Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления твердых претцелей в форме батончика, более точно, к способу изготовления продукта типа претцеля, который эффективно поглощает приправу в форме суспензии, такую как приправа на масляной основе, которую добавляют после выпекания. В изобретении используется несколько приемов обработки с целью получения твердого претцеля в форме батончика, который имеет доступную поверхность для поглощения приправы, которую добавляют после выпекания.
Описание уровня техники
Твердые претцели обычно представляют собой сформированные прессованием хлебобулочные изделия на основе муки, которые помещают в каустическую ванну перед кулинарной обработкой и дегидратацией. В отличие от мягких претцелей, твердые претцели имеют достаточно низкий конечный уровень содержания влаги, чтобы хорошо подходить для расфасовки в качестве закусочного пищевого продукта с относительно длительным сроком хранения. Твердые претцели являются довольно популярным закусочным пищевым продуктом, в особенности в США, и выпускаются разнообразных размеров и форм, включая уменьшенный вариант в форме традиционного мягкого претцеля, претцели скрученной формы из двух или более сформированных прессованием полосок теста, которые скручивают или сплетают перед тем, как разрезать на отдельные изделия, или претцели в форме батончика.
Как и мягкие претцели, твердые претцели имеют темно-коричневую блестящую поверхность в результате обработки в каустической ванне до выпекания. Эта твердая блестящая поверхность представляет собой малопористую наружную оболочку, которая затрудняет нанесение на твердые претцели приправы традиционными для закусочных пищевых продуктов средствами, как, например, с помощью опрокидывающего устройства для приправления приправами в форме суспензии. Проще говоря, наносимая таким способом приправа обычно стекает, из-за чего снижается привлекательность для потребителя и возникает ряд технологических сложностей, таких как накопление приправы на оборудовании, используемом во время и после приправления вкусовыми веществами. Можно добиться некоторой степени сцепления приправы путем орошения готовых претцелей струей приправы на водной основе. Тем не менее, приправы на водной основе не придают таких же устойчивых вкусовых свойств как приправа на масляной основе. Следовательно, твердым претцелям довольно сложно придать многие из привлекательных и интенсивных вкусов методами приправления вкусовыми веществами, которые обычно применяются в отношении других закусочных пищевых продуктов, таких как картофельные чипсы и кукурузные чипсы. Кроме того, как показывают исследования рынка, многие потребители предпочитают сильно приправленные твердые претцели.
Один из известных из уровня техники подходов к решению этой задачи заключается в том, чтобы физически разделить твердые претцели на изделия неправильной формы и тем обнажить поверхности, не покрытые твердой блестящей оболочкой. Эти обнаженные поверхности в гораздо большей степени способны поглощать приправу, такую как приправа на масляной основе. В результате, эти кусочки претцеля можно приправлять различными привлекательными и ароматными вкусовыми веществами, которые практически невозможно использовать в случае не разделенных твердых претцелей. Тем не менее, было бы желательно создать способ приправления твердых претцелей вкусовыми веществами таким образом, чтобы они не выглядели разделенными на изделия неправильной формы.
Таким образом, существует потребность в способе изготовления твердых претцелей, рассчитанных на то, чтобы эффективно поглощать приправу в форме суспензии. Этим способом должны изготавливаться претцели, воспринимаемые как полноценные продукты типа претцеля, не выглядящего разделенным на более мелкие части или изделия неправильной формы. В идеале в таком способе должны по возможности использоваться стандартные методы обработки претцелей и оборудование. Конечный продукт также должен сохранять некоторые из вкусовых свойств и размеры твердого претцеля, а также иметь длительный срок хранения.
Предпосылки создания изобретения
В изобретении предложен способ изготовления твердого претцеля, часть поверхности которого доступна для поглощения приправы в форме суспензии. В одном из предпочтительных вариантов осуществления одновременно формуют прессованием три ленты теста для претцеля с конфигурацией в виде триады, в которой одна из лент теста расположена сверху, а две ленты теста - внизу. Эти ленты теста разрезают на отдельные изделия, сохраняя при этом конфигурацию в виде триады трех сгруппированных брусков или полосок. Для уменьшения сцепления между тремя брусками используют тесто с более низким уровнем содержания влаги, чем обычный. Используют каустическую ванну с более низкой концентрацией каустической соды, в результате чего вокруг триады брусков образуется менее твердая оболочка, чем оболочка, образующаяся в известных из уровня техники способах изготовления. При кулинарной обработке в печи после обработки в каустической ванне уровень влажности в печи варьируют таким образом, чтобы первая часть процесса кулинарной обработки протекала в среде с крайне низкой влажностью (сухой), что отличается от известного уровня техники. Конечный уровень содержания влаги в продукте также несколько ниже, чем в известных из уровня техники твердых претцелях. Этот более низкий конечный уровень содержания влаги достигается путем дополнительной сушки в печи.
Результатом описанных процессов является образование между поверхностями контакта трех полосок или брусков, которые образуют описанную ранее триаду, трещин под воздействием напряжений. Благодаря этим трещинам под воздействием напряжений три отдельных бруска разделяются, некоторые в печи, а остальные позднее в опрокидывающем устройстве для приправления вкусовыми веществами, в результате чего обнажается бывшая поверхность контакта каждого из трех брусков. Таким образом, в результате разделения триады на бруски на участке каждого бруска обнажается внутренняя область претцеля с более высокой поглощающей способностью. После разделения три ленты теперь представляют собой отдельные претцели в форме батончика, на поверхности каждого из которых имеется участок, доступный для эффективного поглощения приправы в форме суспензии.
Конечным результатом является твердый претцель, который выглядит как сформованный обычным способом цельный брусок или батончик. Тем не менее, этот претцель, изготовленный в соответствии с предложенным изобретением, не заключен целиком в твердую блестящую оболочку, а имеет полоску, проходящую в продольном направлении по каждому батончику, которая по существу обнажена и доступна для поглощения приправы в форме суспензии. Эта обнаженная полоска на поверхности твердого претцеля согласно изобретению обеспечивает достаточную площадь для поглощения приправы на масляной основе, что позволяет получать новые и привлекательные приправленные претцели. Кроме того, в настоящем изобретении используется стандартное оборудование для изготовления претцелей, и оно может быть легко адаптировано к существующим линиям по производству претцелей. Конечный продукт имеет хорошо знакомый внешний вид, по большей части сохраняет размеры и вкусовые свойства твердого претцеля и пригоден для длительного хранения.
Перечисленные, а также дополнительные признаки и преимущества настоящего изобретения станут ясны из следующего далее подробного описания.
Краткое описание чертежей
В прилагаемой формуле изобретения содержатся элементы новизны, считающиеся отличительными признаками изобретения. Вместе с тем, само изобретение, а также предпочтительный вариант его осуществления, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания пояснительных вариантов осуществления в сочетании с сопровождающими чертежами, на которых:
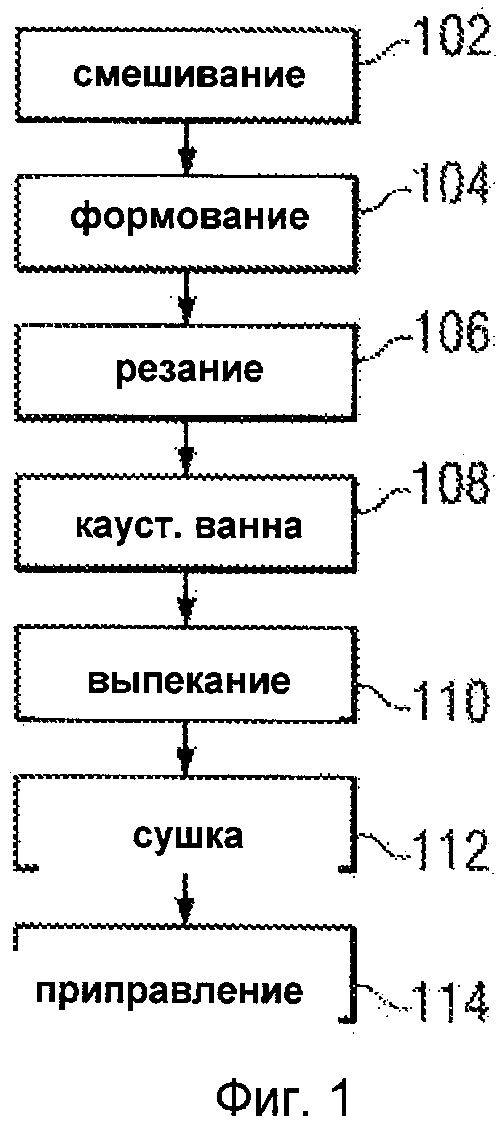
на фиг.1 показа блок-схема, иллюстрирующая способ по заявленному изобретению, и известные из уровня техники способы изготовления твердых претцелей,
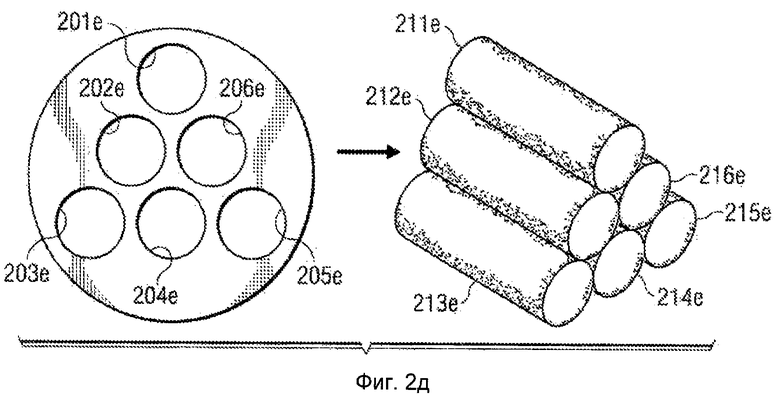
на фиг.2а, 2б, 2в, 2г и 2д схематически представлены различные варианты формующего отверстия и формы батончика теста, получаемого с помощью такого отверстия после формования и резания согласно заявленному изобретению,
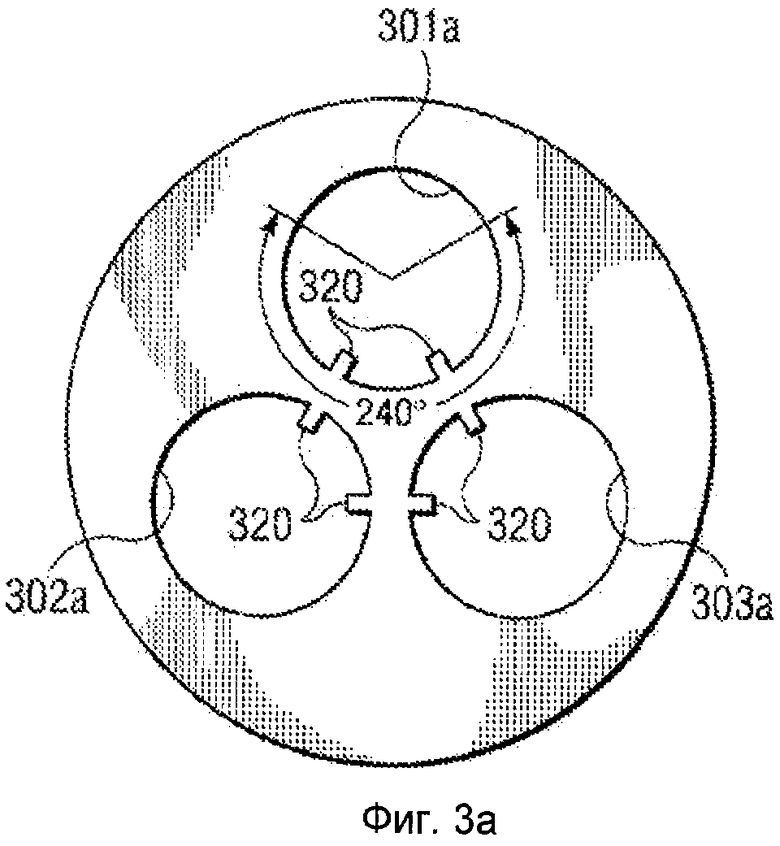
на фиг.3а, 3б, 3в и 3г показаны схематические виды сверху формующих отверстий различных форм согласно различным вариантам осуществления заявленного изобретения,
на фиг.4а и 4б оказаны схематические виды сверху формующих отверстий дополнительных форм согласно различным вариантам осуществления заявленного изобретения,
на фиг.5а показана вертикальная проекция в перспективе триады лент теста для претцеля с трещинами под воздействием напряжений до образования разрывов между отдельными брусками в соответствии с одним из предпочтительных вариантов осуществления заявленного изобретения и
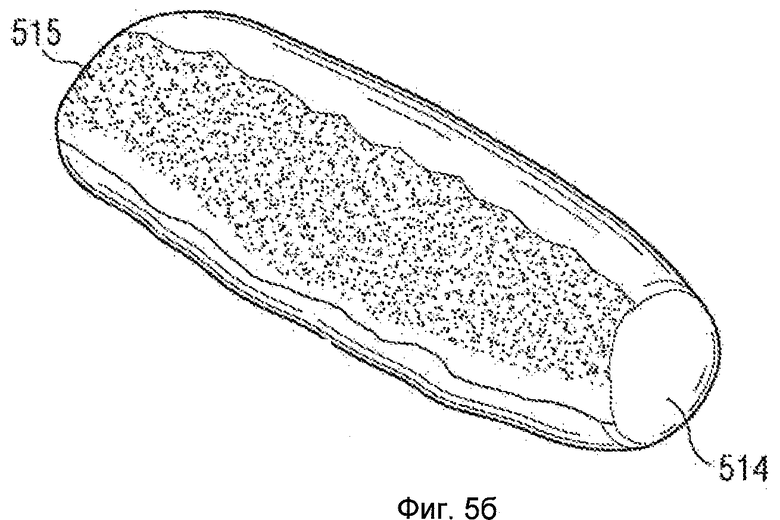
на фиг.5б показана вертикальная проекция в перспективе отдельного претцеля в форме батончика согласно заявленному изобретению.
Подробное описание предпочтительных вариантов осуществления
Для обеспечения лучшего понимания заявленного изобретения рассмотрим его в сравнении с известными из уровня техники способами изготовления продукта типа твердого претцеля, такого как претцели в форме батончика/бруска или плетенки. Как показано на фиг.1, на первой стадии 102 способа изготовления твердого претцеля смешивают исходные ингредиенты, которые в основном включают пшеничную муку. Другие ингредиенты могут включать кукурузный сироп, кукурузное масло, бикарбонат натрия, бикарбонат аммония, солодовый сироп и дрожжи. Эти ингредиенты обычно смешивают (на стадии 102) с водой в мешалке с малыми сдвиговыми усилиями до достижения уровня содержания влаги от 38 до 45% по весу. Смешивание на стадии 102 происходит при давлении окружающей среды и температуре обычно от 80 до 100°F. После стадии 102 смешивания тесто поступает на стадию 104 формования в устройстве для формования. Формование на стадии 104 также осуществляется с малыми сдвиговыми усилиями и происходит при температуре окружающей среды и обычно достаточно низком давлении, например, менее 1,00 фунта на кв. дюйм. Время пребывания в устройстве для формования на стадии 104 формования варьируется, но обычно находится в пределах от 10 до 15 мин.
Тесто выходит из устройства для формования после стадии 104 формования в виде, например, единой ленты или жгута. Эту ленту теста необходимо разрезать на отдельные отрезки на стадии 106 резания. После получения отрезков на стадии 106 резания, их направляют в каустическую ванну на стадию 108 обработки в каустической ванне. Согласно известным из уровня техники способам каустическая ванна обычно содержит от около 1 до 2% водного раствора каустической соды и имеет температуру от 180 до 200°F. Время пребывания на стадии 108 обработки в каустической ванне может составлять от менее 10 секунд до примерно 25 секунд в зависимости от изготавливаемого продукта.
Затем со стадии 108 обработки в каустической ванне ленты теста поступают в печь на стадию 110 выпекания. Согласно известному уровню техники задачей выпекания в печи являлось как можно более медленное формирование твердой оболочки вокруг изделий во избежание прорыва оболочки влагой, выходящей изнутри претцеля. Таким образом, согласно известному уровню техники в начале стадии 110 выпекания следует поддерживать относительно высокий уровень влажности, чтобы тем самым избежать быстрого образования твердой оболочки. С этой целью на стадии 110 выпекания обычно использовали печь с тремя раздельными зонами. В каждой зоне обычно поддерживают приблизительно одинаковую температуру, например, около 550°F или снижают ее по мере прохождения изделий через каждую зону. По мере прохождения изделий из первой зоны в третью зону уровень влажности в каждой зоне снижается с высокого до относительно низкого. Чтобы представить это в количественной форме, следует учесть, что огромное большинство печей, используемых в отрасли изготовления твердых претцелей, производятся компанией Reading Bakery Systems (Робезония, штат Пенсильвания, США). Эти печи состоят по меньшей мере из двух, обычно трех зон тепловой обработки, при этом уровень влажности в каждой зоне поддерживается путем регулирования уровня вентиляции или вытяжки для каждой зоны в процентах, при этом 0% соответствует максимально закрытому положению, а 100% - максимально открытому положению. Согласно известному уровню техники и рекомендациям изготовителя уровень вентиляции в первой зоне должен составлять около 10-30%, уровень вентиляции во второй зоне - около 40-60%, а уровень вентиляции в третьей зоне - 70-100%. Следовательно, влажность в первой зоне является очень высокой, а влажность в третьей зоне - очень низкой. За счет этой конструкции обеспечивается медленное формирование твердой оболочки претцеля без взрывного прорыва оболочки на стадии 110 выпекания. Общее время пребывания на стадии 110 выпекания обычно составляет от около 3 до около 10 минут при температуре от около 450 до 600°F. На выходе со стадии 110 выпекания продукт имеет уровень содержания влаги обычно от 8 до 15%. Затем известный из уровня техники продукт поступает на стадию 112 сушки, которая обычно происходит в сушильной печи. Время пребывания в этой печи на стадии 112 сушки обычно составляет от 10 до 60 минут при температуре немного ниже 350°F в соответствии с известным уровнем техники. Получаемый после стадии 112 сушки продукт типа претцеля имеет уровень содержания влаги обычно от 2 до 6%. Затем после выхода со стадии 112 сушки в печи продукт типа претцеля может быть расфасован, но качестве в альтернативы он может быть дополнительно приправлен на стадии 114 приправления вкусовыми веществами. Согласно известному уровню техники стадии приправления ограничены нанесением приправы на водной основе, как это рассмотрено выше.
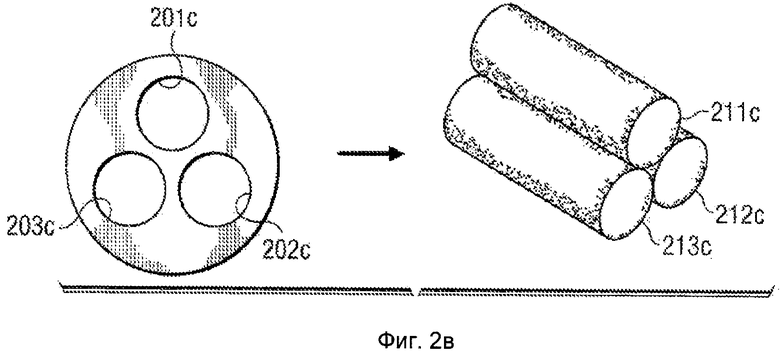
Одной из задач заявленного изобретения является создание поверхности по длине каждого претцеля в форме батончика, которая способна эффективно поглощать приправу в форме суспензии. Иными словами, согласно заявленному изобретению изготавливают претцели в форме батончика, у которых часть поверхности не покрыта твердой оболочкой. Согласно предпочтительному способу достижения этого осуществляют проксимальное формование трех лент теста с конфигурацией в виде триады, такой так показана фиг.2д, на которой проиллюстрирована предпочтительная экструзионная матрица. Показан вид сверху трех проксимальных формующих отверстий или фильер 201с, 202с, 203с, образующих триаду или треугольник, при этом отверстие 201с расположено над двумя другими отверстиями 202с, 203с матрицы, что является предпочтительным расположением трех отверстий 201с, 202с, 203с. При формовании теста через эти три отверстия 201с, 202с, 203с, верхний жгут или лента 211с теста падает на два нижних жгута 212с, 213с теста и соприкасается с ними. Когда жгуты теста режут на стадии 106 резания, показанной на фиг.1, три ленты 211с, 212с, 213с образуют единое изделие в виде триады. Кроме того, из уровня техники известно, что для получения плетеного претцеля также используется формование через три отверстия 201с, 202с, 203с с той разницей, что три отверстия 201с, 202с, 203с вращают во время формования с тем, чтобы сплести ленты теста друг с другом. Согласно заявленному изобретению эти три формующих отверстия 201с, 202с, 203с поддерживают в неподвижном положении с тем, чтобы получать прямолинейные ленты теста, поскольку дополнительное сцепление, возникающее между тремя лентами теста в результате сплетения, нежелательно с точки зрения заявленного изобретения. Отверстия 201с, 202с, 203с также именуются "проксимальными", то есть подразумевается, что они расположены достаточно близко друг к другу для того, чтобы ленты теста слипались друг с другом после выхода из отверстий 201с, 202с, 203с.
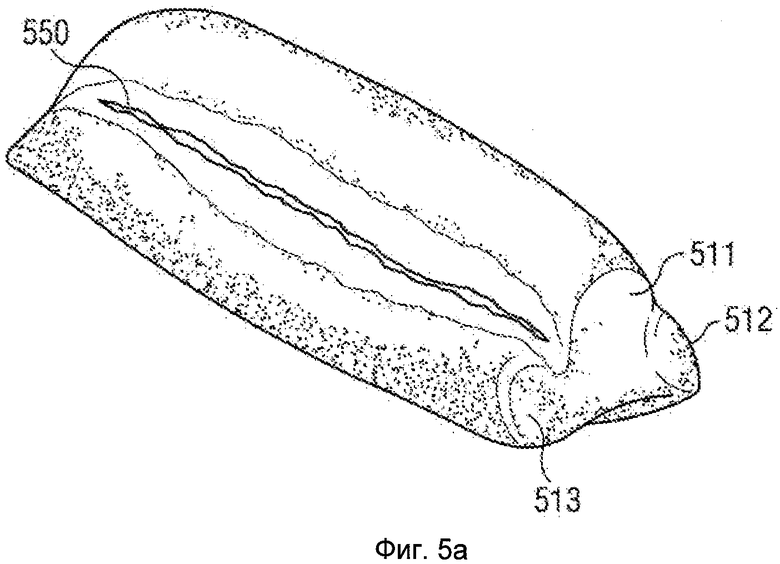
В этом предпочтительном варианте осуществления заявленного способа обеспечивается образование между границами трех брусков трещин под воздействием напряжений. Если забежать ненадолго вперед, эти трещины под воздействием напряжений проиллюстрированы на фиг.5а, на которой представлен предпочтительный вариант осуществления конфигурации в виде триады из трех брусков 511, 512, 513 на выходе со стадии 110 выпекания или стадии 112 сушки, показанной на фиг.1. Как показано на фиг.5а, на верхнем бруске 511 и на одном из нижних брусков 513 образовалась трещина 550 под воздействием напряжений. Аналогичная трещина под воздействием напряжений (не показана) образовалась с противоположной стороны изделия между верхним бруском 511 и другим нижним бруском 512. Межу двумя нижними брусками 512, 513 также образовалась трещина под воздействием напряжений (не показана).
Благодаря образованию этих трещин 550 под воздействием напряжений требуется очень небольшое механическое усилие для разделения трех элементов 511, 512, 513 в виде лент на отдельные составляющие изделия или бруски. Такой отдельный брусок проиллюстрирован на фиг.5б. На ней показан отдельный брусок 514, обнаженная поверхность 515, которая ранее представляла собой место пересечения или поверхность контакта этого бруска 514 и двух других брусков из триады, показанной на фиг.5а. Именно эта обнаженная поверхность 515 способна поглощать приправу в форме суспензии и тем самым выполнять задачу заявленного изобретения. В одном из предпочтительных вариантов осуществления площадь этой обнаженной поверхности 515 обычно составляет порядка примерно от 20 до 30% площади периферийной поверхности отдельного бруска 514. Остальная поверхность отдельного бруска 514 представляет собой твердую оболочку, характерную для твердого претцеля.
С целью обеспечения рассмотренного выше растрескивания под воздействием напряжений заявителем внесено несколько изменений в известный из уровня техники способ изготовления твердых претцелей. Далее описаны различные технологические приемы, которые могут по отдельности или в сочетании использоваться в составе заявленного изобретения с целью решения поставленных в нем задач.
Как показано на фиг.1, одним из приемов, использованных заявителем, является снижение уровня содержания влаги на стадии 102 смешивания с тем, чтобы свести к минимуму липкость отдельных жгутов теста и тем самым ограничить их сцепление друг с другом. Эта задача противоречит известному уровню техники, согласно которому при совмещенном формовании множества жгутов теста считается желательным, чтобы жгуты как можно сильнее сцеплялись друг с другом. В отличие от известного уровня техники, заявитель предпочитает, чтобы влажность теста предпочтительно составляла от около 30 до около 38% по весу, более предпочтительно от около 33 до около 36% по весу, наиболее предпочтительно около 34%. С этой целью в одном из предпочтительных вариантов осуществления на стадии 102 смешивания использованы следующие ингредиенты (см. таблицу).
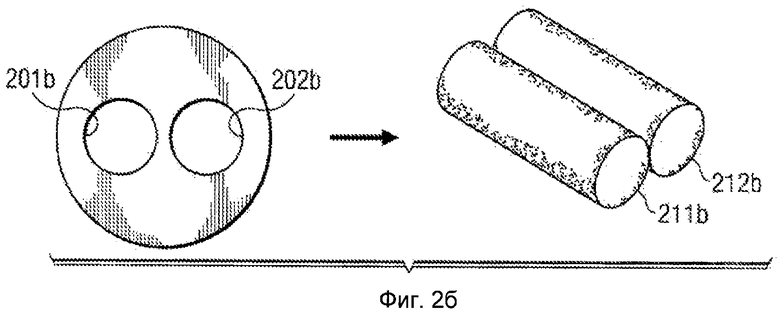
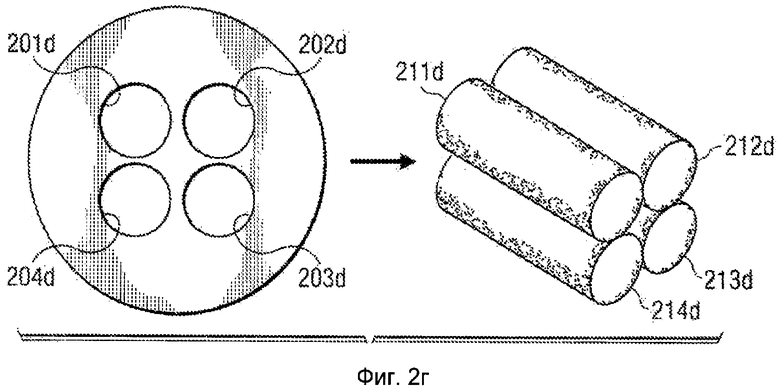
Как показано на фиг.1, на стадии 104 формования могут применяться различные подходы с целью обеспечения разделения на получаемые впоследствии отдельные претцели в форме бруска. Все они предусматривают одновременное проксимальное формование по меньшей мере двух прямолинейных лент теста. Один из них уже ранее рассмотрен со ссылкой на фиг.2 в качестве предпочтительного варианта осуществления. Согласно другому варианту осуществления отдельную ленту 211а делят напополам (в результате чего получают две ленты) с помощью формующего отверстия 201а с перегородкой, проходящей через центр его окружности, как это показано на фиг.2а. За счет этого вдоль линии деления создается трещина под воздействием напряжений. В другом варианте осуществления, показанном на фиг.2б, используются два совмещенных формующих отверстия 201b, 202b, с помощью которых получают сдвоенную ленту, состоящую из первого бруска 211b и второго бруска 212b. На фиг.2г проиллюстрирован другой вариант осуществления, в котором используют четыре совмещенных формующих отверстия 201d, 202d, 203d, 204d. С помощью этой конфигурации с четырьмя отверстиями получают четверной пучок, состоящий из двух верхних брусков 211d, 212d и двух нижних брусков 213d, 214d. На фиг.2д проиллюстрирован другой вариант осуществления, в котором используют пирамидальную конфигурацию с шестью формующими отверстиями 201е, 202е, 203е, 204е, 205е, 206е для получения куска теста пирамидальной формы из шести брусков 211е, 212е, 213е, 214е, 215е, 216е. Как и в предпочтительном варианте осуществления, показанном на фиг.2в, во всех этих альтернативных вариантах осуществления, показанных на фиг.2а, 2б, 2г и 2д, в местах пересечения или на поверхностях контакта отдельных брусков образуются трещины под воздействием напряжений. По мере распространения этих трещин под воздействием напряжений отдельные ленты разрываются, образуя отдельные претцели в форме батончика.
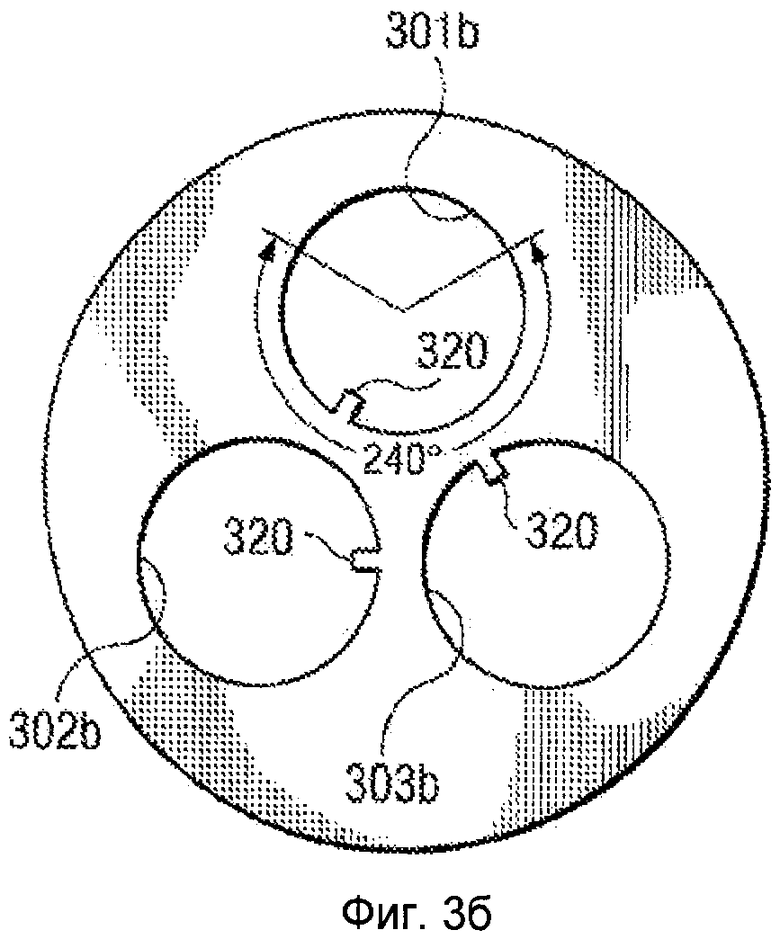
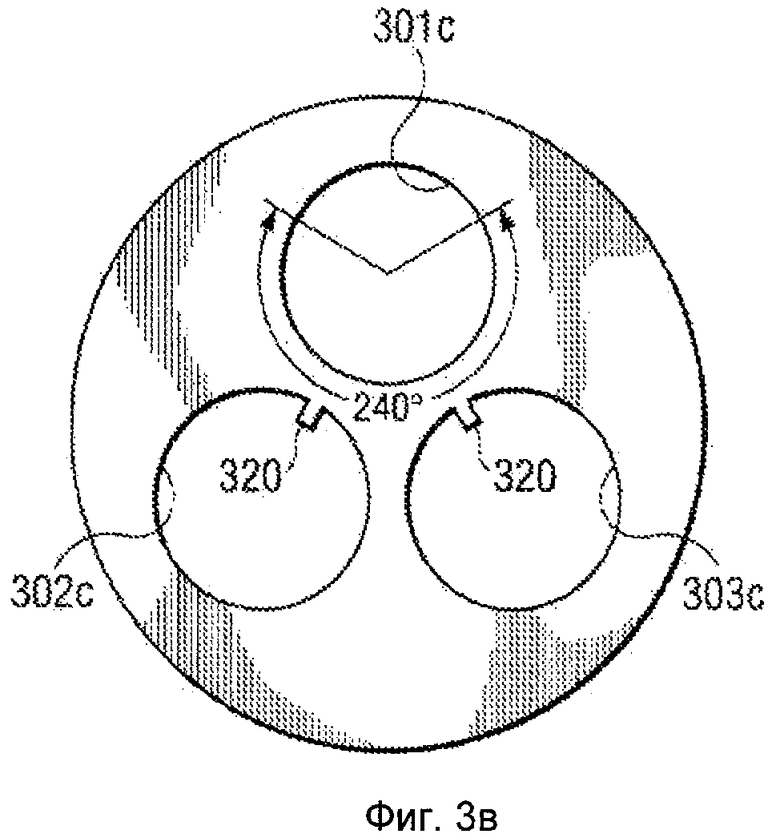
Характеристики растрескивания под воздействием напряжений предпочтительной конфигурации из трех брусков (и других) также можно улучшить за счет различных модификаций формующих отверстий. Эти модификации проиллюстрированы на фиг.3а, 3б, 3в и 3г.
Рассмотрим фиг.3а, на которой показан вид сверху трех формующих отверстий 301а, 302а, 303а. Также показано множество выемок 320 в каждом из отверстий 301а, 302а, 303а. В этом варианте осуществления заявленного изобретения необходимы две выемки 320 в каждом отверстии 301а, 302а, 303а в любом положении в пределах углового радиуса в 240°. За счет этих выемок 320 уменьшатся площадь поверхности, на которой соприкасаются ленты теста, и тем самым ослабляется сцепление между формируемыми лентами теста.
Сходный вариант осуществления представлен на фиг.3б. Также показаны отверстия 301b, 302b, 303b и множество выемок 320. В этом варианте осуществления заявленного изобретения каждое отверстие 301b, 302b, 303b имеет по одной выемке 320, при этом каждая выемка 320 расположена в любом положении в пределах показанного углового радиуса в 240°.
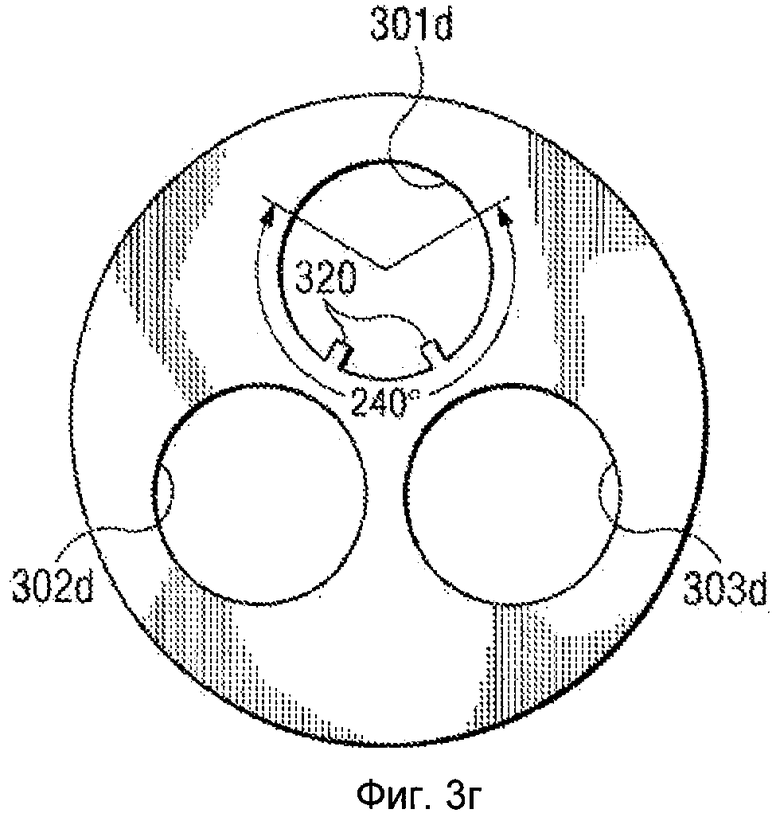
Сходные конфигурации показаны на фиг.3в и 3г. На фиг.3в показаны три отверстия 301с, 302с, 303с, при этом в двух отверстиях 302с, 303с имеется по одной выемке 320, расположенной в любом положении в пределах показанного углового радиуса в 240°. На фиг.3г показаны две выемки 320, выполненные в любом из отверстий 301d, 302d, 303d в пределах показанного углового радиуса в 240°.
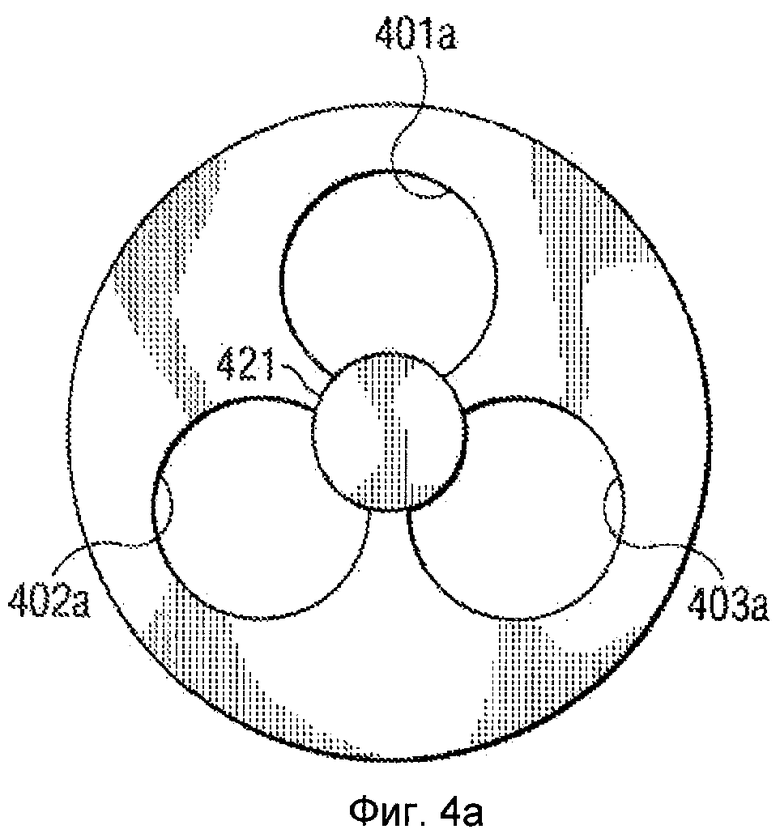
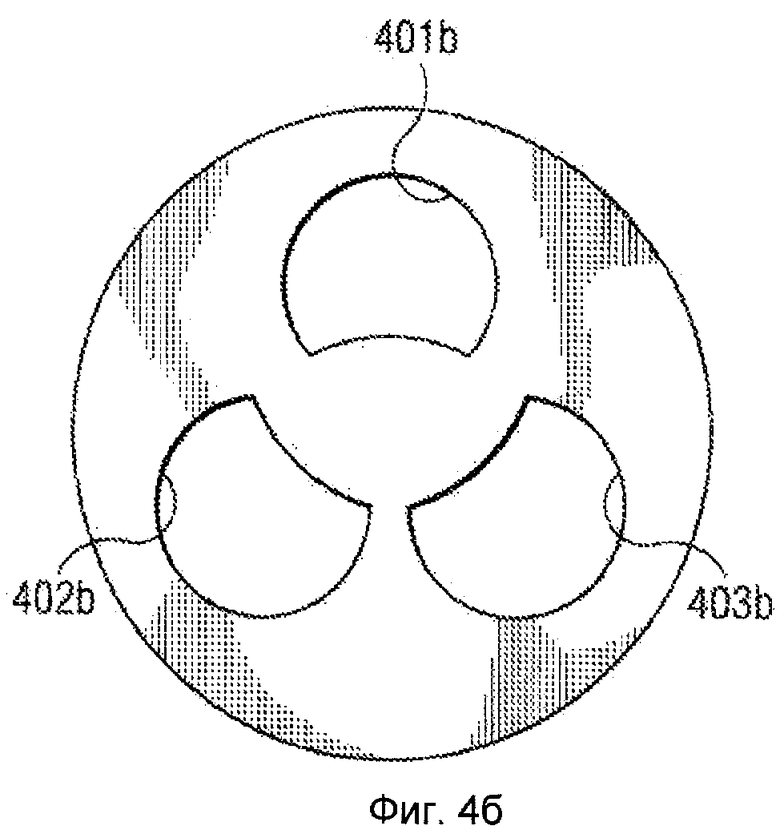
Сходные идеи представлены в качестве альтернативных вариантов осуществления, показанных на фиг.4а и 4б. Как показано на фиг.4а, в месте пересечения трех отверстий 401а, 402а, 403а расположен стержень 421, ограничивающий площадь поверхности формуемых таким способом брусков в этом месте пересечения. Эта же задача может быть решена без использования стержня 421 за счет отверстий 401а, 402а, 403а, имеющих показанную на фиг.4а форму. Сходная идея проиллюстрирована на фиг.4б, на которой показаны отверстия 401b, 402b, 403b не вполне круглой формы. И в этом случае идея состоит в том, чтобы ограничить площадь поверхности контакта в месте пересечения лент теста, формуемых такими отверстиями 401b, 402b, 403b.
Все показанные на фиг.3а-3г и на фиг.4а и 4б варианты различных конструкций экструзионной матрицы имеют задачей уменьшение поверхности контакта между формуемыми брусками теста или разрушение этой поверхности контакта, чтобы тем самым способствовать последующему разделению брусков в ходе процесса, как это описано далее. Эти конкретные варианты осуществления приведены лишь в качестве примеров, поскольку для решения этой же задачи могут использоваться формующие отверстия других форм.
Заявителем установлено, что независимо от используемой формы в предпочтительном варианте осуществления на стадии 106 резания, показанной на фиг.1, лучше всего резать жгут теста на более короткие отрезки, чем это обычно делается согласно известному уровню техники. Например, большинство известных претцелей в форме батончика режут на отрезки длиной свыше 3,0 дюймов или свыше 7,6 сантиметра. В предпочтительном варианте осуществления заявленного изобретения ленты теста на стадии 106 резания режут на отрезки длиной около 4,7 сантиметра. За счет уменьшения длины отрезков ограничивается поверхность контакта между отдельными лентами теста, что способствует образованию между лентами трещин под воздействием напряжений.
Другой прием, использованный для содействия образованию между батончиками трещин под воздействием напряжений, состоит в уменьшении концентрации каустической соды в каустической ванне 108, показанной на фиг.1. Как отмечено ранее, согласно известному уровню техники используют водную каустическую ванну с концентрацией каустической соды от 1 до 2%. Предпочтительная концентрация каустической соды согласно заявленному изобретению составляет от около 0,1 до около 0,5%, более предпочтительно около 0,3% при времени пребывания предпочтительно от 15 до 25 секунд. За счет этой более низкой концентрации каустической соды вокруг претцелей в форме батончика образуется менее твердая оболочка, чем известные из уровня техники оболочки, что также способствует образованию между лентами трещин под воздействием напряжений. Потеря вкусовых свойств претцеля из-за более этого низкого содержания каустической соды может быть компенсирована последующим приправлением вкусовыми веществами.
Другой прием, использованный для содействия образованию трещин под воздействием напряжений, ставит с ног на голову идеи известного уровня техники в отношении стадии 110 выпекания. Как упомянуто ранее, согласно известному уровню техники требуется, чтобы влажность в зонах на стадии выпекания постепенно уменьшалась от первой наиболее влажной зоны к промежуточной несколько менее влажной зоне и последней зоне, в которой поддерживается низкая влажность. Обратимся снова к ранее рассмотренному уровню вентиляции. Вентиляцию в первой зоне предпочтительно устанавливают открытой на уровне от около 80 до около 100%, более предпочтительно около 90%. Вентиляцию во второй зоне на стадии 110 выпекания предпочтительно поддерживают открытой на уровне от около 60 до около 90%, более предпочтительно около 80%. Вентиляция в третьей зоне открыта на уровне от около 60 до около 90%, более предпочтительно около 80%. Тем самым в печи, используемой на стадии 110 выпекания, создается уникальный профиль низкой влажности. В первой зоне также предпочтительно поддерживается температура примерно на 50°F выше, чем температура в следующих двух зонах, или предпочтительно от около 575 до 523°F. Тем не менее, в заявленном способе также может использоваться температура, сходная с температурой, известной из уровня техники.
Уникальный профиль влажности на протяжении стадии 110 выпекания используется с целью максимально быстрого формирования твердой оболочки в отличие от известного уровня техники, согласно которому его специально избегали. Быстрое формирование этой твердой оболочки на стадии 110 выпекания способствует образованию между отдельными батончиками трещин вследствие напряжений. Быстрое формирование твердой оболочки, а также увеличенный градиент концентраций влаги, выходящей из лент вследствие низкой влажности окружающей среды, способствует взрывному разрыву в месте пересечения лент теста с предпочтительной конфигурацией в виде триады.
Другим приемом, использованным для содействия образованию трещин вследствие напряжений, является дополнительная сушка на стадии 112 сушки. Изготовление претцелей согласно известному уровню техники предусматривает сушку на стадии 112 сушки до уровня содержания влаги обычно от 2 до 6% по весу. Тем не менее, в одном из предпочтительных вариантов осуществления настоящего изобретения претцели в форме батончиков сушат до уровня содержания влаги менее 2% по весу или предпочтительно около 1,8%. Это достигается за счет использования более высоких температур сушки и/или более длительного времени пребывания на стадии сушки, чем согласно известному уровню техники. Именно на этой стадии 112 сушки начинает происходить разделение предпочтительной конфигурации в виде триады на отдельные батончики. На примере серийного производства установлено, что на стадии 112 сушки нередко около одной трети триад разъединяется таким образом, что от триады отделяется по меньшей мере одна из лент.
Остальные триады разъединяются на стадии 114 приправления вкусовыми веществами, когда сухой продукт типа претцеля помещают на опрокидывающее устройство для приправления вкусовыми веществами, такое как спиральное опрокидывающее устройство или другие опрокидывающие устройства, применяемые для приправления закусочных пищевых продуктов вкусовыми веществами. Закусочный продукт, который помещают в такие опрокидывающие устройства для приправления вкусовыми веществами, испытывает относительно небольшие физические нагрузки. Тем не менее, с учетом описанных выше стадий обработки такие физические нагрузки достаточны для дальнейшего распространения трещин под воздействием напряжений и отсоединения отдельных батончиков или брусков от триады согласно предпочтительному варианту осуществления настоящего изобретения. В результате, как это ранее описано и показано на фиг.5б, на поверхности бруска 514 обнажается продольная полоска 515, с которой способны сцепляться наносимые вкусовые вещества. Даже при отсоединении одного бруска от триады на остальных двух сцепленных брусках имеется доступная поверхность для сцепления с вкусовыми веществами. Хотя предпочтительно, чтобы каждый раз разделялись все три ленты, когда этого не происходит, задача улучшения сцепления с вкусовыми веществами в любом случае выполняется. В качестве конечного результата получают претцели в форме батончика, которые могут быть сильно приправлены вкусовыми веществами на масляной основе и другими приправами.
Хотя изобретение было конкретно рассмотрено и описано со ссылкой на предпочтительный вариант осуществления, специалистам в данной области техники ясно, что в изобретение могут быть внесены различные изменения, касающиеся его формы и подробностей, не выходящие за пределы объема и существа изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИЩЕВОЙ ПРОДУКТ КРЕКЕР-ПРЕТЦЕЛЬ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2489861C2 |
| СПОСОБ И КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСТРУДИРОВАННЫХ ЗАКУСОЧНЫХ ПИЩЕВЫХ ПРОДУКТОВ И ПОЛУЧАЕМЫХ ИЗ НИХ ПРОДУКТОВ | 2012 |
|
RU2624956C2 |
| ПРИПРАВА ЗАКУСОЧНЫХ ПРОДУКТОВ | 2015 |
|
RU2641732C1 |
| ПОЛУЧЕНИЕ ЭКСТРУДИРОВАННЫХ СЫРНЫХ КРЕКЕРОВ И ЗАКУСОК | 2009 |
|
RU2531753C2 |
| ПРИПРАВА ЗАКУСОЧНЫХ ПРОДУКТОВ | 2015 |
|
RU2634904C1 |
| СПОСОБ УЛУЧШЕНИЯ СВОЙСТВ ТЕКСТУРЫ ПЕЧЕНЫХ ЗАКУСОЧНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2011 |
|
RU2575361C2 |
| ЛАПША, ПРИПРАВЛЕННАЯ ВКУСОВЫМИ КОМПОНЕНТАМИ | 1999 |
|
RU2222222C2 |
| КОНДИТЕРСКОЕ БЕЗЕ | 2007 |
|
RU2410892C2 |
| ВЫБОР БЕЛКОВОГО ИНГРЕДИЕНТА И МАНИПУЛЯЦИЯ ИМ ДЛЯ ПРОИЗВОДСТВА ЗАКУСОЧНЫХ ПРОДУКТОВ ПИТАНИЯ | 2011 |
|
RU2580013C2 |
| ВОЛНИСТАЯ ВАФЛЯ | 2009 |
|
RU2514303C2 |
Изобретение относится к производству продуктов питания. Способ включает стадии, на которых: одновременно формуют экструзией, по меньшей мере, две прямолинейные ленты теста, через проксимальные формующие отверстия так, что ленты теста слипаются друг с другом после выхода из отверстий; разрезают упомянутые, по меньшей мере, две ленты теста, в результате чего получают изделие из теста, содержащее, по меньшей мере, две ленты теста; помещают упомянутое изделие из теста в каустическую ванну; выпекают упомянутое изделие из теста в печи; разделяют упомянутые, по меньшей мере, две ленты теста, в результате чего получают отдельные претцели. Способ позволяет увеличить поглощение приправы претцелями. 2 н. и 12 з.п. ф-лы, 14 ил., 1 табл.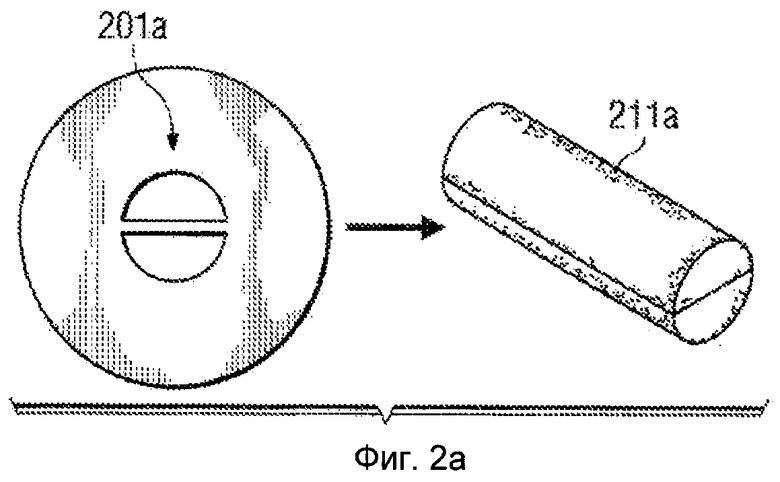
1. Способ изготовления твердых претцелей из теста, включающий стадии, на которых:
а) одновременно формуют экструзией, по меньшей мере, две прямолинейные ленты теста, через проксимальные формующие отверстия так, что ленты теста слипаются друг с другом после выхода из отверстий;
б) разрезают упомянутые, по меньшей мере, две ленты теста, в результате чего получают изделие из теста, содержащее, по меньшей мере, две ленты теста;
в) помещают упомянутое изделие из теста в каустическую ванну;
г) выпекают упомянутое изделие из теста в печи; и
д) разделяют упомянутые, по меньшей мере, две ленты теста, в результате чего получают отдельные претцели.
2. Способ по п.1, в котором на стадии а) формуют три прямолинейные ленты теста.
3. Способ по п.1, в котором упомянутое изделие из теста, сформованное на стадии б), имеет длину около 4,7 см.
4. Способ по п.1, в котором каустическая ванна на стадии в) содержит каустическую соду в концентрации от 0,1% до 0,5%.
5. Способ по п.4, в котором упомянутая каустическая ванна содержит каустическую соду в концентрации около 0,3%.
6. Способ по п.1, в котором упомянутая стадия г) выпекания осуществляется, по меньшей мере, в двух зонах.
7. Способ по п.6, в котором влажность в каждой зоне регулируют путем установки уровня вентиляции конкретно для каждой зоны, при этом каждое вентиляционное отверстие имеет диапазон установки от 0% до 100%, в котором 0% соответствует максимально закрытому положению, 100% соответствует максимально открытому положению.
8. Способ по п.7, в котором вентиляцию в первой зоне устанавливают на уровне от 80% до 100%.
9. Способ по п.7, в котором вентиляцию во второй зоне устанавливают на уровне от 60% до 90%.
10. Способ по п.1, в котором после стадии г) выпекания изделие из теста сушат до уровня содержания влаги менее чем 2% по весу, в частности изделие из теста сушат до уровня содержания влаги около 1,8% по весу.
11. Способ по п.1, в котором до стадии а) формования упомянутое тесто имеет уровень содержания влаги по весу от 30% до 38%, в частности влажность упомянутого теста составляет от 33% до 36% по весу.
12. Способ изготовления твердого претцеля в соответствии с любым предыдущим пунктом, согласно которому перед стадией а) формируют тесто, замешивая его с содержанием влаги от 30% до 38% по весу; далее влажность на стадии выпекания г) регулируют путем установки уровня вентиляции конкретно для каждой зоны, при этом каждое вентиляционное отверстие имеет диапазон установки от 0% до 100%, в котором 0% соответствует максимально закрытому положению, 100% соответствует максимально открытому положению, при этом устанавливают вентиляцию на уровне от 60% до 100%.
13. Способ по п.12, дополнительно включающий стадию, на которой: ж) приправляют упомянутые претцели приправой в форме суспензии.
14. Способ по п.13, в котором упомянутая приправа в форме суспензии содержит приправу на масляной основе.
| US 2001053401 A1, 20.12.2001 | |||
| JP 60184352 A, 19.09.1985 | |||
| US 5238693 A, 24.08.1993 | |||
| WO 9725880 A1, 24.07.1997. |

