Область техники, к которой относится изобретение
Настоящее изобретение относится к расщепляющемуся сопряженному волокну, содержащему сложный полиэфир и полиолефин, которое является превосходным по термоскрепляемости с полиолефинсодержащим скрепляющим волокном или подобным, расщепляемости и производительности, к агрегату из расщепляющихся сопряженных волокон и волокнистой форме, выполненной из расщепляющихся сопряженных волокон.
Предпосылки создания изобретения
Использование сопряженных волокон типа «море-остров» или расщепляющегося типа традиционно известно как технология получения микроволокон.
Способ получения сопряженного волокна типа «море-остров» представляет собой формование комбинации двух или более ингредиентов. Удаление одного компонента из полученного сопряженного волокна типа «море-остров» растворением дает микроволокна. Хотя данная технология дает очень тонкие волокна, она является неэкономичной, поскольку один компонент удаляется растворением.
С другой стороны, способ получения расщепляющегося сопряженного волокна представляет собой формование комбинации двух или более смол. Полученное расщепляющееся сопряженное волокно расщепляется на многие волокна при приложении к нему физического напряжения или при использовании, например, различия в усаживании между смолами химическим веществом. Таким образом, получаются микроволокна.
Известные расщепляющиеся сопряженные волокна включают расщепляющиеся сопряженные волокна, содержащие два различных полиолефина, такие как, например, рассмотренные в патентном документе 1. Публикация рассматривает сопряженное волокно, содержащее, по меньшей мере, два полиолефиновых компонента и имеющее полость в центре волокна в конфигурации поперечного сечения, в которой компоненты расположены радиально, и, альтернативно, в которой доля полости составляет 5-40%, и отношение средней длины W наружной дуги волокна к средней длине L от полости к наружному краю отдельных сегментов (W/L) составляет 0,25-2,5. Публикация описывает расщепляющееся сопряженное волокно как имеющее превосходную расщепляемость. Однако полиолефин обычно имеет низкую температуру плавления, так что полиолефиновое сопряженное волокно трудно перерабатывать и использовать при температуре 160°C или выше.
Патентный документ 2 рассматривает расщепляющееся сопряженное волокно, в котором сложный полиэфир и полиолефин расположены радиально и чередуясь в 8 или более сегментов в конфигурации поперечного сечения, которое легко расщепляется на микроволокна, обеспечивающие нетканую ткань с превосходными мягкостью и текстурой. Расщепляющиеся сопряженные волокна, содержащие сложный полиэфир и полиолефин, легко перерабатываются и используются при температуре 160°C или выше. Однако когда рыхлый агрегат таких расщепляющихся сопряженных волокон, который называется холстом, подвергается физическому удару, такому как водяные струи высокого давления, что обычно проводится для расщепления расщепляющихся сопряженных волокон, как описано в публикации, волокна подвержены параллельному разветвлению вокруг точки удара, в результате легко образуя отверстия или плохую текстуру нетканой ткани.
Для решения указанной проблемы был разработан подход, например, когда нетканую ткань получают с использованием расщепляющихся сопряженных волокон способом воздушного наслаивания холста, расщепляющиеся сопряженные волокна смешиваются с обычным олефинсодержащим волокном в качестве скрепляющего волокна для термоскрепления (фиксации) расщепляющихся сопряженных волокон с помощью скрепляющего волокна перед приложением физического удара для расщепления.
Патентный документ 1: Японская заявка 3309181.
Патентный документ 2: JP-A-2000-110031.
Сущность изобретения
Решаемая техническая задача
Однако расщепляющееся сопряженное волокно, содержащее сложный полиэфир и полиолефин, имеет меньшую прочность термоскрепления между волокнами, чем нетканая ткань, содержащая полиолефинсодержащее расщепляющееся сопряженное волокно и полиолефинсодержащее скрепляющее волокно, так как сложный полиэфир, имеющий низкую совместимость с полиолефинсодержащим скрепляющим волокном, находится на наружном краю волокна. Поэтому холст из расщепляющихся сопряженных волокон не является таким прочным, и расщепляющиеся сопряженные волокна легко отсоединяются друг от друга при ударе, таком как водяная струя. Еще остается трудно избежать образования отверстий или плохой текстуры получаемой нетканой ткани.
Кроме вышеуказанной проблемы, плохая совместимость между сложным полиэфиром и полиолефином вызывает плохую сопряженную прядомость благодаря трудности, встречающейся в стабилизации волокнистого состояния в сопряженном формовании расплава. Это является проблематичным с точки зрения производительности.
Задачей настоящего изобретения является решение описанных выше проблем и создание расщепляющегося сопряженного волокна, содержащего сложный полиэфир и полиолефин, которое является превосходным по расщепляемости, термоскрепляемости с полиолефинсодержащим скрепляющим волокном и производительности (например, прядомости); создание агрегата из расщепляющихся сопряженных волокон и волокнистой формы (например, нетканой ткани) с превосходной текстурой, выполненной из расщепляющихся сопряженных волокон.
Техническое решение
В результате широких исследований авторами настоящего изобретения было установлено, что вышеуказанные задачи решаются созданием расщепляющегося сопряженного волокна, содержащего сложнополиэфирный сегмент и полиолефиноый сегмент, где расщепляющееся сопряженное волокно содержит множество частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна в конфигурации поперечного сечения перпендикулярно его продольному направлению, где одна часть полиэфирного сегмента, идущего из центра волокна к наружному краю волокна, находится на наружном краю волокна, а другая часть полиэфирного сегмента, идущего из центра волокна к наружному краю волокна, не находится на наружном краю волокна, и созданием агрегата, содержащего такие расщепляющиеся сопряженные волокна в подходящей пропорции. Настоящее изобретение выполнено на основе указанных находок.
А именно настоящее изобретение включает следующие составляющие.
(1) Расщепляющееся сопряженное волокно, содержащее сложнополиэфирный сегмент и полиолефиноый сегмент, в котором расщепляющееся сопряженное волокно содержит две или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна в конфигурации поперечного сечения перпендикулярно его продольному направлению, где, по меньшей мере, одна из двух или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна, находится на наружном краю волокна, и, по меньшей мере, одна из двух или более частей полиэфирного сегмента, идущего из центра волокна к наружному краю волокна, не находится на наружном краю волокна.
(2) Расщепляющееся сопряженное волокно по п. (1), которое имеет полость.
(3) Расщепляющееся сопряженное волокно по п. (1) или (2), которое имеет значение W/R 0,1-0,4,
где W представляет собой длину дуги сложнополиэфирного сегмента и R представляет собой длину окружности волокна.
(4) Агрегат из расщепляющихся сопряженных волокон, содержащих сложный полиэфир и полиолефин, который содержит расщепляющееся сопряженное волокно по любому из п.п. (1)-(3) в пропорции, по меньшей мере, 25% по отношению к общему числу расщепляющихся сопряженных волокон, содержащихся в агрегате.
(5) Волокнистая форма, содержащая микроволокно, имеющее среднюю тонину единичной нити после расщепления 0,6 дтекс или менее, где волокнистая форма получается расщеплением расщепляющегося сопряженного волокна по любому из п.п. (1)-(3) или волокна, содержащегося в агрегате из расщепляющихся сопряженных волокон по п. (4).
Технический результат
Расщепляющееся сопряженное волокно, содержащее сложный полиэфир и полиолефин, и его агрегат настоящего изобретения показывают высокую термоскрепляемость с полиолефинсодержащим скрепляющим волокном, а также хорошую расщепляемость и поэтому являются легкими для расщепления волокон с обеспечением волокнистой формы с высокой плотностью и хорошей текстурой.
Краткое описание чертежей
На фигуре 1 представлено поперечное сечение варианта расщепляющегося сопряженного волокна согласно изобретению.
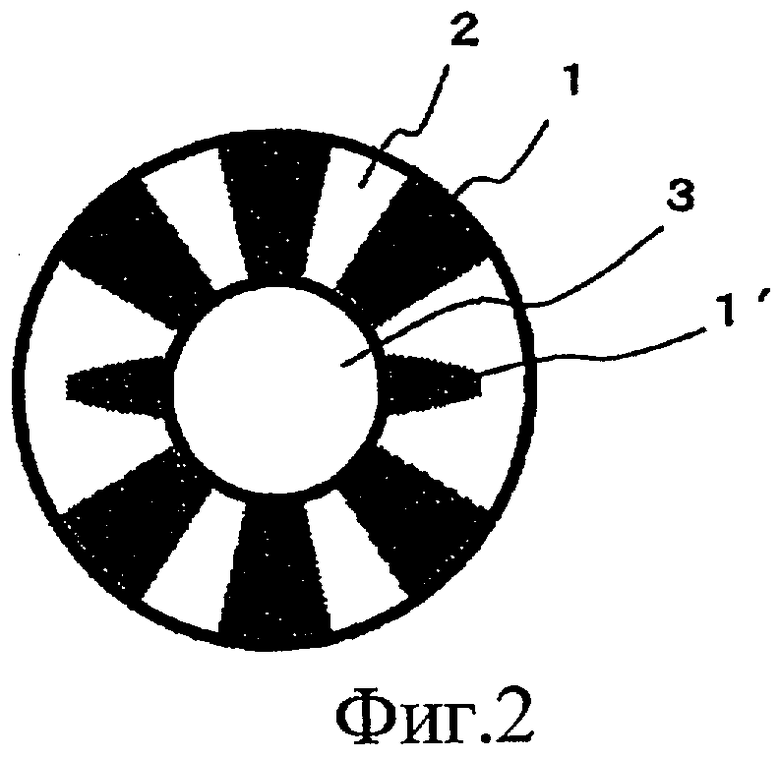
На фигуре 2 представлено поперечное сечение другого варианта расщепляющегося сопряженного волокна согласно изобретению, которое представляет собой волокно, имеющее полость.
Пояснение ссылочных номеров
1 - Часть сложнополиэфирного сегмента, находящаяся на наружном краю волокна
1' - Часть сложнополиэфирного сегмента, не находящаяся в точке, лежащей на наружном краю волокна
2 - Полиолефиновый сегмент
3 - Полость расщепляющегося сопряженного волокна
r - Расстояние между центром волокна и наружным краем сложнополиэфирного сегмента, не находящегося на наружном краю волокна
d - Расстояние между центром волокна и наружным краем волокна
Наилучший вариант осуществления изобретения
Настоящее изобретение будет описано подробно со ссылкой на его предпочтительные варианты.
Расщепляющееся сопряженное волокно изобретения содержит два компонента, как описано выше, т.е. сложный полиэфир и полиолефин.
Примеры сложного полиэфира, который может, предпочтительно, использоваться в данном изобретении, включают в себя полиэтилентерефталат, полибутилентерефталат, полигексилентерефталат, политриметилентерефталат и полимер молочной кислоты. Полиэтилентерефталат является особенно предпочтительным в плане стоимости производства, механических характеристик и перерабатываемости в расщепляющиеся волокна.
Примеры полиолефина, который может, предпочтительно, использоваться в данном изобретении, включают в себя полиэтилен, полипропилен, полибутилен-1, полиоктен-1, сополимер этилена и пропилена и полиметилпентеновый сополимер. Полипропилен является предпочтительным в плане стоимости производства, термостойкости и перерабатываемости в расщепляющиеся волокна. Полипропилен, имеющий Q-значение (средневесовая молекулярная масса/среднечисленная молекулярная масса) 2-5, является еще предпочтительным в плане прядомости и растяжимости.
При получении сложного полиэфира и полиолефина могут быть сополимеризованы другие ингредиенты в целях модификации, например, для улучшения расщепляемости или термоскрепления. Кроме того, могут быть смешаны различные другие виды полимеров, или могут быть введены различные виды добавок. Например, в целях окрашивания могут быть введены неорганический пигмент, такой как углеродная сажа, хром желтый, кадмий желтый или оксид железа, или органический пигмент, такой как диазопигмент, антраценовый пигмент или фталоцианиновый пигмент.
На фигуре 1 представлено поперечное сечение, показывающее пример расщепляющегося сопряженного волокна настоящего изобретения. Расщепляющееся сопряженное волокно имеет две или более частей сложнополиэфирного сегмента (1 и 1'), идущего из центра волокна к наружному краю волокна в конфигурации поперечного сечения перпендикулярно его продольному направлению (далее называемая как «выпуклая часть»). Указанные части сложнополиэфирного сегмента взаимосоединяются друг с другом в центре волокна с образованием единичного сложнополиэфирного сегмента. Каждый сложнополиэфирный сегмент может быть не соединенным в центре волокна и может быть независимым друг от друга, или части сложнополиэфирных сегментов могут быть взаимосоединенными друг с другом, а другие могут быть независимыми. Число выпуклых частей должно быть 2 или более и, предпочтительно, 4-16 в плане прядомости и растяжимости и расщепляемости. По меньшей мере, одна из выпуклых частей расположена на наружном краю на поверхности волокна (представлено 1), тогда как, по меньшей мере, одна из выпуклых частей не расположена на наружном краю на поверхности волокна (представлено 1'). Области, разделенные выпуклыми частями, и области, выделенные поверхностью волокна и краями выпуклых частей сложного полиэфира, представляют собой полиолефиновый сегмент (2), содержащий полиолефин. Присутствие, по меньшей мере, одной части сложнополиэфирного сегмента, расположенной на наружном краю волокна, обеспечивает расщепляемость расщепляющегося сопряженного волокна, что дает хорошую расщепляемость при приложении механического усилия. С другой стороны, присутствие, по меньшей мере, одной части сложнополиэфирного сегмента, не расположенной на наружном краю волокна, означает присутствие полиолефинового сегмента на поверхности волокна, дающее обеспечение термоскрепляемости с полиолефинсодержащим скрепляющим волокном и обеспечение улучшенной прочности термоскрепления.
Агрегат из расщепляющегося сопряженного волокна настоящего изобретения, предпочтительно, содержит вышеописанные расщепляющиеся сопряженные волокна изобретения в пропорции, по меньшей мере, 25% по отношению к общему числу расщепляющихся сопряженных волокон, содержащихся в агрегате. Как расщепляемость, так и термоскрепляемость со скрепляющим волокном легко достигаются в присутствии 25% или более вышеописанного расщепляющегося сопряженного волокна изобретения. Для того чтобы отражать вышеуказанные эффекты расщепляющимся сопряженным волокном изобретения в агрегате волокон более гарантированно, пропорция расщепляющегося сопряженного волокна изобретения в агрегате составляет, более предпочтительно, 40% или более, и, даже более предпочтительно, 50% или более.
Агрегат из расщепляющихся сопряженных волокон изобретения может содержать другие расщепляющиеся сопряженные волокна, такие как расщепляющиеся сопряженные волокна, имеющие все выпуклые части сложнополиэфирного сегмента, расположенные на наружном краю волокна, и имеющие все выпуклые части сложнополиэфирного сегмента, не расположенные на наружном краю волокна.
Агрегат из расщепляющихся сопряженных волокон изобретения является, предпочтительно, таким, что произвольно выбранные 10 его волокон имеют среднее значение r/d 0,75-0,99, особенно предпочтительно, 0,85-0,99, в плане расщепляемости и термоскрепляемости, где r представляет собой расстояние между краем выпуклой части сложнополиэфирного сегмента и центром волокна и d представляет собой расстояние между центром волокна и наружным краем волокна.
Для обеспечения желаемой расщепляемости и термоскрепляемости агрегат из расщепляющихся сопряженных волокон изобретения является, предпочтительно, таким, что произвольно выбранные 10 его волокон имеют среднее значение W/R 0,1-0,4, более предпочтительно, 0,2-0,4, где W представляет собой среднюю длину дуг сложнополиэфирного сегмента и R представляет собой длину окружности волокна, и W/R показывает степень выхода наружу сложнополиэфирного сегмента.
Агрегат из расщепляющихся сопряженных волокон изобретения является, предпочтительно, таким, что произвольно выбранные 10 его волокон имеют среднее отношение числа выпуклых частей сложнополиэфирного сегмента, чей край не расположен на наружном краю волокна, к общему числу выпуклых частей сложнополиэфирного сегмента, которое будет называться как степень невыхода наружу сложнополиэфирного сегмента, 10-90%, предпочтительно, 10-60% в плане расщепляемости и термоскрепляемости.
Прядомость и растяжимость, когда расщепляемость зависит от степени выхода наружу сложнополиэфирного сегмента, и термоскрепляемость с полиолефинсодержащим скрепляющим волокном расщепляющегося сопряженного волокна регулируются регулированием, например, отношение площадей (Z) сложнополиэфирного сегмента в поперечном сечении, перпендикулярном продольному направлению волокна, скорости течения расплава MFR полиолефина, температуры формования и характеристики затвердевания расплавленной смолы.
Z составляет, предпочтительно, 0,3-0,6. Когда Z составляет 0,3 или более, количество сложнополиэфирного сегмента является относительно увеличенным, приводя к тому, что сложнополиэфирный сегмент легко находится на наружном краю волокна, и эффективно обеспечивается улучшенная расщепляемость. Когда Z составляет 0,6 или менее, количество сложнополиэфирного сегмента является относительно сниженным, приводя к тому, что регулируется избыточный выход наружу сложнополиэфирного сегмента. Т.е. количество сложнополиэфирного сегмента является относительно увеличенным, приводя к тому, что легко обеспечивается улучшенная термоскрепляемость с полиолефиновым скрепляющим волокном. Значение Z 0,6 или менее также является преимуществом в том, что волокно охлаждается должным образом и поэтому предотвращается от разрушений в процессе формования, таких как разрывы волокна.
Когда MFR полиолефина снижается, выход наружу сложнополиэфирного сегмента имеет тенденцию к увеличению. Когда MFR полиолефина увеличивается, выход наружу сложнополиэфирного сегмента имеет тенденцию к снижению. Для достижения цели настоящего изобретения является предпочтительным использование полиолефина, имеющего MFR 10-80 г/10 мин, более предпочтительно, 15-40 г/10 мин. Когда полиолефин имеет MFR 10-80 г/10 мин, это является предпочтительным в плане снижения повреждений в процессе формования, таких как разрывы волокна и разрыв волокна в процессе растяжения.
Характеристика затвердевания расплавленной смолы является регулируемой путем регулирования, например, скорости охлаждающего воздуха при охлаждении расплавленной смолы непосредственно после формования. Когда охлаждение является слишком сильным, время, требуемое для охвата сложнополиэфирного сегмента расплавленной смолой, которая выходит из прядильной фильеры, полиолефином, обеспечивается недостаточно. Из этого следует, что получаемое волокно имеет высокую степень выхода наружу сложнополиэфирного сегмента. Когда охлаждение является слишком слабым, прядомость имеет тенденцию ухудшаться. По указанным соображениям расплавленная смола, предпочтительно, охлаждается подведением охлаждающего воздуха при температуре 10-30°C со скоростью 1-2 м/с.
В настоящем изобретении Z является, предпочтительно, более W/R в плане термоскрепляемости. Более предпочтительно, Z и W/R соотносятся так, что 2,1×(W/R)>Z>1,1×(W/R). Форма выпуклой части сложнополиэфирного сегмента специально не ограничивается и может быть в форме лепестка, воронки, клина или подобного. Единичное волокно может иметь комбинацию указанных форм выпуклой части.
Число выпуклых частей должно быть 2 или более. Оно составляет, предпочтительно, 4-16, более предпочтительно, 6-10, для получения расщепляемости и для получения тонкого волокна после расщепления.
Расщепляющееся сопряженное волокно изобретения, предпочтительно, имеет тонину единичной нити 1-5 дтекс (децитекс). Когда тонина единичной нити составляет 1 дтекс или более, легко получается заданное секционное состояние, и количество расплавленной смолы, выходящей из единичного отверстия прядильной фильеры, является достаточным для того, чтобы избежать нестабильности выходящего потока расплавленной смолы и обеспечить хорошую прядомость и растяжимость. До тех пор пока тонина единичной нити составляет 15 дтекс или менее, количество расплавленной смолы, выходящей из единичного отверстия прядильной фильеры, не является слишком большим для получения недостаточного охлаждения филамента и получаемого резонанса при вытяжке экструдата. В результате прядомость и растяжимость не имеют тенденцию снижаться.
Расщепляющееся сопряженное волокно может иметь круглое или эллиптическое поперечное сечение или модифицированное поперечное сечение, такое как полигональное (например, от треугольного до октагонального). Средняя тонина единичной нити составляет, предпочтительно, 0,6 дтекс или менее, более предпочтительно, 0,5 дтекс или менее. Когда средняя тонина единичной нити после расщепления составляет 0,6 дтекс или менее, путем расщепления волокон получается волокнистая форма, имеющая ровную и удовлетворительную текстуру, что является наиболее значительной характеристикой расщепляющегося сопряженного волокна.
Расщепляемость расщепляющегося сопряженного волокна изобретения улучшается при наличии полости желательно в его центре. На фигуре 2 представлено поперечное сечение, иллюстрирующее вариант расщепляющегося сопряженного волокна, имеющего полость, которое используется в изобретении. Форма полости может быть любой из круглой, эллиптической, треугольной, четырехугольной и других форм. Пропорция полости составляет, предпочтительно, 1-40%, более предпочтительно, 5-30%. Когда ее пропорция составляет 1% или выше, контакт между смежными выпуклыми частями в центре волокна и поверхность контакта снижаются, и это дает нерасщепляющееся волокно, легко дробящееся при расщеплении волокон физическим напряжением. В данном случае низкая энергия является достаточной для разделения двух компонентов на поверхности контакта между ними. А именно присутствие полости является пригодным для получения эффекта улучшения расщепляемости. Пропорции полости 40% или ниже являются более предпочтительными, потому что поддерживается прядомость, и высокая производительность может быть реализована при поддержании сниженного контакта и сниженной поверхности контакта между смежными выпуклыми частями и поддержании желаемого уровня расщепления волокон физическим напряжением.
Для того чтобы получить расщепляющееся сопряженное волокно с равномерным диаметром волокна после расщепления, предпочтительно, чтобы, по меньшей мере, одна выпуклая часть, которая не выходит наружу, составляла пару с другой выпуклой частью, которая является частью сегмента, идущего из центра волокна к наружному краю волокна в противоположных направлениях. Более предпочтительно, чтобы одна выпуклая часть, которая не расположена на наружном краю волокна, составляла пару с другой выпуклой частью, которая является частью сегмента, идущего из центра волокна в точку, лежащую на наружном краю волокна, в противоположных направлениях, и не расположена на поверхности волокна во всех выпуклых частях сегмента. Такая конфигурация поперечного сечения получается регулированием потока смолы в прядильной фильере.
Способ получения агрегата из расщепляющихся сопряженных волокон, содержащего расщепляющееся сопряженное волокно, которое представляет собой комбинацию полиэтилентерефталатной смолы и полипропиленовой смолы, будет затем описан как вариант агрегата из расщепляющихся сопряженных волокон, содержащего расщепляющееся сопряженное волокно изобретения. Для получения указанного расщепляющегося сопряженного волокна для формования смол используется известный способ сопряженного формования из расплава. Получаемый филамент охлаждается воздухом, нагнетаемым известным охладителем, таким как поперечное дутье или кольцевое дутье. Затем в охлажденный филамент вводят поверхностно-активное вещество для получения невытянутой нити посредством тянущего валка.
Может использоваться прядильная фильера для известных расщепляющихся сопряженных волокон. Температура формования является особенно важной с точки зрения оптимизации формы поперечного сечения волокна и степени выхода наружу сложнополиэфирного сегмента. В частности, температура формования составляет, предпочтительно, 200-330°C, более предпочтительно, 220-260°C. Скорость тянущего валка составляет, предпочтительно, 500-2000 м/мин. Две или более таких таким образом полученных невытянутых нитей соединяются в пучок и подвергаются растяжению с использованием известной вытяжной машины между валками, отличающимися окружной скоростью. В соответствии с необходимостью может быть проведено многостадийное растяжение. Степень растяжения может быть в интервале обычно примерно от 2 до 5. Затем вытянутый пучок гофрируют устройством для придания извитости ударного типа в соответствии с необходимостью и затем режут на волокна заданной длины с получением коротких волокон. Стадии способа, указанные выше, представляют собой стадии способа получения коротких волокон. Однако без резки пучок длинных волокон может быть обработан, например, разделяющим нитеводителем с получением холста. Затем волокна подвергаются стадиям переработки высшего порядка в соответствии с необходимостью и затем формуются в волокнистую форму в соответствии с любым из различных применений. Также можно использовать способ, в котором филамент, полученный формованием и растяжением, прокатывают как филаментную нить, и указанную нить переплетают и ткут с получением волокнистой формы как трикотажное или тканое изделие. Альтернативно, может быть использован способ, в котором короткие волокна формуют в пряжу, и указанную пряжу переплетают или ткут с получением волокнистой формы как трикотажное или тканое изделие.
Термин «волокнистая форма», как использовано здесь, включает любые виды ткани, такие как тканая ткань, трикотажное полотно, нетканая ткань и нетканые волокнистые агрегаты. Кроме того, волокна могут быть формованы в ткань по такой технологии, как смешение волокон, формование смеси, комбинирование филаментов, совместное кручение, соединительное вязание, соединительное ткачество или подобное. Примеры нетканых волокнистых агрегатов включают в себя холстообразные ровные продукты, получаемые кардочесальным способом, способом воздушного наслаивания, бумагоделательным способом или подобным, и многослойные продукты, получаемые ламинированием одной или более тканых тканей, трикотажных полотен и нетканых тканей в такой холстообразный продукт.
После того как расщепляющееся сопряженное волокно данного изобретения, из которого получают агрегат расщепляющихся сопряженных волокон, получается формованием вышеописанным образом, к нему может быть адгезировано поверхностно-активное вещество в целях, например, статической защиты волокна или придания гладкости поверхности для улучшения перерабатываемости. Вид и концентрация поверхностно-активного вещества могут быть подходяще отрегулированы в соответствии с применениями. Для адгезирования могут быть использованы способ прикатки, способ погружения, способ набивки-и-сушки или подобное. Адгезирование не ограничивается стадией формования, описанной выше, и адгезирование может быть осуществлено либо на стадии растяжения, либо на стадии гофрирования. Кроме того, независимо от того, является ли волокно коротким волокном или длинным волокном, поверхностно-активное вещество может быть адгезировано на стадии, иной, чем стадия формования, стадия растяжения и стадия гофрирования, такой как, например, стадия после формования волокнистой формы.
Длина волокна расщепляющегося сопряженного волокна изобретения специально не ограничивается. Однако в случае получения холста с использованием кардочесальной машины обычно используют волокна 20-76 мм. В случае бумагоделательного способа или способа воздушного наслаивания обычно предпочтительно использовать волокна 20 мм или короче. В случае использования кардочесальной машины волокна, намного превышающие 76 мм, являются трудными для формования однородного холста, а также трудными для формования холста с хорошей текстурой.
Расщепляющееся сопряженное волокно изобретения применяется для различных способов получения волокнистой формы, включая способ воздушного наслаивания. Способы получения нетканой ткани показаны в качестве примеров. Например, короткие волокна, полученные из расщепляющегося сопряженного волокна, описанного выше, используются для получения холста, имеющего необходимую основную массу, кардочесальным способом, способом воздушного наслаивания или бумагоделательным способом. Альтернативно, холст может быть непосредственно получен аэродинамическим способом, способом формования из расплава или подобным. Холст, полученный вышеуказанным способом, может быть подвергнут расщеплению волокна на микроволокна известным способом, таким как, например, способ иглопробивания или обработка струей жидкости высокого давления, в результате чего может быть получена волокнистая форма. Можно также обрабатывать указанную волокнистую форму по известной технологии обработки горячим воздухом или нагретым валком.
Хотя, как установлено, расщепляющееся сопряженное волокно изобретения может быть переработано в волокнистую форму в соответствии с различными применениями, оно является особенно эффективным в том, что переплетение волокон в способе воздушного наслаивания или в бумагоделательном способе, или подобном усилие, оказываемое друг на друга, является слишком слабым, чтобы способствовать удержанию формы холста. Когда холст, формованный из очень коротких волокон способом воздушного наслаивания или бумагоделательным способом, подвергается известной операции расщепления волокна, такой как иглопробивание или обработка струей жидкости высокого давления, волокна не только расщепляются, но также перемещаются под приложенным физическим напряжением, что дает в результате образование отверстий или плохую структуру холста. Недостаточное переплетение волокон также заставляет холст терять свою форму или подскакивать при перемещении после формования холста. Чтобы избежать таких нарушений, обычно существует практика смешивания расщепляющегося сопряженного волокна со скрепляющим волокном, которое расплавляется при более низких температурах, чем температура плавления смол, из которых выполнены расщепляющиеся сопряженные волокна. Холст, содержащий скрепляющие волокна в дополнение к расщепляющимся волокнам, сразу термообрабатывается для временного скрепления расщепляющихся волокон со скрепляющими волокнами и затем подается на стадию расщепления, где расщепляющиеся волокна расщепляются на тонкие волокна, например, обработкой струей жидкости высокого давления. Поскольку расщепляющиеся сопряженные волокна временно фиксируются скрепляющим волокном перед операцией расщепления, получаемая нетканая ткань имеет лучшую текстуру, чем нетканая ткань, получаемая с традиционным сложным полиэфир/полиолефиновым расщепляющимся сопряженным волокном. Кроме того, при использовании расщепляющегося сопряженного волокна изобретения улучшается стабильность перемещения на стадии получения нетканой ткани, содержащей микроволокна. Расщепляющееся сопряженное волокно изобретения имеет, в частности, преимущество в том, что временная фиксация может осуществляться сниженной тепловой энергией, потому что оно показывает высокую термоскрепляемость с полиолефинсодержащим волокном, которое обычно имеет низкую температуру плавления и поэтому является расплавляющимся при низких температурах. В том случае, когда, например, полиолефиновым компонентом расщепляющегося сопряженного волокна изобретения является полипропилен, в качестве скрепляющего волокна может использоваться скрепляющее волокно, содержащее полиэтилен высокой плотности, имеющий более низкую температуру плавления, чем полипропилен. Временная фиксация расщепляющегося сопряженного волокна может осуществляться термообработкой при более высокой температуре, чем температура плавления смолы скрепляющего волокна, и ниже температуры плавления полиолефинового компонента, составляющего расщепляющееся сопряженное волокно. Расщепляющееся сопряженное волокно изобретения может фиксироваться временно без помощи скрепляющего волокна нагреванием расщепляющегося сопряженного волокна при или выше температуры плавления любого одного из полимерных компонентов, составляющих расщепляющееся сопряженное волокно, чтобы заставить компонент размягчиться и расплавиться. В таком случае, однако, расщепляющееся сопряженное волокно почти не сохраняет свою исходную форму после того, как его полимерный компонент размягчается и расплавляется с адгезированием друг к другу. В том случае, когда используется скрепляющее волокно, поскольку холст нагревается при температуре, при которой размягчается и расплавляется только скрепляющее волокно, и в результате расщепляющееся сопряженное волокно фиксируется посредством размягченного и расплавленного скрепляющего волокна, расщепляющееся сопряженное волокно сохраняет свою исходную форму волокна даже после временной фиксации. Т.е. расщепляющееся сопряженное волокно, временно фиксированное друг с другом, сохраняет расщепляемость, как разработано первоначально, без ухудшения. Предпочтительно, в настоящем изобретении расщепляющееся сопряженное волокно смешивают со скрепляющим волокном. Используемое скрепляющее волокно, предпочтительно, состоит из полимерного компонента, имеющего температуру плавления ниже температуры плавления полиолефинового компонента расщепляющегося сопряженного волокна, по меньшей мере, на 20°C, более предпочтительно, на 30-100°C. Эффекты настоящего изобретения проявляются наиболее выраженно при использовании в качестве скрепляющего волокна полиолефинового волокна. Однако это не означает исключение использования других скрепляющих волокон. Примеры других скрепляющих волокон, которые могут быть использованы, включают в себя полиэтилен высокой плотности, полиэтилен низкой плотности, полипропилен, сополимеризованный с этиленом, полипропилен, сополимеризованный с бутиленом-1, полистирол и полипентен при условии, что их температура плавления является, предпочтительно, ниже температуры плавления полиолефинового компонента расщепляющегося сопряженного волокна, по меньшей мере, на 20°C. Скрепляющим волокном может быть сопряженное волокно, имеющее конфигурацию «оболочка-сердцевина», «море-остров», многослойную или подобную конфигурацию. Примерами предпочтительных сопряженных волокон в качестве скрепляющего волокна являются сопряженное волокно, содержащее полипропилен/полиэтилен высокой плотности типа «оболочка-сердцевина», сопряженное волокно, содержащее полипропилен/сополимер этилена и пропилена, типа «оболочка-сердцевина», сопряженное волокно, содержащее полипропилен/сополимер пропилена и этилена-бутилена-1, типа «оболочка-сердцевина» и сопряженное волокно, содержащее сложный полиэфир/полиэтилен высокой плотности, типа «оболочка - сердцевина».
Основная масса волокнистой формы изобретения специально не ограничивается. Однако подходяще может использоваться волокнистая форма, имеющая основную массу 10-200 г/м2. Когда волокнистая форма имеет основную массу менее 10 г/м2, нетканая ткань может быть формована с плохой текстурой при проведении операции расщепления физическим напряжением, таким как струя жидкости высокого давления. Когда волокнистая форма имеет основную массу более 200 г/м2, благодаря высокой основной массе требуется увеличенное давление струи жидкости, что имеет тенденцию к получению только неоднородного расщепления с созданием нетканой ткани с плохой текстурой.
Волокнистая форма изобретения может представлять собой смесь расщепляющегося сопряженного волокна изобретения и других волокон и порошков в соответствии с необходимостью, если это не снижает эффекты изобретения. Примеры таких необязательных волокон включают в себя синтетические волокна, такие как полиамидные, сложнополиэфирные, полиолефиновые и акриловые волокна, природные волокна, такие как хлопок, шерсть и пенька, регенерированные волокна, такие как вискозное, медноаммиачное и ацетатное волокна, и полусинтетические волокна. Примеры порошков включают в себя природные вещества, такие как измельченная пульпа, порошок кожи, порошок угля из бамбука, порошок древесного угля и порошок агара, синтетические полимеры, такие как водопоглощающие полимеры, и неорганические вещества, такие как порошок железа и оксид титана.
Способы расщепления расщепляющегося сопряженного волокна изобретения специально не ограничиваются. Их примеры включают в себя такие способы, как способ иглопробивания и обработка струей жидкости высокого давления. Способ расщепления обработкой струей жидкости высокого давления поясняется здесь в качестве примера. В качестве устройства для обработки струей жидкости высокого давления может быть использовано устройство, имеющее множество эжекционных отверстий с диаметром, например, 0,05-1,5 мм, в частности, 0,1-0,5 мм, расположенных с интервалом 0,1-1,5 мм в один или более рядов. Струи жидкости высокого давления, получаемые эжекцией жидкости из эжекционных отверстий при высоком давлении воды, вынуждены сталкиваться с холстом или нетканой тканью, помещенными на пористый несущий элемент. Таким образом, нерасщепленное расщепляющееся сопряженное волокно изобретения переплетается и одновременно расщепляется на более тонкие волокна струями жидкости высокого давления. Ряды эжекционных отверстий расположены в ряд в направлении, перпендикулярном направлению перемещения холста. В качестве струй жидкости высокого давления может быть использована вода обычной температуры, или теплая вода, или любая другая желаемая жидкость. Расстояние между множеством эжекционных отверстий и холстом или нетканой тканью составляет, предпочтительно, 10-150 мм. Когда указанное расстояние является меньше 10 мм, имеются случаи, когда указанная обработка дает волокнистую форму, имеющую беспорядочную структуру. С другой стороны, когда указанное расстояние превышает 150 мм, имеются случаи, когда физический удар струй жидкости по холсту или нетканой ткани является слабым, и переплетение и расщепление волокна на более тонкие волокна происходит в недостаточной степени. Давление в указанной обработке струей жидкости высокого давления регулируется в соответствии со способом получения и требуемыми характеристиками волокнистой формы. Однако обычно предпочтительно выпускать струи жидкости высокого давления при давлении 2-20 МПа. Может использоваться способ, в котором холст или нетканая ткань обрабатывается таким образом, что давление струй жидкости высокого давления увеличивается последовательно от низкого давления воды до высокого давления воды в вышеуказанном интервале давления обработки, хотя указанный интервал зависит от обрабатываемой основной массы и т.д. Данный способ менее пригоден для разупорядочения текстуры холста или нетканой ткани и может давать переплетение и расщепление на более тонкие волокна. Пористый несущий элемент, на который помещается холст или нетканая ткань при обработке струями жидкости высокого давления, специально не ограничивается, если он обеспечивает прохождение струй жидкости высокого давления через холст или нетканую ткань. Например, может использоваться металлическая или синтетическая полимерная сетка 50-200 меш или перфорированная плита. К тому же может быть использован способ, который содержит обработку холста или нетканой ткани струями жидкости высокого давления с одной стороны, последующее переворачивание переплетенного холста или нетканой ткани и обработку струями жидкости высокого давления. Данный способ может дать волокнистую форму, у которой как передняя, так и тыльная стороны являются плотными и имеют удовлетворительную текстуру. После обработки струями жидкости высокого давления вода удаляется из волокнистой формы, которая получается после обработки. Для указанного удаления воды могут использоваться известные способы. Например, отжимной пресс, такой как роликоправильная машина, используется для удаления воды в некоторой степени, и сушилка, такая как сушилка с циркуляцией горячего воздуха, затем используется для полного удаления воды, поэтому может быть получена волокнистая форма изобретения.
Если желательно, агрегат из расщепляющихся сопряженных волокон изобретения может содержать другое волокно, если не ухудшаются эффекты изобретения. Примеры другого волокна включают в себя (но не ограничиваясь этим) расщепляющееся сопряженное волокно, иное, чем расщепляющееся сопряженное волокно изобретения, термоскрепляющееся сопряженное волокно на основе полипропилена/полиэтилена высокой плотности, термоскрепляющееся сопряженное волокно на основе полипропилена/сополимера этилена и пропилена, термоскрепляющееся сопряженное волокно на основе полипропилена/сополимера пропилена-этилена-бутилена-1, термоскрепляющееся сопряженное волокно на основе сложного полиэфира/полиэтилена высокой плотности, сложнополиэфирное волокно, полиолефиновое волокно и вискозу.
Холст или нетканая ткань, полученная расщеплением расщепляющихся сопряженных волокон изобретения, имеет хорошую текстуру, высокую прочность и превосходную расщепляемость и хорошо подходит для использования в качестве различных фильтров, аккумуляторного сепаратора, искусственной кожи, элемента гигиенического изделия и т.п.
Примеры
Изобретение будет описано подробно с ссылкой на примеры. Однако изобретение не должно ограничиваться этим. Методы, используемые для определения значений характеристик, указанных в примерах, или определения характеристик указаны ниже.
(1) Тонина единичной нити
Измерение выполняют в соответствии с JIS-L-1015.
(2) Прочность и удлинение единичной нити
Измерение выполняют с использованием прибора Autograf AGS 500D, поставляемого фирмой Simadzu Corp., в соответствии с JIS-L-1015 при условии длины образца 100 мм и скорости растяжения 100 мм/мин.
(3) Скорость течения расплава (MFR)
Измерение выполняют в соответствии с JIS-K-7210.
Исходный материал - полипропиленовая смола; условие 14.
(4) Предельная вязкость (ХВ)
Измерение выполняют с использованием вискозиметра Уббелоде при 20°C в смешанном растворителе фенола и тетрахлорэтилена (в массовом соотношении 1:1).
(5) Прядомость
Зажгученность при формовании расплава оценивают по следующим четырем типам в плане имеющегося числа разрывов филамента.
А: Разрыв филамента отсутствует, и операция является удовлетворительной.
В: Имеют место один или два разрыва филамента в час.
С: Имеют место три или четыре разрыва филамента в час.
D; Имеют место пять или более разрывов филамента в час, что является проблематичным для операции формования.
(6) Степень вытяжки
Степень вытяжки рассчитывают с использованием следующего уравнения.
Степень вытяжки=[скорость тянущего валка (м/мин)]/[скорость подающего валка (м/мин)]
(7) Обработка струями жидкости высокого давления
Холст, формованный на валковой кардочесальной машине, на машине воздушного наслаивания, на бумагоделательной машине или подобном, помещают на плоскую тканую конвейерную ленту 80 меш и пропускают под соплом, имеющим диаметр 0,1 мм и шаг 1 мм, с выпуском воды под высоким давлением. Скорость движения конвейерной ленты составляет 20 м/мин. Обработка струей воды высокого давления состоит из двух стадий под струями при давлении 3 МПа в качестве предварительной обработки, с последующими четырьмя стадиями при заданном давлении воды. Холст затем переворачивают и подвергают четырехстадийной обработке под струями воды при таком же давлении.
(8) Расщепляемость (воздухопроницаемость)
Холст, формованный машиной воздушного наслаивания, обрабатывают струями жидкости высокого давления и сушат при 25°C в течение 48 ч. Воздухопроницаемость холста измеряют в соответствии с JIS-L-1096, метод 6.27А. При равных основной массе и времени обработки считается, что низкая воздухопроницаемость холста указывает на превосходную расщепляемость расщепляющегося сопряженного волокна.
(9) Текстура
Десять участников испытаний исследуют нетканую ткань (1 м2), которая была подвергнута расщеплению волокна на более тонкие волокна. Ткань была исследована визуально на распределение неравномерностей волокна, и результаты были оценены на основе следующих критериев.
А: По меньшей мере, семь участников определили, что ткань имеет небольшую неравномерность и не имеет сквозные отверстия.
В: Четыре-шесть участников определили, что ткань имеет небольшую неравномерность и не имеет сквозные отверстия.
С: Число участников, которые определили, что ткань имеет небольшую неравномерность, составляет 3 или менее.
(10) Степень невыхода наружу (%)
Исследуют сложнополиэфирный сегмент из десяти расщепляющихся сопряженных волокон, произвольно выбранных из агрегата расщепляющихся сопряженных волокон, и соотношение выпуклой части сложнополиэфирного сегмента рассчитывают согласно следующему равенству на основе средних значений для десяти волокон.
Степень невыхода наружу (%)=(число выпуклых частей сложнополиэфирного сегмента/общее число выпуклых частей сложнополиэфирного сегмента) × 100
Примеры 1 и 2
Полиэтилентерефталат, имеющий температуру плавления 260°C, в качестве сложнополиэфирного компонента и полипропилен, имеющий температуру плавления 160°C и MFR 16 - в примере 1, или полипропилен, имеющий температуру плавления 160°C и MFR 30 - в примере 2, в качестве полиолефинового компонента прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна. Смолу, выходящую из прядильной фильеры, охлаждают охлаждающим воздухом с температурой 25°C при скорости намотки 1,7 м/с с получением агрегата из расщепляющихся сопряженных волокон. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение сложный полиэфир/полиолефин 50/50 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента не расположена на наружном краю волокна, в пропорции 70% в примере 1 или в пропорции 80% в примере 2. Алкилфосфаткалиевая соль была адгезирована к волокнам на стадии намотки. Полученную нерастянутую нить растягивают при 90°C в степени 1,8 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм. Общее число выпуклых частей сложнополиэфирного сегмента составляет 8, и r/d составляет 0,95 в примере 1 или 0,96 в примере 2. Выпуклая часть сложнополиэфирного сегмента, которая не расположена на наружном краю, составляет пару с частью сложнополиэфирного сегмента, которая выходит из центра волокна к наружному краю волокна в противоположном направлении, в пропорции 20% (пример 1) или в пропорции 33% (пример 2).
Полученные короткие волокна смешивают со скрепляющим волокном в массовом соотношении 70:30. Скрепляющим волокном является сопряженное волокно типа «оболочка/сердцевина», имеющее в качестве оболочки полиэтилен высокой плотности, имеющий температуру плавления 130°C, и в качестве сердцевины - полипропилен, имеющий температуру плавления 160°C, в объемном соотношении 50:50. Смешанное волокно перерабатывают на машине воздушного наслаивания с формованием холста, и холст термообрабатывают при 138°C в течение 0,3 мин в воздухопропускающей системе с получением в результате временного скрепления с формованием нетканой ткани. Нетканую ткань затем обрабатывают струями жидкости высокого давление вышеописанным образом с получением волокнистой формы изобретения. Физические свойства волокна и волокнистой формы показаны в таблице 1.
Пример 3
Полиэтилентерефталат, имеющий температуру плавления 260°C, в качестве сложнополиэфирного компонента и полипропилен, имеющий температуру плавления 160°C, в качестве полиолефинового компонента прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна. Смолу, выходящую из прядильной фильеры, охлаждают охлаждающим воздухом с температурой 25°C при скорости намотки 1,7 м/с с получением агрегата из расщепляющихся сопряженных волокон. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение сложный полиэфир/полиолефин 50/50 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента не расположена на наружном краю волокна, в пропорции 80%. MFR полипропилена составляет 36. Алкилфосфаткалиевая соль была адгезирована к волокнам на стадии намотки. Полученную нерастянутую нить растягивают при 90°C в степени 1,8 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм. Общее число выпуклых частей сложнополиэфирного сегмента составляет 8, и r/d составляет 0,94. Выпуклая часть сложнополиэфирного сегмента, которая не расположена на наружном краю, составляет пару с частью сложнополиэфирного сегмента, которая выходит из центра волокна к наружному краю волокна в противоположном направлении, в пропорции 44%.
Полученные короткие волокна подвергают обработке с расщеплением аналогично примерам 1 и 2 с получением волокнистой формы изобретения. Физические свойства волокна и волокнистой формы показаны в таблице 1.
Пример 4
Полиэтилентерефталат, имеющий температуру плавления 260°C, в качестве сложнополиэфирного компонента и полипропилен, имеющий температуру плавления 160°C, в качестве полиолефинового компонента прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна. Смолу, выходящую из прядильной фильеры, охлаждают охлаждающим воздухом с температурой 25°C при скорости намотки 1,7 м/с с получением агрегата из расщепляющихся сопряженных волокон. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение сложный полиэфир/полиолефин 40/60 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента не расположена на наружном краю волокна, в пропорции 95%. MFR полипропилена составляет 30. Алкилфосфаткалиевая соль была адгезирована к волокнам на стадии намотки. Полученную нерастянутую нить растягивают при 90°C в степени 1,8 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм. Общее число выпуклых частей сложнополиэфирного сегмента составляет 8, и r/d составляет 0,91. Выпуклая часть сложнополиэфирного сегмента, которая не расположена на наружном краю, составляет пару с частью сложнополиэфирного сегмента, которая выходит из центра волокна к наружному краю волокна в противоположном направлении, в пропорции 76%.
Полученные короткие волокна подвергают обработке с расщеплением аналогично примерам 1 и 2 с получением волокнистой формы изобретения. Физические свойства волокна и волокнистой формы показаны в таблице 1.
Пример 5
Полиэтилентерефталат, имеющий температуру плавления 260°C, в качестве сложнополиэфирного компонента и полипропилен, имеющий температуру плавления 160°C, в качестве полиолефинового компонента прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна. Смолу, выходящую из прядильной фильеры, охлаждают охлаждающим воздухом с температурой 25°C при скорости намотки 1,7 м/с с получением агрегата из расщепляющихся сопряженных волокон. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение сложный полиэфир/полиолефин 60/40 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента не расположена на наружном краю волокна, в пропорции 60%. Но в отличие от фигуры 2 пара выпуклых частей сложнополиэфирного сегмента является не всегда симметричной относительно центра волокна в поперечном сечении волокна: в паре выпуклых частей сложнополиэфирного сегмента, в которой каждая из выпуклых частей идет от центра к наружному краю волокна в противоположном направлении, по меньшей мере, одна из выпуклых частей часто выходит на наружный край волокна. MFR полипропилена составляет 30. Алкилфосфаткалиевая соль была адгезирована к волокнам на стадии намотки. Полученную нерастянутую нить растягивают при 90°C в степени 1,8 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм. Общее число выпуклых частей сложнополиэфирного сегмента составляет 8, и r/d составляет 0,97.
Полученные короткие волокна подвергают обработке с расщеплением аналогично примерам 1 и 2 с получением волокнистой формы изобретения. Физические свойства волокна и волокнистой формы показаны в таблице 1.
Пример 6
Полиэтилентерефталат, имеющий температуру плавления 260°C, в качестве сложнополиэфирного компонента и полипропилен, имеющий температуру плавления 160°C, в качестве полиолефинового компонента прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение сложный полиэфир/полиолефин 50/50 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть сложнополиэфирного сегмента не расположена на наружном краю волокна, в пропорции 20%. Поведение при затвердевании расплавленной смолы регулируют охлаждением воздухом при скорости, увеличенной на 34% относительно примера 1, в результате чего степень невыхода наружу сложнополиэфирного сегмента снижается до 9%, тогда как конфигурация поперечного сечения соответствует фигуре 2. Имеют место разрывы волокна, которые приписываются низкому натяжению расплава, хотя это является не очень ясным. Т.е. прядомость имеет тенденцию быть сниженной по сравнению с примерами 1-5. Полученную нерастянутую нить растягивают при 90°C в степени 1,8 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм. Количество полученного волокна является меньше, чем в примерах 1-5, благодаря тенденции к сниженной прядомости. Общее число выпуклых частей сложнополиэфирного сегмента составляет 8, и r/d составляет 0,99. Выпуклая часть сложнополиэфирного сегмента, который не расположен на наружном краю волокна, составляет пару с парой сложнополиэфирного сегмента, который идет из центра волокна к наружному краю в противоположном направлении в пропорции 57%.
Полученные короткие волокна подвергают обработке с расщеплением аналогично примерам 1 и 2 с получением волокнистой формы настоящего изобретения. Физические свойства волокна и волокнистой формы показаны в таблице 1.
Благодаря небольшой пропорции (20%) расщепляющихся сопряженных волокон, имеющих конфигурацию поперечного сечения, в которой, по меньшей мере, один из сложнополиэфирных сегментов идет к наружному краю волокна, и, по меньшей мере, один из сложнополиэфирных сегментов идет к точке, лежащей на наружном краю волокна, временная фиксируемость является ниже более или менее, и нетканая ткань, полученная после расщепления, имеет меньшую текстуру по сравнению с текстурами, полученными в примерах 1-5 (т.е. прядомость является «С»).
Сравнительный пример 1
Полипропилен, имеющий температуру плавления 160°C, и полиэтилен высокой плотности, имеющий температуру плавления 130°C, прядут при температуре формования 280°C с помощью прядильной фильеры для расщепляющегося сопряженного волокна и охлаждают охлаждающим воздухом при 25°C при скорости намотки 1,7 м/с с получением агрегата из расщепляющихся сопряженных волокон, которые не содержат сложный полиэфир. Агрегат из расщепляющихся сопряженных волокон имеет объемное соотношение полипропилен/полиэтилен 50/50 и тонину единичной нити 5,4 дтекс. Агрегат из расщепляющихся сопряженных волокон содержит расщепляющееся сопряженное волокно, имеющее конфигурацию поперечного сечения, представленную на фигуре 2, в которой, по меньшей мере, одна выпуклая часть полипропиленового сегмента расположена на наружном краю волокна, и, по меньшей мере, одна выпуклая часть полипропиленового сегмента не расположена на наружном краю волокна, в пропорции 60%. Но в отличие от фигуры 2 пара выпуклых частей полипропиленового сегмента является не всегда симметричной относительно центра волокна в поперечном сечении волокна: в паре выпуклых частей полипропиленового сегмента, в которой каждая из выпуклых частей идет от центра к наружному краю волокна в противоположном направлении, по меньшей мере, одна из выпуклых частей часто выходит на наружный край волокна. Полученную нерастянутую нить растягивают при 90°C в степени 4,3 и к ней адгезируют диспергатор для бумажного производства. Нить затем режут на волокна длиной 5 мм.
Полученные короткие волокна подвергают обработке с расщеплением аналогично примерам 1 и 2 с получением волокнистой формы настоящего изобретения. Общее число выпуклых частей составляет 8, и r/d составляет 0,99.
Физические свойства волокна и волокнистой формы показаны в таблице 1. Прядомость является хорошей, и текстура тканевой формы является хорошей. Однако тканевая форма имеет высокую воздухопроницаемость, обеспечивающую плохую расщепляемость.
пример 1
*) Пропорция расщепляющихся сопряженных волокон, имеющих конфигурацию поперечного сечения, в которой, по меньшей мере, один из сложнополиэфирных сегментов идет к наружному краю волокна, и, по меньшей мере, один из сложнополиэфирных сегментов идет к точке, лежащей на наружном краю волокна в волокнистом агрегате.
**) Цифры в скобках приводятся только для ссылки из-за небольшого количества образцов.
В примерах 1-6, поскольку расщепляющиеся сопряженные волокна изобретения являются прочно термоскрепляющимися с полиолефинсодержащим скрепляющим волокном, их текстура после расщепления является превосходной, так же как и у расщепляющихся сопряженных волокон, содержащих два вида полиолефина, используемых в сравнительном примере 1. Расщепляющиеся сопряженные волокна изобретения (примеры 1-6) имеют лучшую расщепляемость, чем в сравнительном примере 1 в одинаковых условиях расщепления, как обеспечивается более низкой воздухопроницаемостью получаемых волокнистых форм. Другими словами, расщепляющееся сопряженное волокно изобретения легко расщепляется на микроволокна без необходимости жестких условий при традиционном использовании. Поэтому даже в нетканой ткани с низкой основной массой расщепление волокон может проводиться без нарушения текстуры. Это дает значительную экономию времени и стоимости операции расщепления, такой как обработка струями жидкости высокого давления.
Агрегаты из расщепляющихся сопряженных волокон примеров 1-5 являются предпочтительными по сравнению с агрегатом примера 6 благодаря превосходной прядомости.
Настоящая заявка основана на Японской заявке № 2007-137994, поданной 24 мая 2007 г, содержание которой приводится здесь в качестве ссылки.
Применимость в промышленности
Настоящее изобретение предусматривает расщепляющееся сопряженное волокно, содержащее сложный полиэфир и полиолефин, которое является превосходным по термоскрепляемости с полиолефинсодержащим скрепляющим волокном или подобным, расщепляемости и производительности, к агрегату из расщепляющихся сопряженных волокон и волокнистой форме, выполненной из расщепляющихся сопряженных волокон. Расщепляющееся сопряженное волокно, содержащее сложный полиэфир и полиолефин, и агрегат настоящего изобретения имеют высокую термоскрепляемость с полиолефинсодержащим скрепляющим волокном, а также хорошую расщепляемость и являются поэтому легко расщепляющимися волокнами с обеспечением волокнистой формы с высокой сплошностью и хорошей текстурой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВКОЕ КЛЕЯЩЕЕ ПОЛИЭФИРНОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО | 2008 |
|
RU2443806C2 |
| ТЕРМОСКРЕПЛЯЕМОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО С ОТЛИЧНОЙ МЯГКОСТЬЮ И НЕТКАНЫЙ МАТЕРИАЛ, В КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2014 |
|
RU2657046C2 |
| ПЕРФОРИРОВАННЫЙ НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2184182C1 |
| СКРЕПЛЯЕМОЕ ТЕРМОПЛАСТИЧНОЕ ПОЛИМЕРНОЕ ВОЛОКНО И НЕТКАНЫЙ МАТЕРИАЛ, ВЫПОЛНЕННЫЙ ИЗ НЕГО | 1995 |
|
RU2149931C1 |
| ТЕХНИЧЕСКИЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2017 |
|
RU2664277C1 |
| МНОГОКОМПОНЕНТНЫЕ ВОЛОКНА | 2007 |
|
RU2444583C2 |
| ЭЛАСТОМЕРНЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ, КОТОРЫЕ НЕ ТРЕБУЮТ ИСПОЛЬЗОВАНИЯ МЕХАНИЧЕСКОГО АКТИВИРОВАНИЯ | 2008 |
|
RU2453440C2 |
| ВОДНЫЕ ДИСПЕРСИИ, НАНЕСЕННЫЕ НА СТЕКЛОСОДЕРЖАЩИЕ ВОЛОКНА И СТЕКЛОСОДЕРЖАЩИЕ ПОДЛОЖКИ | 2007 |
|
RU2415010C2 |
| БУМАГА, СОДЕРЖАЩАЯ СИНТЕТИЧЕСКИЕ ВОЛОКНА | 2016 |
|
RU2698693C2 |
| ВОЛОКНА, СОДЕРЖАЩИЕ ЧАСТИЦЫ | 1997 |
|
RU2169216C2 |

Изобретение относится к текстильной промышленности и касается расщепляющегося сопряженного волокна, его агрегата и волокнистой формы, выполненной из расщепляющегося сопряженного волокна. Содержит сложный полиэфир, в котором расщепляющееся сопряженное волокно содержит две или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна в конфигурации поперечного сечения. По меньшей мере, одна из двух или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна, находится на наружном краю волокна. По меньшей мере, одна из двух или более частей полиэфирного сегмента, идущего из центра волокна к наружному краю волокна, не находится на наружном краю волокна. Агрегат содержит расщепляющееся сопряженное волокно в пропорции, по меньшей мере, 25% по отношению к общему числу расщепляющихся сопряженных волокон, содержащихся в агрегате. Расщепляющееся сопряженное волокно предпочтительно имеет полость. Изобретение позволяет создать расщепляющееся сопряженное волокно, содержащее сложный полиэфир и полиолефин с отличными характеристиками по расщепляемости и термоскрепляемости с полиолефинсодержащим скрепляющим волокном, а также прядомости с обеспечением волокнистой формы с высокой плотностью и хорошей текстурой. 3 н. и 2 з.п. ф-лы, 2 ил., 1 табл.
1. Расщепляющееся сопряженное волокно, содержащее сложнополиэфирный сегмент и полиолефиновый сегмент, в котором расщепляющееся сопряженное волокно содержит две или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна в конфигурации поперечного сечения перпендикулярно его продольному направлению, где, по меньшей мере, одна из двух или более частей сложнополиэфирного сегмента, идущего из центра волокна к наружному краю волокна, находится на наружном краю волокна, и, по меньшей мере, одна из двух или более частей полиэфирного сегмента, идущего из центра волокна к наружному краю волокна, не находится на наружном краю волокна.
2. Расщепляющееся сопряженное волокно по п.1, которое имеет полость.
3. Расщепляющееся сопряженное волокно по п.1 или 2, которое имеет значение W/R 0,1-0,4,
где W представляет собой длину дуги сложнополиэфирного сегмента, и R представляет собой длину окружности волокна.
4. Агрегат из расщепляющихся сопряженных волокон, содержащих сложный полиэфир и полиолефин, который содержит расщепляющееся сопряженное волокно по любому из пп.1-3 в пропорции, по меньшей мере, 25% по отношению к общему числу расщепляющихся сопряженных волокон, содержащихся в агрегате.
5. Волокнистая форма, содержащая микроволокно, имеющее среднюю тонину единичной нити после расщепления 0,6 дтекс или менее, где волокнистая форма получается расщеплением расщепляющегося сопряженного волокна по любому из пп.1-3 или волокна, содержащегося в агрегате из расщепляющихся сопряженных волокон по п.4.
| МНОГОКОМПОНЕНТНЫЕ ВОЛОКНА И НЕТКАНЫЕ МАТЕРИАЛЫ, РАЗРУШАЮЩИЕСЯ ПОД ДЕЙСТВИЕМ ВОДЫ | 1996 |
|
RU2143018C1 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| ТЕРМОСВЯЗЫВАЕМОЕ ГИДРОФИЛЬНОЕ ДВУХКОМПОНЕНТНОЕ ПОЛИОЛЕФИНОВОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1989 |
|
RU2079585C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| JP 2003293226 A, 15.10.2003. | |||

