Изобретение относится к установке для нанесения покрытий и портальной конструкции для серийного нанесения покрытий на изделия, как, например, в частности, для кузовов автомобилей, согласно ограничительной части п.1 формулы изобретения, а также к соответствующему способу.
В противоположность установленным неподвижно роботам для нанесения лаковых покрытий, которые на практике обычно используются для относительно малых деталей, роботы для нанесения лаковых покрытий в установках для нанесения покрытий на кузова автомобилей обычно расположены на направляющих рельсах, смонтированных на боковых стенках кабины для нанесения покрытий распылением с возможностью линейного перемещения параллельно траектории движения кузовов (ось совместного движения или «ось 7»). В большинстве современных установок кузова во время покрытия лаком перемещаются синхронно с линейным перемещением роботов через кабину, однако они могут при этом также оставаться неподвижными.
В то время как направляющие рельсы, прежде всего, в большинстве более ранних установок, находились вблизи основания кабины или рядом с кузовами (US 4342536, US 4721630, EP 0084523, EP 0192338, EP 0216482, EP 1277521 и т.д.), из различных соображений может быть более целесообразным расположение направляющих рельсов для роботов над транспортерами и, в частности, над кузовами, прежде всего, так как расположенные на высоте роботы имеют соответственно большую свободу перемещения, а расположенные у основания кабины роботы из-за необходимого соблюдения расстояния для покрытия лаком кузовов и при электростатическом нанесении лакового покрытия из-за соблюдения необходимого изолирующего расстояния от высокого напряжения требуют значительно более широких кабин. Также облегчается нанесение лакового покрытия на вертикальные поверхности, как, например, в частности, на области передней и задней части кузова. Другими основаниями является то, что расположенные на высоте направляющие рельсы там меньше препятствуют обзору через боковую стенку кабины и доступности к кузовам и/или меньше загрязняются избыточным распыляемым лаком, который с помощью обычного воздушного потока в кабине отводится вниз. Далее, смонтированные на высоте роботы имеют преимущество в том, что они оказывают меньше помех проходящему вниз от потолка кабины вдоль боковых сторон кузова к основанию кабины воздушному потоку, чем находящиеся у пола рядом с кузовом роботы, которые сужают путь воздуха непосредственно у кузова, что может привести к нежелательному повышению скорости потока.
В известных из WO 2004/037430 и EP 1609532 установках для нанесения лаковых покрытий на кузова автомобилей по несколько роботов для нанесения лаковых покрытий находятся на двух параллельных направляющих рельсах, которые, в свою очередь, смонтированы на расположенной во внутреннем пространстве кабины раме, как и в случае известных портальных конструкций роботов (европейские нормы EN ISO 8373, 1996 D, c.7, “Portalroboter”; DE 4111889 и т.д.), с помощью четырех соединенных между собой посредством поперечин стоек. Преимущество этих портальных рам состоит в том, что они могут просто устанавливаться в уже имеющихся кабинах для нанесения лаковых покрытий, не требуя для этого значительных обновлений или перестроек кабины.
Из WO 01/68267 известна, далее, зона нанесения лакового покрытия в кабине для покрытия лаком кузовов автомобилей с подачей воздуха через верхнюю стенку крыши и участками управления на боковых стенках, расположенными по два друг над другом по вертикали, доступными для прохода, причем расположенные на высоте над транспортером направляющие рельсы для роботов вмонтированы в модульные, предварительно изготовленные элементы боковых стенок кабины. Несущие структуры направляющих рельсов, в противоположность раме согласно WO 2004/037430 или EP 1609532, отделены друг от друга в пространстве кабины, т.е. поперечин в пространстве кабины нет. У пола этой известной кабины для нанесения лаковых покрытий, который, как обычно, выполнен с решетчатой конструкцией для отвода вертикального потока воздуха, под расположенными выше направляющими рельсами, рядом с нижним участком управления смонтированы дополнительные направляющие рельсы для других роботов, причем в случае роботов нижней плоскости речь идет о роботах для нанесения лаковых покрытий, а в случае верхних роботов - об открывателях двери или капота. Другие зоны нанесения покрытия с расположенными над кузовом направляющими рельсами для роботов для нанесения лаковых покрытий и/или манипулирующих роботов описываются в патентной заявке EP 06010550.9.
Кабины для лакирования кузовов автомобилей со смонтированными по вертикали друг над другом на стенках кабины направляющими рельсами для роботов и с несколькими расположенными друг за другом вдоль траектории транспортировки зонами нанесения лаковых покрытий известны из EP 074 54 29.
Задача изобретения состоит в том, чтобы предложить установку для нанесения покрытия на кузова автомобилей и соответствующий способ, которые требуют меньше затрат на конструкции, инвестиции, управление и производственные издержки, чем это было до сих пор.
Эта задача решается с помощью признаков формулы изобретения.
Изобретение основывается на знании того, что благодаря отказу от перемещаемости расположенных на портальной конструкции роботов (т.е. «портальных роботов») можно реализовать или использовать экстремально узкие кабины. Для нанесения лаковых покрытий на кузова автомобилей можно снизить ширину кабины, например, до 4-4,5 м.
В случае роботов речь может идти типичным образом о роботах для нанесения покрытия, в частности о роботах для нанесения лаковых покрытий, на которые ссылаемся в дальнейшем. Однако речь может идти также о роботах для других целей, в частности о манипулирующих роботах, как, например, об устройствах для манипулирования дверью и/или капотом, которые в данном случае могут размещаться также рядом с роботами для нанесения покрытий. В соответствии с этим речь может идти также в случае инструмента, в частности, о распылителях материала покрытия или об открывающих приспособлениях для дверей или капотов кузова автомобиля.
В рассматриваемом случае роботов для нанесения лаковых покрытий, во-первых, требуемая ширина кабины в направлении поперек транспортера для кузовов снижается вследствие того, что установленные неподвижно роботы для нанесения лаковых покрытий своей основной частью монтируются не на полу кабины, а на портальной конструкции, т.е. значительно выше и предпочтительно над крышами кузовов, так что упомянутые выше проблемы в отношении достаточного для нанесения лаковых покрытий расстояния распылителя от поверхности кузова и изоляции от высокого напряжения уменьшаются. Расположенные на высоте роботы для нанесения лаковых покрытий имеют намного лучшую рабочую область, чем расположенные при известном способе рядом или под кузовом стационарные роботы. Кроме того, возможна еще более узкая кабина, а именно, благодаря тому, что отпадают относительно широкие направляющие рельсы известных портальных роботов для нанесения лаковых покрытий и необходимые для перемещаемости широкие энергетические цепи с подвижными управляющими и питающими проводами.
Узкие кабины для нанесения покрытия распылением также имеют значительные преимущества не только в плане конструкционных и инвестиционных затрат, которые зависят от величины и потребности в площади кабины, но, в частности, также в отношении производственных затрат, которые определяются в значительной части требуемым в кабине из известных соображений воздушным потоком. Воздух в кабине, наряду с правильной скоростью потока, должен выполнять строгие условия в отношении чистоты, температуры и влажности, и необходимые для этого издержки зависят от нужного объема воздуха. Эти издержки снижаются благодаря изобретению, так как объемный поток воздуха в единицу времени в более узкой кабине меньше, чем в более широкой кабине.
Благодаря отказу согласно изобретению от перемещаемости роботов исключаются, кроме того, связанные с ней конструктивные издержки и, кроме того, требуемые затраты на управление линейным перемещением роботов в известных установках для нанесения лаковых покрытий.
С другой стороны, изобретение имеет также принципиальное преимущество в том, что портальные конструкции с роботами могут быть просто установлены или вмонтированы в уже имеющиеся или сооруженные с минимальными конструктивными затратами и, в частности, в не содержащие массивные стенки кабины для нанесения покрытий распылением.
В случае предпочтительного варианта выполнения опоры и продольные балки портальной конструкции расположены на наружной стороне кабины для нанесения лаковых покрытий, так что роботы только своей собственной основной частью находятся внутри кабины и внутренняя сторона кабины в соответствующем месте вокруг основной части свободна от других конструктивных элементов (так называемый Clean-Wall-Design). Это расположение имеет дополнительное преимущество в том, что ведущий к роботу кабель и шланги находятся полностью вне кабины для нанесения лаковых покрытий. Монтаж опор, продольных балок, разводка кабелей и шлангов, а также установка пульта управления вне кабины для нанесения лаковых покрытий, как правило, проще и имеет преимущество особенно в том случае, если портальная конструкция согласно изобретению должна устанавливаться в уже имеющиеся кабины и в данном случае должна заменяться ее прежняя машинная техника.
Поясненные преимущества изобретения тем важнее, когда типовая установка для нанесения покрытия согласно изобретению содержит не только одну, а несколько зон лакирования с соответствующими кабинами для нанесения покрытия распылением, которые отделены друг от друга и в которых кузова соответственно подвергаются лакированию с помощью роботов.
На представленном на чертежах отчасти упрощенно, но, в сущности, в соответствии с масштабом примере выполнения изобретение поясняется более подробно:
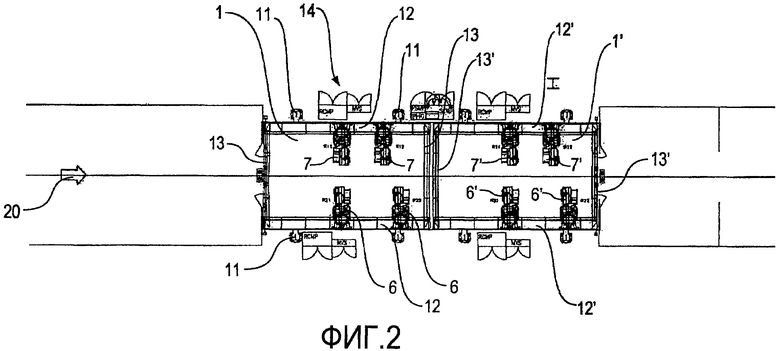
фиг.1 - поперечное сечение кабины для нанесения лаковых покрытий со смонтированными стационарно на портальной конструкции роботами для нанесения лаковых покрытий;
фиг.2 - вид сверху расположения роботов в двух следующих друг за другом кабинах для нанесения лаковых покрытий.
В изображенной на фиг.1 кабине 1 для нанесения покрытия распылением осуществляется нанесение лака на кузова 2 автомобилей в требуемых для этого климатических условиях. Возникающий при лакировании распыленный туман воспринимается протекающим вертикально воздухом и направляется на промывку. Снабжение воздухом кабины осуществляет установка приточной вентиляции. Подсасываемый вентиляторами снаружи свежий воздух фильтруется в несколько ступеней, подогревается и увлажняется, через камеру нагнетания равномерно, через фильтрующую крышку подается в кабину с определенной скоростью и отводится через решетчатый пол. Такие кабины для нанесения лаковых покрытий, через которые посредством расположенного на полу транспортера 4 могут перемещаться кузова, сами по себе известны специалисту (ср., например, с DE 20313854 U1).
Нанесение покрытия на кузова 2 осуществляется посредством расположенных на обеих боковых стенках 5 и 5' кабины 1, например, четырех или более роботов для нанесения лаковых покрытий, из которых на фиг.1 видны роботы 6 и 7 для нанесения лаковых покрытий. Эти роботы для нанесения лаковых покрытий могут быть также известного самого по себе типа, однако имеют основную часть 8, на которой расположена обычная многоосевая система рычагов робота с изогнутым рычагом с показанными обоими рычагами и установленным на шарнире рычага распылителем 9, обычно электростатическим ротационным распылителем или воздушным распылителем. Основные части 8 роботов согласно изображению могут быть расположены приблизительно на высоте крыши транспортируемого через кабину для нанесения лаковых покрытий кузова 2.
Боковые стенки 5 и 5' кабины 1 могут состоять из относительно тонкого материала со стеклянными окнами или т.п. и сами не предназначены или не способны для того, чтобы поддерживать и нести установленные высоко роботы 6 и 7 для нанесения лаковых покрытий. Для крепления роботов для лакирования, напротив, имеются предусмотренная собственно для этого портальная конструкция, которая по существу состоит из установленной вблизи четырех углов на ножках горизонтальной прямоугольной рамы. В качестве опор служат обе видимые на фиг.1 вертикальные опоры 11 на наружной стороне боковых стенок 5 и 5' и две другие (невидимые) опоры, расположенные на расстоянии от них в направлении перемещения кузовов 2. Рама портальной конструкции состоит из двух, в приведенном примере вмонтированных в боковые стенки 5 и 5' или предпочтительно смонтированных на наружной стороне боковой стенки, продольных балок 12, которые проходят в направлении перемещения кузовов 2 и покоятся каждая на двух расположенных на расстоянии в направлении транспортировки опорах 11 и двух жестко соединяющих между собой обе продольные балки предпочтительно на их концах вблизи опор 11 поперечин 13, из которых на фиг.1 видна только одна. Поперечины в изображенном примере снабжены проходящими с наклоном вниз к продольным балкам концевыми частями и проходят над кузовами 2 поперек их направления перемещения через кабину 1 от одной боковой стенки 5 до другой боковой стенки 5'. При необходимости, как отклонение от этого специального примера выполнения, портальная конструкция, в принципе, может иметь известную из WO 2004 037430, EP 1603532 и EN ISO 8373 форму. В противоположность этому уровню техники продольные балки 12 не имеют, однако, никаких направляющих рельсов для перемещения роботов 6 и 7 для нанесения лакового покрытия, которые согласно изобретению, напротив, жестко закреплены своей основной частью на соответствующей продольной балке 12. Вследствие такого стационарного расположения роботов изобретение делает возможным выполнение кабины с шириной между внутренними сторонами боковых стенок, которая может быть не только значительно меньше, чем при стационарном расположении роботов у пола кабины рядом с кузовами, но также меньше, чем в случае известных, снабженных обычными рельсами для перемещения портальных конструкций. Для лакирования различных кузовов типичных легковых автомобилей достаточно, например, замеренной между внутренними сторонами вертикальных боковых стенок 5 и 5' ширины кабины 4,6 м. Замеренная в направлении перемещения длина кабины 1 может составлять, например, приблизительно 7 м.
Согласно изображению (ср. также фиг.2) на наружной стороне боковых стенок 5 и 5' между расположенными на расстоянии вдоль направления перемещения опорами 11 целесообразно могут находиться обычные распределительные и управляющие шкафы 14 для управления роботами и для техники для нанесения покрытия и т.д.
Над опорами 11 и продольной балкой 12 кабина на своей наружной стороне может быть снабжена другими используемыми поверхностями, которые могут быть доступны для наблюдения за работой по покрытию лаком. Далее, на фиг.1 изображены кривые достаточной ширины (охвата) (рабочее пространство или рабочие “почки”) роботов 6 и 7 для нанесения покрытия лаком для пояснения их соответствующей свободы движения.
Изобретение не ограничивается показанной на фиг.1 - тем не менее, предпочтительной - портальной конструкцией между обеими боковыми стенками 5 и 5'. Например, также можно лишь одну продольную балку расположить высоко в обеих боковых стенках кабины для нанесения покрытия распылением и закрепить ее вне кабины посредством проходящих поперек направления транспортировки опорных элементов. Такие возможности среди прочего описываются в упомянутой вначале патентной заявке EP 06010550.9. Далее, на одной стороне кабины может быть предусмотрено меньше или больше чем показанные два стационарных роботов.
Фиг.2 показывает две расположенные друг за другом в линии лакирования в направлении 20 транспортировки кабины 1 и 1' для нанесения покрытия распылением согласно фиг.1. Каждая из этих кабин 1 и 1' для нанесения покрытия распылением образует одну из различных зон лакирования, на которые обычно распределена линия лакирования, и содержит по одной портальной конструкции, описанной выше, т.е. с обеими продольными балками 12 или 12' и обеими поперечинами 13 или 13'. Продольные балки 12 или 12' в соответствии с изображением могут проходить по всей длине кабины 1 или 1' между ее соответствующими торцевыми концами, у которых кабины могут быть закрыты обычно с помощью тонких, механически не способных нести нагрузку, например, прозрачных концевых стен («силуэтов») вплоть до проемов для кузовов. Обе кабины 1 и 1' для нанесения покрытий распылением и тем самым обе портальные конструкции могут располагаться на близком расстоянии рядом вдоль направления транспортировки; согласно изображению расстояние может составлять, например, около 1 м или меньше.
Роботы 6 и 7 или 6' и 7' для нанесения лаковых покрытий кабин 1 и 1' для нанесения покрытий распылением вдоль направления 20 транспортировки распределены на целесообразные позиции между обеими поперечинами 13 или 13', причем каждый из этих четырех роботов одной кабины покрывает соответственно иной участок поверхности кузова, чем каждый из трех других роботов. Расположение обоих роботов 6 или 6' для нанесения лаковых покрытий на одной стороне и обоих других роботов 7 или 7' на другой стороне кабины для нанесения покрытия распылением при этом согласно соответствующей концепции лакирования установки выбирается таким образом, что в кабине предпочтительно вся наружная поверхность кузова может лакироваться простейшим способом и с минимальными взаимными препятствиями со стороны роботов и, прежде всего, в кратчайшее время. Из этих соображений может быть также целесообразно, чтобы роботы для нанесения лаковых покрытий, как, например, 7 на продольной балке 12 одной боковой стенки кабины для нанесения покрытий распылением, имели иное расстояние друг от друга и/или от поперечин 13, чем роботы 6 для нанесения покрытия лаком на продольной балке 12 другой боковой стенки. В частности, в соответствии с изображением два расположенных друг против друга на противоположных сторонах кабины робота для нанесения лаковых покрытий могут быть смещены относительно друг друга вдоль направления 20 транспортировки, т.е. иметь различное расстояние от поперечин 13. Как можно видеть на фиг.1, например, один из роботов может служить специально для лакирования области капота или задней части кузова.
Если кузов перемещается в направлении 20 транспортировки с помощью транспортера 4 (фиг.1) через кабины 1 и 1' для нанесения покрытия распылением, то вначале в кабине 1 для нанесения покрытия распылением на кузов наносится первый слой лака. Так как этого одного слоя в типичных случаях недостаточно, то затем в кабине 1' для нанесения покрытия распылением наносится второй слой лака, причем роботы для нанесения покрытия лаком могут программироваться и управляться для таких же движений, как и в первой кабине, и поэтому могут быть распределены вдоль направления транспортировки в том же порядке. Соответствующие друг другу в отношении своих позиций в кабинах 1 и 1' для нанесения покрытия распылением роботы затем покрывают лаком, таким образом, те же самые участки кузова.
Нанесение обоих слоев в двух отделенных друг от друга кабинах 1 и 1' для нанесения покрытий распылением среди прочего имеет то преимущество, что при повреждении в одной из обеих зоне лакирования автоматический режим лакирования продолжается в соответственно другой зоне и недостающий в этом случае второй лаковый слой может наноситься иначе.
В других случаях расположение второй кабины 1' для нанесения покрытия распылением в подключение к отделенной от нее соответствующей торцевой стенкой первой кабине 1 может иметь целью изолировать друг от друга две зоны покрытия с различным балансом воздуха, например зону для электростатического нанесения покрытия с ротационными распылителями от зоны с воздушными распылителями, в которых требуются различные скорости оседания воздуха. В таких или также других установках вместо описанного выше примера может быть также целесообразно, если роботы в одной кабине осуществляют лакирование иных областей поверхности кузова, чем роботы другой кабины, и/или расположены в других позициях вдоль траектории транспортирования.
Могут быть предусмотрены также две (или больше) работающие параллельно линии лакирования, в рассматриваемом примере линии покрывного лака (Topcoat-линии). В этом случае, например, в пространстве параллельно рядом с изображенными на фиг.2 кабинами 1 и 1' для нанесения покрытий распылением могут иметься две соответствующие им в отношении описанных здесь признаков другие кабины для нанесения покрытий распылением (не показаны), так что экономия издержек на оборудование и эксплуатацию согласно изобретению удваивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2436638C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ РАБОТЫ | 2012 |
|
RU2624644C2 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2430791C1 |
| УСТАНОВКА ДЛЯ ЛАКИРОВАНИЯ ИЗДЕЛИЙ | 2006 |
|
RU2465069C1 |
| СПОСОБ СБОРКИ КАБИНЫ ВОДИТЕЛЯ ТРАНСПОРТНОГО СРЕДСТВА ПРОМЫШЛЕННОГО НАЗНАЧЕНИЯ | 2014 |
|
RU2673316C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБРАЗУЕМОГО ЖИДКИМ ЛАКОМ КРАСОЧНОГО ТУМАНА | 2006 |
|
RU2392062C2 |
| ОПОРА ДЕТАЛИ ДЛЯ ТРАНСПОРТИРОВКИ ПОДЛЕЖАЩЕЙ ЛАКИРОВАНИЮ ДЕТАЛИ | 2007 |
|
RU2441828C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТОВ | 2010 |
|
RU2540387C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ, ПРЕЖДЕ ВСЕГО ОКРАШИВАНИЯ, НА ПРЕДМЕТЫ, ПРЕЖДЕ ВСЕГО АВТОМОБИЛЬНЫЕ КУЗОВА | 2012 |
|
RU2597399C2 |
| РОБОТ НАНЕСЕНИЯ ПОКРЫТИЯ | 2017 |
|
RU2718034C1 |
Изобретение относится к установке для нанесения покрытий и портальной конструкции для серийного нанесения покрытий на изделия, например, для кузовов автомобилей. В установке для нанесения покрытий для серийного нанесения покрытий на изделия основная часть робота жестко закреплена на продольной балке портальной конструкции. В способе серийного нанесения покрытий на изделия покрытие наносят с помощью по меньшей мере двух роботов для нанесения покрытий. Основные части каждого из роботов жестко закреплены на продольной балке портальной конструкции. Каждый робот для нанесения покрытий покрывает иную область поверхности изделий, чем другой робот или другие роботы. Техническим результатом изобретения является уменьшение затрат на оборудование и эксплуатацию. 3 н. и 25 з.п. ф-лы, 2 ил.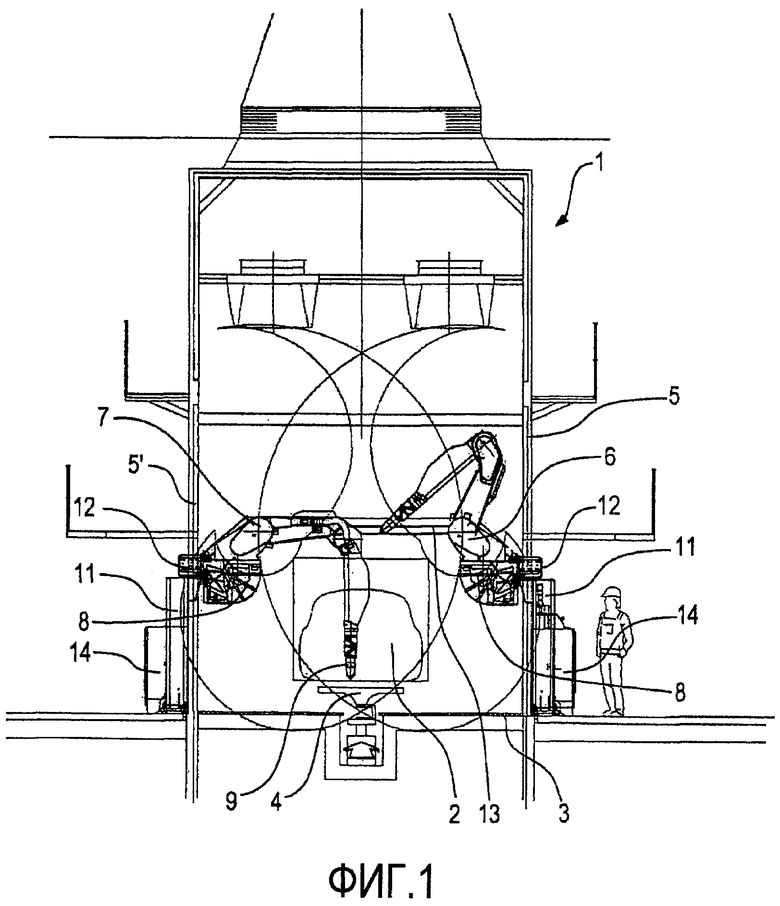
1. Установка для нанесения покрытий для серийного нанесения покрытий на изделия (2), например, на кузова автомобилей, с кабиной (1) или для кабины (1) для нанесения покрытий распылением, в которой предусмотрено транспортирующее устройство (4) для перемещения изделий (2) по параллельной боковым стенкам (5, 5') кабины (1) для нанесения покрытий распылением траектории транспортирования; с портальной конструкцией, которая содержит по меньшей мере две расположенные на расстоянии друг от друга, примыкающие к одной из обеих боковых стенок (5, 5') кабины (1) для нанесения покрытий распылением или вмонтированные в нее вертикальные опоры (11), соединяющую между собой эти опоры (11) параллельно траектории транспортирования, также примыкающую к боковым стенкам (5, 5') или вмонтированную в них продольную балку (12), которая расположена в кабине (1) для нанесения покрытий распылением на высоте над верхней стороной изделий (2) или по меньшей мере вблизи ее верхней стороны, а также по меньшей мере одну поперечину (13), расположенную поперек траектории транспортирования и жестко связанную с продольной балкой (12); и по меньшей мере с одним роботом (6, 7), который имеет смонтированную на портальной конструкции основную часть (8) и установленную на основной части многоосевую систему рычагов, а также инструмент (9), отличающаяся тем, что основная часть (8) робота (6, 7) жестко закреплена на продольной балке (12) портальной конструкции.
2. Установка для нанесения покрытий по п.1, отличающаяся тем, что по меньшей мере одна поперечина (13) портальной конструкции проходит над верхней стороной изделий (2) между обеими боковыми стенками (5, 5') кабины (1) для нанесения покрытий распылением.
3. Установка для нанесения покрытий по п.1 или 2, отличающаяся тем, что портальная конструкция с соответственно двумя вертикальными опорами (11) и соответственно одной продольной балкой (12) примыкает к обеим боковым стенкам (5, 5') кабины (1) или по меньшей мере частично вмонтирована в обе боковые стенки.
4. Установка для нанесения покрытий по п.3, отличающаяся тем, что на каждой из предусмотренных на обеих сторонах кабины продольных балок (12) стационарно закреплен по меньшей мере один робот (6, 7).
5. Установка для нанесения покрытий по одному из пп.1, 2 или 4, отличающаяся тем, что по меньшей мере два робота (6, 7) своей соответствующей основной частью (8) жестко закреплены на продольной балке (12) или на каждой продольной балке (12) портальной конструкции.
6. Установка для нанесения покрытий по п.3, отличающаяся тем, что по меньшей мере два робота (6, 7) своей соответствующей основной частью (8) жестко закреплены на продольной балке (12) или на каждой продольной балке (12) портальной конструкции.
7. Установка для нанесения покрытий по п.5, отличающаяся тем, что закрепленные на продольной балке (12) основные части (8) обоих роботов (6, 7) расположены вдоль траектории перемещения изделий (2) на расстоянии друг от друга и от ближайшей к ним поперечины (13).
8. Установка для нанесения покрытий по п.6, отличающаяся тем, что закрепленные на продольной балке (12) основные части (8) обоих роботов (6,7) расположены вдоль траектории перемещения изделий (2) на расстоянии друг от друга и от ближайшей к ним поперечины (13).
9. Установка для нанесения покрытий по п.7 или 8, отличающаяся тем, что роботы (6) на продольной балке (12) одной боковой стенки (5) кабины (1) для нанесения покрытия распылением имеют иные расстояния друг от друга и/или от поперечин (13), чем роботы (7) на продольной балке (12) другой боковой стенки (5').
10. Установка для нанесения покрытий по одному из пп.1, 2, 4, 6-8, отличающаяся тем, что вертикальные опоры (11) и/или продольные балки (12) расположены на наружной стороне боковой стенки (5, 5') кабины (1) для нанесения покрытий распылением.
11. Установка для нанесения покрытий по п.3, отличающаяся тем, что вертикальные опоры (11) и/или продольные балки (12) расположены на наружной стороне боковой стенки (5, 5') кабины (1) для нанесения покрытий распылением.
12. Установка для нанесения покрытий по п.5, отличающаяся тем, что вертикальные опоры (11) и/или продольные балки (12) расположены на наружной стороне боковой стенки (5, 5') кабины (1) для нанесения покрытий распылением.
13. Установка для нанесения покрытий по п.9, отличающаяся тем, что вертикальные опоры (11) и/или продольные балки (12) расположены на наружной стороне боковой стенки (5, 5') кабины (1) для нанесения покрытий распылением.
14. Установка для нанесения покрытий по одному из пп.1, 2, 4, 6-8, 11-13, отличающаяся тем, что транспортер предусмотрен для перемещения изделий через по меньшей мере две расположенные рядом в направлении транспортировки кабины (1, 1') для нанесения покрытий распылением, каждая из которых содержит по одной портальной конструкции с по меньшей мере одним жестко закрепленным на ее продольной балке (12) роботом (6, 7, 6', 7').
15. Установка для нанесения покрытий по п.3, отличающаяся тем, что транспортер предусмотрен для перемещения изделий через по меньшей мере две расположенные рядом в направлении транспортировки кабины (1, 1') для нанесения покрытий распылением, каждая из которых содержит по одной портальной конструкции с по меньшей мере одним жестко закрепленным на ее продольной балке (12) роботом (6, 7, 6', 7').
16. Установка для нанесения покрытий по п.5, отличающаяся тем, что транспортер предусмотрен для перемещения изделий через по меньшей мере две расположенные рядом в направлении транспортировки кабины (1, 1') для нанесения покрытий распылением, каждая из которых содержит по одной портальной конструкции с по меньшей мере одним жестко закрепленным на ее продольной балке (12) роботом (6, 7, 6', 7').
17. Установка для нанесения покрытий по п.9, отличающаяся тем, что транспортер предусмотрен для перемещения изделий через по меньшей мере две расположенные рядом в направлении транспортировки кабины (1, 1') для нанесения покрытий распылением, каждая из которых содержит по одной портальной конструкции с по меньшей мере одним жестко закрепленным на ее продольной балке (12) роботом (6, 7, 6', 7').
18. Установка для нанесения покрытий по п.10, отличающаяся тем, что транспортер предусмотрен для перемещения изделий через по меньшей мере две расположенные рядом в направлении транспортировки кабины (1, 1') для нанесения покрытий распылением, каждая из которых содержит по одной портальной конструкции с по меньшей мере одним жестко закрепленным на ее продольной балке (12) роботом (6, 7, 6', 7').
19. Установка для нанесения покрытий по одному из пп.1, 2, 4, 6-8, 11-13, 15-18, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
20. Установка для нанесения покрытий по п.3, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
21. Установка для нанесения покрытий по п.5, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
22. Установка для нанесения покрытий по п.9, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
23. Установка для нанесения покрытий по п.10, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
24. Установка для нанесения покрытий по п.14, отличающаяся тем, что она выполнена с возможностью перемещения изделий по меньшей мере двумя проходящими параллельно друг другу транспортерами через соответственно одну кабину для нанесения покрытий распылением или две расположенные рядом в направлении транспортировки, и каждая из этих параллельных друг другу кабин для нанесения покрытий распылением содержит одну портальную конструкцию с по меньшей мере одним жестко закрепленным на ее продольной балке роботом.
25. Портальная конструкция установки для нанесения покрытий по одному из пп.1-24.
26. Способ серийного нанесения покрытий на изделия (2), например, на кузова автомобилей, в кабине (1) для нанесения покрытий распылением, через которую изделия с помощью транспортирующего устройства (4) перемещают по параллельной боковым стенкам (5, 5') кабины (1) для нанесения покрытий распылением траектории транспортирования, причем кабина (1) содержит портальную конструкцию, которая на одной или обеих сторонах кабины (1) для нанесения покрытий распылением содержит по меньшей мере две расположенные вдоль транспортера на расстоянии друг от друга, примыкающие к боковой стенке (5, 5') кабины (1) для нанесения покрытий распылением или вмонтированные в нее вертикальные опоры (11), соединяющую между собой эти опоры (11) параллельно траектории транспортирования, также примыкающую к боковой стенке (5, 5') или вмонтированную в нее продольную балку (12), которая расположена на высоте над верхней стороной изделий (2) или по меньшей мере вблизи их верхней стороны, а также по меньшей мере одну расположенную поперек траектории транспортирования, жестко связанную с продольной балкой (12) поперечину (13), отличающийся тем, что на изделия (2) покрытием наносят с помощью по меньшей мере двух роботов (6, 7) для нанесения покрытий, основные части (8) каждого из которых жестко закреплены на продольной балке (12) портальной конструкции, причем каждый робот (6, 7) для нанесения покрытий покрывает иную область поверхности изделий (2), чем другой робот или другие роботы.
27. Способ по п.26, отличающийся тем, что на изделия (2) наносят покрытие по меньшей мере с помощью жестко закрепленных по меньшей мере по два на обеих сторонах кабины на соответствующих продольных балках (12) портальной конструкции роботов (6, 7) для нанесения покрытий, причем каждый из этих четырех роботов для нанесения покрытий покрывает иную область поверхности изделий (2), чем каждый из других роботов для нанесения покрытий.
28. Способ по п.26 или 27, отличающийся тем, что в кабине (1) для нанесения покрытий распылением на поверхность изделий (2) наносят первый слой, а затем в аналогичной, также содержащей портальную конструкцию со стационарно закрепляемыми на продольных балках (12) роботами (6', 7') для нанесения покрытий второй кабине (1') для нанесения покрытий распылением на поверхность изделий (2) наносят второй слой.
| Соломотряс зерноуборочного комбайна | 1979 |
|
SU745429A1 |
| Штамп последовательного действия | 1989 |
|
SU1609532A1 |
| WO 2004037430 А1, 06.05.2004 | |||
| US 5014644 А, 14.05.1991 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 4111889 A1, 15.10.1992 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И СУШКИ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1990 |
|
RU2011429C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2116234C1 |

