно условиям закалки. Сплав получают из расплавленного металла с помощью разливки в форму. То есть расплавленный металл выливают в выполненную из меди или железа литейную форму и закаливают, получая слиток кремниевого или оловянного сплава, который размалывают и просеивают, получая частицы размером, например, 40 мкм или менее для использования в настоящем изобретении.
Вместо метода разливки в форму может быть использован метод валкового литья. При валковом литье расплавленный металл выдавливают на периферийную поверхность выполненных из меди сдвоенных валков, вращающихся с высокой скоростью. Для закалки расплавленного металла скорость вращения валков составляет, предпочтительно, от 500 до 4000 об/мин, еще предпочтительнее от 1000 до 2000 об/мин, что соответствует значениям от 8 до 70 м/сек и от 15 и 30 м/сек соответственно в единицах окружной скорости движения валков. Когда расплавленный металл, имеющий вышеуказанную температуру, закаливают на вращающихся с вышеуказанной скоростью валках, скорость охлаждения достигает 102 К/сек или выше, в частности 103 К/сек или выше. Выдавленный расплавленный металл быстро охлаждается на валках в тонкую полосу (лист), которую размалывают и просеивают, получая частицы размером, например, 40 мкм или менее для использования в настоящем изобретении. Вместо метода закалки частицы желаемого размера могут быть также получены при помощи метода распыления газом. В методе распыления газом струю инертного газа, такого как аргон, направляют на расплавленный металл при температуре от 1200 до 1500°С под давлением газа от 5 до 100 атм для распыления и закалки расплавленного металла. Альтернативно, могут быть использованы способ дуговой плавки или механический размол.
Когда частицы активного материала представляют собой смешанные частицы (е), составленные из частиц соединения, содержащего кремний или олово и металл, и металлических частиц, в таких смешанных частицах (е) могут быть использованы частицы соединения, описанные по отношению к частицам (d), и металлические частицы, описанные по отношению к смешанным частицам (с). Металлический элемент, содержащийся в частицах соединения, и металлический элемент в металлических частицах могут быть одинаковыми или разными. В частности, когда металлический элемент в частицах соединения представляет собой никель, медь, серебро или железо, и металлический элемент в металлических частицах представляет собой никель, медь, серебро или железо, данные металлы легко образуют сетевую структуру в слое активного материала. Такая металлическая сетевая структура эффективна при улучшении электронной проводимости и предотвращении опадания частиц активного материала из-за объемного расширения и сжатия. Принимая во внимание данный эффект, предпочтительно, чтобы металлический элемент в частицах соединения и металлический элемент в металлических частицах был одним и тем же. Частицы (е) активного материала получают путем первоначального приготовления частиц соединения таким же образом, как и для частиц (d), и затем смешивают частицы соединения с металлическими частицами таким же образом, как при получении смешанных частиц (с). Отношение кремния или олова к металлу в частицах соединения может быть таким же, как в частицах (d) соединения. Отношение частиц соединения к металлическим частицам может быть таким же, как отношение частиц кремния или олова к металлическим частицам в смешанных частицах (с). В отношении других особенностей частиц (е) активного материала применяют описание, данное для смешанных частиц (с) и частиц (d) соединения соответственно.
Когда кремниевый материал или оловянный материал представляет собой частицы (f) взятого в отдельности кремния или взятого в отдельности олова, покрытые металлом (далее - "покрытые металлом частицы"), покрывающий их металл выбирают из вышеуказанных легирующих металлов, используемых в частицах (с) и (d), например, медь, при условии, что исключен Li. Количество кремния или олова в покрытых металлом частицах составляет, предпочтительно, от 70 до 99,9% мас., более предпочтительно от 80 до 99% мас., особенно предпочтительно от 85 до 95% мас.Количество покрывающего металла, такого как медь, составляет, предпочтительно, от 0,1 до 30% мас., более предпочтительно от 1 до 20% мас., особенно предпочтительно от 5 до 15% мас. Покрытые металлом частицы могут быть приготовлены путем, например, нанесения покрытия методом химического восстановления. При нанесении покрытия методом химического восстановления готовят ванну металлизации с суспендированными в ней частицами кремния или частицами олова, содержащую покрывающий металл (например, медь). Частицы кремния или частицы олова покрывают методом химического восстановления в ванне металлизации, осаждая покрывающий металл на поверхности частиц кремния или частиц олова. Предпочтительная концентрация частиц кремния или частиц олова в ванне металлизации составляет примерно от 400 до 600 г/л. При нанесении покрытия методом химического восстановления с использованием меди в качестве покрывающего металла, предпочтительным образом используют ванну металлизации, содержащую сульфат меди, сегнетову соль и так далее. С точки зрения контроля скорости нанесения покрытия предпочтительная концентрация сульфата меди или сегнетовой соли составляет от 6 до 9 г/л или от 70 до 90 г/л соответственно. С той же точки зрения ванна металлизации, предпочтительно, имеет рН от 12 до 13 и температуру от 20 до 30°С. Ванна металлизации содержит восстановитель, такой как формальдегид, в концентрации примерно от 15 до 30 см3/л.
Когда частицы 2 активного материала представляют собой кремнийсодержащие частицы, предпочтительно, чтобы данные частицы имели средний размер частиц (D50) от 0,1 до 10 мкм, в частности от 0,3 до 8 мкм, в особенности от 0,8 до 5 мкм, каким бы из видов с (а) по (е) ни были эти кремнийсодержащие частицы. То есть частицы активного материала являются мелкодисперсными частицами с малым диаметром (далее называемыми "частицами активного материала с малым диаметром"). Использование таких частиц активного материала с малым диаметром в отрицательном электроде приводит к сниженному опаданию частиц активного материала и делает реальным продление срока службы отрицательного электрода. Говоря более детально, частицы активного материала сильно изменяются в объеме при интеркалировании и деинтеркалировании лития и расщепляются с течением времени на микрокристаллиты или мелкодисперсные частицы. Отсюда следует, что развиваются трещины и часть частиц активного материала теряет электрохимический контакт между собой, что вызывает снижение характеристик при заряд/разрядном циклировании, важных для вторичной батареи. По этой причине для приготовления отрицательного электрода используются мелкодисперсные частицы малого размера, посредством чего подавляется дальнейшее уменьшение размера частиц и улучшаются характеристики при заряд/разрядном циклировании. Кстати, если частицы активного материала с малым диаметром имеют меньший средний размер частиц, чем нижний предел вышеуказанного диапазона, то частицы подвержены окислению. Более того, такие малые частицы дороги в производстве. Размер частиц активного материала с малым диаметром измеряют с помощью метода лазерного дифракционного рассеяния или при наблюдении в электронном микроскопе (СЭМ).
Имея большую площадь поверхности, частицы активного материала с малым диаметром более подвержены окислению, чем частицы относительно большего размера (например, частицы с диаметром несколько десятков микрометров). Окисление частиц активного материала вызывает ухудшение необратимой емкости и эффективности заряда/разряда, которые обе важны для вторичных батарей подобно характеристикам при заряд/разрядном циклировании. То есть необратимая емкость возрастает, а эффективность заряда/разряда уменьшается. Детальнее, если в частицах активного материала с малым диаметром присутствует много кислорода, электрохимически запасенные ионы лития образуют прочные связи с атомами кислорода. Это приводит к тому, что ионы лития не освобождаются при разрядке. Следовательно, частицы активного материала с малым диаметром нуждаются в более строгом контроле концентрации кислорода, чем частицы относительно большего диаметра. Конкретнее, концентрация кислорода, присутствующего в частицах активного материала с малым диаметром, составляет, предпочтительно, менее 2,5% мас., более предпочтительно 1,5% мас. или менее, особенно предпочтительно 1% мас.или менее. Напротив, частицы относительно большего диаметра, площадь поверхности которых не так велика, не требуют такого строгого контроля по отношению к окислению. Желательно, чтобы частицы активного материала с малым диаметром имели как можно более низкую концентрацию кислорода. Наиболее желательно, чтобы кислород отсутствовал. Тем не менее, в свете способа получения частиц активного материала с малым диаметром, самая нижняя достижимая в настоящее время концентрация кислорода составляет примерно 0,005% мас. Концентрацию кислорода в частицах активного материала с малым диаметром измеряют при помощи газового анализа, включающего сжигание анализируемого образца.
В дополнение к предпочтительной концентрации кислорода во всех частицах активного материала с малым диаметром также предпочтительно, чтобы концентрация Si на самой внешней поверхности частиц активного материала с малым диаметром была выше 1/2, в частности выше 4/5, еще лучше в 10 раз выше концентрации кислорода на самой внешней поверхности частиц. Исследование авторов настоящего изобретения показало, что увеличение необратимой емкости и уменьшение эффективности заряда/разряда зависят преимущественно от концентрации кислорода на самой внешней поверхности частиц активного материала с малым диаметром. Это следствие того, что кислород, присутствующий на самой внешней поверхности, легко подвергается реакции с литием во время зарядки вторичной батареи, что может ухудшить характеристики батареи. Следовательно, отношение концентрации Si к концентрации кислорода на самой внешней поверхности частиц должно быть таким, как описано выше. Поверхностная концентрация кислорода в частицах активного материала с малым диаметром может быть измерена различными поверхностными анализаторами, включая в себя электронную спектроскопию для химического анализа (ЭСХА) и Оже электронную спектроскопию (ОЭС).
Какие бы из частиц с (а) по (е) ни использовали, частицы активного материала с малым диаметром, предпочтительно, получают в условиях, ингибирующих внедрение кислорода, например, в атмосфере инертного газа.
Какие бы из частиц с (а) по (е) ни использовали, частицы активного материала с малым диаметром измельчают до среднего размера частиц в пределах вышеуказанного диапазона с помощью описанного выше способа измельчения, типичными примерами которого являются способ сухого измельчения и способ мокрого измельчения. При сухом измельчении используется, например, струйная мельница. При мокром измельчении частицы диспергируют в органическом растворителе (жидкой среде измельчения), таком как гексан или ацетон, и мелют вместе с измельчающей средой такой, как шарики оксида алюминия или шарики оксида циркония.
Во время операции измельчения частицы активного материала с малым диаметром часто окисляются. Следовательно, предпочтительно, чтобы измельченные частицы активного материала с малым диаметром, средний размер D50 которых был уменьшен до уровня от 0,1 до 10 мкм, были подвергнуты травлению травильным раствором для удаления оксида, имеющегося на поверхности этих частиц. Таким образом концентрация кислорода в частицах активного материала с малым диаметром в целом и концентрация кислорода на внешней поверхности частиц могут легко регулироваться до или ниже указанных величин. Применимые травильные растворы включают в себя водные растворы HF, забуференных (буферизованных) кислот, NH4F, KOH, NaOH, аммиака или гидразина. Степень травления может подходящим образом регулироваться за счет типа и концентрации травильного раствора, температуры травильного раствора, времени травления и т.п. В результате, концентрация кислорода в частицах активного материала с малым диаметром в целом и концентрация кислорода на самой внешней поверхности частиц может легко регулироваться в пределах указанного диапазона. Следует отметить, однако, что оксид на поверхности частиц не может быть полностью удален на этапе травления. Это происходит потому, что частицы, с которых полностью удален поверхностный оксид, быстро окисляются при контакте с атмосферой. Следовательно, степень травления, предпочтительно, контролируют так, чтобы могло оставаться адекватное количество оксида. Даже после контакта с атмосферой эти частицы, имеющие адекватное количество оксида, оставшегося на их поверхности, способны сохранять почти ту же поверхностную и общую концентрации кислорода, которая установлена травлением.
Когда травление осуществляют, например, с использованием HF, частицы активного материала с малым диаметром помещают в раствор HF, имеющий концентрацию примерно от 1 до 50% мас., и систему перемешивают при комнатной температуре в течение примерно от 5 до 30 минут, в результате чего поверхностная концентрация кислорода может быть снижена до желаемого уровня. При использовании для травления КОН или NaOH частицы активного материала с малым диаметром помещают в водный раствор, имеющий концентрацию примерно от 1 до 40% мас., и систему перемешивают при комнатной температуре в течение примерно от 5 до 120 минут. При использовании аммиака частицы активного материала с малым диаметром помещают в водный раствор, имеющий концентрацию примерно от 1 до 20% мас., и систему перемешивают при комнатной температуре в течение примерно от 5 до 60 минут для проведения травления. Когда используют NH4F, частицы активного материала с малым диаметром помещают в водный раствор, имеющий концентрацию примерно от 1 до 50% мас., и систему перемешивают при комнатной температуре в течение примерно от 5 до 60 минут для проведения травления. При использовании гидразина частицы активного материала с малым диаметром помещают в водный раствор, имеющий концентрацию примерно от 1 до 50% мас., с последующим перемешиванием при комнатной температуре в течение примерно от 5 до 60 минут до завершения травления.
Отрицательный электрод, содержащий вышеописанные частицы активного материала с малым диаметром, менее подвержен растрескиванию и измельчению частиц активного материала при повторении циклов заряда/разряда. В результате, увеличивается эффективность заряда/разряда и уменьшается необратимая емкость, улучшая характеристики при заряд/разрядном циклировании. Более того, снижение содержания кислорода в частицах активного материала с малым диаметром также вызывает снижение необратимой емкости, увеличение эффективности заряда/разряда и улучшение характеристик при заряд/разрядном циклировании.
Частицы активного материала с малым диаметром могут быть покрыты тонким металлическим покрытием. Тонкое металлическое покрытие ингибирует окисление частиц активного материала с малым диаметром, эффективно предотвращая увеличение необратимой емкости и уменьшение эффективности заряда/разряда по току. Вдобавок, улучшается электронная проводимость и дополнительно улучшаются характеристики при заряд/разрядном циклировании.
Для того, чтобы более эффективно ингибировать окисление частиц активного материала с малым диаметром и позволить Li и Si более эффективно реагировать друг с другом, толщина тонкого металлического покрытия составляет, предпочтительно, от 0,005 до 4 мкм, более предпочтительно от 0,05 до 0,5 мкм. Толщина тонкого металлического покрытия измеряется с помощью, например, ЕСХА или АЭС.
Металл, составляющий тонкое металлическое покрытие, предпочтительно, выбран из металлов с низкой способностью к образованию соединения лития. Такие металлы включают в себя Ni, Cu, Co, Fe, Ag и Au. Ni, Co, Ag и Au более предпочтительны с точки зрения предотвращения окисления. Данные металлы могут быть использованы либо индивидуально, либо в виде сплава, состоящего из двух или более указанных металлов.
В частицах активного материала с малым диаметром, покрытых тонким металлическим покрытием, концентрация кислорода в пограничной части между тонким металлическим покрытием и частицей активного материала с малым диаметром такова, что концентрация Si превышает 1/2 концентрации кислорода, как описано для вышеупомянутых частиц активного материала с малым диаметром. "Пограничная часть" между тонким металлическим покрытием и частицей активного материала с малым диаметром рассматривается как часть, где концентрация металла, составляющего тонкое металлическое покрытие, становится минимальной при АЭС-анализе покрытых металлом частиц активного материала с малым диаметром.
Для того, чтобы увеличить электропроводность покрытых металлом частиц активного материала с малым диаметром, предпочтительно, чтобы концентрация кислорода на внешней поверхности тонкого металлического покрытия была как можно ниже.
Частицы активного материала с малым диаметром, имеющие тонкое металлическое покрытие, готовят, предпочтительно, следующим образом. Частицы активного материала измельчают в порошок указанного размера сухим или влажным измельчением в соответствии с вышеописанным способом приготовления частиц активного материала с малым диаметром. Оксид, присутствующий на поверхности частиц, удаляют травлением. Протравленные частицы тщательно промывают водой и затем подвергают нанесению покрытия методом химического восстановления с формированием на них тонкой металлической пленки. Перед нанесением покрытия методом химического восстановления частицы могут быть подвергнуты поверхностной сенсибилизирующей обработке и поверхностной активационной обработке обычным образом. Условия нанесения покрытия методом химического восстановления выбирают подходящим образом в соответствии с покрывающим металлом. Например, приведенный ниже состав ванны металлизации применим для покрытия никелем. В этом случае ванна имеет температуру примерно от 40 до 60°С и рН примерно от 4 до 6, а время нанесения покрытия составляет от 0,5 до 50 минут.
Тонкое металлическое покрытие, сформированное на частицах активного материала с малым диаметром, не всегда должно полностью покрывать индивидуальные частицы. Например, тонкое металлическое покрытие, равномерно покрывающее всю частицу, может иметь большое число микропор, простирающихся через его толщину. Такие микропоры позволяют электролиту проходить через них и достигать внутренней части частицы активного материала с малым диаметром, так что электрохимическая активность, которой по своей сути обладает кремнийсодержащая частица, может быть проявлена гарантированным образом. Тонкое металлическое покрытие может также быть выполнено в виде островков на поверхности частицы.
Предпочтительный способ изготовления отрицательного электрода согласно первому варианту осуществления будет описан со ссылкой на фиг.4(а)-4(d). Получают несущую фольгу 11, которая показана на фиг.4(а). Несущая фольга 11 никоим образом не ограничена по материалу. Предпочтительно, чтобы несущая фольга 11 была электропроводящей. Несущая фольга 11 не обязана быть металлической, при условии, что она является электропроводящей. Тем не менее, использование выполненной из металла фольги в качестве несущей фольги 11 выгодно тем, что несущая фольга 11, отделенная после изготовления отрицательного электрода 10, может быть расплавлена и снова переработана в фольгу. Принимая во внимание пригодность к переработке для вторичного использования, несущая фольга 11, предпочтительно, состоит из того же материала, что и поверхностный слой 4, формируемый путем нанесения гальванического покрытия, как описано ниже. Поскольку несущая фольга 11 используется в качестве опоры (подложки) для изготовления отрицательного электрода 10 согласно данному варианту осуществления, желательно, чтобы несущая фольга 11 имела достаточную прочность, чтобы не комкаться при изготовлении отрицательного электрода. Соответственно, несущая фольга 11, предпочтительно, имеет толщину примерно от 10 до 50 мкм.
Несущая фольга 11 может быть получена, например, электролизом или прокаткой. Прокатка дает несущую фольгу с малой шероховатостью поверхности. Использование несущей фольги с малой шероховатостью поверхности выгодно тем, что не является необходимым разделительный слой 11а, описанный ниже. Когда несущую фольгу получают электролизом, этап электролиза может быть включен в ту же линию для производства отрицательного электрода 10, что выгодно с точки зрения стабильного производства отрицательного электрода 10 и снижения себестоимости. При получении несущей фольги 11 электролизом, электролиз проводят, используя вращающийся барабан в качестве положительного электрода в электролите, содержащем ионы металла (например, меди или никеля), для осаждения металла на периферийной поверхности барабана. Осажденный металл отделяют от барабана, получая несущую фольгу 11.
Когда несущая фольга имеет малую шероховатость поверхности, слой 3 активного материала может быть сформирован непосредственно на несущей фольге 11. Также можно на одной стороне несущей фольги 11 сформировать разделительный слой 11а, который показан на фиг.4(а) и на котором будет формироваться слой 3 активного материала. Разделительный слой 11а не только способствует отделению, но также придает несущей фольге 11 антикоррозионную защиту. Образуется ли разделительный слой 11а или нет, поверхностная шероховатость Ra несущей фольги составляет, предпочтительно, от 0,01 до 3 мкм, более предпочтительно от 0,01 до 1 мкм, особенно предпочтительно от 0,01 до 0,2 мкм. Если несущая фольга 11 имеет такую степень шероховатости поверхности, металлический осадок будет успешно отделяться, и когда на ней имеется разделительный слой 11а, то полученный разделительный слой 11а не будет иметь вариаций толщины. Когда имеется разделяющий слой 11а, в некоторых случаях не будет проблем даже в том случае, если шероховатость Ra поверхности несущей фольги 11 превышает вышеуказанный диапазон, так как шероховатость поверхности несущей фольги 11 будет "поглощаться" разделительным слоем 11а.
Разделительный слой 11а формируют, например, путем нанесения покрытия из хрома (хромирования), никеля (никелирования) или свинца (свинцевания) или обработкой хроматом. Разделительный слой 11а также может быть образован азотсодержащим соединением или серосодержащим соединением, раскрытым в JP-A-11-317574, параграфы [0037]-[0038], или смесью азотсодержащего соединения или серосодержащего соединения и мелкодисперсных медных частиц, раскрытой в JP-A-2001-140090, параграфы [0020]-[0023]. С точки зрения достаточной способности к разделению предпочтительно формировать разделяющий слой 11а хромированием, никелированием или свинцеванием, или же обработкой хроматом. Причина данного предпочтения заключается в том, что данные виды обработки обеспечивают слой оксида или соли кислоты на поверхности разделительного слоя 11а, функция которого заключается в снижении адгезии между несущей фольгой 11 и описанным ниже гальваническим слоем для улучшения способности к разделению. Для успешного отделения разделительный слой 11а, предпочтительно, имеет толщину от 0,05 до 3 мкм. После формирования разделительного слоя 11а шероховатость Ra поверхности полученного разделительного слоя 11а составляет, предпочтительно, от 0,01 до 3 мкм, более предпочтительно от 0,01 до 1 мкм, особенно предпочтительно от 0,01 до 0,2 мкм, как и в том случае, когда слой 3 активного материала формируют непосредственно на несущей фольге 11.
Несущая фольга 11, полученная гальваническим методом (гальваностегией), имеет гладкую блестящую поверхность на одной стороне и матовую поверхность с неровностями на другой стороне по сути данного способа. Другими словами, противоположные поверхности различаются по шероховатости поверхности. Блестящая сторона представляет собой ту сторону, которая находилась в контакте с поверхностью барабана при электролизе, а матовая сторона - это сторона осаждения. При формировании разделительного слоя 11а на несущей фольге 11 в соответствии с предложенным способом, он может быть выполнен на любой из упомянутых блестящей поверхности и матовой поверхности. Принимая во внимание способность к разделению, разделительный слой 11а, предпочтительно, формируют на блестящей поверхности с меньшей шероховатостью поверхности. Когда разделительный слой 11а следует сформировать на матовой поверхности, рекомендуется использовать электролитическую фольгу, полученную при использовании электролита, содержащего добавку, раскрытую в JP-A-9-143785, или протравить матовую поверхность перед формированием разделительного слоя 11а. Поверхностная шероховатость матовой поверхности может быть снижена прокаткой.
На разделительный слой 11а наносят электропроводящую суспензию, содержащую частицы активного материала, как показано на фиг.4(b), для формирования слоя 3 активного материала. Когда разделительный слой 11а отсутствует, слой 3 активного материала формируют непосредственно на несущей фольге 11. Суспензия содержит частицы активного материала, частицы электропроводящего углеродистого материала или электропроводящего металлического материала, связующее, разбавляющий растворитель и так далее. Пригодные связующие включают в себя поливинилиденфторид (ПВДФ), полиэтилен (ПЭ) и каучук на основе сополимера этилена, пропилена и диенового мономера (ЭПДМ). Пригодные разбавляющие растворители включают в себя N-метилпирролидон и циклогексан. Количество частиц активного материала в такой суспензии составляет, предпочтительно, примерно от 14 до 40% мас. Количество электропроводящего углеродистого материала или электропроводящего металлического материала составляет, предпочтительно, примерно от 0,4 до 4% мас. Количество связующего составляет, предпочтительно, примерно от 0,4 до 4% мас. Количество разбавляющего растворителя составляет, предпочтительно, примерно от 60 до 85% мас.
После того, как покрывающий слой суспензии высыхает, образуя слой 3 активного материала, несущую фольгу 11 со сформировавшимся на ней слоем 3 активного материала погружают в гальваническую ванну, содержащую металлический материал с низкой способностью к образованию соединения лития, для осуществления гальваностегии. Вследствие этого погружения гальваническая ванна проникает в слой 3 активного материала и достигает поверхности раздела между слоем 3 активного материала и разделительным слоем 11а. Нанесение гальванического покрытия осуществляют в этом состоянии. В результате, металлический материал с низкой способностью к образованию соединения лития осаждается (а) внутри слоя 3 активного материала, (b) на стороне внешней поверхности слоя 3 активного материала (т.е. стороне, контактирующей с гальванической ванной) и (с) на стороне внутренней поверхности слоя 3 активного материала (т.е. стороне, обращенной к разделительному слою 11а). Таким образом, формируют пару поверхностных слоев 4, и при этом материал, составляющий поверхностные слои 4, распределяется по всей толщине слоя 3 активного материала, давая отрицательный электрод 10 со структурой, показанной на фиг.1 (смотри фиг.4(с)).
Последующее представляет собой рекомендуемые условия нанесения гальванического покрытия в случае использования, например, меди в качестве металлического материала с низкой способностью к образованию соединения лития. При использовании раствора на основе сульфата меди нанесение гальванического покрытия осуществляют при концентрации меди от 30 до 100 г/л, концентрации серной кислоты от 50 до 200 г/л, концентрации хлора в 30 м.д. (миллионных долей), температуре ванны от 30 до 80°С и плотности тока от 1 до 100 А/дм2. При использовании раствора на основе пирофосфата меди нанесение гальванического покрытия проводят при концентрации меди от 2 до 50 г/л, концентрации пирофосфата калия от 100 до 700 г/л, температуре ванны от 30 до 60°С, рН от 8 до 12 и плотности тока от 1 до 10 А/дм2. При надлежащей корректировке данных условий электролиза материал, составляющий поверхностные слои 4, проникает во всю толщину слоя 3 активного материала, обеспечивая электрическое соединение между двумя поверхностными слоями 4. В то же время, в поверхностных слоях 4 легко формируются вышеупомянутые многочисленные микропоры 5.
Не подразумевающий применения внешней силы данный способ создания микропор 5 в поверхностных слоях 4 при нанесении гальванического покрытия выгоден по сравнению со способом прессования (описанным ниже) тем, что поверхностные слои 4 не повреждаются, и это означает, что не повреждается отрицательный электрод 10. Авторы настоящего изобретения предполагают, что механизм образования микропор 5 при формировании поверхностных слоев 4 является следующим. Слой 3 активного материала, содержащий частицы 2 активного материала, имеет микроскопически текстурированную поверхность, то есть смешанный профиль с активными участками, где металл растет легко, и участками, где металл не растет легко. Когда на слой активного материала с таким состоянием поверхности наносят гальваническое покрытие, рост осаждаемого металла меняется от участка к участку, и частицы материала, составляющего поверхностные слои 4, вырастают в поликристаллическую структуру. При дальнейшем росте кристаллов соседние кристаллы встречаются, приводя к образованию пор (пустот) в месте встречи. Полагают, что сформировавшиеся таким образом поры соединяются друг с другом, образуя микропоры 5. Согласно данному механизму образуются микропоры 5 с очень тонкой структурой.
Микропоры 5 в поверхностных слоях 4 также могут быть отформованы путем прессования полученного электрода 10. Для того чтобы получить достаточную электронную проводимость, уплотнение прессованием, предпочтительно, осуществляют таким образом, что общая толщина слоя 3 активного материала и поверхностных слоев 4 после прессования может составлять 90% или менее, в частности 80% или менее, от толщины перед прессованием. Прессование может осуществляться, например, валковым прессом. Предпочтительно, чтобы прессованный слой 3 активного материала имел от 5 до 30% по объему тех пор 6, которые указаны выше. Когда активный материал интеркалирует литий и расширяется в объеме во время зарядки, поры 6 служат для релаксации напряжений, связанных с этим объемным расширением. Такие поры 6 могут быть получены регулированием условий прессования, как описано. Объем пор 6 может быть определен с помощью описанного картирования под электронным микроскопом.
В предложенном способе изготовления можно прессовать слой 3 активного материала перед нанесением гальванического покрытия. Чтобы отличить от вышеупомянутого прессования отрицательного электрода, прессование перед нанесением гальванического покрытия будем называть подпрессовкой. Подпрессовка эффективна для предотвращения разделения между слоем 3 активного материала и поверхностными слоями 4 и для предотвращения выступания частиц 2 активного материала на поверхности электрода 10. В результате, можно предотвратить ухудшение срока службы батареи при циклировании из-за опадания частиц 2 активного материала. Кроме того, подпрессовка эффективна для регулирования степени проникновения материала, составляющего поверхностные слои 4, в слой 3 активного материала (смотри пример, данный ниже). Конкретнее, высокая степень прессования приводит к снижению расстояния между частицами 2 активного материала, что делает слой 3 активного материала менее проницаемым для материала, составляющего поверхностные слои 4. Напротив, когда степень прессования мала, расстояние между частицами 2 активного материала остается большим и легко позволяет материалу, составляющему поверхностные слои 4, проникать в слой 3 активного материала. Условия подпрессовки являются, предпочтительно, такими, что толщина слоя 3 активного материала после подпрессовки составляет 95% или менее, в частности 90% или менее, от толщины до подпрессовки.
Наконец, электрод 10 отделяют от несущей фольги 11 по разделительному слою 11а, как показано на фиг.4(d). Хотя фиг.4(d) показывает, что разделительный слой 11а остается на стороне несущей фольги 11, в действительности разделительный слой 11а остается иногда на стороне несущей фольги 11, иногда на стороне электрода 10, а иногда на обеих сторонах. В любом случае, присутствие разделительного слоя 11а, являющегося очень тонким, не оказывает негативного влияния на работу отрицательного электрода. Фиг.5(а) и 5(b) каждая показывают структуру отрицательного электрода, полученного предложенным способом. Отрицательные электроды на фиг.5(а) и 5(b) отличаются размером частиц использованного активного материала. Размер частиц активного материала на фиг.5(b) меньше, чем размер частиц на фиг.5(а).
Согласно предложенному способу изготовления, отрицательный электрод 10, обе стороны которого могут работать на электродную реакцию, может быть получен путем формирования слоя 3 активного материала за одну единственную операцию. Обычные отрицательные электроды, в которых обе стороны служат для электродной реакции, не могут быть получены без формирования слоя 3 активного материала на обеих сторонах токосъемного толстого слоя проводника. То есть ранее было необходимо дважды проводить операцию формирования слоя активного материала. Следовательно, предложенный способ изготовления привносит заметное улучшение эффективности изготовления отрицательного электрода.
Согласно предложенному способу изготовления, отрицательный электрод 10 может удерживаться на несущей фольге до тех пор, пока он не будет установлен в батарею. Его отделяют от несущей фольги 11 непосредственно перед сборкой батареи. Это означает, что с отрицательным электродом, который является тонким и легко морщится, легко обращаться при переноске.
Второй предпочтительный способ изготовления отрицательного электрода будет описан со ссылкой на фиг.6(а)-6(f). В отношении особенностей данного способа, которые не описаны здесь и далее, применимо соответствующее описание первого способа. Отличие второго способа от первого заключается в следующем. Во втором способе металлический материал с низкой способностью к образованию соединения лития осаждают на несущей фольге 11 путем нанесения гальванического покрытия для формирования токосъемного поверхностного слоя 4а (одного из упомянутой пары) до того, как на несущей фольге 11 формируют слой 3 активного материала. Затем на токосъемном поверхностном слое 4а формируют слой 3 активного материала и при этом металлический материал с низкой способностью к образованию соединения лития осаждают на слое 3 активного материала путем нанесения гальванического покрытия для формирования токосъемного поверхностного слоя 4b (другого из упомянутой пары).
Получают несущую фольгу 11, которая показана на фиг.6(а). На одной стороне несущей фольги 11 формируют тонкий разделительный слой 11а, который показан на фиг.6(b). Во втором способе разделительный слой 11а может быть сформирован на любой из блестящей поверхности и матовой поверхности.
На сформированный таким образом разделительный слой 11а наносят гальваническое покрытие из металлического материала с низкой способностью к образованию соединения лития для формирования поверхностного слоя 4а, одного из упомянутой пары поверхностных слоев, как показано на фиг.6(с). Данное нанесение гальванического покрытия может проводиться при тех же условиях, что и нанесение гальванического покрытия в первом способе. При нанесении гальванического покрытия в поверхностном слое 4а могут быть легко созданы вышеупомянутые микропоры. Потом на поверхностный слой 4а наносят электропроводящую суспензию, содержащую частицы активного материала, для формирования слоя 3 активного материала, как показано на фиг.6(d). Поверхность поверхностного слоя 4а, на которую наносят проводящую суспензию, является стороной осаждения, то есть матовой поверхностью с увеличенной шероховатостью. Когда проводящую суспензию наносят на поверхностный слоя 4а с таким состоянием поверхности, частицы активного материала и поверхностный слой 4а демонстрируют улучшенную адгезию.
После того, как покрывающий слой суспензии высыхает, образуя слой 3 активного материала, на слой 3 активного материала наносят гальваническое покрытие из металлического материала с низкой способностью к образованию соединения лития для формирования токосъемного поверхностного слоя 4b, другого из упомянутой пары. Данное нанесение гальванического покрытия может проводиться при тех же условиях, что и нанесение гальванического покрытия в первом способе. При должном регулировании условий электролиза формируется поверхностный слой 4b, при этом материалу, составляющему поверхностный слой 4b, предоставляется возможность для проникновения через толщину слоя 3 активного материала, посредством чего обеспечивается электрическое соединение между поверхностными слоями 4а и 4b. Вдобавок, в поверхностном слое 4b легко обеспечивается большое число вышеописанных микропор. После формирования поверхностного слоя 4b поверхностные слои 4а и 4b и слой 3 активного материала могут быть спрессованы все вместе для формования микропор 5 в поверхностных слоях 4а и 4b. Слой 3 активного материала может быть подвергнут подпрессовке перед формированием поверхностного слоя 4b на слое 3 активного материала.
Наконец, несущую фольгу 11 отделяют от поверхностного слоя 4а, получая отрицательный электрод 10.
Так как блок-схема на фиг.6(а)-6(f) является схематической, каждый из поверхностных слоев 4а и 4b и слоя 3 активного материала изображен в виде слоя с четко определенными границами, а отрицательный электрод 10 - как имеющий трехслойную структуру. Тем не менее, следует отметить, что составляющий каждый поверхностный слой 4а и 4b материал фактически проникает в слой 3 активного материала, соединяя тем самым поверхностные слои 4а и 4b.
Фиг.7(а)-7(е) показывают третий способ изготовления как модификацию второго способа. В третьем способе, перед формированием токосъемного поверхностного слоя 4а, показанного на фиг.6(с) согласно второму способу, на несущей фольге 11 выполняют покровный слой до толщины от 0,001 до 1 мкм, состоящий из материала, отличающегося от материала, составляющего токосъемный поверхностный слой 4а. Затем на этот покровный слой осаждают материал, составляющий токосъемный поверхностный слой 4а, путем нанесения гальванического покрытия для формирования токосъемного поверхностного слоя 4а.
Получают несущую фольгу 11, которая показана на фиг.7(а). Покровный слой 22 формируют на одной стороне несущей фольги 11 при помощи вышеописанного способа, как показано на фиг.7(b). Перед формированием покровного слоя предпочтительно, чтобы поверхность несущей фольги 11 была очищена путем предварительной обработки, такой как очистка кислотой. Покровный слой 22 используют для того, чтобы сделать ту поверхность несущей фольги, на которой должен быть сформирован поверхностный слой 4а, неоднородной по электронной проводимости, в результате чего в поверхностном слое 4а формируется большое число микропор. Покровный слой 22 предпочтительно наносят до толщины от 0,001 до 1 мкм, более предпочтительно от 0,002 до 0,5 мкм, особенно предпочтительно от 0,005 до 0,2 мкм. Нанесенный до толщины в этом диапазоне покровный слой 22 покрывает поверхность несущей фольги 11 прерывистым образом (дискретно), например в виде островков. Прерывистое формирование покровного слоя 22 выгодно для более легкого образования микропор 5. На фиг.7(b) размер покровного слоя 22 преувеличен для лучшего понимания.
Покровный слой 22 выполняют из материала, отличающегося от материала, составляющего поверхностный слой 4а, посредством чего поверхностный слой 4а может быть успешно отделен от несущей фольги 11 на этапе отделения, описанном ниже. Покровный слой 22 предпочтительно выполнен из материала, который отличается от материала, составляющего поверхностный слой 4а, и содержит по меньшей мере один элемент из Cu, Ni, Co, Mn, Fe, Cr, Sn, Zn, In, Ag, Au, C, Al, Si, Ti и Pd.
Способ формирования покровного слоя 22 никоим образом не ограничен. Например, способ формирования покрытия 22 выбирают в связи со способом формирования поверхностного слоя 4а. Более конкретно, когда поверхностный слой 4а формируют путем нанесения гальванического покрытия, с точки зрения производственной эффективности и т.п.предпочтительно покровный слой 22 формировать также путем нанесения гальванического покрытия. Покровный слой 22 может также быть сформирован другими способами, такими как нанесение покрытия методом химического восстановления, напыление, конденсация из паровой (газовой) фазы (PVD), химическое осаждение из паровой (газовой) фазы (CVD, ХОПФ), золь-гель способ и ионное осаждение.
Когда покровный слой 22 формируют путем нанесения гальванического покрытия, надлежащую гальваническую ванну и надлежащие условия нанесения выбирают в соответствии с материалом, составляющим покровный слой 22. Например, при получении покровного слоя 22 из олова может быть использована гальваническая ванна состава, показанного ниже, или ванна с борофторидом олова. При использовании данных гальванических ванн температура ванны составляет, предпочтительно, примерно от 15 до 30°С, а плотность тока, предпочтительно, составляет примерно от 0,5 до 10 А/дм2.
Состав гальванической ванны:
Как описано выше, покровный слой 22 используют для придания той поверхности несущей фольги 11, на которой должен быть сформирован поверхностный слой 4а, неоднородной электронной проводимости. Когда материал, составляющий покровный слой 22, сильно отличается от несущей фольги 11 по электронной проводимости, нанесение покровного слоя 22 сразу придает поверхности, предназначенной для формирования на ней поверхностного слоя 4а, неоднородность электронной проводимости. Использование углерода в качестве материала покровного слоя 22 является примером такого случая. С другой стороны, при использовании в качестве материала, составляющего покровный слой 22, материала, электронная проводимость которого является приблизительно такой же самой, как и у несущей фольги 11, такого как различные металлические материалы, например, олово, нанесение покровного слоя 22 не приводит сразу к неоднородной электронной проводимости поверхности, предназначенной для формирования поверхностного слоя 4а. Тогда, в случае, если покровный слой 22 выполнен из такого материала, является предпочтительным, чтобы несущая фольга 11 со сформированным на ней покровным слоем 22 была подвергнута воздействию кислородсодержащей атмосферы, такой как воздух, в сухих условиях для того, чтобы окислить тем самым поверхность покровного слоя 22 (и открытые участки несущей фольги 11) (смотри фиг.7(с)). Посредством данной операции электронная проводимость поверхности, предназначенной для формирования поверхностного слоя 4а, становится неоднородной. Когда на поверхности с созданной таким образом неоднородностью электронной проводимости осуществляют нанесение гальванического покрытия (описанное ниже), имеет место разница в скорости электроосаждения между поверхностью покровного слоя 22 и открытыми участками несущей фольги 11. Это приводит к тому, что в поверхностном слое 4а могут быть легко сформированы микропоры 5. Степень окисления не критична в настоящем изобретении. Согласно исследованию авторов настоящего изобретения, было подтверждено, что несущей фольге 11 со сформированным на ней покровным слоем 22 достаточна, например, выдержка в атмосфере в течение примерно от 10 до 30 минут. Конечно, возможно также принудительно окислить несущую фольгу 11 со сформированным на ней покровным слоем 22.
Причина, почему воздействие на несущую фольгу 11 со сформированным на ней покровным слоем 22 кислородсодержащей атмосферы осуществляют в сухих условиях, заключается в эффективности окисления. Когда покровный слой 22 формируют, например, путем нанесения гальванического покрытия, такую операцию осуществляют путем сушки несущей фольги 11, вынутой из гальванической ванны, посредством сушилки и так далее, и затем оставляют ее "стоять" в атмосфере в течение заданного времени. Когда покровный слой 22 формируют при помощи сухих способов, таких как напыление и различные технологии вакуумного осаждения, операция осушки необязательна, и фольгу 11 со сформированным на ней покровным слоем 22 оставляют "стоять" в атмосфере как она есть.
За окислением покровного слоя 22 следует формирование на нем разделительного слоя 11а, как показано на фиг.7(d). Разделительный слой обеспечивают с целью успешного отделения поверхностного слоя 4а от несущей фольги 11 на этапе отслаивания. Соответственно, можно сформировать имеющий микропоры поверхностный слой 4а без формирования разделительного слоя 11а.
Затем на разделительный слой 11а осаждают материал, предназначенный для получения поверхностного слоя 4а, путем нанесения гальванического покрытия с формированием поверхностного слоя 4а, как показано на фиг.7(е). Полученный в результате поверхностный слой 4а содержит большое количество микропор. Хотя фиг.7(е) показывает, что микропоры формируются в положениях на верху покровного слоя 22, целью такого изображения является только удобство. В действительности, микропоры не всегда формируются в положениях на верху покровного слоя 22. Гальваническую ванну и условия нанесения гальванического покрытия выбирают в соответствии с материалом поверхностного слоя 4а. При получении поверхностного слоя 4а из Ni в качестве гальванической ванны могут быть использованы, например, Watts-ванна, имеющая показанный ниже состав, или сульфаминовая кислотная ванна. При использовании данных ванн температура ванны составляет, предпочтительно, примерно от 40 до 70°С, а плотность тока составляет, предпочтительно, примерно от 0,5 до 20 А/дм2.
В третьем способе формирование поверхностного слоя 4а может быть также достигнуто альтернативным способом (1) или альтернативным способом (2), описанными ниже. В альтернативном способе (1) получают покрытие, например пасту, содержащую частицы углеродистого материала. Пригодный углеродистый материал включает в себя ацетиленовую сажу. Для того чтобы легко сформировать микропоры, является предпочтительным, чтобы углеродистый материал имел средний размер D50 частиц (определенный дифракционным способом лазерного рассеивания, объединенным с наблюдением в сканирующем электронном микроскопе) примерно от 2 до 200 нм, в частности от 10 до 100 нм. Покрытие наносят на полученную несущую фольгу 11. Толщина покрытия составляет, предпочтительно, примерно от 0,001 до 1 мкм, особенно предпочтительно примерно от 0,05 до 0,5 мкм. Затем на слой такого покрытия осаждают материал поверхностного слоя 4а путем нанесения гальванического покрытия для формирования поверхностного слоя 4а. Условия нанесения гальванического покрытия могут быть такими же, как условия в третьем способе.
В альтернативном способе (2) готовят гальваническую ванну, содержащую материал поверхностного слоя 4а. При получении поверхностного слоя 4а из Ni, например, подойдет упомянутая ранее Watts-ванна или сульфаминовая кислотная ванна. Добавляют частицы углеродистого материала и суспендируют их в гальванической ванне. Применяемый углеродистый материал и размер частиц углеродистого материала могут быть такими же, как и в альтернативном способе (1). Для легкого формирования микропор количество суспендируемого в гальванической ванне углеродистого материала составляет, предпочтительно, примерно от 0,5 до 50 г/л, более предпочтительно примерно от 1 до 10 г/л. Нанесение гальванического покрытия на несущую фольгу 11 проводят при перемешивании гальванической ванны для поддержания углеродистого материала во взвешенном состоянии с тем, чтобы гальванически нанести материал поверхностного слоя 4а и получить поверхностный слой 4а.
После формирования поверхностного слоя 4а по любому из описанных выше способов, проводят те же самые этапы, что и во втором способе, для получения отрицательного электрода 10.
В способах изготовления с первого по третий, перед нанесением гальванического покрытия в соответствии с альтернативным способом (1), на сформированный слой 3 активного материала может быть нанесено покрытие толщиной от 0,001 до 1 мкм, содержащее углеродистый материал, имеющий средний размер D50 частиц от 2 до 200 нм. Затем осаждают материал, составляющий поверхностный слой 4b, путем нанесения гальванического покрытия с формированием поверхностного слоя 4b. За счет этого может быть более легко достигнуто формирование большого количества микропор в поверхностном слое 4b.
Отрицательный электрод согласно первому варианту осуществления может быть также изготовлен следующим четвертым способом. Несущую смолу, имеющую на своей поверхности большое количество катионообменных групп, обрабатывают раствором, содержащим ионы металла, для образования соли металла катионообменных групп. Несущая смола с катионообменными группами включает в себя, например, смолу, полученную при обработке поверхности полиимидной смолы водным раствором щелочи, например, гидроксидом натрия или гидроксидом калия, чтобы раскрыть имидные кольца и получить большое количество карбоксильных групп. Подходящая концентрация водного раствора щелочи составляет примерно от 3 до 10 моль/л. Температура водного раствора щелочи составляет примерно от 20 до 70°С, а время обработки составляет примерно от 3 до 10 минут. Полиимидную смолу, обработанную водным раствором щелочи, предпочтительно, нейтрализуют кислотой. Детали раскрытия кольца полиимидной смолы щелочной обработкой и последующего образования металлической покрывающей пленки могут быть получены в JP-A-2001-73159.
Полученную таким образом соль металла восстанавливают с помощью восстановителя. Восстановитель включает в себя борогидрид натрия и фосфорноватистую кислоту или ее соль. Восстановление приводит к образованию покрывающей пленки металла, которая будет служить каталитическим центром на поверхности несущей смолы. На покрывающую пленку наносят гальваническое покрытие для формирования одного из токосъемных поверхностных слоев. Потом на этот поверхностный слой наносят электропроводящую суспензию, содержащую частицы активного материала, для формирования слоя активного материала. На слой активного материала наносят гальваническое покрытие для формирования другого поверхностного слоя. Наконец, несущую смолу удаляют со сформированного первым поверхностного слоя отслаиванием или растворением в органическом растворителе, получая отрицательный электрод согласно рассматриваемому варианту осуществления. Описание способов с первого по третий соответствующим образом применимо к тем особенностям четвертого способа, которые здесь не описаны.
Полученный таким образом отрицательный электрод 10 согласно первому варианту осуществления собирают в неводную вторичную батарею вместе с известным положительным электродом, прокладкой и неводным электролитом. Положительный электрод получают следующим образом. Активный материал положительного электрода и, если необходимо, проводящий материал и связующее суспендируют в соответствующем растворителе для получения смеси активного материала положительного электрода, которую наносят на токосъемник, сушат, прокатывают и прессуют, с последующим разрезанием и перфорированием. Активный материал положительного электрода включает в себя обычные известные материалы, такие как сложный оксид лития-никеля, сложный оксид лития-марганца и сложный оксид лития-кобальта. Предпочтительные прокладки включают в себя нетканый материал (полотно) из синтетических полимеров и пористую пленку из полиэтилена или полипропилена. Неводный электролит, используемый в литиевой вторичной батарее, представляет собой, например, раствор соли лития, поддерживающего (фонового) электролита, в органическом растворителе. Соль лития включает в себя LiClO4, LiAlCl4, LiPF6, LiAsF6, LiSbF6, LiSCN, LiCl, LiBr, LiI, LiCF3SO3 и LiC4F9SO3.
Отрицательный электрод согласно второму варианту осуществления настоящего изобретения будет описан со ссылкой на фиг.8. Второй вариант осуществления будет описан только с точки зрения отличий от первого варианта осуществления. Подробное описание первого варианта осуществления соответствующим образом применимо к тем особенностям второго варианта осуществления, которые не рассматриваются здесь. Для тех элементов на фиг.8, которые являются такими же, как и на фиг.1, даны те же самые ссылочные позиции, которые использовались на фиг.1.
Как показано на фиг.8, отрицательный электрод согласно второму варианту осуществления имеет слой 8 электропроводящей металлической фольги в качестве внутренней части ("сердцевины") в середине его толщины. Слой 3 активного материала сформирован на каждой стороне слоя 8 металлической фольги, и при этом слои 3 активного материала покрыты соответствующими токосъемными поверхностными слоями 4а и 4b.
Материал, составляющий токосъемный поверхностный слой 4а или 4b, проникает через всю толщину соответствующего слоя 3 активного материала. Частицы 2 активного материала не остаются открытыми на поверхности электрода, а внедрены внутрь соответствующих поверхностных слоев 4а или 4b. Материалы, составляющие поверхностные слои 4а и 4b, проникают через всю толщину соответствующих слоев 3 активного материала и достигают слоя 8 металлической фольги. В результате, поверхностные слои 4а и 4b электрически соединены со слоем 8 металлической фольги, что увеличивает электронную проводимость отрицательного электрода в целом. Аналогично отрицательному электроду согласно первому варианту осуществления, весь отрицательный электрод в целом согласно второму варианту осуществления выполняет функцию токосъема. Поверхностные слои 4а и 4b и слои 3 активного материала во втором варианте осуществления могут быть сконструированы так, чтобы иметь ту же толщину, что и в первом варианте. Для обеспечения увеличенной удельной плотности энергии при минимизации суммарной толщины отрицательного электрода, толщина слоя 8 металлической фольги, предпочтительно, составляет от 5 до 40 мкм, еще предпочтительнее - от 10 до 20 мкм. С той же самой точки зрения, суммарная толщина отрицательного электрода составляет от 10 до 100 мкм, еще предпочтительнее от 20 до 60 мкм.
Способ изготовления отрицательного электрода согласно рассматриваемому варианту осуществления кратко описан ниже. Электропроводящую суспензию, содержащую частицы активного материала, наносят на обе стороны слоя 8 металлической фольги для формирования слоев активного материала. Слой 8 металлической фольги может быть получен предварительно или может быть получен на одной из поточных стадий изготовления отрицательного электрода. Если слой 8 металлической фольги получают поточно (in-line), то его предпочтительно получают с помощью электролитического осаждения. После сушки нанесенной суспензии для формирования слоев активного материала, слой 8 металлической фольги со слоями активного материала на нем погружают в гальваническую ванну, содержащую металлический материал с низкой способностью к образованию соединений лития, и наносят гальваническое покрытие из этого металлического материала в этом состоянии для формирования поверхностных слоев 4а и 4b. При этом способе в поверхностных слоях 4а и 4b легко может быть сформировано большое количество микропор, и при этом проводящий материал, составляющий поверхностные слои 4а и 4b, проникает во всю толщину активного материала, обеспечивая электрическое соединение между обоими поверхностными слоями и слоем 8 металлической фольги.
Настоящее изобретение не ограничивается упомянутыми ранее вариантами осуществления. Например, хотя в упомянутых ранее вариантах осуществления материал, составляющий токосъемные поверхностные слои 4, проникает в толщину слоя 3 активного материала для создания электрического соединения между двумя поверхностными слоями 4, эти два поверхностных слоя 4 могут быть не соединенными электрически, при условии, что могут быть обеспечены достаточные токосъемные способности каждого поверхностного слоя 4.
Настоящее изобретение будет теперь проиллюстрировано более подробно со ссылками на примеры, но следует иметь в виду, что изобретение ими не ограничивается. Если специально не подчеркивается, все проценты являются массовыми.
Примеры
Пример 1-1
(1) Получение частиц активного материала
Расплавленный металл при 1400°С, содержащий 80% кремния и 20% никеля, разливали в выполненную из меди литейную форму и закаливали (быстро охлаждали), получая слиток кремний-никелевого сплава. Слиток измельчали в струйной мельнице и просеивали, получая частицы активного материала. Частицы имели средний размер (D50), составляющий 5 мкм.
(2) Получение суспензии
Получили суспензию, имеющую следующий состав:
(3) Формирование разделительного слоя
Поверхность полученной электролитически медной несущей фольги (толщина: 35 мкм; шероховатость Ra поверхности: 0,1 мкм) обрабатывали хроматом для формирования разделительного слоя толщиной 0,5 мкм (смотри фиг.4(а)). Разделительный слой также имел шероховатость Ra поверхности, составляющую 0,1 мкм.
(4) Формирование слоя активного материала
Полученную выше суспензию наносили на разделительный слой на несущей фольге и сушили, получая слой активного материала (смотри фиг.4(b)). Слой активного материала уплотняли прессованием с помощью валка при давлении 0,5 т/см (стадия подпрессовки). Полученный слой активного материала имел толщину, составляющую 8 мкм.
(5) Формирование токосъемных поверхностных слоев
Несущую фольгу со сформированным на ней слоем активного материала погружали в гальваническую ванну следующего состава для нанесения гальванического покрытия:
Нанесение гальванического покрытия продолжали в течение 70 секунд при плотности тока 20 А/дм2 и после этого несущую фольгу вынимали из гальванической ванны, получив отрицательный электрод (смотри фиг.4(c)). Толщина токосъемного поверхностного слоя в контакте с несущей фольгой (называемого здесь и далее первым поверхностным слоем) составляла 1 мкм. Толщина токосъемного поверхностного слоя, который не находился в контакте с несущей фольгой (называемого здесь и далее вторым поверхностным слоем) составляла 1 мкм.
(6) Отделение медной несущей фольги
Как показано на фиг.4(d), отрицательный электрод отделяли от несущей фольги по разделительному слою, получая отрицательный электрод, имеющий структуру, показанную на фиг.1. Было установлено, что каждый из поверхностных слоев имеет большое количество микропор, которые открыты на поверхности поверхностного слоя и ведут к слою активного материала. Средняя площадь раскрыва и суммарное живое сечение микропор приведены в таблице 1-1.
Пример 1-2
Отрицательный электрод получали таким же образом, как и в примере 1-1, за исключением изменения времени нанесения гальванического покрытия до 60 секунд. Первый поверхностный слой и второй поверхностный слой имели толщину 1 мкм и 0,5 мкм соответственно. Было установлено, что каждый из поверхностных слоев имеет большое количество микропор, которые открыты на поверхности поверхностного слоя и ведут к слою активного материала. Средняя площадь раскрыва и суммарное живое сечение микропор приведены в таблице 1-1.
Пример 1-3
Отрицательный электрод получали таким же образом, как и в примере 1-1, за исключением изменения времени нанесения гальванического покрытия до 130 секунд. Первый поверхностный слой и второй поверхностный слой имели толщину 1 мкм и 0,5 мкм соответственно. Было установлено, что каждый из поверхностных слоев имеет большое количество микропор, которые открыты на поверхности поверхностного слоя и ведут к слою активного материала. Средняя площадь раскрыва и суммарное живое сечение микропор приведены в таблице 1-1.
Пример 1-4
Отрицательный электрод получали таким же образом, как и в примере 1-1, за исключением проведения валкового прессования после нанесения суспензии (подпрессовки) при давлении 1 т/см и изменении времени нанесения гальванического покрытия до 50 секунд. Первый поверхностный слой и второй поверхностный слой имели толщину 0,5 мкм и 0,5 мкм соответственно. Было установлено, что каждый из поверхностных слоев имеет большое количество микропор, которые открыты на поверхности поверхностного слоя и ведут к слою активного материала. Средняя площадь раскрыва и суммарное живое сечение микропор показаны в таблице 1-1.
Пример 1-5
Отрицательный электрод получали таким же образом, как и в примере 1-1, за исключением проведения валкового прессования после нанесения суспензии (подпрессовки) при давлении 1 т/см и изменении времени нанесения гальванического покрытия до 120 секунд. Первый поверхностный слой и второй поверхностный слой имели толщину 0,5 мкм и 5 мкм соответственно. Было установлено, что каждый из поверхностных слоев имеет большое количество микропор, которые открыты на поверхности поверхностного слоя и ведут к слою активного материала. Средняя площадь раскрыва и суммарное живое сечение микропор приведены в таблице 1-1.
Сравнительный пример 1-1
(1) Получение суспензии
Получили суспензию, имеющую следующий состав:
(2) Полученную суспензию наносили на обе стороны медной фольги толщиной 30 мкм и сушили для формирования слоев активного материала. Слои активного материала спрессовывали валком при давлении 0,5 т/см для получения отрицательного электрода. Каждый спрессованный слой активного материала имел толщину 20 мкм.
Оценка рабочих характеристик.
Неводные вторичные батареи изготавливали описанным ниже образом с использованием каждого из отрицательных электродов, полученных в примерах и сравнительном примере. Полученные в результате батареи оценивали путем измерения необратимой емкости, числа циклов, требуемого для получения максимальной емкости (далее называемого номером цикла с максимальной емкостью), удельной емкости на единицу массы в цикле с максимальной емкостью (далее называемой максимальной удельной по массе емкостью), удельной емкости на единицу объема в цикле с максимальной емкостью (далее называемой максимальной удельной по объему емкостью) и сохранения емкости в 50-ом цикле. Результаты измерений приведены в таблице 1-1.
Сборка неводной вторичной батареи.
Металлический литий в качестве противоэлектрода и полученный выше отрицательный электрод в качестве рабочего электрода помещали друг против друга с прокладкой между ними и собирали в неводную вторичную батарею обычным образом при использовании раствора LiPF6 в смеси с этиленкарбонатом и диэтилкарбонатом (1:1 по объему) в качестве неводного электролита.
Необратимая емкость.
Необратимая емкость, представленная приведенным ниже уравнением, показывает ту часть зарядной емкости, которая не разряжается и остается в активном материале:
необратимая емкость (%)=(1 - разрядная емкость в первом цикле / зарядная емкость в первом цикле)×100.
Номер цикла с максимальной емкостью.
Номер цикла после начала заряд/разрядного циклирования, в котором достигнута максимальная разрядная емкость. Чем ниже активность на начальной стадии циклирования батареи, тем больше номер цикла с максимальной емкостью.
Максимальная удельная по массе емкость.
Разрядная емкость, деленная на массу отрицательного электрода, в цикле с максимальной емкостью. Единицей является мА·ч/г (миллиампер·час на грамм). Хотя разрядная емкость обычно выражается на массу активного материала, в данном случае была использована разрядная емкость на массу отрицательного электрода с тем, чтобы выяснить преимущество не использования толстого токосъемника.
Максимальная удельная по объему емкость.
Разрядная емкость, деленная на объем отрицательного электрода, в цикле с максимальной емкостью. Единицей является мА·ч/см3 (миллиампер·час на кубический сантиметр). Хотя разрядная емкость обычно выражается на объем активного материала, в данном случае была использована разрядная емкость на объем отрицательного электрода с тем, чтобы выяснить преимущество не использования толстого токосъемника.
Сохранение емкости в 50-ом цикле.
Сохранение емкости (50-ый цикл) (%)=разрядная емкость (50-ый цикл) / максимальная разрядная емкость ×100.
ный электрод
Как видно из результатов, приведенных в таблице 1-1, каждый из отрицательных электродов согласно примерам имеет незначительную необратимую емкость. Также видно, что отрицательные электроды согласно примерам достигают максимальной емкости за небольшое число циклов, показывая высокие зарядную/разрядную емкости с самой начальной стадии заряда/разряда. Также установлено, что отрицательные электроды согласно примерам имеют чрезвычайно высокие удельные емкости на единицу массы и объема. Они также показали высокое сохранение емкости после повторения циклов заряда/разряда, что указывает на их продолжительный срок службы при циклировании. Хотя это не показано в таблице, в случае отрицательных электродов согласно примерам было установлено, что материал, составляющий каждый поверхностный слой, проник через всю толщину слоя активного материала с электрическим соединением двух поверхностных слоев и что частицы активного материала по существу не открыты на поверхности отрицательного электрода, будучи заделанными внутри поверхностных слоев.
Примеры 2-1 и 2-2
(1) Формирование разделительного слоя
Электролитическую медную фольгу толщиной 35 мкм использовали в качестве несущей фольги. Несущую фольгу чистили кислотным очищающим раствором при комнатной температуре в течение 30 секунд и затем чистой водой при комнатной температуре в течение 30 секунд. Несущую фольгу погружали в раствор карбоксибензотриазола с концентрацией 3 г/л, поддерживаемый при 40°С, на 30 секунд для формирования разделительного слоя, как показано на фиг.6(b). Несущую фольгу затем промывали чистой водой при комнатной температуре в течение 15 секунд.
(2) Формирование первого поверхностного слоя
Несущую фольгу погружали в гальваническую ванну никелирования, имеющую показанный ниже состав, для проведения электролиза с формированием первого поверхностного слоя, который являлся очень тонкой никелевой фольгой, как показано на фиг.6(с). Первый поверхностный слой был сформирован на разделительном слое, который ранее был сформирован на матовой поверхности несущей фольги. Плотность тока составляла 5 А/дм2, а температура ванны составляла 50°С.Никелевый электрод использовали в качестве отрицательного электрода, и использовали источник питания постоянного тока. Толщина первого поверхностного слоя составляла 3 мкм в примере 2-1 и 1 мкм в пример 2-2.
Состав гальванической ванны никелирования:
(3) Формирование слоя активного материала
Несущую фольгу с первым поверхностным слоем на ней промывали чистой водой в течение 30 секунд и сушили на воздухе. Суспензию, содержащую частицы активного материала, наносили на первый поверхностный слой для формирования слоя активного материала толщиной 15 мкм, как показано на фиг.6(d). Частицы активного материала представляли собой порошок сплава, имеющий состав Si 80%/Ni 20% и имеющий средний размер D50 частиц 1,5 мкм. Суспензия содержала частицы активного материала, порошок никеля, ацетиленовую сажу и поливинилиденфторид (ниже ПВДФ). Состав суспензии был следующим - активный материал: порошок никеля: ацетиленовая сажа: ПВДФ=60:34:1:5.
(4) Формирование второго поверхностного слоя
Второй поверхностный слой, являющийся очень тонкой никелевой фольгой, был сформирован на слое активного материала электролизом, как показано на фиг.6(e). Условия электролиза были такими же, как и при формировании первого поверхностного слоя, за исключением того, что толщина осадка была доведена до 3 мкм.
(5) Отделение электрода
Полученный таким образом электрод отделяли от несущей фольги, как показано на фиг.6(f), получая отрицательный электрод по настоящему изобретению. Электронный микроснимок участка среза отрицательного электрода, полученного в примере 2-1, показан на фиг.9.
Примеры 2-3 и 2-4
Отрицательный электрод получали таким же образом, как и в примере 2-1, со следующим исключением. В качестве первого поверхностного слоя с помощью электролиза была сформирована очень тонкая медная фольга. Состав гальванической ванны показан ниже. Плотность тока составляла 20 А/дм2, а температура ванны составляла 40°С.Использовали отрицательный электрод со стабилизированным размером. Использовали источник питания постоянного тока. Толщина первого поверхностного слоя составляла 3 мкм в примере 2-3 и 1 мкм в примере 2-4. Первый поверхностный слой обрабатывали раствором бензотриазола с концентрацией 1 г/л, поддерживаемым при 25°С, в течение 10 секунд для получения антикоррозионной защиты.
Состав гальванической ванны меднения:
Пример 2-5
Такую же суспензию, как и использованная в примере 2-1, наносили на каждую сторону электролитической медной фольги толщиной 35 мкм до толщины 15 мкм и сушили, получая слои активного материала. Медную фольгу погружали в гальваническую ванну никелирования, имеющую тот же состав, как и в примере 2-1, для проведения электролиза, посредством чего формировали очень тонкую никелевую фольгу в качестве поверхностного слоя на обеих сторонах. Условия электролиза были такими же, как и в примере 2-1. Толщина каждого поверхностного слоя составляла 3 мкм. Таким образом был получен отрицательный электрод, показанный на фиг.8.
Сравнительный пример 2-1
Суспензию получали из графитового порошка (средний размер частиц D50: 10 мкм), ацетиленовой сажи (средний размер частиц D50: 40 нм), ПВДФ и N-метилпирролидона при массовом соотношении смешиваемых компонентов 16:2:2:80. Суспензию наносили на каждую сторону электролитической медной фольги толщиной 35 мкм и сушили, получая слой активного материала на каждой стороне. Слои активного материала прессовали валком при давлении 0,5 т/см, получая отрицательный электрод, в котором прессованные слои активного материала имели толщину 40 мкм каждый.
Сравнительный пример 2-2
Такую же суспензию, как и использованная в примере 2-1, наносили на каждую сторону электролитической медной фольги толщиной 35 мкм до толщины 15 мкм и сушили, получая отрицательный электрод, имеющий слой активного материала на обеих сторонах.
Оценка рабочих характеристик.
Неводные вторичные батареи собирали с использованием каждого из отрицательных электродов, полученных в примерах и сравнительных примерах, как описано ниже. Максимальную разрядную емкость отрицательного электрода, емкость батареи и сохранение емкости в 50-ом цикле для полученных батарей измеряли или рассчитывали согласно описанным ниже методам. Полученные результаты приведены в таблице 2-1. Дополнительно, неводные вторичные батареи собирали с использованием в качестве рабочего электрода каждого из отрицательных электродов, полученных в примере 2-1 и в сравнительных примерах 2-1 и 2-2, и металлического лития в качестве противоэлектрода. Измеряли изменения в разрядной емкости с увеличением числа циклов заряда/разряда. Полученные результаты представлены на фиг.12.
Сборка неводной вторичной батареи.
Каждый из отрицательных электродов, полученных в примерах или в сравнительных примерах, в качестве рабочего электрода и LiCoO2 в качестве противоэлектрода помещали друг напротив друга с прокладкой между ними и собирали в неводную вторичную батарею обычным образом с использованием электродов и раствора LiPF6 в смеси с этиленкарбонатом и диэтилкарбонатом (1:1 по объему) в качестве неводного электролита.
Максимальная разрядная емкость отрицательного электрода.
Измеряли разрядную емкость в расчете на массу активного материала в том цикле, в котором была достигнута максимальная емкость. Единицей является мА·ч/г.
Емкость батареи.
Объем отрицательного электрода получали из толщины и площади, исходя из которых вычисляли емкость на единицу объема. Емкость батареи, в которой в качестве отрицательного электрода был использован электрод из сравнительного примера 2-1, принимали за 100, и емкости других батарей выражали относительно нее.
Сохранение емкости на 50-ом цикле.
Измеряли разрядную емкость в 50-ом цикле. Значение делили на максимальную разрядную емкость отрицательного электрода, полученную во втором и последующих циклах, и частное умножали на 100 для получения сохранения емкости в 50-ом цикле.
2-1
2-2
2-3
2-4
2-5
2-1
2-2
Из представленного в таблице 2-1 видно, что вторичные батареи, в которых используются полученные в примерах отрицательные электроды, имеют более высокую максимальную разрядную емкость отрицательного электрода, более высокую емкость батареи и более высокое сохранение емкости в 50-ом цикле, чем батареи, в которых используются отрицательные электроды согласно сравнительным примерам. Как видно из результатов, показанных на фиг.12, отрицательный электрод согласно примеру 2-1 сохраняет высокий уровень разрядной емкости, не претерпевая уменьшения при повторении циклов заряда/разряда. Напротив, отрицательный электрод согласно сравнительному примеру 2-1 имеет крайне низкий уровень разрядной емкости. Отрицательный электрод согласно сравнительному примеру 2-2, который имеет относительно высокую разрядную емкость на начальной стадии, показывает резкое уменьшение разрядной емкости с увеличением числа циклов заряда/разряда. Результаты исследований в электронном микроскопе, хотя и не представленные в таблице, выявили, что отрицательные электроды согласно примерам с 2-1 по 2-4 имели составляющий их поверхностные слои материал, проникающий во всю толщину слоя активного материала, электрически соединяя два поверхностных слоя, и что отрицательный электрод согласно примеру 2-5 имел составляющий его поверхностные слои материал, проникающий во всю толщину слоев активного материала и электрически соединяющийся с медной фольгой. Кроме того, было подтверждено, что поверхностные слои отрицательных электродов согласно примерам с 2-1 по 2-5 имеют большое количество микропор, распространяющихся в направлении толщины этих слоев.
Пример 3-1
Полученную электролитически медную несущую фольгу (толщина 35 мкм) промывали кислотой при комнатной температуре в течение 30 секунд и затем чистой водой при комнатной температуре в течение 30 секунд. Несущую фольгу погружали в гальваническую ванну лужения следующего состава. Электролиз проводили для формирования на несущей фольге оловянного покровного слоя. Плотность тока составляла 2 А/дм2, а температура ванны составляла 30°С. Оловянный электрод использовали в качестве положительного электрода. В качестве источника питания использовали источник питания постоянного тока. Покровный слой был сформирован до толщины 20 нм. Несущую фольгу вынимали из гальванической ванны, промывали чистой водой в течение 30 секунд, сушили на воздухе и оставляли на 15 минут для окисления покровного слоя.
Несущую фольгу со сформированным на ней покровным слоем погружали в раствор карбоксибензотриазола с концентрацией 3 г/л, поддерживаемый при 40°С, на 30 секунд для формирования разделительного слоя. После формирования разделительного слоя несущую фольгу вынимали из этого раствора и промывали чистой водой в течение 15 секунд.
Несущую фольгу погружали в Watts-ванну, имеющую представленный ниже состав, для нанесения гальванического покрытия, в результате чего формировали первый поверхностный слой из никеля. Плотность тока составляла 5 А/дм2, а температура ванны составляла 50°С.Никелевый электрод использовали в качестве отрицательного электрода, а в качестве источника питания использовали источник питания постоянного тока. Был сформирован поверхностный слой толщиной 3 мкм. Несущую фольгу с первым поверхностным слоем вынимали из гальванической ванны, промывали чистой водой в течение 30 секунд и сушили на воздухе. Микроснимок в сканирующем электронном микроскопе полученного таким образом поверхностного слоя и фотография данного слоя, полученная при пропускании через него света, приведены на фиг.10(а) и фиг.10(b) соответственно.
Суспензию, содержащую частицы активного материала отрицательного электрода, наносили на поверхностный слой до толщины 15 мкм для формирования слоя активного материала. Частицы активного материала представляли собой сплав, имеющий состав Si 80% мас. и Ni 20% мас. и средний размер частиц D50 в 1,5 мкм. Состав суспензии был следующим - активный материал: Ni порошок: ацетиленовая сажа: поливинилиденфторид=60:34:1:5.
Пасту, содержащую углеродистый материал (ацетиленовая сажа) со средним размером частиц D50 в 40 нм, наносили на слой активного материала до толщины 0,5 мкм. Потом на нем формировали второй поверхностный слой никеля до толщины 3 мкм с помощью нанесения гальванического покрытия при тех же условиях, как описано выше.
Наконец, первый поверхностный слой и несущую фольгу отделяли друг от друга, получая отрицательный электрод для неводной вторичной батареи, имеющий слой активного материала, расположенный между парой поверхностных слоев.
Оценка рабочих характеристик.
Отрицательный электрод, полученный в данном примере, оценивали по зарядным характеристикам согласно описанному ниже методу. Полученные результаты представлены на фиг.11(а) и фиг.11(b). Фиг.11(а) представляет собой зарядные характеристики, измеренные на той стороне поверхностного слоя, который был отделен от несущей фольги (т.е. на стороне первого поверхностного слоя). Фиг.11(b) представляет собой зарядные характеристики, измеренные на покрытой металлом стороне (т.е. на стороне второго поверхностного слоя). Диаметр и плотность микропор, сформированных в первом и втором поверхностных слоях отрицательного электрода, полученного в данном примере, измеряли согласно следующему методу. Полученные результаты представлены ниже, в таблице 3-1.
Метод оценки зарядных характеристик.
Отрицательный электрод, полученный в данном примере, в качестве рабочего электрода и металлический литий в качестве противоэлектрода размещали друг против друга с расположенной между ними прокладкой и собирали в неводную вторичную батарею обычным образом, используя электроды и раствор LiPF6 в смеси с этиленкарбонатом и диэтилкарбонатом (1:1 по объему) в качестве неводного электролита. Полученную батарею оценивали при условии зарядки 0,2 мА/см2 и напряжении в интервале от 0 до 2,8 В.
Метод измерения диаметра и плотности микропор.
После того, как был сформирован первый поверхностный слой, его отделяли от несущей фольги. Поверхностный слой облучали светом с его задней стороны при комнатной температуре в темной комнате и в этом состоянии поверхностный слой фотографировали. Фотографию анализировали с помощью обработки изображения для получения диаметра и плотности микропор.
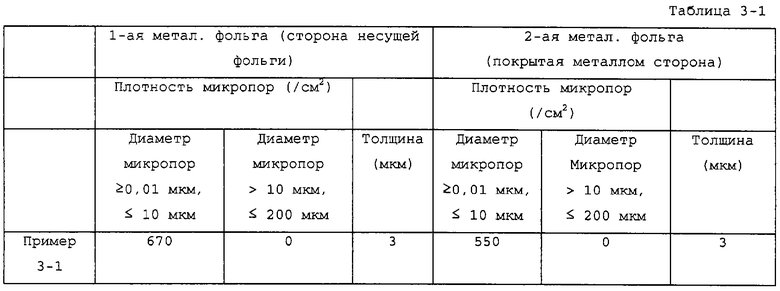
Как видно из результатов, представленных в таблице 3-1 и на фиг.11, отрицательный электрод согласно данному примеру обеспечивает достаточную емкость как со стороны несущей фольги, так и с покрытой металлом стороны. Это означает, что электролит в отрицательном электроде согласному данному примеру достаточным образом подается к слою активного материала через первый и второй поверхностные слои.
Пример 4-1
(1) Получение частиц активного материала
Расплавленный металл при 1400°С, содержащий 80% кремния и 20% никеля, разливали в выполненную из меди литейную форму и закаливали, получая слиток кремний-никелевого сплава. Слиток измельчали в струйной мельнице и просеивали, получая частицы активного материала. Полученные частицы активного материала загружали в 20%-ый KOH и травили в течение 20 минут. Средний размер частиц, суммарная концентрация кислорода и отношение O/Si на самой внешней поверхности частиц активного материала представлены в таблице 4-1.
(2) Получение суспензии
Получали суспензию следующего состава:
(3) Формирование первого токосъемного поверхностного слоя
Разделительный слой карбоксибензотриазола был сформирован на медной несущей фольге толщиной 35 мкм, как показано на фиг.6(b). Разделительный слой гальванически покрывали Ni (никелировали) для формирования первого токосъемного поверхностного слоя толщиной 3 мкм, как показано на фиг.6(c).
(4) Формирование слоя активного материала.
Суспензию наносили на первый токосъемный поверхностный слой и сушили, как показано на фиг.6(d). Толщина слоя покрытия после сушки составляла 10 мкм.
(5) Формирование второго токосъемного поверхностного слоя
Слой активного материала гальванически покрывали Ni для формирования второго токосъемного поверхностного слоя толщиной 3 мкм, как показано на фиг.6(е).
(6) Отделение несущей медной фольги
Несущую медную фольгу отделяли от первого токосъемного поверхностного слоя по разделительному слою, как показано на фиг.6(f), получая отрицательный электрод, имеющий структуру, показанную на фиг.1.
Пример 4-2
Частицы активного материала получали таким же образом, как и в примере 4-1, за исключением замены KOH на HF в качестве травителя. Концентрация HF составляла 5%, а время травления составляло 10 минут.После этого ту же процедуру, что и в примере 4-1, повторяли для получения отрицательного электрода.
Пример 4-3
Частицы активного материала получали таким же образом, как и в примере 4-1, за исключением замены KOH на NH4F в качестве травителя. Концентрация NH4F составляла 5%, а время травления составляло 10 минут. После этого ту же процедуру, что и в примере 4-1, повторяли для получения отрицательного электрода.
Пример 4-4
Частицы активного материала получали таким же образом, как и в примере 4-1, за исключением замены KOH на гидразин в качестве травителя. Концентрация гидразина составляла 1%, а время травления составляло 60 минут. После этого ту же процедуру, что и в примере 4-1, повторяли для получения отрицательного электрода.
Примеры 4-5 и 4-6
Частицы активного материала, полученные в примере 4-1, покрывали никелем (Ni) методом химического восстановления с формированием тонкой Ni-ой пленки, толщина которой представлена в таблице 4-2. После этого ту же процедуру, что и в примере 4-1, повторяли для получения отрицательного электрода. Ванна металлизации методом химического восстановления имела следующий состав:
Примеры 4-7 и 4-8
Частицы активного материала, полученные в примере 4-2, покрывали никелем (Ni) методом химического восстановления с формированием тонкой Ni-ой пленки, толщина которой представлена в таблице 4-2. После этого ту же процедуру, что и в примере 4-1, повторяли для получения отрицательного электрода. Ванна металлизации методом химического восстановления имела такой же состав, как и в примере 4-5.
Пример 4-9
Суспензию получали таким же образом, как и в примере 4-1, за исключением использования частиц активного материала, полученных в примере 4-8. Полученную суспензию наносили на каждую сторону медной фольги толщиной 18 мкм и сушили. Каждый высушенный слой активного материала имел толщину 10 мкм. Медную фольгу со сформированными на ней слоями активного материала погружали в гальваническую ванну никелирования для осаждения Ni на каждом слое активного материала путем гальваностегии. Таким образом получали отрицательный электрод, имеющий структуру, показанную на фиг.8.
Оценка рабочих характеристик.
Неводные вторичные батареи собирали так, как описано ниже, с использованием каждого из отрицательных электродов, полученных в примерах. Полученные батареи оценивали путем измерения максимальной разрядной емкости и сохранения емкости в 50-ом цикле согласно описанным выше методам. Полученные результаты представлены в таблицах 4-1 и 4-2 ниже. Дополнительно получали выход по току электролиза при формировании второго токосъемного поверхностного слоя в ходе изготовления отрицательных электродов согласно примерам с 4-5 по 4-7. Выход по току электролиза был близок к 100%, соответствуя уменьшению концентрации кислорода на частицах активного материала.
Сборка неводной вторичной батареи.
Каждый из полученных выше отрицательных электродов в качестве рабочего электрода и металлический литий в качестве противоэлектрода помещали друг напротив друга с прокладкой между ними. Неводную вторичную батарею собирали обычным образом при использовании электродов и раствора LiPF6 в смеси с этиленкарбонатом и диэтилкарбонатом (1:1 по объему) в качестве неводного электролита.
Как видно из результатов, представленных в таблицах 4-1 и 4-2, все батареи согласно примерам демонстрируют высокую максимальную разрядную емкость и высокое сохранение емкости.
Промышленная применимость
Отрицательный электрод для неводных вторичных батарей согласно настоящему изобретению имеет заделанный внутрь электрода активный материал. Не оставаясь открытым на поверхности электрода, активный материал предохранен от опадания, и поэтому характеристики токосъема активного материала могут быть гарантированы после повторения зарядов и разрядов. С помощью этого эффективно препятствуют тому, что часть активного материала становится электрически изолированной, и поэтому могут быть получены удовлетворительные характеристики токосъема. Вторичная батарея, в которой используется такой отрицательный электрод, обеспечивает высокие зарядную и разрядную емкости с самой начальной стадии заряд/разрядного циклирования. Ухудшение в результате повторения зарядов и разрядов подавляется, что приводит к заметно удлиненному сроку службы и к увеличенной эффективности заряда и разряда. Кроме того, поскольку слой электропроводящей металлической фольги во внутренней центральной части, т.е. токосъемник, который ранее использовался в обычных отрицательных электродах, в настоящем изобретении не используется, то доля активного материала в отрицательном электроде может быть увеличена по сравнению с обычными отрицательными электродами. Как результат, настоящее изобретение обеспечивает отрицательный электрод для вторичной батареи, имеющий высокую удельную плотность энергии на единицу объема или единицу массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2304324C2 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ АККУМУЛЯТОРНОЙ БАТАРЕИ С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2359366C1 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ ЛИТИЙ-ИОННОЙ ВТОРИЧНОЙ БАТАРЕИ И БАТАРЕЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2501126C2 |
| ЭЛЕКТРОД ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВТОРИЧНОЙ БАТАРЕЕ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВТОРИЧНАЯ БАТАРЕЯ | 2004 |
|
RU2336603C2 |
| КРЕМНИЕВЫЙ МАТЕРИАЛ И ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ВТОРИЧНОЙ БАТАРЕИ | 2015 |
|
RU2656241C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА ЛИТИЙ-ИОННОГО АККУМУЛЯТОРА | 2017 |
|
RU2662454C1 |
| ВТОРИЧНАЯ БАТАРЕЯ С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2632182C2 |
| ТОКОСЪЕМНИК ДЛЯ ВТОРИЧНОЙ БАТАРЕИ И ВТОРИЧНАЯ БАТАРЕЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2482573C1 |
| ЭЛЕКТРОД ДЛЯ ЛИТИЕВОЙ ВТОРИЧНОЙ БАТАРЕИ, ЛИТИЕВАЯ ВТОРИЧНАЯ БАТАРЕЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2397575C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО МНОГОСЛОЙНОГО ТРЕХМЕРНОГО КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА ЛИТИЙ-ИОННОЙ БАТАРЕИ, КОМПОЗИТНЫЙ МАТЕРИАЛ, ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД И ЛИТИЙ-ИОННАЯ БАТАРЕЯ | 2011 |
|
RU2459319C1 |
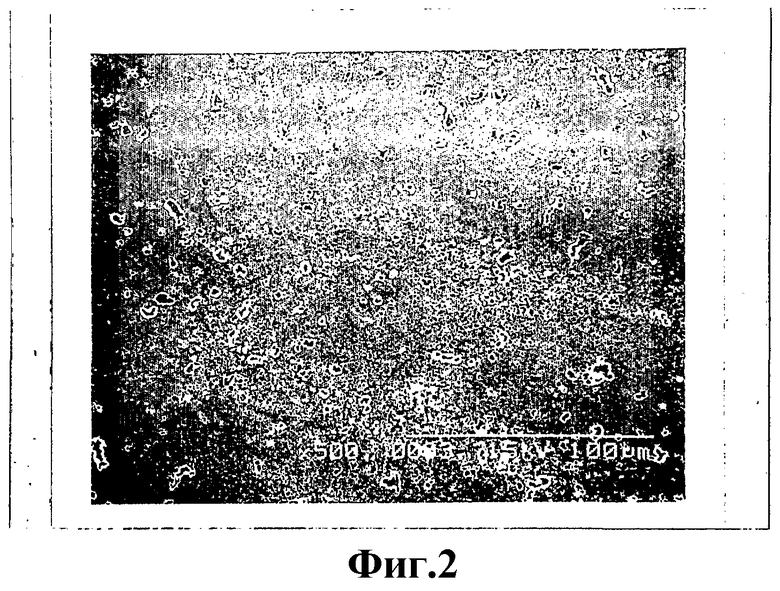
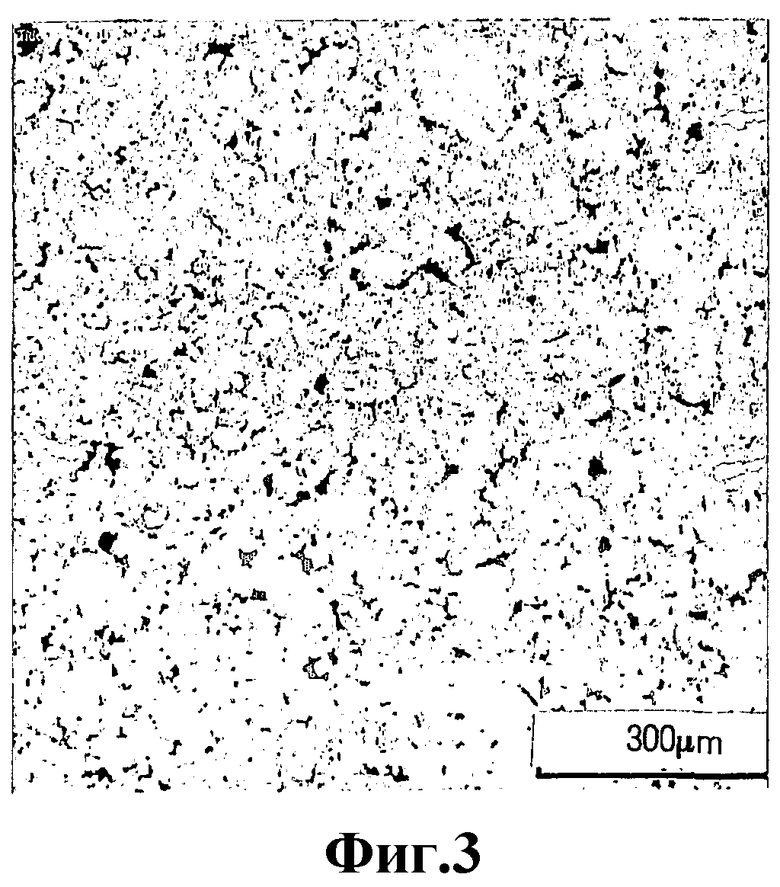
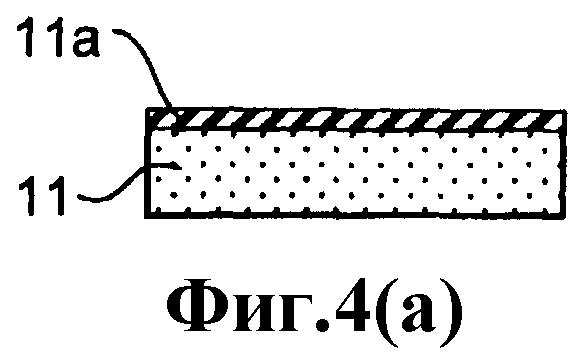

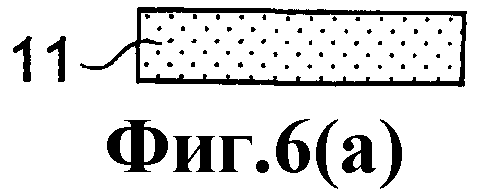
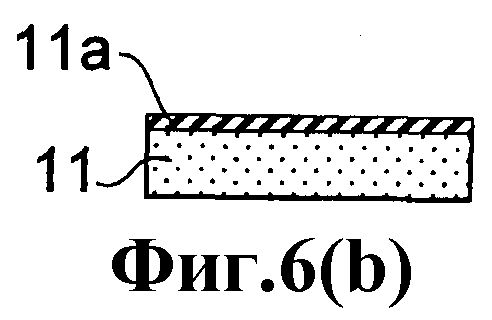
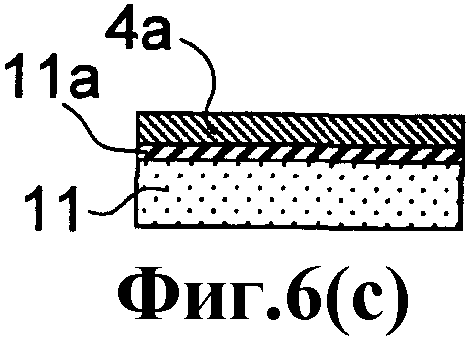

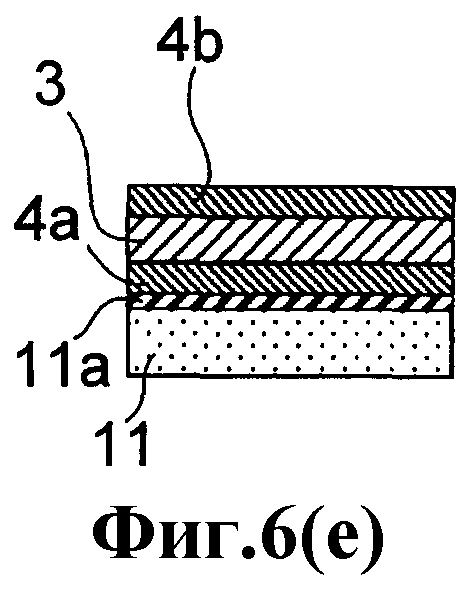
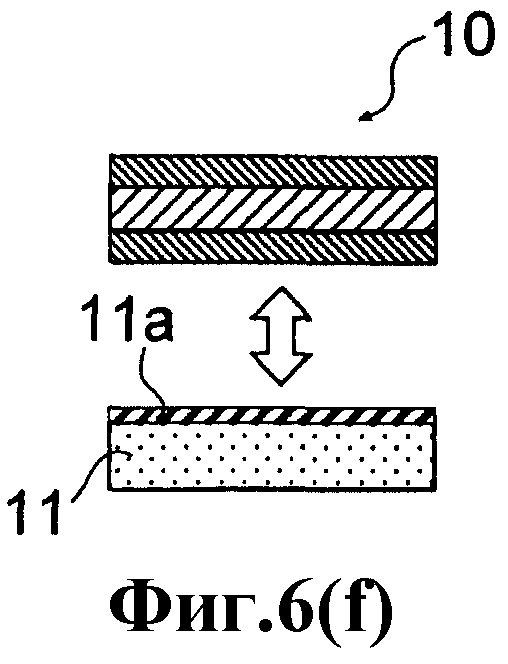

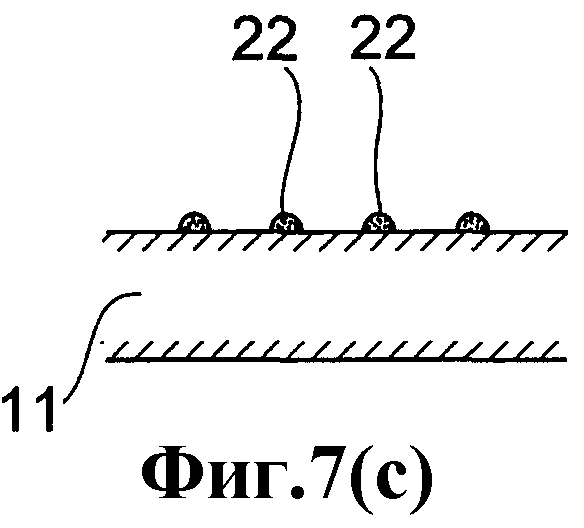
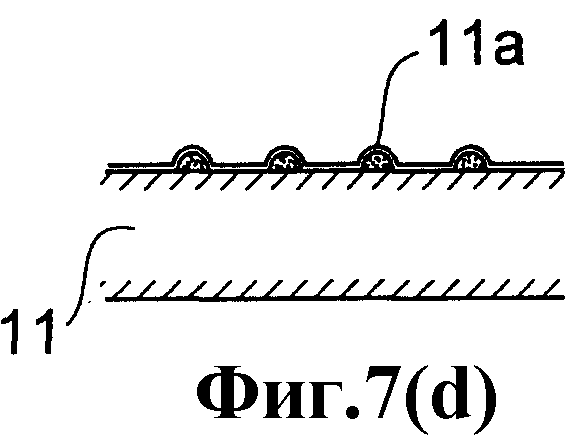

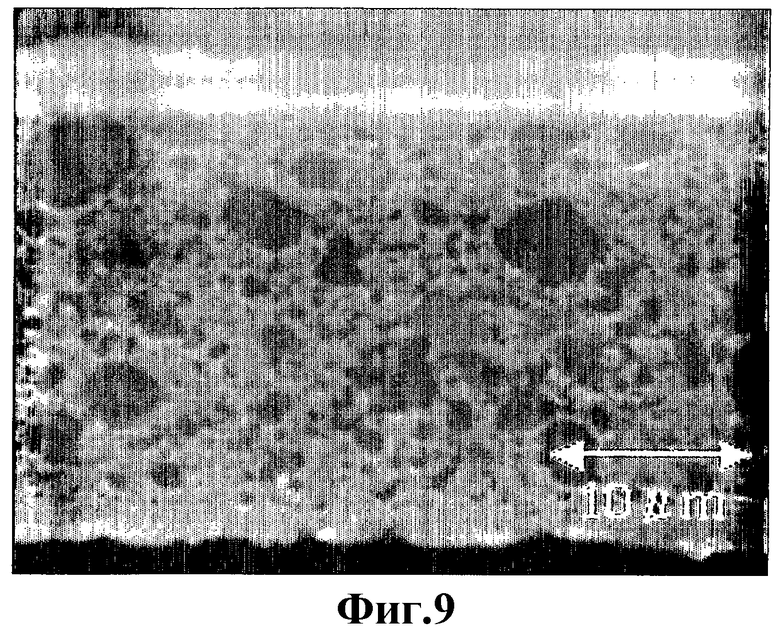
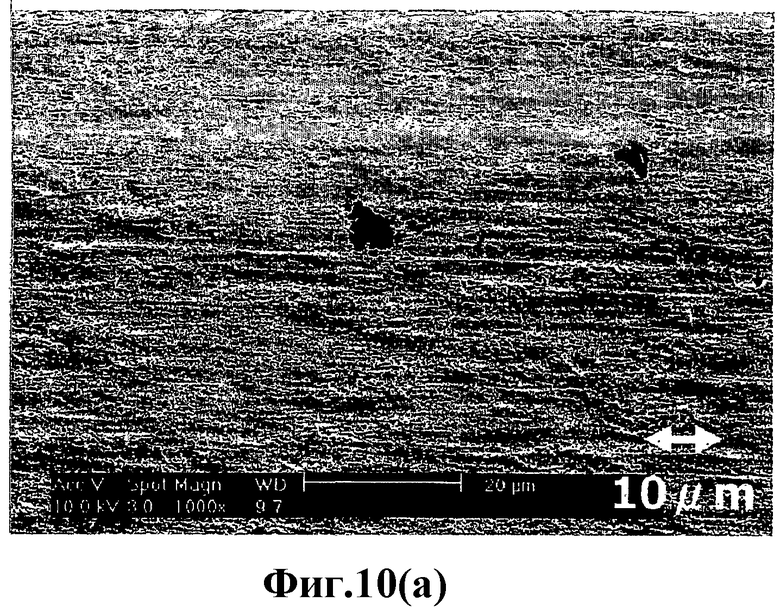

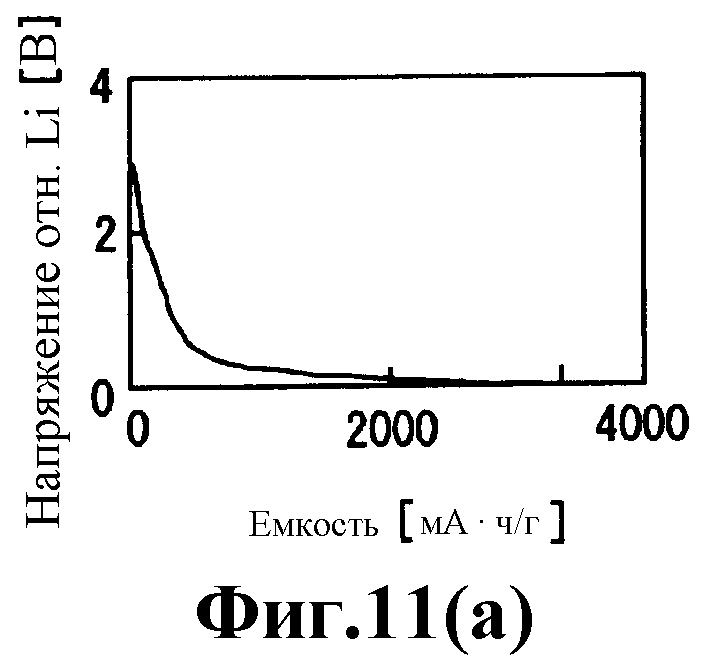
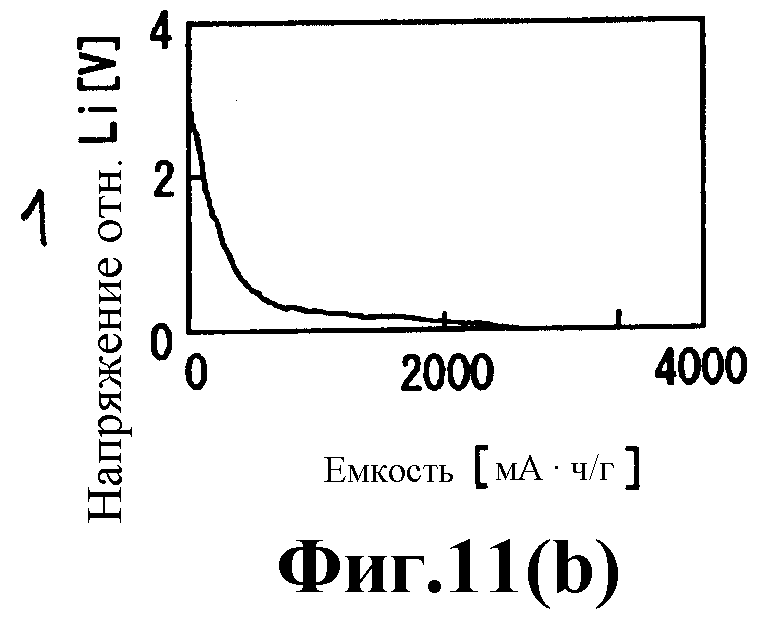

Изобретение относится к области электротехники, в частности к отрицательному электроду для вторичной батареи с неводным электролитом. Отрицательный электрод содержит пару токосъемных поверхностных слоев, поверхности которых находятся в контакте с раствором электролита, и по меньшей мере один слой активного материала, расположенный между этими поверхностными слоями и содержащий частицы активного материала с высокой способностью к образованию соединения лития. Предпочтительно, составляющий поверхности материал проникает через слой активного материала в направлении толщины таким образом, что поверхности электрически соединяются, посредством чего весь электрод в целом выполняет функцию токосъема. Толщина поверхностных слоев составляет предпочтительно 0,3-10 мкм. Техническим результатом изобретения является увеличение доли активного материала во всем электроде при сохранении функции токосъема, а также создание отрицательного электрода для вторичной батареи, имеющей высокую удельную плотность энергии на единицу объема или единицу массы. 5 н. и 19 з.п. ф-лы, 27 ил., 5 табл.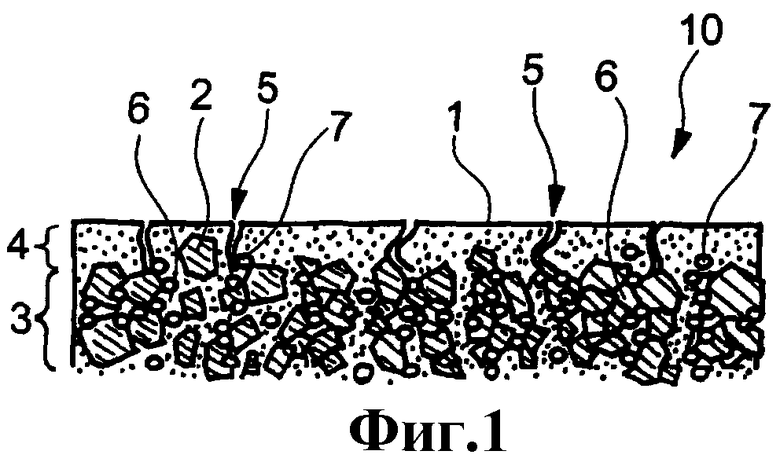
нанесение электропроводящей суспензии, содержащей частицы активного материала, на несущую фольгу для формирования слоя активного материала, причем используют несущую фольгу, имеющую поверхностную шероховатость Ra от 0,01 до 3 мкм или имеющую сформированный на ее поверхности разделительный слой;
погружение несущей фольги со сформированным на ней слоем активного материала в гальваническую ванну, содержащую металлический материал, для нанесения гальванического покрытия с формированием электрода, содержащего слой активного материала; и
отделение электрода от несущей фольги.
обработку несущей смолы, имеющей на своей поверхности большое количество катионообменных групп, раствором, содержащим ионы металла, для образования соли металла катионообменных групп;
восстановление соли металла для формирования на поверхности несущей смолы покрывающей пленки из металла, служащего в качестве каталитического центра;
нанесение на покрывающую пленку гальванического покрытия из металлического материала с низкой способностью к образованию соединения лития для формирования первого токосъемного поверхностного слоя;
нанесение электропроводящей суспензии, содержащей частицы активного материала, на первый токосъемный поверхностный слой для формирования слоя активного материала;
нанесение на слой активного материала гальванического покрытия из металлического материала с низкой способностью к образованию соединения лития для формирования второго токосъемного поверхностного слоя; и
отделение несущей смолы от первого токосъемного поверхностного слоя отслаиванием или растворением.
нанесение электропроводящей суспензии, содержащей частицы активного материала, на каждую сторону электропроводящей металлической фольги для формирования слоев активного материала;
погружение электропроводящей металлической фольги со сформированными на ней слоями активного материала в гальваническую ванну, содержащую металлический материал с низкой способностью к образованию соединения лития, для нанесения гальванического покрытия.
Приоритет по пунктам:
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ АККУМУЛЯТОРА С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ | 1998 |
|
RU2183886C2 |
| ЭЛЕКТРОД ДЛЯ АККУМУЛЯТОРА С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ | 1998 |
|
RU2183369C2 |
| ПЕРЕЗАРЯЖАЕМЫЙ ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД | 1995 |
|
RU2143768C1 |
| Устройство для регулировки преобразователя угла поворота вала в код | 1977 |
|
SU690517A1 |
| УСТАНОВОЧНОЕ УСТРОЙСТВО для БУРИЛЬНЫХ МАШИН | 0 |
|
SU221616A1 |
| JP 8050922 А, 20.02.1996 | |||
| JP 2003017051 А, 17.01.2003. | |||

