УРОВЕНЬ ТЕХНИКИ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу нагревания текучих сред с использованием керамического ПТК-нагревателя. Аббревиатура ПТК обозначает положительный температурный коэффициент. Следовательно, это нагреватели, которые по меньшей мере в пределах ограниченного температурного интервала обладают положительным температурным коэффициентом электрического сопротивления. Настоящее изобретение также относится к отлитому под давлением элементу.
Керамические ПТК-нагреватели для нагревания текучих сред, как правило, изготавливают в форме сжатых таблетообразных элементов или простых геометрических структур наподобие куба. Керамический ПТК-элемент помещают внутри трубки для нагревания текучей среды, которая проходит по ПТК-элементу. Было обнаружено, что для определенных вариантов использования соотношение объема к поверхности нагрева данных простых геометрических керамических структур ПТК является неудовлетворительным.
За счет использования непростых структур, полностью изготовленных из керамического ПТК-материала для нагревания текучих сред, как например газов или жидкостей, могут быть получены преимущества. Сложные геометрические формы, которые не могут быть образованы посредством компрессионного или экструзионного формования, могут предпочтительно быть образованы посредством литьевого формования. Отлитые под давлением структуры получают для каждой прямой линии через отлитый под давлением элемент по меньшей мере две перпендикулярные к данной линии площади поперечного сечения, которые не могут быть наложены друг на друга при перемещении вдоль данной линии.
В противоположность этому, геометрические структуры, образованные посредством экструзионного формования, содержат одну линию через структуру, за счет чего вся структура содержит одинаковое поперечное сечение вдоль данной линии.
Следовательно, посредством экструзионного формования невозможно получить геометрическую структуру, содержащую сечение, которое не может быть образовано посредством экструзии через матрицу.
Исходное сырье, используемое для литьевого формования, поступает в форме гранул. Данные гранулы содержат порошкообразный керамический материал, содержащий BaTiO3 вместе с органическим связующим веществом. Исходное сырье расплавляют при высоком давлении в пресс-форму, которая представляет собой обратную форму формы изделия.
Подходящее для литьевого формования исходное сырье предпочтительно содержит керамический наполнитель, матрицу для связывания наполнителя и металлические примеси в количестве предпочтительно менее чем 10 миллионных долей.
Керамика может, например, быть основана на титанате бария (BaTiO3), который представляет собой керамику типа перовскита (ABO3).
Для процесса литьевого формования могло бы быть использовано исходное сырье, содержащее керамический наполнитель, матрицу для связывания наполнителя и металлические примеси менее чем 10 миллионных долей. Один возможный керамический наполнитель может быть обозначен посредством структуры:
Ba1-x-yMxDyTi1-a-bNaMnbO3,
в которой параметры составляют x = от 0 до 0,5, y = от 0 до 0,01, а = от 0 до 0,01, а b = от 0 до 0,01. В данной структуре M означает катион с валентностью два, как например Ca, Sr или Pb, D означает донор с валентностью три или четыре, например Y, La или редкоземельные элементы, а N означает катион с валентностью пять или шесть, например Nb или Sb. Таким образом, может быть использовано большое многообразие керамических материалов, при этом состав керамики может быть выбран в зависимости от требуемых электрических свойств спекаемой в дальнейшем керамики.
Керамический наполнитель исходного сырья превращается в ПТК-керамику с низким удельным сопротивлением и большим уклоном кривой в координатах сопротивление-температура. Удельное сопротивление ПТК-керамики, изготовленной из такого исходного сырья, может находиться в диапазоне от 3 Омсм до 30000 Омсм при 25°C в зависимости от состава керамического наполнителя и условий в процессе спекания исходного сырья. Характеристическая температура Tb, при которой сопротивление начинает увеличиваться, находится в диапазоне равном от -30°C до 340°C. Поскольку более высокие количества примесей могли бы быть помехой электрическим свойствам отлитой ПТК-керамики, содержание металлических примесей в исходном сырье ниже чем 10 миллионных долей.
Металлические примеси в исходном сырье могут содержать Fe, Al, Ni, Cr и W. Их содержание в исходном сырье, в комбинации друг с другом или каждого соответственно, составляет менее чем 10 миллионных долей вследствие истирания от инструментов, используемых в процессе получения исходного сырья.
Получение исходного сырья включает использование инструментов, обладающих такой низкой степенью истирания, что получается исходное сырье, содержащее менее чем 10 миллионных долей примесей, вызываемых указанным истиранием. Таким образом, получение формуемых под давлением видов исходного сырья с низкой степенью истирания, являющегося причиной металлических примесей, достигается без потери требуемых электрических свойств отлитой ПТК-керамики.
Инструменты, используемые для получения исходного сырья, содержат покрытия из твердого материала. Покрытие может содержать любой твердый металл, такой как, например, карбид вольфрама (WC). Такое покрытие уменьшает степень истирания инструментов при контакте со смесью керамического наполнителя и матрицы и предоставляет возможность получения исходного сырья с низким количеством металлических примесей, являющихся причиной указанного истирания. Металлические примеси могут быть Fe, но также Al, Ni или Cr. Когда инструменты покрывают твердым покрытием, как например WC, в исходное сырье могут быть введены примеси W. Однако данные примеси содержатся в количестве менее чем 50 миллионных долей. Было обнаружено, что в такой концентрации, они не оказывают влияние на требуемые электрические свойства спеченной ПТК-керамики.
В случае, когда для формирования отлитого изделия используют литьевое формование, в отлитом изделии необходимо контролировать металлические примеси для гарантии, что эффективность ПТК-керамики не будет понижена. ПТК-эффект керамических материалов включает изменение электрического удельного сопротивления ρ, как функцию температуры T. В то время, как в определенном температурном диапазоне изменение удельного сопротивления ρ небольшое с повышением температуры T, начиная с так называемой температуры Кюри T0, удельное сопротивление ρ с повышением температуры быстро увеличивается. В данном втором температурном диапазоне температурный коэффициент, который представляет собой относительное изменение удельного сопротивления при заданной температуре, может обладать значением, равным 100 %/K. Если нет быстрого увеличения при температуре Кюри, саморегулирующее свойство отлитого изделия является неудовлетворительным.
Свойства отлитого под давлением элемента для нагревания текучей среды показаны более подробно со следующим подробным описанием при рассмотрении в сочетании с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой изображение первого варианта осуществления керамического ПТК-нагревателя;
Фиг.2 представляет собой изображение второго варианта осуществления керамического ПТК-нагревателя;
Фиг.3 представляет собой изображение третьего варианта осуществления керамического ПТК-нагревателя;
Фиг.4 представляет собой изображение четвертого варианта осуществления керамического ПТК-нагревателя;
Фиг.5 представляет собой изображение четвертого варианта осуществления керамического ПТК-нагревателя по Фиг.4 с другого ракурса;
Фиг.6 представляет собой изображение пятого варианта осуществления керамического ПТК-нагревателя.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой перспективное изображение, показывающее вариант осуществления керамического ПТК-нагревателя, используемого для нагревания текучих сред. Керамический ПТК-нагреватель согласно Фиг.1 имеет главный трубчатый корпус 1, который содержит по меньшей мере один фланец 2 на одном конце трубчатого корпуса. Фланец 2 может также быть расположен где-нибудь в боковом направлении керамического ПТК-нагревателя. Фланец 2 содержит два отверстия 3. Отверстия 3 могут быть использованы для крепления керамического ПТК-нагревателя к трубке или другому элементу. Фланец 2 может содержать любое количество отверстий 3, фланец 2 не ограничен двумя отверстиями 3. Керамический ПТК-нагреватель, показанный на Фиг.1, предпочтительно используется в качестве секции нагрева для текучих сред, циркулирующих через трубку.
Трубчатый корпус 1 содержит один или более выступов. На чертеже выступ имеет форму ребра 4. По меньшей мере одно ребро 4 помещено внутрь трубчатого корпуса 1 керамического ПТК-нагревателя. Керамический ПТК-нагреватель имеет четыре ребра 4 внутри трубчатого корпуса 1.
В еще одном варианте осуществления ребра 4 внутри трубчатого корпуса 1 могут проходить в боковом направлении, причем ребра расширенной секции могут больше не быть окруженными трубчатым корпусом 1.
Первый вариант осуществления керамического ПТК-нагревателя, показанный на Фиг.1, используется для нагревания текучих сред, как например газ или жидкость, которые циркулируют через трубчатый корпус 1 керамического ПТК-нагревателя. Ребра 4 внутри трубчатой секции 1 предлагают большую площадь поверхности для нагревания текучей среды, циркулирующей вдоль данных ребер 4.
Вся структура керамического ПТК-нагревателя образована посредством литьевого формования керамического исходного сырья ПТК, предпочтительно за одну единственную стадию. Керамическое исходное сырье ПТК предпочтительно содержит менее чем 10 миллионных долей металлических примесей. Металлические примеси в разновидностях ПТК-керамики оказывают воздействие на характеристики ПТК-керамики нежелательным образом.
Сложные геометрические формы, которые не могут быть образованы посредством компрессионного или экструзионного формования, могут предпочтительно быть образованы посредством литьевого формования. Отлитые под давлением структуры имеют для каждой прямой линии через отлитый под давлением элемент по меньшей мере две площади поперечного сечения, перпендикулярные к данной линии, которые не могут быть наложены друг на друга с совпадением краев при перемещении вдоль данной линии.
Керамический ПТК-нагреватель содержит по меньшей мере одну область, содержащую электропроводное покрытие. Электропроводное покрытие предпочтительно используется для электрического контактирования керамического ПТК-нагревателя. Электропроводное покрытие может, например, содержать Cr, Ni, Al, Ag или любой другой подходящий материал. Для более крупных формованных элементов электрическое покрытие предпочтительно наносят на две противоположные области керамического ПТК-нагревателя.
Для более крупных формованных элементов предпочтительным является нанесение электрического покрытия на внутреннюю и на наружную поверхности керамического ПТК-нагревателя. Эффект нагревания предпочтительно проявляется вокруг областей электропроводного покрытия. Таким образом, для более крупных формованных элементов, наподобие элемента, показанного на Фиг.1, предпочтительным является нанесение одного электрического покрытия на всю внутреннюю поверхность, включая трубчатый корпус 1 и ребра 4, а еще одного на всю наружную поверхность трубчатого корпуса 1. Для менее крупных формованных элементов электрическое покрытие может быть нанесено в виде небольших полос на поверхности керамического ПТК-нагревателя.
Для обеспечения защиты керамического ПТК-нагревателя от разъедающих или вредных веществ, предпочтительно поверхность формованного элемента, которая находится в контакте с текучей средой, снабжают пассивирующим покрытием. В предпочтительном варианте осуществления пассивирующее покрытие включает защиту от коррозии. Защита от коррозии может быть выполнена посредством легкоплавкого стекла или нанокомпозитного лакового покрытия, или посредством любого другого покрытия, которое защищает керамическую поверхность формованного элемента от текучей среды, циркулирующей по керамическому ПТК-нагревателю или через него. Нанокомпозитный лак может содержать один или более следующих композитных материалов: SiO2-полиакрилатный композит, SiO2-полиэфирный композит, SiO2-силиконовый композит.
В еще одном варианте осуществления керамического ПТК-нагревателя, ребрам внутри трубчатого корпуса может быть придана закрученная форма для обеспечения скорости текучей среды, циркулирующей через керамический ПТК-нагреватель. Таким образом, может быть достигнуто более эффективное нагревание текучей среды. Закрученные ребра вызывают турбулентность текучей среды, что приводит к более высокой степени эффективности теплопередачи от керамического ПТК-нагревателя в текучую среду.
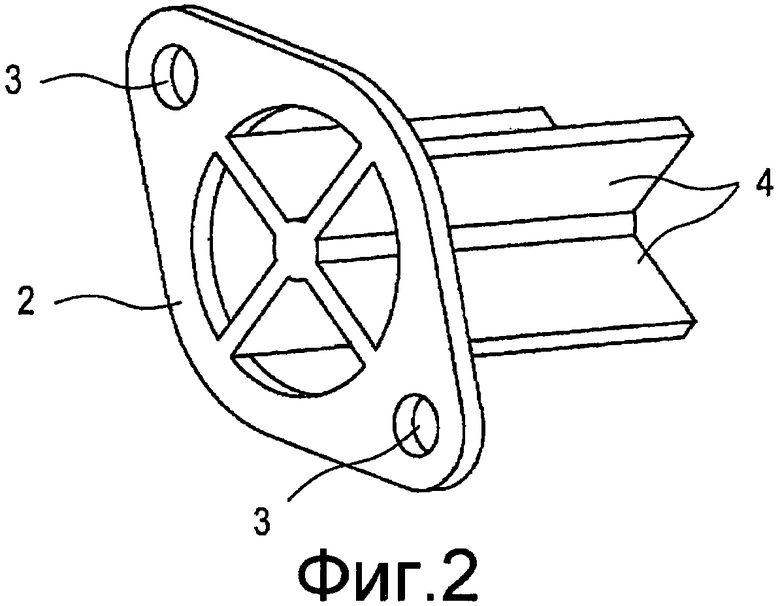
Фиг.2 представляет собой перспективное изображение, показывающее второй вариант осуществления керамического ПТК-нагревателя. Керамический ПТК-нагреватель согласно Фиг.2 выполнен с возможностью размещения во внешнюю трубку. Керамический ПТК-нагреватель содержит по меньшей мере один фланец 2, имеющий форму, подобную кресту, совмещенному с центром поперечного сечения. Крест образован передней поверхностью четырех выступов в форме ребер 4. Ребра 4 расположены перпендикулярно друг другу. Количество ребер 4 не ограничено четырьмя ребрами. Возможно любое другое количество ребер 4.
Керамический ПТК-нагреватель содержит по меньшей мере один фланец 2 предпочтительно на одном конце керамического ПТК-нагревателя. Фланец 2 может также быть помещен между двумя концами керамического ПТК-нагревателя. Таким образом, керамический ПТК-нагреватель может быть помещен между двумя трубками для нагревания текучей среды, протекающей через них.
Также возможно, чтобы керамический ПТК-нагреватель содержал два фланца 2, один с небольшим поперечным сечением для установки внутрь трубки, и один больший фланец 2. Более мелкий фланец 2 может быть использован для присоединения керамического ПТК-нагревателя внутри трубки, а больший фланец 2 - для присоединения снаружи трубки. Фланец 2, показанный на Фиг.2, содержит два отверстия 3. Фланец 2 может содержать любое количество отверстий 3. Отверстия 3 могут быть использованы для соединения керамического ПТК-нагревателя с еще одним фланцем трубки. Электрический контакт керамического ПТК-нагревателя достигается за счет электрического покрытия предпочтительно на ребрах 4 ПТК-нагревателя.
Для обеспечения защиты керамического ПТК-нагревателя от разъедающих или вредных веществ, предпочтительно поверхность формованного элемента, которая находится в контакте с текучей средой, снабжают пассивирующим покрытием. Пассивирующее покрытие содержит защиту от коррозии, которая может быть выполнена посредством легкоплавкого стекла или посредством любого другого покрытия, которое защищает керамическую поверхность формованного элемента от текучей среды, циркулирующей по керамическому ПТК-нагревателю или через него.
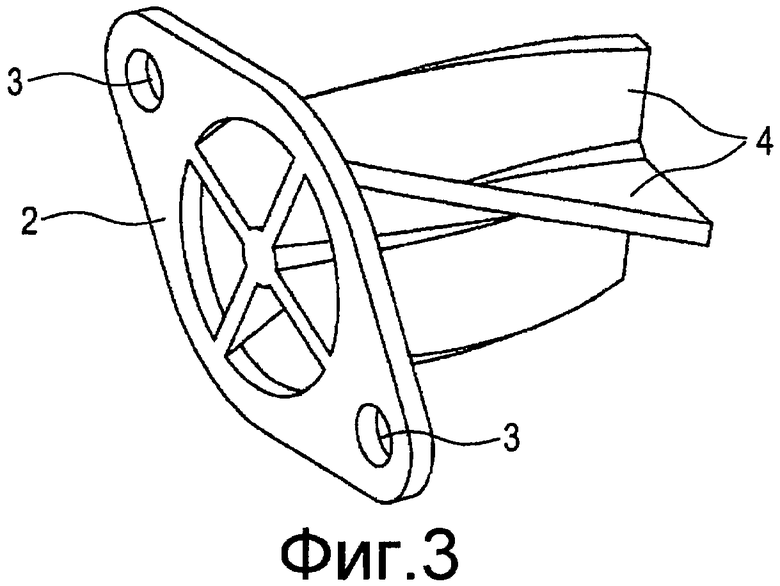
Третий вариант осуществления, показанный на Фиг.3, аналогичен второму варианту осуществления, показанному на Фиг.2. Ребра 4 керамического ПТК-нагревателя закручены наподобие резьбы винта. Текучая среда, циркулирующая вдоль ребер 4, завихряется с помощью закрученных ребер 4. Таким образом, достигается более высокая степень эффективности теплопередачи от керамического ПТК-нагревателя в текучую среду. Данные сложные геометрические формы, предпочтительно образованные посредством литьевого формования, не могут быть образованы посредством экструзионного формования. Отлитые под давлением сложные геометрические структуры для каждой прямой линии через отлитый под давлением элемент получают по меньшей мере две площади поперечного сечения, перпендикулярные к данной линии, которые не могут быть наложены друг на друга с совпадением краев при перемещении вдоль данной линии. По меньшей мере один фланец 2 с отверстиями 3 может быть помещен на конце керамического ПТК-нагревателя или в положении между концами.
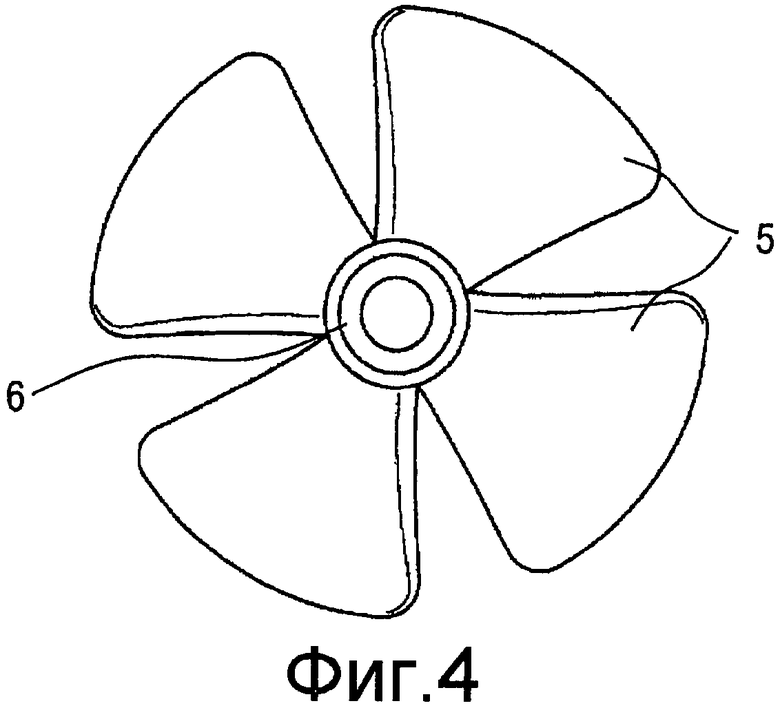
Вариант осуществления, показанный на Фиг.4, представляет собой вид спереди пропеллерообразного корпуса. Корпус образован из ПТК-керамики посредством литьевого формования. Пропеллер содержит четыре выступа в форме лопастей 5, которые равномерно расположены вокруг ведущего кольца 6. Лопасти 5 предпочтительно развернуты назад.
Также возможно, чтобы пропеллер содержал ведущее кольцо 6 с любым целесообразным количеством или формой выступов. Пропеллер может содержать два, три, четыре, пять или более лопастей 5 вокруг ведущего кольца 6. Вариант осуществления на Фиг.4 показывает пропеллер только с четырьмя лопастями 5, но возможно почти любое другое количество лопастей 5. Развернутые назад лопасти 5 являются причиной турбулентного потока текучей среды, циркулирующей вдоль пропеллера. Таким образом, одновременно могут быть достигнуты теплопередача с высокой степенью эффективности и перемещение текучей среды. За счет пропеллера из ПТК-керамики может быть достигнуто эффективное непрерывное нагревание текучих сред.
Электрическое покрытие предпочтительно наносят на главные поверхности лопастей 5 пропеллера. Таким образом, для нагревания текучей среды может быть использована максимальная площадь поверхности лопастей 5. Электрические контакты осуществляются за счет электрических покрытий, которые простираются к ведущему кольцу 6 пропеллера. Край лопастей 5 предпочтительно лишен электрического покрытия. Таким образом, предпочтительно каждая лопасть 5 сама по себе выступает в качестве одного нагревающего элемента, с электрическим покрытием на каждой стороне. Пропеллер предпочтительно содержит пассивирующее покрытие для защиты от коррозии.
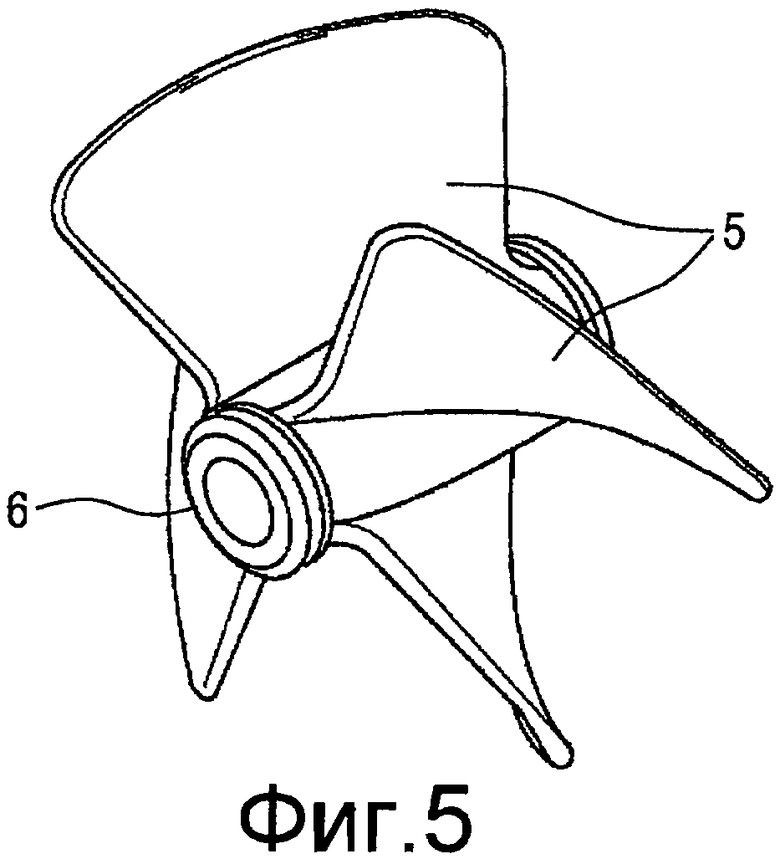
Вариант осуществления на Фиг.5 повернут в перспективе, но в остальном соответствует Фиг.4. Лопасти 5 пропеллера расположены вдоль оси ведущего кольца 6. Лопасти 5 закручены назад для получения более эффективного нагревания и проталкивания воздуха.
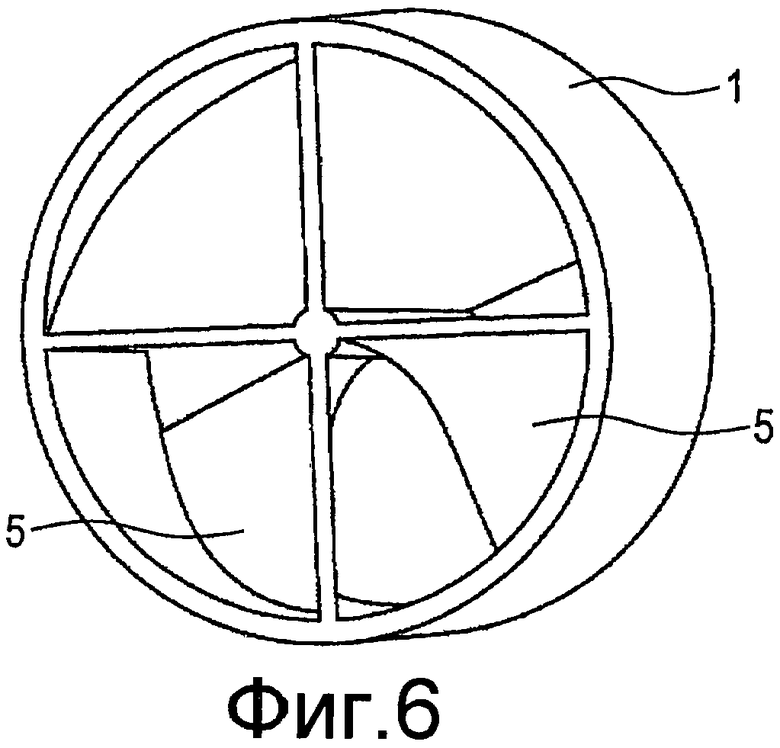
Фиг.6 представляет собой перспективное изображение, показывающее дополнительный вариант осуществления керамического ПТК-нагревателя. Керамический ПТК-нагреватель на Фиг.6 имеет форму пропеллера. Пропеллер предпочтительно помещают внутрь трубчатого корпуса 1 с подшипником снаружи трубчатого корпуса 1. Лопасти 5 пропеллера закручены назад для получения более эффективного нагревания и перемещения потока текучей среды через формованный элемент. Керамический ПТК-нагреватель предпочтительно образован посредством литьевого формования.
Вариант осуществления на Фиг.6 также называется крыльчатка. Крыльчатки используют внутри трубок или трубопроводов для увеличения давление и потока текучей среды. Крыльчатки представляют собой обычно короткие цилиндры с выступами, образующими лопасти для продвижения или проталкивания текучей среды и шлицевым центром для приема ведущего вала. Для эффективной работы должна быть плотная подгонка между крыльчаткой и корпусом. Корпус может представлять собой трубку или трубопровод, в который установлена крыльчатка.
Варианты осуществления, описанные на Фиг.1-6, могут предпочтительно применяться для нагревания текучих сред в системе кондиционирования воздуха в автомобиле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВАННЫЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ПТК-КЕРАМИКУ | 2008 |
|
RU2442015C1 |
| ОТЛИТАЯ ПОД ДАВЛЕНИЕМ ФОРСУНКА И ИНЖЕКТОР, СОДЕРЖАЩИЙ ЭТУ ОТЛИТУЮ ПОД ДАВЛЕНИЕМ ФОРСУНКУ | 2008 |
|
RU2442017C1 |
| СЫРЬЕ И СПОСОБ ПОЛУЧЕНИЯ СЫРЬЯ | 2008 |
|
RU2477261C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ТЕКУЧЕЙ СРЕДЫ, ВОДОНАГРЕВАТЕЛЬ И СПОСОБ РЕЗИСТИВНОГО НАГРЕВА ТЕКУЧЕЙ СРЕДЫ | 1995 |
|
RU2171550C2 |
| НАГРЕВАТЕЛЬ | 2018 |
|
RU2725172C1 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ ИЗ КЕРАМИЧЕСКИХ ПОЛЫХ ВОЛОКОН, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2006 |
|
RU2427556C2 |
| УСТРОЙСТВО И СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ВСПЕНЕННЫХ ПОЛИМЕРОВ | 2010 |
|
RU2543901C2 |
| ОДНОРАЗОВАЯ КАССЕТА ДЛЯ ПРИМЕНЕНИЯ В ЭЛЕКТРОННОЙ СИСТЕМЕ ДОСТАВКИ НИКОТИНА | 2015 |
|
RU2692831C2 |
| СПОСОБ ФОРМОВКИ ЛИТЕЙНЫХ ФОРМ | 2007 |
|
RU2456116C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПУСКНОГО КОЛЛЕКТОРА ДЛЯ АВТОМОБИЛЬНОГО ДВИГАТЕЛЯ | 2004 |
|
RU2357096C2 |
Изобретение относится к способу нагревания текучих сред. Способ нагревания текучей среды включает стадии предоставления отлитого под давлением элемента, содержащего керамический материал с положительным температурным коэффициентом и содержанием менее чем 10 миллионных долей металлических примесей и использования отлитого под давлением элемента для нагревания текучей среды. Отлитый под давлением элемент содержит керамический материал с положительным температурным коэффициентом и содержанием металлических примесей менее чем 10 миллионных долей, части отлитого под давлением элемента выполнены с возможностью циркулирования по ним текучей среды. В системе нагревания отлитый под давлением элемент расположен внутри цилиндрического корпуса, вокруг которого протекает текучая среда. Техническим результатом является получение формируемых под давлением видов исходного сырья с низкой степенью истирания без потери требуемых электрических свойств отлитой ПТК-керамики. 4 н. и 23 з.п. ф-лы, 6 ил.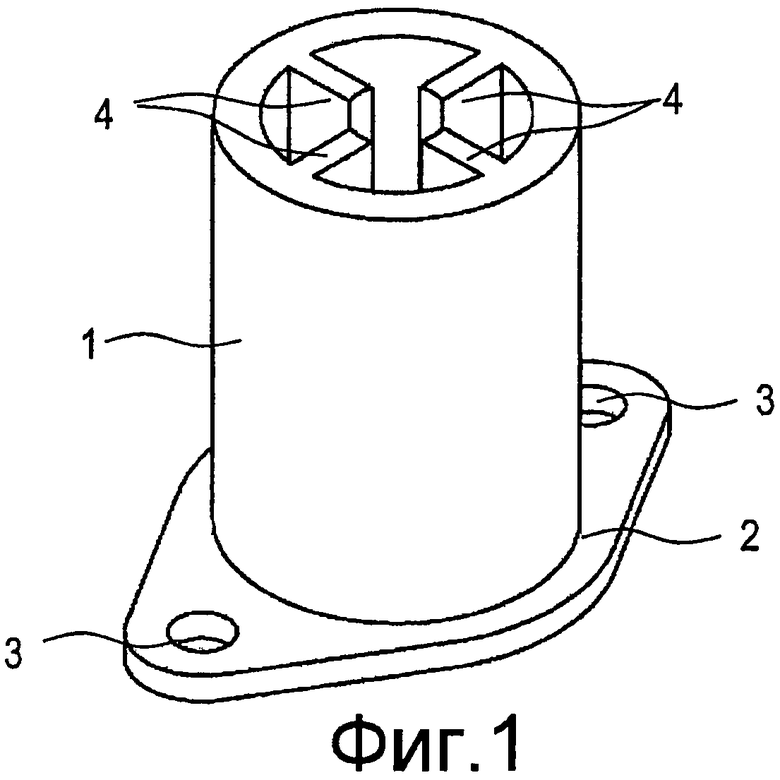
1. Способ нагревания текучей среды, включающий стадии, на которых:
получают отлитый под давлением элемент, содержащий керамический материал с положительным температурным коэффициентом и содержанием металлических примесей менее чем 10 млн-1, используют отлитый под давлением элемент для нагревания текучей среды.
2. Способ по п.1, в котором используют отлитый под давлением элемент, причем для каждой прямой линии, проведенной через него, по меньшей мере две площади поперечного сечения, перпендикулярные к указанной линии, не могут быть наложены друг на друга с совпадением краев при перемещении вдоль указанной линии.
3. Способ по п.1, в котором температура Кюри находится между 20°С и 250°С.
4. Способ по п.1, в котором удельное сопротивление при температуре, равной 25°С, находится в пределах от 1 Ом·см до 500 Ом·см.
5. Способ по п.1, в котором керамический материал с положительным температурным коэффициентом содержит BaTiO3.
6. Способ по п.1, в котором керамический материал с положительным температурным коэффициентом содержит
Ba1-x-yMxDyTi1-a-bNaMnbO3,
где х = от 0 до 0,5,
y = от 0 до 0,01;
а = от 0 до 0,01, и
b = от 0 до 0,01;
М содержит катион с валентностью два, D содержит донор с валентностью три или четыре, и N содержит катион с валентностью пять или шесть.
7. Способ по п.1, в котором текучая среда циркулирует вдоль отлитого под давлением элемента.
8. Способ по п.1, в котором отлитый под давлением элемент содержит по меньшей мере одну область, содержащую электропроводное покрытие.
9. Способ по п.1, в котором указанная по меньшей мере одна область содержит электрический контакт.
10. Способ по п.1, в котором по меньшей мере поверхности отлитого под давлением элемента, по которым циркулирует текучая среда, содержат пассивирующее покрытие.
11. Способ по п.10, в котором пассивирующее покрытие содержит защиту от коррозии.
12. Способ по п.1, в котором отлитый под давлением элемент содержит ребра.
13. Способ по п.1, в котором отлитый под давлением элемент содержит цилиндрический корпус.
14. Способ по п.1, в котором отлитый под давлением элемент имеет форму пропеллера.
15. Способ по п.1, в котором отлитый под давлением элемент имеет форму крыльчатки.
16. Способ по п.14 или 15, в котором текучую среду завихряют.
17. Способ по п.12 или 13, в котором отлитый под давлением элемент содержит по меньшей мере один фланец для соединения.
18. Система для нагревания с использованием способа по п.1, в которой отлитый под давлением элемент расположен внутри цилиндрического корпуса, вокруг которого протекает текучая среда.
19. Способ нагревания автомобиля, содержащего систему для нагревания по п.18.
20. Отлитый под давлением элемент, содержащий керамический материал с положительным температурным коэффициентом и содержанием металлических примесей менее чем 10 млн-1, при этом отлитый под давлением элемент имеет для каждой прямой линии через корпус по меньшей мере две площади поперечного сечения, перпендикулярные к указанной линии, которые не могут быть наложены друг на друга с совпадением краев при перемещении вдоль указанной линии, причем части отлитого под давлением элемента выполнены с возможностью циркулирования по ним текучей среды.
21. Отлитый под давлением элемент по п.20, содержащий по меньшей мере один выступ.
22. Отлитый под давлением элемент по п.21, в котором выступ имеет форму ребра.
23. Отлитый под давлением элемент по п.21, в котором выступ имеет форму лопасти.
24. Отлитый под давлением элемент по любому из пп.21-23, в котором по меньшей мере одна часть выступа окружена трубчатым корпусом.
25. Отлитый под давлением формованный элемент по п.20, имеющий форму пропеллера.
26. Отлитый под давлением элемент по п.20, имеющий форму крыльчатки.
27. Отлитый под давлением элемент по п.25 или 26, в котором лопасти используются одновременно для нагревания и перемещения текучей среды.
| ВОЛНОВАЯ ФРИКЦИОННАЯ ПЕРЕДАЧА | 1972 |
|
SU415428A1 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ С ПОЛОЖИТЕЛЬНЫМ ТЕМПЕРАТУРНЫМ КОЭФФИЦИЕНТОМ СОПРОТИВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2003 |
|
RU2297112C2 |
| DE 19860919 C1, 10.02.2000 | |||
| DE 19818375 A1, 04.11.1999. | |||

