Предпосылки к созданию изобретения
Область технического использования
Настоящее изобретение относится к бикомпонентному волокну, содержащему сложный полиэфир и полиолефин, а более конкретно, настоящее изобретение относится к бикомпонентному волокну, обладающему надлежащей термоусадкой и клеящими свойствами в расплавленном состоянии, и к вытянутому промежуточному продукту, из которого можно получать тонкое бикомпонентное волокно с высокой производительностью, и к сверхтонкому бикомпонентному волокну, обладающему высокой прочностью и очень высокой термостабильностью.
Уровень техники
Олефиновые волокна, например: полиэтиленовые и полипропиленовые волокна, широко используют для изготовления гигиенических продуктов, фильтров и т.п., так как они безопасны по отношению к коже <человека>, являются небольшой нагрузкой для окружающей среды, обладают очень высокой химостойкостью и т.п. С другой стороны, волокна из сложного полиэфира, например из полиэтилентерефталата, и т.п. широко используют в одежде, технических материалах и т.п., так как они обладают высокой теплостойкостью, свойствами сохранения <приданных> складок и т.п. Кроме того, повысилась потребность в изготовлении значительно более тонкой одиночной нити для повышения мягкости текстуры, мягкости ткани, драпируемости и т.п.
Обычно способ, например такой, как формование сверхтонкой, невытянутой нити, вытягиваемой с высокой кратностью вытяжки, и подобные способы приспосабливали для уменьшения линейной плотности. Однако попытки формования сверхтонкой, невытянутой нити может приводить к снижению производительности, связанной с уменьшением выпускаемого количества <продукции> или со снижением как пригодности к переработке, так и производительности, связанных с увеличением количества обрывов волокон, вызванных высокой скоростью формования, приспособленной к изготовлению упомянутого волокна. Попытки осуществления вытягивания с высокой кратностью вытяжки могут приводить к обрыву волокон, если кратность вытяжки слишком велика, и линейная плотность вытянутой нити, получаемой таким способом, является самоограничивающейся.
Относительно сверхтонкой нити высказывались предположения о том, что вытягивание невытянутой нити из сложного полиэфира с большой кратностью вытяжки возможно путем вытяжки при температуре выше его температуры стеклования, и что сверхтонкое волокно из сложного полиэфира можно получать таким способом (см. патентную ссылку 1). Этот способ требует создания состояния вытяжки-течения, включающего осуществление первой стадии вытяжки при высокой температуре и формование тонких волокон, в то же время ограничивая развитие структуры волокна, а затем - формование даже более тонких волокон, в то же время обеспечивая возможность развития структуры волокна во второй стадии вытяжки. Этот способ, однако, обладает недостатками, заключающимися в том, что при попытках ограничения возможности развития структуры волокна, достаточного для того, чтобы его можно было вытягивать во второй стадии, возникает потребность в повышении температуры вытяжки в первой стадии и осуществлении вытяжки при малом натяжении. Это может вызывать нестабильность процесса, так как нить может падать под действием собственного веса из-за малого натяжения, и может происходить обрывность волокна из-за вытяжки, так как натяжение колеблется в значительной степени в ответ на колебания температуры вытяжки. Соответственно, стабильное действие и равномерные свойства волокна не могут быть получены таким образом. Кроме того, установлено, что при применении такого способа к полиолефиновым волокнам невытянутая нить, содержащая олефиновый материал, кристаллизировалась или имела тенденцию к кристаллизации во время процесса вытяжки, и так как молекулярные цепи были изогнуты до экстремальных значений, то состояние вытяжки-течения невозможно было достигнуть таким способом. Таким образом, это вызывало затруднения в применении указанного выше способа вытяжки в промышленных масштабах для получения волокон, содержащих олефиновый полимерный материал, и исследования в этом направлении не получили дальнейшего развития.
Другое предложение включало создание равномерного состояния вытяжки-течения с высокой скоростью основных волокон из сложного полиэфира и найлоновых волокон путем быстрого нагрева посредством облучения инфракрасным излучением (см. патентную ссылку 2). Однако при использовании этого способа возникли проблемы, так как облучаемая область ограничена при нагреве лучом инфракрасного света, и в результате этого производительность при таком способе оказывается низкой, так как невозможно нагревать множество нитей одновременно.
Патентная ссылка 1 - Выложенная заявка на патент Японии № H11-21737
Патентная ссылка 2 - Выложенная заявка на патент Японии № 2002-115117
Описание изобретения
Таким образом, были проведены исследования волокон на основе сложного полиэфира, которые включали попытку получения сверхтонких волокон при высокой производительности посредством осуществления вытяжки-течения, но при этом не достигали стабильной пригодности к переработке, достаточной производительности, а также удовлетворительных результатов.
Целью настоящего изобретения является создание простого и стабильного процесса вытяжки-течения невытянутой нити на основе сложного полиэфира и получение таким образом термоусадочного бикомпонентного волокна с высокой производительностью; получение вытянутого промежуточного продукта, пригодного к повторной вытяжке на последующем этапе процесса переработки; получение сверхтонкого плавкого клеящего бикомпонентного волокна посредством повторной вытяжки этого вытянутого промежуточного продукта.
В результате проведенных скрупулезных исследований для решения указанных выше проблем авторы установили, что посредством создания невытянутой нити, в которой олефиновый полимер сопряжен с полимером на основе сложного полиэфира, неожиданно оказалось возможным стабилизирование процесса вытяжки-течения, и таким образом оказалось возможным получение термоусадочного бикомпонентного волокна, вытянутого промежуточного продукта из него, и получение сверхтонкого плавкого клеящего бикомпонентного волокна, изготовленного посредством повторной вытяжки этого вытянутого промежуточного продукта, при высокой производительности и очень высокой пригодности к переработке. В частности, на завершающей стадии создания настоящего изобретения авторы установили, что олефиновый полимер, составляющий часть бикомпонентного волокна, принимает форму составляющего компонента бикомпонентного волокна вместе с полимером на основе сложного полиэфира, и неожиданно проявляется способность к высоким уровням вытяжки и ориентации, достижение которых невозможно при получении волокон с использованием одного олефинового полимера. Кроме того, развитие структуры волокна происходит в соответствии с этим, и это развитие структуры волокна осуществляется как улучшенное исполнение самого бикомпонентного волокна, получающееся благодаря синергетическому эффекту, более существенному, чем просто эффект соединения полимера на основе сложного полиэфира и олефинового полимера.
Настоящее изобретение обладает отличительными особенностями, перечисленными ниже.
(1) Плавкое клеящее бикомпонентное волокно, полученное посредством вытяжки невытянутой нити, содержащей сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента в качестве второго компонента, отличающееся тем, что двойное лучепреломление в первом компоненте бикомпонентного волокна из сложного полиэфира составляет не более 0,150, а отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет не более 3,0.
(2) Плавкое клеящее бикомпонентное волокно по п. 1, указанному выше, представляет собой вид сопряжения, в котором вторым компонентом полностью покрыта поверхность волокна.
(3) Плавкое клеящее бикомпонентное волокно по п. 1 или 2, указанным выше, отличающееся тем, что среднеквадратическое отклонение диаметра волокна составляет не более 4,0.
(4) Плавкое клеящее бикомпонентное волокно по любому одному из пп. 1-3, указанных выше, отличающееся тем, что прочность одиночной нити (одиночного волокна) составляет не более 2,0 сН/дтекс, а относительное удлинение составляет не менее 100%.
(5) Плавкое клеящее бикомпонентное волокно по любому одному из пп. 1-4, указанных выше, отличающееся тем, что средний показатель преломления в сложном полиэфире, являющемся первым компонентом, составляет не более 1,600.
(6) Плавкое клеящее бикомпонентное волокно по любому одному из пп. 1-5, указанных выше, отличающееся тем, что олефиновый полимер, являющийся вторым компонентом, представляет собой полиэтилен высокой плотности.
(7) Плавкое клеящее бикомпонентное волокно по любому одному из пп. 1-6, указанных выше, отличающееся тем, что термоусадка в сухом состоянии, результат тепловой переработки при температуре 145°C в течение 5 минут, составляет не менее 15%.
(8) Плавкое клеящее бикомпонентное волокно, содержащее сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента в качестве второго компонента, отличающееся тем, что степень ориентация оси С кристаллизующегося элемента второго компонента плавкого клеящего бикомпонентного волокна составляет не менее 90%, а прочность одной нити (волокна) из него составляет не менее 1,7 сН/дтекс.
В качестве конкретного примера сложного полиэфира можно указать полимер, содержащий полиэтилентерефталат в качестве основного его компонента.
В качестве примера способа получения плавкого клеящего бикомпонентного волокна можно указать способ, включающий повторную вытяжку любого одного из бикомпонентных волокон по пп. 1-7, указанным выше.
(9) Плавкое клеящее бикомпонентное волокно по п. 8, указанному выше, полученное посредством повторной вытяжки бикомпонентного волокна по любому одному из пп. 1-7, указанных выше.
(10) Плавкое клеящее бикомпонентное волокно по п. 8 или 9, указанным выше, отличающееся тем, что линейная плотность составляет не более 4,0 дтекс.
(11) Плавкое клеящее бикомпонентное волокно по пп. 8-10, указанным выше, отличающееся тем, что среднеквадратическое отклонение диаметра волокна составляет не более 4,0.
(12) Кроме того, настоящее изобретение предназначено для получения полотнообразной структуры, формируемой путем переработки плавкого клеящего бикомпонентного волокна по любому одному из пп. 1-11, указанных выше.
Раньше при попытках осуществления в промышленных условиях вытяжки-течения невытянутой нити, содержавшей только сложные полиэфиры, возникали проблемы, связанные со стабильностью этапов переработки и стабильностью качества волокна, полученного таким образом, и даже при попытках вытяжки невытянутой нити, содержавшей олефиновый полимер, посредством вытяжки-течения при высокой кратности вытяжки, процесс вытяжки-течения невозможно было осуществить.
Согласно настоящему изобретению можно легко и стабильно осуществлять процесс вытяжки-течения, используя существующее серийное оборудование, посредством создания невытянутой нити, в которой олефиновый полимер сопряжен с полимером на основе сложного полиэфира, и таким образом можно получать термоусадочное бикомпонентное волокно, вытянутый промежуточный продукт из него, и сверхтонкое плавкое клеящее бикомпонентное волокно, изготовленное посредством повторной вытяжки этого вытянутого промежуточного продукта, при высокой производительности и очень высокой пригодности к переработке.
В частности, сверхтонкое плавкое клеящее бикомпонентное волокно, полученное посредством повторной вытяжки, можно вытягивать с ранее невиданно высокой кратностью вытяжки и заметно улучшить структуру волокна из олефинового полимера, составляющего часть бикомпонентного волокна. При надлежащем использовании этих свойств можно соответствующим образом применять термоусадочное волокно и сверхтонкое плавкое клеящее бикомпонентное волокно, полученное таким способом, в гигиенических продуктах, например пеленках, гигиенических салфетках и т.п., и в технических материалах, например фильтровальных материалах и т.п.
Наилучший способ осуществления изобретения
Наилучший способ осуществления изобретения описан более подробно ниже.
Первое плавкое клеящее бикомпонентное волокно согласно настоящему изобретению является бикомпонентным волокном, полученным посредством вытяжки невытянутой нити, содержащей сложный полиэфир в качестве первого компонента и олефиновый полимер, обладающий температурой плавления ниже температуры плавления первого компонента, в качестве второго компонента, отличающееся тем, что двойное лучепреломление в его первом компоненте из сложного полиэфира составляет ≤0,150; отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет ≤3,0.
Состав сложного полиэфира, используемого в качестве первого компонента, не особенно ограничен согласно настоящему изобретению, и его примеры включают: полиалкилентерефталат, например полиэтилентерефталат и политриметилентерефталат, полибутилентерефталат и т.п.; биоразлагаемый сложный полиэфир, например полилактат и т.п.; и сополимер указанных выше и других компонентов, образующих сложный эфир, и т.п. Примеры других компонентов, образующих сложный эфир, включают: гликоль, например диэтиленгликоль, полиметиленгликоль и т.п.; и ароматическую дикарбоновую кислоту, например изофталевую кислоту, гексагидротерфталевую кислоту и т.п. При использовании сополимера, содержащего другой компонент, образующий сложный эфир, его состав не особенно ограничен согласно настоящему изобретению, но предпочтительно, чтобы кристалличность не снижалась в значительной степени, и, с этой точки зрения, желательно, чтобы компонент сополимера предпочтительно составлял ≤10 мас.%, а более предпочтительно - ≤5 мас.%. Эти сложные полиэфиры можно без проблем использовать отдельно или в сочетаниях из 2 или большего числа типов. При рассмотрении стоимости сырьевых материалов, термостабильности полученного волокна и т.п., сложный полиэфир, содержащий полиэтилентерефталат в качестве его основного компонента, является предпочтительным, а более предпочтительным является немодифицированный полимер, состоящий из одного полиэтилентерефталата, который наиболее пригоден.
Состав олефинового полимера, используемого в качестве второго компонента, не особенно ограничен согласно настоящему изобретению, но он должен обладать температурой плавления ниже температуры плавления первого компонента. Примеры включают: полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен высокой плотности и продукты из этих этиленовых полимеров, модифицированные малеиновым ангидридом; и сополимер этилена и пропилена, сополимер этилена, бутена и пропилена, полипропиленовые продукты из этих пропиленовых полимеров, модифицированные малеиновым ангидридом; поли-4-метилпентен-1 и т.п.
Эти олефиновые полимеры можно без проблем использовать отдельно или в сочетаниях из 2 или большего числа типов. Среди них олефиновый полимер, содержащий ≥90 мас.% полиэтилена высокой плотности, является предпочтительным с точки зрения управления явлением, в котором олефиновые полимеры, расположенные на поверхности волокна, расплавляются и не отверждаются полностью в процессе охлаждения во время формования.
Кроме того, скорость течения расплава (температура при испытаниях - 230°C, нагрузка при испытаниях - 21,18 Н) олефинового полимера не особенно ограничена согласно настоящему изобретению, но предпочтительно, чтобы она составляла ≥8 г/10 мин, более предпочтительно - ≥20 г/10 мин, а еще более предпочтительно - ≥40 г/10 мин. При сопряжении различных компонентов и формовании оба компонента влияют друг на друга, и структура невытянутой нити изменяется, но при сопряжении сложного полиэфира и олефинового полимера имеет место тенденция, заключающаяся в том, что чем больше скорость течения расплава олефинового полимера, тем меньше двойное лучепреломление в сложном полиэфире. Если скорость течения расплава олефинового полимера составляет ≥20 г/10 мин, то можно легко получать невытянутую нить, в которой двойное лучепреломление в первом компоненте является небольшим, а если скорость течения расплава составляет ≥40 г/10 мин, то можно получать невытянутую нить, в которой двойное лучепреломление в <первом компоненте> даже еще меньше. Если может быть получена невытянутая нить с малым двойным лучепреломлением в первом компоненте, то это предпочтительно, так как состояние вытяжки-течения может быть легко осуществлено в процессе вытяжки-течения.
Под словами «процесс вытяжки-течения» и «состояние вытяжки-течения» здесь понимают протекание процесса вытяжки, при котором обеспечивают малую интенсивность деформации из-за вытяжки при достаточно высокой температуре, при которой полимерные цепи могут в существенной степени течь и при которой происходит рыхление перепутанной цепной структуры полимера. Посредством осуществления вытяжки при одновременном рыхлении перепутанной цепной структуры полимера натяжение полимерных цепей в местах их перепутывания подавляется и можно осуществлять вытяжку без сильной ориентации полимерных цепей. Это явление противоположно широко известному процессу вытяжки с образованием шейки, сопровождающейся направленной кристаллизацией и развитием структуры волокна.
Важно создать бикомпонентную структуру, содержащую первый компонент из сложного полиэфира и второй компонент из олефинового полимера, для получения эффекта согласно настоящему изобретению, при котором процесс вытяжки-течения невытянутой нити из сложного полиэфира осуществляют легко и стабильно.
Как описано в патентной ссылке 1 и патентной ссылке 2, приведенных выше, невытянутая нить из сложного полиэфира достигает состояния вытяжки-течения, если вытяжку осуществляют при температуре, несколько более высокой, чем его температура стеклования, и в условиях, когда интенсивность деформации является небольшой. Вытяжку при этом можно выполнять с большой кратностью, в то же время ограничивая развитие структуры волокна. Однако при осуществлении этого способа возникали значительные проблемы, так как при осуществлении вытяжки-течения невытянутой нити, содержавшей одни сложные полиэфиры, натяжение при вытяжке, действовавшее на линии нитей (волокон), было очень маленьким, так как текучесть полимера достигала высокого уровня при температуре вытяжки, равной или большей температуры стеклования, и возникали проблемы, заключавшиеся в том, что, например, вытягиваемые нити падали под действием их собственного веса; происходили обрывы волокон из-за контакта с вытяжным оборудованием, таким образом приводившие к неравномерной вытяжке и т.п. Возникали также и другие проблемы, например, имели место большие изменения в натяжении при вытяжке, происходившие из-за небольших колебаний температуры при вытяжке, и имели место обрывы волокон, неравномерность линейной плотности и т.п. В результате этого невозможно было достигнуть удовлетворительной работоспособности, производительности и стабильного качества.
Однако бикомпонентная невытянутая нить содержит сопряженные в ней сложный полиэфир, используемый в качестве первого компонента, который мог достигать состояния вытяжки-течения, и олефиновый полимер, который был ранее исключен из промышленного применения, включавшего данный способ, потому что при его использовании невозможно было достижение состояния вытяжки-течения, так как второй компонент не был обременен проблемами, связанными, например, с обрывом волокон из-за контакта с вытяжным оборудованием, с неравномерностью вытяжки и т.п. Это происходило из-за того, что первый компонент вытягивали с высокой кратностью вытяжки для изготовления тонкого волокна, в то же время ограничивая развитие структуры волокна посредством вытяжки при условиях вытяжки, при которых первый компонент достигает состояния вытяжки-течения, а олефиновый полимер не расплавляется. Кроме того, так как второй компонент из олефинового полимера не принимает участия в процессе вытяжки-течения, то большое вытяжное натяжение действует на него, и в результате этого достаточно пригодное вытяжное натяжение может быть приложено таким образом, чтобы вытянутое бикомпонентное волокно в целом не падало под действием собственного веса. Кроме того, высокая производительность и стабильность качества могут быть достигнуты при таком способе, так как становится возможным значительное уменьшение обрывности волокна из-за вытяжки и неравномерности линейной плотности, возможно, благодаря тому, что олефиновый полимер поглощает изменения в натяжении, возникающие из-за колебаний температуры при вытяжке.
Линейная плотность плавкого клеящего бикомпонентного волокна, полученного после того, как невытянутую нить, содержащую первый компонент из сложного полиэфира и второй компонент из олефинового полимера, обладающего температурой плавления ниже температуры плавления первого компонента, подвергли процессу вытяжки-течения, не особенно ограничена согласно настоящему изобретению, но предпочтительно, чтобы его (волокна) линейная плотность составляла от 1,0 дтекс до 20,0 дтекс, а более предпочтительно - от 2,0 дтекс до 10,0 дтекс.
Так как структура волокна не очень развита в плавком клеящем бикомпонентном волокне, которое подвергли процессу вытяжки-течения, прочность одной нити (одного волокна) является небольшой (далее под термином «прочность волокна» понимают прочность одной нити (одного волокна)). Хотя возможно, что обрывность волокна и перепутанность могут иметь место при направлении продукта на последующие этапы процесса переработки, например на этапы сушки, штапелирования и т.п., прочность на разрыв одного волокна достаточна, если линейная плотность составляет ≥1,0 дтекс, и обрывность волокна и перепутывание волокон не происходит. Если значение линейной плотности плавкого клеящего бикомпонентного волокна, которое было подвержено процессу вытяжки-течения, слишком большое, то имеет место тенденция к тому, чтобы распределение температуры по поперечному сечению волокна было выше во время процесса вытяжки-течения, имеет место структурная неравномерность и концентрация напряжений внутри волокон, и прочность волокна может быть заметно снижена. Однако если линейная плотность составляет ≤20 дтекс, то проблемы, связанные со структурной неравномерностью и концентрацией напряжений внутри волокон, исчезают, и может быть получено волокно удовлетворительной прочности. Прочность волокна в диапазоне от 2,0 дтекс до 10,0 дтекс является оптимальной, так как прочность на разрыв одного волокна достигает пригодного уровня, и не возникают осложнения на последующих этапах процесса переработки.
Среднеквадратическое отклонение плавкого клеящего бикомпонентного волокна, которое было подвержено упомянутому выше процессу вытяжки-течения, не особенно ограничено согласно настоящему изобретению, но предпочтительно, чтобы среднеквадратическое отклонение диаметра волокна составляло ≤4,0, а более предпочтительно - ≤3,0. Как отмечено выше, при попытках осуществления вытяжки-течения на невытянутой нити, содержавшей одни сложные полиэфиры, имели место проблемы, так как процесс становится нестабильным и повышается неравномерность линейной плотности. Эти проблемы вызывают снижение производительности и качества, но плавкое клеящее бикомпонентное волокно согласно настоящему изобретению включает компонент, содержащий олефиновый полимер, сопряженный внутри него, и результатом является необычная стабилизация процесса вытяжки и ограничение неравномерности линейной плотности. Среднеквадратическое отклонение диаметра волокна, составляющее ≤4,0, является предпочтительным, так как процесс вытяжки-течения осуществляют стабильно, и качество становится равномерным, а среднеквадратическое отклонение, составляющее ≤3,0, является более предпочтительным, так как при этом получают даже более высокие уровни стабильности и равномерности качества.
В первое плавкое клеящее бикомпонентное волокно (в первый компонент из сложного полиэфира и во второй компонент из олефинового полимера) согласно настоящему изобретению могут быть соответствующим образом добавлены, согласно требованиям, добавки для обеспечения различных типов технических характеристик, например: антиоксиданты и светостабилизаторы, поглотители ультрафиолетового излучения, нейтрализаторы, зародышеобразовательные вещества, противобактериальные вещества, дезодоранты, огнезащитные составы, антистатические вещества, пигменты, пластификаторы и т.п.; в таком диапазоне, при котором они не оказывают пагубного влияния на эффективность настоящего изобретения.
Вид сопряжения первого компонента и второго компонента не особенно ограничен в первом плавком клеящем бикомпонентном волокне согласно настоящему изобретению, но вид сопряжения, в котором вторым компонентом полностью покрыта поверхность волокна, является предпочтительным, и среди таких видов, концентричная или эксцентричная структура «оболочка-стержень» является предпочтительной.
Процесс вытяжки-течения можно легко и стабильно осуществлять посредством использования невытянутой нити, содержащей первый компонент из сложного полиэфира и второй компонент из олефинового полимера, сопряженный в нем, но когда вид сопряжения является таким, при котором вторым компонентом полностью покрыта поверхность волокна, проблема прилипания компонента из сложного полиэфира, которое происходит, когда вытяжку осуществляют при температуре стеклования или при температуре, превышающей температуру стеклования компонента из сложного полиэфира, может быть решена, и, следовательно, такой вид является более предпочтительным.
Кроме того, любой вид формы поперечного сечения волокна можно использовать, например круговую форму, например круглую или эллиптическую форму; угловую форму, например треугольную или квадратную; атипичную форму, например ключеобразную или восьмиугольную форму; полую форму и т.п.
Отношение объемных долей в структуре волокна при сопряжении первого компонента и второго компонента не особенно ограничено согласно настоящему изобретению, но отношение объемной доли второго компонента к объемной доле первого компонента, составляющее от 70/30 объемн.% до 10/90 объемн.%, является предпочтительным, а составляющее от 60/40 объемн.% до 30/70 объемн.%, является более предпочтительным. Объемная доля второго компонента, составляющая ≥10 объемн.%, является предпочтительной для осуществления пригодного вытяжного натяжения во время процесса вытяжки-течения благодаря присутствию второго компонента из олефинового полимера, и процесс вытяжки-течения может быть стабилизирован без проблемы, заключающейся в падении вытягиваемого волокна под действием его собственного веса. Кроме того, объемная доля второго компонента оказывает влияние на протекание процесса образования линейной плотности при формовании невытянутой нити в ходе формования из расплава, и если объемная доля второго компонента высока, то кривая линейной плотности имеет тенденцию к сдвигу в направлении, в котором двойное лучепреломление в первом компоненте из сложного полиэфира становится больше.
Таким образом, предпочтительно, чтобы объемная доля второго компонента была малой, а объемная доля, составляющая ≤70 объемн.%, является предпочтительной, так как двойное лучепреломление в первом компоненте из сложного полиэфира в невытянутой нити является достаточно малым, и состояние вытяжки-течения может быть легко осуществлено в процессе вытяжки-течения. Случай, в котором отношение объемной доли второго компонента к объемной доле первого компонента составляет от 60/40 объемн.% до 40/60 объемн.%, является даже более предпочтительным благодаря очень хорошему соотношению между стабильностью процесса вытяжки-течения и легкостью его осуществления.
Невытянутая нить, содержащая сложный полиэфир в качестве первого компонент и олефиновый полимер, обладающий температурой плавления ниже температуры плавления первого компонента, в качестве второго компонента, составляющая сырьевой материал первого плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, может быть получена путем использования обычного способа формования из расплава. Температурные условия во время формования из расплава не особенно ограничены согласно настоящему изобретению, но предпочтительно, чтобы температура формования составляла ≥250°C, более предпочтительно - ≥280°C, и даже более предпочтительно - ≥300°C. Температура формования, составляющая ≥250°C, является предпочтительной, так как количество случаев обрыва нитей во время формования уменьшается, и может быть получена невытянутая нить, которая может быть легко введена в состояние вытяжки-течения во время процесса вытяжки-течения. Эти эффекты более четко выражены при температуре формования, составляющей ≥280°C, и даже еще более четко выражены при температуре формования, составляющей ≥300°C.
Скорость формования не особенно ограничена согласно настоящему изобретению, но предпочтительно составляет от 300 м/мин до 1500 м/мин, а более предпочтительно - от 600 м/мин до 1000 м/мин. Скорость формования, составляющая ≥300 м/мин, является предпочтительной, так как при этом можно увеличить объемный расход вещества через одно отверстие и обеспечить удовлетворительную производительность при попытке получения невытянутой нити с желаемой при формовании линейной плотностью. Скорость формования, составляющая ≤1500 м/мин, является предпочтительной, так как двойное лучепреломление в первом компоненте в невытянутой нити в достаточной степени уменьшено, и состояние вытяжки-течения может быть легко достигнуто во время процесса вытяжки-течения. Если скорость формования находится в диапазоне от 600 м/мин до 1000 м/мин, то соотношение между производительностью и легкостью достижения состояния вытяжки-течения очень хорошее, и такой диапазон этой скорости даже более предпочтителен.
Способ-прототип можно использовать как способ охлаждения в процессе приема волокнообразующего полимера, выпускаемого из фильер, но для получения невытянутой нити, в которой ориентация молекул первого компонента из сложного полиэфира ограничена, т.е. двойное лучепреломление в первом компоненте удерживается на низком уровне, предпочтительно использовать как можно более щадящие условия.
В невытянутой нити, полученной таким образом, двойное лучепреломление в первом компоненте предпочтительно составляет ≤0,020, а еще более предпочтительно - ≤0,015. Двойное лучепреломление в первом компоненте, составляющее ≤0,020, является предпочтительным, так как первый компонент обладает ориентацией молекул на таком низком уровне, что направленная кристаллизация во время формования не происходит, и кристаллические компоненты, которые препятствуют достижению состояния вытяжки-течения во время процесса вытяжки-течения, не присутствуют. Двойное лучепреломление в первом компоненте, составляющее ≤0,015, является даже более предпочтительным, так как невытянутая нить, в которой ориентация молекул даже еще больше ограничена, может быть получена, и достижение состояния вытяжки-течения во время процесса вытяжки-течения, таким образом, улучшают.
Посредством вытяжки невытянутой нити, полученной таким образом, при условиях вытяжки, указанных здесь, состояние вытяжки-течения может быть достигнуто и может быть получено плавкое клеящее бикомпонентное волокно, отличающееся тем, что двойное лучепреломление в первом компоненте из сложного полиэфира составляет ≤0,150, и может быть получено отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте), составляющее ≤3,0.
Как описано выше, под процессом вытяжки-течения понимают вытяжку, выполняемую одновременно с рыхлением перепутанной структуры молекулярных цепей для увеличения молекулярной подвижности полимерных цепей, составляющих невытянутую нить, и эта вытяжка является таким видом вытяжки, которая не сопровождается заметным развитием структуры волокна, так как натяжение молекулярных цепей в точках перепутывания подавлено. Другими словами, температура при вытяжке является важным параметром для увеличения подвижности полимерных цепей, и интенсивность деформации (т.е. кратность вытяжки и скорость вытяжки) во время вытяжки является важным параметром для вытяжки, которую производят одновременно с рыхлением перепутанной структуры полимерных цепей. Таким образом, необходимо правильно выбирать и создавать эти условия.
Предпочтительной температурой при вытяжке является температура, которая выше на 30-70°C температуры стеклования первого компонента из сложного полиэфира и ниже температуры плавления второго компонента из олефинового полимера. Более предпочтительно, чтобы температура при вытяжке была на 40-60°C выше температуры стеклования первого компонента из сложного полиэфира и ниже температуры плавления второго компонента из олефинового полимера.
Здесь под температурой при вытяжке понимают температуру волокна в начальной стадии вытяжки. Температура при вытяжке, «превышающая температуру стеклования первого компонента из сложного полиэфира на +30°C» или больше, обеспечивает возможность осуществления состояния вытяжки-течения, но предпочтительной является более высокая температура, так как эффект от этого может быть достигнут даже при вытяжке с высокой интенсивностью деформации, т.е. при большой кратности вытяжки. Однако если температура при вытяжке слишком высока, то в первом компоненте происходит холодная кристаллизация до вытягивания невытянутой нити, и это мешает достижению состояния вытяжки-течения. С этой точки зрения, температура при вытяжке, «превышающая температуру стеклования первого компонента из сложного полиэфира на +70°C» или меньше, является предпочтительной. Кроме того, необходимо установить температуру при вытяжке, которая была бы ниже температуры плавления второго компонента из олефинового полимера, и следить за нестабильностью процесса вытяжки-течения, возникающей из-за плавления и слипания волокон. Например, предпочтительная температура при вытяжке должна быть в диапазоне от 100°C до 130°C при вытяжке невытянутой нити, содержащей первый компонент из полиэтилентерефталата с температурой стеклования 70°C и второй компонент из полиэтилена высокой плотности с температурой плавления 130°C.
Малая интенсивность деформации является предпочтительной при вытяжке, но на нее пагубно влияют скорость вытяжки и кратность вытяжки. Вытяжку-течение можно осуществлять за один этап или за множество этапов, включающее два или большее число этапов. Кроме того, никаких проблем не возникает, если традиционную вытяжку с образованием шейки осуществляют после осуществления вытяжки-течения за один или большее число этапов. Здесь под вытяжкой с образованием шейки понимают способ вытяжки, сопровождающийся направленной кристаллизацией и развитием структуры волокна благодаря вытяжке. Скорость вытяжки в процессе вытяжки-течения зависит от кратности вытяжки, но предпочтительно она составляет от 5 м/мин до 100 м/мин, а более предпочтительно - от 10 м/мин до 80 м/мин. Здесь под скоростью вытяжки в процессе вытяжки-течения понимают скорость, которую достигают в процессе вытяжки-течения, когда при осуществлении вытяжки-течения используют дифференциал, содержащий две или большее число пар валов, например, под скоростью вытяжки понимают скорость последнего вала в процессе вытяжки-течения. Если скорость вытяжки составляет ≤100 м/мин, то интенсивность деформации является достаточно малой, и состояние вытяжки-течения может быть легко достигнуто. Скорость вытяжки, составляющая ≥5 м/мин, является предпочтительной, так как состояние вытяжки-течения может быть осуществлено с удовлетворительной производительностью. Скорость вытяжки, составляющая от 10 м/мин до 80 м/мин, является даже более предпочтительной благодаря очень хорошему соотношению между легкостью осуществления состояния вытяжки-течения и производительностью.
Кратность вытяжки в процессе вытяжки-течения зависит от скорости вытяжки, но кратность, составляющая от 1,2 до 8,0, является предпочтительной; кратность, составляющая от 1,4 до 5,0, является более предпочтительной; а кратность, составляющая от 1,6 до 3,0, является даже более предпочтительной. Здесь под кратностью вытяжки в процессе вытяжки-течения понимают общую кратность вытяжки в процессе вытяжки-течения, и если вытяжку-течение осуществляют сначала с кратностью 1,4, затем - с кратностью 1,5, а затем производят вытяжку с кратностью 3,0 с образованием шейки, то кратность вытяжки в процессе вытяжки-течения составляет 2,1. Кратность вытяжки ≤8,0 является предпочтительной, так как может быть осуществлено состояние вытяжки-течения. Кратность вытяжки ≥1,2 является предпочтительной, так как может быть осуществлено состояние вытяжки-течения при удовлетворительной производительности. Если кратность вытяжки составляет от 1,4 до 5,0, то соотношение между легкостью осуществления состояния вытяжки-течения и производительностью получается очень хорошим, а диапазон кратности, составляющий от 1,6 до 3,0, является даже более подходящим.
Способ вытяжки не особенно ограничен согласно настоящему изобретению, при получении первого плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, и могут быть использованы традиционные способы вытяжки, например: вытяжка горячими валами, вытяжка горячей водой, вытяжка с использованием пара под давлением, зональная вытяжка и т.п. Для легкого и стабильного осуществления состояния вытяжки-течения важно повышение температуры таким образом, чтобы молекулярная подвижность полимерных цепей при их вытяжке была достаточно высокой, и, с этой точки зрения, вытяжка горячими валами, при которой осуществляют предварительный нагрев и повышение температуры до выполнения начальной стадии вытяжки, является предпочтительной в сравнении со способами, в которых нагрев производят на начальной позиции вытяжки.
Равномерность температуры волокон на начальной позиции вытяжки не особенно ограничена согласно настоящему изобретению, но желательно, чтобы была обеспечена равномерность среди волокон в комплексе из множества волокон и в одиночных волокнах в продольном направлении. Для обеспечения равномерности среди волокон разница температур, составляющая ≤5°C, является предпочтительной, так как состояние вытяжки-течения при этом стабилизировано, а разница температур, составляющая ≤3°C, является более предпочтительной. Таким образом, для увеличения равномерности среди волокон предпочтительным является уменьшение количества волокон и раздвигание их в стороны таким образом, чтобы они не сходились во время вытяжки, но без значительного снижения производительности. Что касается продольной ориентированности одиночных волокон, то разница температур, составляющая ≤5°C, является предпочтительной, а разница температур, составляющая ≤3°C, является более предпочтительной. Таким образом, для повышения равномерности в продольном направлении одиночных волокон предпочтительно регулировать колебания температуры горячих валов и, с этой точки зрения, желательно использовать для этого индукционный нагрев.
В первом плавком клеящем бикомпонентном волокне согласно настоящему изобретению, полученном посредством осуществления процесса вытяжки-течения, двойное лучепреломление в первом компоненте из сложного полиэфира составляет ≤0,150, а более предпочтительно - ≤0,100. Здесь термин «малое двойное лучепреломление» указывает на низкий уровень ориентации молекул. В процессе вытяжки-течения вытяжку осуществляют при рыхлении перепутанной структуры полимерных цепей таким образом, чтобы она не сопровождалась четко выраженной ориентацией молекул из-за вытяжки. В результате этого, если двойное лучепреломление в первом компоненте вытянутого бикомпонентного волокна составляет ≤0,150, то это означает, что волокно получено посредством осуществления процесса вытяжки-течения вместо вытяжки с образованием шейки, которая сопровождается четко выраженной ориентацией молекул, а двойное лучепреломление, составляющее ≤0,100, является даже более предпочтительным, так как это означает, что рыхление полимерных цепей было эффективно осуществлено в процессе вытяжки-течения.
В первом плавком клеящем бикомпонентном волокне согласно настоящему изобретению, полученном посредством осуществления процесса вытяжки-течения, отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет ≤3,0, а более предпочтительно - ≤2,5.
При вытяжке-течении невытянутой нити, в которой первым компонентом является сложный полиэфир, а вторым компонентом является олефиновый полимер, первый компонент вытягивают при одновременном рыхлении полимерных цепей, таким образом, что увеличение двойного лучепреломления в нем ограничено в сравнении с вытяжкой с образованием шейки, и структура волокна внутри него развивается очень слабо. В противоположность этому, второй компонент из олефинового полимера не достигает состояния вытяжки-течения, и двойное лучепреломление в нем увеличивается по существу в такой же мере, как и при вытяжке с образованием шейки, и в нем развивается структура волокна. Другими словами, тот факт, что отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет ≤3,0, означает, что бикомпонентное волокно было получено посредством осуществления процесса вытяжки-течения, и отношение двойных лучепреломлений, составляющее ≤2,5, является предпочтительным, так как это означает, что бикомпонентное волокно было подвержено даже более эффективному процессу вытяжки-течения.
Прочность плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, полученного посредством осуществления процесса вытяжки-течения, не особенно ограничена согласно настоящему изобретению, но предпочтительно составляет ≤2,0 сН/дтекс, а более предпочтительно - ≤1,5 сН/дтекс. Если бикомпонентное волокно подвергают эффективному процессу вытяжки-течения, то развитие ориентированной структуры полимерных цепей ограничено, и прочность волокна не становится очень большой. В результате этого прочность волокна, составляющая ≤2,0 сН/дтекс, означает, что бикомпонентное волокно было подвержено эффективному процессу вытяжки-течения, а прочность волокна, составляющая ≤1,5 сН/дтекс, означает, что бикомпонентное волокно было подвержено этапу даже более эффективной вытяжки-течения.
Относительное удлинение плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, полученного посредством осуществления процесса вытяжки-течения, не особенно ограничено согласно настоящему изобретению, но оно предпочтительно составляет ≥100%, а более предпочтительно - ≥200%. Если бикомпонентное волокно было подвержено эффективному процессу вытяжки-течения, то развитие ориентированной структуры полимерных цепей было ограничено, а относительное удлинение увеличилось. Относительное удлинение, составляющее ≥100%, означает, что бикомпонентное волокно было подвержено эффективному процессу вытяжки-течения, и это состояние является предпочтительным, так как волокно можно повторно подвергать вытяжке в последующем этапе для получения сверхтонкого, высокопрочного волокна, а относительное удлинение, составляющее ≥200%, является даже более предпочтительным, так как кратность вытяжки в последующем этапе может быть еще увеличена.
Средний показатель преломления первого компонента плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, полученного посредством осуществления процесса вытяжки-течения, предпочтительно составляет ≤1,600, более предпочтительно - ≤1,595, и даже более предпочтительно - ≤1,590.
Здесь средний показатель преломления соотносится с плотностью этого компонента, т.е. он является численным значением, которое отражает степень кристаллизации данного компонента. Если степень кристаллизации в результате вытяжки увеличивается, то плотность также увеличивается, и средний показатель преломления имеет большее значение. Другими словами, если средний показатель преломления первого компонента плавкого клеящего бикомпонентного волокна является небольшим, то это означает, что четко выраженной кристаллизации в результате вытяжки не произошло.
Средний показатель преломления первого компонента, составляющий ≤1,600, означает, что было оказано ограниченное воздействие на развитие структуры волокна в результате вытяжки-течения, и это предпочтительно, так как в последующем этапе возможно осуществление повторной вытяжки, и волокно можно преобразовать в сверхтонкое, высокопрочное волокно. Средний показатель преломления первого компонента составляет ≤1,595, и даже более предпочтительно - ≤1,590, так как при этом кратность вытяжки может быть увеличена в последующем этапе.
Термоусадочные свойства плавкого клеящего бикомпонентного волокна не особенно ограничены согласно настоящему изобретению, но термоусадка в сухом состоянии, получающаяся в результате тепловой обработки при 145°C в течение 5 мин, предпочтительно составляет ≥15%, а более предпочтительно - ≥25%. Плавкое клеящее бикомпонентное волокно согласно настоящему изобретению вытягивают посредством осуществления процесса вытяжки-течения, и таким образом степень кристаллизации первого компонента удерживают на низком уровне, а усадка, получающаяся в результате тепловой обработки, при этом имеет тенденцию к увеличению. Такое бикомпонентное волокно можно использовать наиболее соответствующим образом в качестве термоусадочного волокна. Тот факт, что термоусадка в сухом состоянии этого бикомпонентного волокна имеет большую величину, означает, что оно было подвержено эффективному процессу вытяжки-течения, т.е. структура волокна была слабо развита, и это предпочтительно, так как при осуществлении повторной вытяжки в последующем этапе волокно можно вытягивать с высокой кратностью вытяжки.
Первое плавкое клеящее бикомпонентное волокно согласно настоящему изобретению получают посредством осуществления процесса вытяжки-течения, и, следовательно, развитие структуры волокна в нем ограничено, и волокно можно повторно вытягивать. Этап повторной вытяжки можно выполнять вслед за процессом вытяжки-течения для получения плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, хотя никакой проблемы не возникает, если этот этап осуществляют не последовательно. Однако, с точки зрения обеспечения вопросов стабильности и производительности этапов процесса переработки, проведение этапа повторной вытяжки последовательно является предпочтительным. Один пример последовательного проведения этапа вытяжки представляет собой двухэтапный процесс вытяжки с использованием 3 пар горячих валов, где процесс вытяжки-течения включает первый этап вытяжки и процесс вытяжки с образованием шейки, который составляет второй этап вытяжки.
Второе плавкое клеящее бикомпонентное волокно согласно настоящему изобретению является плавким клеящим бикомпонентным волокном, отличающимся тем, что данное волокно содержит сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента в качестве второго компонента, где степень ориентации оси С кристаллического элемента второго компонента плавкого клеящего бикомпонентного волокна составляет ≥90%, а прочность одной нити (одного волокна) плавкого клеящего бикомпонентного волокна составляет ≥1,7 сН/дтекс, предпочтительно - ≥2,5 сН/дтекс.
Способ, посредством которого такое плавкое клеящее бикомпонентное волокно, содержащее второй компонент из олефинового полимера, ориентированный в высокой степени и обладающий относительно высокой прочностью волокна для полимерной структуры, состоящей из сложного полиэфира и олефинового полимера, не особенно ограничен согласно настоящему изобретению. Однако, как это отмечено выше, плавкое клеящее бикомпонентное волокно согласно настоящему изобретению, отличающееся тем, что оно содержит первый компонент из сложного полиэфира и второй компонент из олефинового полимера, где двойное лучепреломление в первом компоненте из сложного полиэфира составляет ≤0,150, а отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет ≤3,0, можно получать легко и стабильно с высокой производительностью посредством осуществления повторной вытяжки. Никакой проблемы не возникает, если волокно получают другим способом. Другими словами, волокно, служащее в качестве сырьевого материала для второго плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, не особенно ограничено, и, как это отмечено выше, хотя первое плавкое клеящее бикомпонентное волокно согласно настоящему изобретению, полученное посредством осуществления процесса вытяжки-течения, является одним примером этого, настоящим изобретением не исключается использование другого волокна в качестве сырьевого материала для второго плавкого клеящего бикомпонентного волокна.
Первый компонент из сложного полиэфира второго плавкого клеящего бикомпонентного волокна согласно настоящему изобретению не особенно ограничен, и как это отмечено выше, его примеры включают: полиалкилентерефталат, например полиэтилентерефталат и политриметилентерефталат, полибутилентерефталат и т.п.; биоразлагаемый сложный полиэфир, например полилактат и т.п.; и сополимер указанных выше и других компонентов, образующих сложный эфир, и т.п. Примеры других компонентов, образующих сложный эфир, включают: гликоль, например диэтиленгликоль, полиметиленгликоль и т.п.; и ароматическую дикарбоновую кислоту, например изофталевую кислоту, гексагидротерфталевую кислоту и т.п. При использовании сополимера, содержащего другой компонент, образующий сложный эфир, состав сополимера не особенно ограничен согласно настоящему изобретению, но предпочтительно, чтобы кристалличность не снижалась в значительной степени, и, с этой точки зрения, желательно, чтобы компонент сополимера предпочтительно составлял ≤10 мас.%, а более предпочтительно - ≤5 мас.%. Эти сложные полиэфиры можно без проблем использовать отдельно или в сочетаниях из 2 или большего числа типов. При рассмотрении стоимости сырьевых материалов, термостабильности полученного волокна и т.п., сложный полиэфир, содержащий полиэтилентерефталат в качестве его основного компонента, является предпочтительным, а более предпочтительным является немодифицированный полимер, состоящий из одного полиэтилентерефталата, который наиболее пригоден.
Состав используемого олефинового полимера второго компонента не особенно ограничен согласно настоящему изобретению, но он должен обладать температурой плавления, которая ниже температуры плавления первого компонента, и, как указано выше, примеры включают: полиэтилен низкой плотности, линейный полиэтилен низкой плотности, полиэтилен высокой плотности и продукты из этих этиленовых полимеров, модифицированные малеиновым ангидридом; и сополимер этилена и пропилена, сополимер этилена, бутена и пропилена, полипропилен и продукты из этих пропиленовых полимеров, модифицированные малеиновым ангидридом; поли-4-метилпентен-1 и т.п.
Этот олефиновый полимер можно использовать без проблем отдельно или в сочетаниях из 2 или большего числа типов. Среди них олефиновый полимер, содержащий ≥90 мас.% полиэтилена высокой плотности, является предпочтительным с точки зрения управления явлением, в котором олефиновые полимеры, расположенные на поверхности волокна, расплавляются и не отверждаются полностью в процессе охлаждения во время формования.
Кроме того, скорость течения расплава (температура при испытаниях - 230°C, нагрузка при испытаниях - 21,18 Н) олефинового полимера не особенно ограничена согласно настоящему изобретению, но предпочтительно, чтобы она составляла ≥8 г/10 мин, более предпочтительно - ≥20 г/10 мин, а еще более предпочтительно - ≥40 г/10 мин. При сопряжении различных компонентов и формовании оба компонента влияют друг на друга, и структура невытянутой нити изменяется, но при сопряжении сложного полиэфира и олефинового полимера имеет место тенденция, заключающаяся в том, что двойное лучепреломление в сложном полиэфире уменьшается, если скорость течения расплава олефинового полимера является большей. Если скорость течения расплава олефинового полимера составляет ≥20 г/10 мин, то можно легко получать невытянутую нить, в которой двойное лучепреломление в первом компоненте является небольшим, а если скорость течения расплава составляет ≥40 г/10 мин, то можно получать невытянутую нить, в которой двойное лучепреломление <в первом компоненте> даже еще меньше.
Во второе плавкое клеящее бикомпонентное волокно согласно настоящему изобретению могут быть соответствующим образом добавлены, согласно требованиям, добавки для обеспечения различных типов технических характеристик, например: антиоксиданты и светостабилизаторы, поглотители ультрафиолетового излучения, нейтрализаторы, зародышеобразовательные вещества, противобактериальные вещества, дезодоранты, огнезащитные составы, антистатические вещества, пигменты, пластификаторы и т.п.; в таком диапазоне, при котором они не оказывают пагубного влияния на эффективность настоящего изобретения.
Вид сопряжения первого компонента и второго компонента не особенно ограничен во втором плавком клеящем бикомпонентном волокне согласно настоящему изобретению, но вид сопряжения, в котором вторым компонентом полностью покрыта поверхность волокна, является предпочтительным, и среди таких видов, концентричная или эксцентричная структура «оболочка-стержень» является предпочтительной. Если вид сопряжения является таким, в котором вторым компонентом из олефинового полимера с низкой температурой плавления полностью покрыта поверхность волокна, склеивание расплавленным полимером может быть обеспечено по всей поверхности волокна, и таким образом может быть получен высокопрочный плавкий клеящий нетканый материал. Кроме того, как отмечено выше, форма поперечного сечения волокна не особенно ограничена согласно настоящему изобретению, и можно использовать круговую форму, например круглую или эллиптическую форму; угловую форму, например треугольную или квадратную; атипичную форму, например ключеобразную или восьмиугольную форму; полую форму и т.п.
Отношение объемных долей в структуре волокна при сопряжении первого компонента и второго компонента не особенно ограничено согласно настоящему изобретению, но отношение объемной доли второго компонента к объемной доле первого компонента, составляющее от 70/30 объемн.% до 10/90 объемн.%, является предпочтительным, а составляющее от 60/40 объемн.% до 30/70 объемн.%, является более предпочтительным. Если объемная доля второго компонента составляет ≥10 объемн.%, то образуются пригодные клеевые точки при получении плавкого клеящего нетканого материала, и может быть получен плавкий клеящий нетканый материал с удовлетворительной прочностью. Если объемная доля первого компонента составляет ≥30 объемн.%, то потерю объемности можно регулировать при получении плавкого клеящего нетканого материала, и можно получать очень объемный плавкий клеящей нетканый материал. Скорость сопряжения первого компонента со вторым компонентом в диапазоне от 60/40 объемн.% до 30/70 объемн.% является наиболее пригодной, так как может быть получен плавкий клеящий нетканый материал с очень хорошим соотношением объемности и прочности.
Как отмечено выше, второе плавкое клеящее бикомпонентное волокно согласно настоящему изобретению является таким, которое получают легко и стабильно при высокой производительности посредством повторной вытяжки первого плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, и, таким образом, предпочтительно использовать первое волокно в качестве материала для второго волокна. Это предпочтительно потому, что второе плавкое клеящее бикомпонентное волокно отличается тем, что при использовании данного способа вытяжки вытяжку можно осуществлять с большей кратностью, чем при использовании известных способов вытяжки.
На исходном этапе вытяжки первый компонент из сложного полиэфира вводят в состояние вытяжки-течения, и структура волокна при этом развивается очень слабо, но так как второй компонент из олефинового полимера не достигает состояния вытяжки-течения, волокно может быть утонено по мере развития структуры волокна. В последующем этапе повторной вытяжки структура первого компонента волокна из сложного полиэфира развивается в достаточной степени благодаря созданию таких условий вытяжки, при которых первый компонент из сложного полиэфира подвергают вытяжке с образованием шейки, и структура волокна, образовавшаяся в предыдущем этапе, развивается еще дополнительно во втором компоненте из олефинового полимера, в результате чего получается структура волокна с высокой степенью ориентации. Особенно примечательным является тот факт, что вытяжка при высоком уровне кратности вытяжки, недостижимой при вытяжке волокон, формуемых с использованием одного олефинового полимера, может быть осуществлена в это время путем приспособления режима, при котором олефиновый полимер является одним компонентом, входящим в состав бикомпонентного волокна, и он принимает форму сопряжения со сложным полиэфиром. Таким образом, компонент из олефинового полимера может быть понужден к достижению высокой степени развития структуры волокна, которая согласуется с большой кратностью вытяжки и которая не может быть осуществлена при использовании одного олефинового полимера.
Если степень ориентации оси C кристаллического элемента второго компонента из олефинового полимера составляет ≥90%, а предпочтительно - ≥92%, то это означает, что второй компонент из олефинового полимера обладает особенно высокой степенью ориентации, и в результате этого прочность одной нити (одного волокна) бикомпонентного волокна составляет ≥1,7 сН/дтекс, предпочтительно - ≥2,5 сН/дтекс, более предпочтительно ≥2,8 сН/дтекс, и даже еще более предпочтительно - ≥3,0 сН/дтекс. Таким образом, неожиданных эффектов достигают посредством этого, например, повышенную износостойкость бикомпонентного волокна, повышенную пригодность к чесанию при изготовлении из него волокна для нетканых материалов и т.п.
Например, при чесании сверхтонкого термопластичного волокна линейной плотности от 1,0 дтекс до 1,5 дтекс значение линейной плотности термопластичного волокна столь мало, что возникают проблемы, например легко происходит погружение (забивание) в барабан и ворсование, и не может быть достигнута удовлетворительная производительность. Однако плавкое клеящее бикомпонентное волокно, описанное выше, обладает высокой прочностью, высокой жесткостью и очень высокой износостойкостью, благодаря чему погружение (забивание) в барабан и ворсование, вероятно, не происходят во время чесания, хотя волокно очень тонкое, и может быть увеличена рабочая скорость чесальной машины для достижения высокого уровня производительности.
Условия вытяжки при повторной вытяжке первого плавкого клеящего бикомпонентного волокна согласно настоящему изобретению не особенно ограничены, но температура при вытяжке предпочтительно на 5-30°C выше, а более предпочтительно - на 10-30°C выше, и еще более предпочтительно - на 15-25°C выше, температуры стеклования первого компонента из сложного полиэфира, так что осуществляют процесс вытяжки с образованием шейки, так как ориентация оси C кристаллического элемента второго компонента из олефинового полимера в результате этого становится выше, и может быть получено плавкое клеящее бикомпонентное волокно с очень высокой термостабильностью, очень высокой объемностью и даже еще более высокой прочностью. Температура при вытяжке, представляющая собой «температуру стеклования первого компонента из сложного полиэфира +10°C» или больше, является предпочтительной, так как может быть достигнута такая молекулярная подвижность первого компонента, что при этом не ожидается резко выраженное снижение производительности из-за обрывов нити во время вытяжки. Температура при вытяжке, представляющая собой «температуру стеклования первого компонента из сложного полиэфира +10°C» или больше, является даже более предпочтительной, так как продолжаются процессы ориентации молекул и направленной кристаллизации благодаря вытяжке без того, чтобы молекулярная подвижность первого компонента стала слишком большой. Температура при вытяжке, которая на 15-25°C выше температуры стеклования первого компонента, предпочтительна, так как при этом наблюдается очень хорошее равновесие между производительностью и свойствами полученного волокна.
Скорость вытяжки при повторной вытяжке первого плавкого клеящего бикомпонентного волокна согласно настоящему изобретению не особенно ограничена, но, с точки зрения обеспечения производительности и стабильности этапов процесса переработки, диапазон, составляющий от 50 м/мин до 200 м/мин, является предпочтительным, а диапазон, составляющий от 80 м/мин до 150 м/мин, является более предпочтительным.
Кроме того, кратность вытяжки на этапе повторной вытяжки не особенно ограничена согласно настоящему изобретению, но для получения вытянутого волокна с очень высокими показателями термостабильности, объемности и прочностных свойств лучше использовать наибольшую кратность вытяжки в пределах диапазона, которая не вызывает обрывности волокна, и с этой точки зрения, кратность вытяжки, составляющая 1,5 или больше, является предпочтительной, а кратность вытяжки, составляющая 1,8 или больше, является более предпочтительной. Кроме того, общая кратность вытяжки, представляющая собой произведение кратности вытяжки в процессе вытяжки-течения и кратности вытяжки при повторной вытяжке плавкого клеящего бикомпонентного волокна согласно настоящему изобретению, полученного посредством осуществления процесса вытяжки-течения, не особенно ограничена согласно настоящему изобретению, но 4-кратная или большая вытяжка является предпочтительной, 6-кратная или большая вытяжка является более предпочтительной, а 7-кратная или большая вытяжка является особенно предпочтительной. Настоящее изобретение отличается тем, что, если используют способ вытяжки, в котором плавкое клеящее бикомпонентное волокно, полученное посредством осуществления процесса вытяжки-течения, подвергают повторной вытяжке, то вытяжку можно осуществлять с большей общей кратностью, чем в ранее известных способах вытяжки. Обладание возможностью вытяжки с высокой кратностью означает возможность получения волокна с высокой линейной плотностью, где невытянутую нить с определенной линейной плотностью можно вытягивать даже до более высокой линейной плотности, и где можно повысить производительность благодаря стабилизации этапа формования и повысить количество выпускаемого полимера, так как может быть обеспечено более высокое значение линейной плотности невытянутой нити для получения вытянутой нити с определенной линейной плотностью. При общей кратности вытяжки, равной 4 или больше, эти эффекты могут быть достигнуты; при общей кратности вытяжки, равной 6 или больше, эти эффекты могут быть достигнуты на некотором удовлетворительном уровне; а при общей кратности вытяжки, равной 7 или больше, эти эффекты могут быть достигнуты на достаточно высоком уровне, так что последний вариант является предпочтительным.
Линейная плотность второго плавкого клеящего бикомпонентного волокна согласно настоящему изобретению не особенно ограничена, но она предпочтительно составляет 4 дтекс или менее, а более предпочтительно - 2 дтекс или менее.
Как отмечено выше, способ вытяжки согласно настоящему изобретению, при котором плавкое клеящее бикомпонентное волокно, полученное посредством осуществления процесса вытяжки-течения, повторно вытягивают, обладает преимуществом, заключающимся в том, что при нем обеспечивается возможность увеличения общей кратности вытяжки, превышающей кратность вытяжки, которая была возможна при использовании ранее известных способов вытяжки, и в том, что обеспечивается возможность изготовления более тонкого волокна при высокой производительности. Линейная плотность 4 дтекс или менее является предпочтительной, так как количество волокон в единице массы увеличивается и, например, улучшаются фильтрующие свойства при использовании волокна в качестве фильтровального материала, и малая поверхностная плотность возможна благодаря повышенной компактности при использовании волокна в плавком клеящем нетканом материале, а также может быть получена мягкая текстура. Линейная плотность 2 дтекс или менее является более предпочтительной, так как указанные выше эффекты могут быть достигнуты даже на более высоком уровне.
Желательно наносить поверхностно-активное вещество на поверхность первого плавкого клеящего бикомпонентного волокна и второго плавкого клеящего бикомпонентного волокна согласно настоящему изобретению для удовлетворения требований, касающихся пригодности для переработки и свойств готового продукта. Вид поверхностно-активного вещества не особенно ограничен согласно настоящему изобретению, и широко известны способы нанесения поверхностно-активного вещества, например посредством вала, посредством погружения, напыления, быстрой сушки и т.п.
Первое плавкое клеящее бикомпонентное волокно и второе плавкое клеящее бикомпонентное волокно согласно настоящему изобретению можно использовать в ряде различных областей применения, и их можно преобразовывать в ряд различных форм волокон таким образом, чтобы они подходили для этих применений.
Например, в случае использования волокна для изготовления чесаного нетканого материала предпочтительным является извитое штапельное волокно. Вид извитости не особенно ограничен согласно настоящему изобретению, и она может представлять собой извитость типа зигзаг, приданная механическим способом, или может представлять собой трехмерную извитость в виде буквы «омега» (Ω) или в виде спирали. Кроме того, длина волокна и количество извитков не особенно ограничены согласно настоящему изобретению, и они могут быть соответствующим образом выбраны с учетом свойств волокна и технических характеристик чесальной машины.
Для использования в тканых фильтрах и в намотанных фильтрах, в тканых полотнах, вязаных сетях и т.п. предпочтительными являются элементарные нити. Для использования в нетканых материалах аэродинамического формирования, нетканых материалах бумажного типа или для армирования бетона и т.п. предпочтительным является короткое рубленое волокно (flock - флок). Вид извитости, ее присутствие или отсутствие и длина волокна не особенно ограничены согласно настоящему изобретению, и они могут быть соответствующим образом выбраны с учетом вида перерабатывающего оборудования, требуемых свойств, производительности и т.п. Для использования в rods, намотанных фильтрах, и для использования в качестве сырьевого материала для изготовления протирочных продуктов и т.п., предпочтительным является жгут из нерезаных непрерывных элементарных нитей. Вид извитости, ее присутствие или отсутствие не особенно ограничены согласно настоящему изобретению, и они могут быть соответствующим образом выбраны с учетом способа переработки и желаемых свойств продукта.
Примеры
Настоящее изобретение описано более подробно ниже на примерах, но оно ни в коей мере не ограничено этими примерами. Кроме того, методики измерения физических величин и определения, представленные в примерах, также описаны ниже.
(1) Определение двойного лучепреломления
Диаметр волокна и диаметр стержня, и запаздывание измеряли с использованием интерференционного микроскопа модели Interfaco компании Carl Zeiss Jena; показатель преломления определяли в направлении, параллельном и перпендикулярном оси волокна, и вычисляли, используя эти данные, среднее значение показателя преломления и двойного лучепреломления.
(2) Определение степени ориентации оси С кристаллического элемента
Производили измерение дифракции рентгеновских лучей в пределах большого угла с использованием прибора модели D8 Discover компании Bruker AXS. В качестве источника рентгеновских лучей использовали α-излучатель CuK (длина волны: 0,154 нм), генерировали излучение при напряжении 45 кВ и силе тока 360 мА. Степень ориентации оси С кристаллического элемента относительно оси ориентации вычисляли, используя способ Wilchinsky, по профилю интенсивности азимутального угла в направлении (200) плоскости для полипропилена (ПП) и (200) плоскости для полиэтилена (ПЭ).
(3) Определение линейной плотности одиночной нити, определение относительного удлинения одиночной нити
Измерения параметров невытянутой нити и вытянутой нити производили согласно стандарту JIS-L-1015 (JIS - Японские промышленные стандарты).
(4) Определение скорости термоусадки в сухом состоянии
Усаживающиеся волокна разрезали на отрезки длиной приблизительно 500 мм, нагревали в течение 5 мин при температуре 145°C в термокамере с циркулирующим воздушным потоком и вычисляли интенсивность термоусадки в сухом состоянии по следующей формуле.
Термоусадка в сухом состоянии (%) = (длина волокна до тепловой обработки минус (-) длина волокна после тепловой обработки) /длина волокна до тепловой обработки × 100.
(5) Определение среднеквадратического отклонения диаметра волокна
Изображение плавких клеящих бикомпонентных волокон получали, используя 3D цифровой микроскоп модели VC2400-IMU компании Omron Corp.; измеряли диаметр волокна при n=50 и вычисляли среднеквадратическое отклонение по этим данным.
(6) Определение скорости течения расплава (СТР) олефинового полимера
Измеряли СТР при температуре во время испытаний 230°C и с использованием нагрузки при испытаниях, составлявшей 21,18 Н (условия испытаний согласно стандарту 14 JIS-K-7210 «Таблица 1»).
(7) Определение кратности вытяжки
Кратность вытяжки вычисляли по линейной плотности до и после вытяжки.
Кратность вытяжки = (линейная плотность до вытяжки)/(линейная плотность после вытяжки)
(8) Определение стабильности этапа вытяжки
Стабильность этапа вытяжки оценивали, используя знаки ○ и ×.
Знаком ○ обозначали останов процесса вытяжки из-за обрыва волокна и слипания волокон менее одного раза в час.
Знаком × обозначали останов процесса вытяжки из-за обрыва волокна и слипания волокон один или большее число раз в час.
(9) Определение пригодности к чесанию
Полученное волокно подвергали чесанию; вели наблюдение при высокой скорости переработки; определяли: равномерность прочеса, содержание узелков и т.п.; и оценивали по шкале, включавшей четыре стадии: A, B, C или D.
Пример 1
Получали невытянутую нить с линейной плотностью 8,2 дтекс путем соединения полиэтилентерефталата (ПЭТФ) (показатель IV - 0,64; температура стеклования - 82°C), использовавшегося в качестве первого компонента, с полиэтиленом высокой плотности (ПЭВП) (скорость течения расплава - 36 г/10 мин), использовавшегося в качестве второго компонента, и применяли концентричную фильеру для формования бикомпонентного волокна со структурой «оболочка-стержень», сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 50/50 (объемн.%) в поперечном сечении; при скорости формования 900 м/мин. Двойное лучепреломление в первом компоненте составляло 0,016. При вытяжке полученной невытянутой нити горячим вытяжным валом (температура - 120°C, скорость - 25 м/мин, кратность вытяжки - 2,0) стабильно получали вытянутую нить с линейной плотностью 4,1 дтекс, и нить получалась равномерной со среднеквадратическим отклонением диаметра волокна, составлявшим 2,01. Двойное лучепреломление в первом ее компоненте составляло 0,033, отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляло 1,16, а относительное удлинение составляло 312%. Термоусадка в сухом состоянии была большой и составляла 22%, и это волокно было пригодно для использования в качестве усаживающегося волокна. Так как относительное удлинение было большим (312%), то при повторной вытяжке (температура - 90°C, скорость - 100 м/мин) можно было стабильно осуществлять вытяжку при кратности вытяжки 3,7. Общая кратность вытяжки, включавшая первую вытяжку и вторую вытяжку, составляла 7,5; линейная плотность окончательно полученного плавкого клеящего бикомпонентного волокна составляла 1,1 дтекс; среднеквадратическое отклонение диаметра волокна составляло 1,89, а степень ориентации оси C кристаллического элемента второго компонента из ПЭВП составляла 96%. Прочность волокна составляла 3,7 сН/дтекс, и волокно было очень прочным. Волокну сообщали извитость механическим способом; количество извитков составляло 14 1/2,54 см, и после тепловой обработки при 110°C волокно штапелировали; штапельная длина волокна составляла 38 мм. При чесании штапельного волокна производительность была хорошей, и можно было установить высокую скорость переработки. Далее, после изготовления воздухопроницаемого нетканого материала путем прососа горячего воздуха и плавления, и склеивания волокон между собой получали нетканый материал, обладавший очень хорошей мягкой текстурой, возможно, потому, что значение линейной плотности волокна было очень малым, и нетканый материал можно было соответствующим образом использовать, например, в качестве верхнего слоя гигиенической салфетки.
Пример 2
Ту же невытянутую нить, что и в примере 1, вытягивали горячим валом (температура - 120°C, скорость - 40 м/мин, кратность вытяжки - 3,0). Другими словами, кратность вытяжки отличалась от той, которую использовали в примере 1, но вытянутую нить с линейной плотностью 2,7 дтекс стабильно получали, и нить была равномерной, среднеквадратическое отклонение диаметра волокна составляло 1,77. Двойное лучепреломление в первом компоненте составляло 0,136, а отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляло 2,67, а относительное удлинение составляло 176%. При измерении степени термоусадки в сухом состоянии было установлено, что степень усадки высокая и она составляла 17%. Степень усадки была ниже, чем в примере 1, возможно, потому, что кратность вытяжки была не такой уж высокой, но волокно можно было использовать соответствующим образом в качестве усаживающегося волокна. Далее, при повторной вытяжке волокна (температура - 90°C, скорость - 100 м/мин), его можно было стабильно вытягивать при кратности вытяжки 2,3. Общая кратность вытяжки, включавшая первую вытяжку и вторую вытяжку, составляла 6,8, и она была ниже, чем в примере 1, но сверхтонкое, прочное, равномерное плавкое клеящее бикомпонентное волокно можно было стабильно получать (окончательная линейная плотность - 1,2 дтекс, среднеквадратическое отклонение диаметра волокна - 1,72, степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 93%, прочность волокна - 3,3 сН/дтекс). Волокну сообщали извитость механическим способом; количество извитков составляло 15 1/2,54 см, и после тепловой обработки при 100°C волокно штапелировали; штапельная длина волокна составляла 44 мм. При чесании штапельного волокна производительность была хорошей, и можно было установить высокую скорость переработки. Далее, изготавливали воздухопроницаемый нетканый материал путем прососа горячего воздуха и плавления, и склеивания волокон между собой. При использовании этого нетканого материала в качестве воздушного фильтра установили, что он обладал очень высокой фильтрующей способностью, так как значение линейной плотности волокна было малым.
Пример 3
Получали невытянутую нить с линейной плотностью 16,8 дтекс путем соединения ПЭТФ (показатель IV - 0,64, температура стеклования - 82°C), использовавшегося в качестве первого компонента, с ПЭВП (скорость течения расплава - 28 г/10 мин), использовавшимся в качестве второго компонента, и применяли концентричную фильеру для формования бикомпонентного волокна со структурой «оболочка-стержень», сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 30/70 (объемн.%) в поперечном сечении; при скорости формования 450 м/мин. Двойное лучепреломление в первом компоненте составляло 0,008. При осуществлении непрерывной двухстадийной вытяжки полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки-течения - 110°C, скорость - 30 м/мин, кратность вытяжки - 2,5; температура при второй стадии вытяжки с образованием шейки - 85°C, скорость - 100 м/мин, кратность вытяжки - 2,8; общая кратность вытяжки - 7,8) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 2,4 дтекс, среднеквадратическое отклонение диаметра волокна - 1,42; степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 93%; прочность волокна - 3,5 сН/дтекс). При использовании вытянутой промежуточной нити, которой завершали первую стадию вытяжки-течения, ее линейная плотность составляла 6,7 дтекс, двойное лучепреломление в первом компоненте составляло 0,056, отношение двойных лучепреломлений составляло 1,45, а относительное удлинение составляло 262%. Вытянутой нити, полученной путем непрерывной двухстадийной вытяжки, сообщали извитость механическим способом, количество извитков составляло 16 1/2,54 см, и после тепловой обработки при 100°C волокно штапелировали; штапельная длина волокна составляла 51 мм. При чесании штапельного волокна и изготовлении нетканого материала путем прососа горячего воздуха этап процесса чесания проходил хорошо, и продукт - нетканый материал со свойствами, эквивалентными свойствам нетканого материала, содержавшего волокно с линейной плотностью 2,4 дтекс, полученное с использованием одной традиционной вытяжки с образованием шейки. Плавкое клеящее бикомпонентное волокно согласно настоящему изобретению изготавливали при большой кратности вытяжки и сравнивали с попытками получения ранее известными способами вытяжки плавкого клеящего бикомпонентного волокна с линейной плотностью 2,4 дтекс, линейная плотность невытянутой нити может быть повышена. Это означает, что скорость течения во время формования может быть повышена, т.е. достигали эффекта повышения производительности.
Пример 4
Получали невытянутую нить с линейной плотностью 6,2 дтекс путем соединения ПЭТФ (показатель IV - 0,64, температура стеклования - 82°C), использовавшегося в качестве первого компонента, со смесью (с соотношением массовых долей /мас.%/ 90/10) ПЭВП (скорость течения расплава - 36 г/10 мин) и полиэтилена, модифицированного малеиновым ангидридом (скорость течения расплава - 24 г/10 мин), использовавшейся в качестве второго компонента; и применяли концентричную фильеру для формования бикомпонентного волокна «оболочка-стержень», сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 60/40 (объемн.%) в поперечном сечении; при скорости формования 800 м/мин. Двойное лучепреломление в первом компоненте составляло 0,015. При осуществлении непрерывной двухстадийной вытяжки полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки-течении - 125°C, скорость - 15 м/мин, кратность вытяжки - 2,0; температура при второй стадии вытяжки с образованием шейки - 85°C, скорость - 70 м/мин, кратность вытяжки - 3,9; общая кратность вытяжки - 7,8) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 0,8 дтекс, среднеквадратическое отклонение диаметра волокна - 1,02; степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 94%; прочность волокна - 3,5 сН/дтекс). При использовании вытянутой промежуточной нити, которой завершали первую стадию вытяжки-течения, ее линейная плотность составляла 3,1 дтекс; двойное лучепреломление в первом компоненте составляло 0,039; отношение двойных лучепреломлений составляло 1,30; а относительное удлинение составляло 322%. Вытянутой нити, полученной путем непрерывной двухстадийной вытяжки, сообщали извитость механическим способом; количество извитков составляло 11 1/2,54 см, и после тепловой обработки при 100°C волокно резали, получая сухое короткое рубленое волокно (flock - флок) длиной 5 мм. Готовили смесь с древесной волокнистой массой крупного помола с отношением массовых долей (мас.%) 20/80; формировали волокнистое полотно аэродинамическим способом и получали нетканый материал прососом горячего воздуха. Так как линейная плотность плавкого клеящего бикомпонентного волокна была малой, то количество одиночных нитей, составлявших его, было большим; количество точек контакта между плавкими клеящими бикомпонентными волокнами и древесными волокнами было за счет этого более высоким; таким образом была улучшена склеенность и был повышен эффект физического удерживания древесного волокна; прочность нетканого материала была высокой, даже если его поверхность не обрабатывали латексом, благодаря чему можно было получать нетканый материал с включением в его состав древесной волокнистой массы с очень хорошим удержанием древесной волокнистой массы. При использовании нетканого материала в качестве мокрого протирочного материала его можно было использовать наиболее соответствующим для этого образом, так как он обладал очень большой способностью к поглощению воды благодаря тому, что не использовали латекс для его обработки; и потери древесной волокнистой массы были небольшими.
Пример 5
Получали невытянутую нить с линейной плотностью 8,1 дтекс путем соединения ПЭТФ (показатель IV - 0,64, температура стеклования - 82°C), использовавшегося в качестве первого компонента, с полипропиленом (ПП) (скорость течения расплава - 40 г/10 мин), использовавшимся в качестве второго компонента; и применяли концентричную фильеру для формования бикомпонентного волокна со структурой «оболочка-стержень»; сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 50/50 (объемн.%) в поперечном сечении при скорости формования 600 м/мин. Двойное лучепреломление в первом компоненте составляло 0,012. При осуществлении непрерывной двухстадийной вытяжки полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки-течения - 140°C, скорость - 40 м/мин, кратность вытяжки - 3,0; температура при второй стадии вытяжки с образованием шейки - 85°C, скорость - 90 м/мин, кратность вытяжки - 1,9; общая кратность вытяжки - 5,8) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 1,4 дтекс, среднеквадратическое отклонение диаметра волокна - 0,97; степень ориентации оси С кристаллического элемента второго компонента из ПП - 96%; прочность волокна - 3,4 сН/дтекс). При использовании вытянутой промежуточной нити, которой завершали первую стадию вытяжки-течения, ее линейная плотность составляла 3,7 дтекс, двойное лучепреломление в первом компоненте составляло 0,109, отношение двойных лучепреломлений составляло 2,27, а относительное удлинение составляло 186%. Вытянутой нити, полученной путем непрерывной двухстадийной вытяжки, сообщали извитость механическим способом; количество извитков составляло 14 1/2,54 см, и после тепловой обработки при 120°C волокно штапелировали; штапельная длина волокна составляла 38 мм. При чесании штапельного волокна и изготовлении нетканого материала путем точечного скрепления этап процесса чесания проходил хорошо, и так как значение линейной плотности было малым, то количество одиночных нитей, составлявших его, было большим, и не возникала неравномерность текстуры, даже при уменьшении поверхностной плотности нетканого материала.
Пример 6
Получали невытянутую нить с линейной плотностью 6,4 дтекс путем соединения ПЭТФ (показатель IV - 0,64, температура стеклования - 82°C), использовавшегося в качестве первого компонента, с полиэтиленом низкой линейной плотности (ЛПЭНП) (скорость течения расплава - 54 г/10 мин), использовавшимся в качестве второго компонента; и применяли эксцентричную фильеру для формования бикомпонентного волокна <со структурой> «оболочка-стержень»; сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 50/50 (объемн.%) в поперечном сечении при скорости формования 750 м/мин. Степень эксцентричности, которую определяли по приведенной ниже формуле, составляла 0,22, а двойное лучепреломление в первом компоненте составляло 0,016.
Степень эксцентричности h = d/r, где
r - радиус всего волокна;
d - расстояние от центра всего волокна до центра компонента, представлявшего стержень.
При осуществлении непрерывной двухстадийной вытяжки полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки-течения - 105°C, скорость - 15 м/мин, кратность вытяжки - 2,0; температура при второй стадии вытяжки с образованием шейки - 90°C, скорость - 50 м/мин, кратность вытяжки - 2,7; общая кратность вытяжки - 5,4) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 1,2 дтекс; среднеквадратическое отклонение диаметра волокна - 1,16; степень ориентации оси С кристаллического элемента второго компонента из ПП - 91%; прочность волокна - 2,6 сН/дтекс). При использовании вытянутой промежуточной нити, которой завершали первую стадию вытяжки-течения, ее линейная плотность составляла 3,2 дтекс; двойное лучепреломление в первом компоненте составляло 0,047; отношение двойных лучепреломлений составляло 1,38; а относительное удлинение составляло 248%. Вытянутой нити, полученной путем непрерывной двухстадийной вытяжки, сообщали извитость механическим способом; количество извитков составляло 14 1/2,54 см, и после тепловой обработки при 110°C волокно штапелировали; штапельная длина волокна составляла 38 мм. Штапельное волокно чесали и из него изготавливали нетканый материал прососом горячего воздуха. Обычно плавкое клеящее бикомпонентное волокно, в котором использовали ЛПЭНП, обладающий определенным уровнем трения, в качестве компонента, составлявшего оболочку, было мало пригодно к чесанию, но в плавком клеящем бикомпонентном волокне, полученном согласно способу в примере 6, компонент из ЛПЭНП, служивший оболочкой, обладал высокой ориентированностью и хорошей пригодностью к чесанию, возможно, благодаря тому, что трение в результате этого было уменьшено. Полученный нетканый материал обладал мягкой текстурой, имевшей место благодаря малому значению линейной плотности <волокна> и мягкости на ощупь ЛПЭНП, составлявшего поверхность нетканого материала, и объемностью, имевшей место благодаря эксцентричной форме поперечного сечения, что делало этот нетканый материал наиболее пригодным для использования в качестве поверхностного материала бумажной пеленки.
Сравнительный пример 1
При вытяжке той же самой невытянутой нити, которую использовали в примере 1, горячим валом (температура - 90°C, скорость - 25 м/мин, кратность вытяжки - 2,0) получали вытянутую нить с линейной плотностью 4,1 дтекс, которая была равномерной, обладала среднеквадратическим отклонением диаметра волокна 1,27. Двойное лучепреломление в первом компоненте составляло 0,168; отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляло 5,79; а относительное удлинение составляло 74%. Термоусадка в сухом состоянии была малой и составляла 7%. Попытка повторной вытяжки этой нити при температуре 90°C и скорости вытяжки 100 м/мин, вытягиваемой при высокой кратности вытяжки, как в примере 1, не могла быть осуществлена; и самое большее, чего можно было достигнуть, это была кратность вытяжки 1,4. В результате этого общая кратность вытяжки, включавшая первую вытяжку и вторую вытяжку, составляла 2,8; а значение линейной плотности составляло 2,9 дтекс, поэтому сверхтонкое плавкое клеящее бикомпонентное волокно невозможно было получить, как в примере 1. Кроме того, при сравнении пригодности этого волокна к чесанию с волокном, полученным в примере 3, которое обладало приблизительно тем же значением линейной плотности, отчетливо наблюдали ухудшение свойств, из-за чего нельзя было повысить рабочую скорость, и образование большого количества узелков.
Сравнительный пример 2
Получали однокомпонентную невытянутую нить с линейной плотностью 8,2 дтекс, используя ПЭТФ (показатель IV - 0,64, температура стеклования - 82°C, скорость формования - 1200 м/мин). Двойное лучепреломление в нем составляло 0,013. При вытяжке полученной невытянутой нити горячими валами (температура - 110°C, скорость - 40 м/мин, кратность вытяжки - 3,8) происходил провис между валами, так как натяжение при вытяжке было малым, что приводило к обрыву из-за контакта; и пригодность к переработке была отчетливо хуже. Кроме того, было четко выражено слипание волокон, и полученная вытянутая нить обладала меньшей пригодностью к разъединению. Линейная плотность была очень неравномерной, и среднеквадратическое отклонение диаметра волокна составляло 5,59, а равномерность качества была низкой. При осуществлении повторной вытяжки этой нити при температуре 125°C и скорости 80 м/мин происходил обрыв одиночной нити, возможно, вызванный неравномерностью линейной плотности. При медленном повышении кратности вытяжки происходило наматывание на вытяжной вал, и значение линейной плотности окончательно полученной нити составляло 1,3 дтекс. Общая кратность вытяжки составляла 6,3, что было приемлемо в определенной степени, но среднеквадратическое отклонение диаметра полученного волокна было значительно больше и составляло 10,21; перемешивание большого количества областей, приводившее к обрывам при вытяжке, было видно невооруженным глазом, и стабильность качества была хуже.
Сравнительный пример 3
Получали невытянутую нить с линейной плотностью 8,2 дтекс путем соединения ПП (скорость течения расплава - 16 г/10 мин), использовавшегося в качестве первого компонента, с ПЭВП (скорость течения расплава - 36 г/10 мин), использовавшимся в качестве второго компонента; и применяли концентричную фильеру для формования бикомпонентного волокна со структурой «оболочка-стержень», сопрягали компоненты, получая структуру оболочка/стержень (второй компонент/первый компонент) с отношением объемных долей 50/50 (объемн.%) в поперечном сечении при скорости формования 1000 м/мин. Двойное лучепреломление в первом компоненте составляло 0,013. При осуществлении непрерывной двухстадийной вытяжки с образованием шейки полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки - 90°C, скорость - 25 м/мин, кратность вытяжки - 2,0; температура при второй стадии вытяжки - 90°C, скорость - 55 м/мин, кратность вытяжки - 1,9) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 2,2 дтекс, среднеквадратическое отклонение диаметра волокна - 0,54; степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 86%). Хотя вытяжку с образованием шейки пытались осуществлять, используя невытянутую нить, содержавшую только олефиновые полимеры, кратность вытяжки невозможно было в достаточной степени повысить, и в результате этого степень кристаллизации второго компонента из ПЭВП невозможно было повысить до уровня, достигаемого при использовании настоящего изобретения. Кроме того, штапельное волокно получали при тех же условиях, которые описаны в примере 3, и пригодность к чесанию была подтверждена, но она была хуже в сравнении с той же характеристикой плавкого клеящего бикомпонентного волокна с той же линейной плотностью, полученного в примере 3.
Сравнительный пример 4
При осуществлении непрерывной двухстадийной вытяжки (температура при первой стадии вытяжки - 120°C, скорость - 25 м/мин, кратность вытяжки - 2,0, температура при второй стадии вытяжки - 90°C, скорость - 55 м/мин) с использованием невытянутой нити из сравнительного примера 3, на вытяжной машине с 3 парами горячих валов, кратность второй стадии вытяжки могла быть повышена только до 1,9, как это отмечено выше, но плавкое клеящее бикомпонентное волокно при этом получали (линейная плотность - 2,2 дтекс, среднеквадратическое отклонение диаметра волокна - 0,59, степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 84%). Целью условий вытяжки первой стадии было осуществление процесса вытяжки-течения, но этого невозможно было достигнуть. Другими словами, не достигали состояния вытяжки-течения при использовании невытянутой нити, имевшей структуру «оболочка/стержень» (второй компонент/первый компонент) из ПЭВП/ПП даже тогда, когда условия вытяжки соответствующим образом регулировали, но вытяжку с высокой кратностью невозможно было осуществить. Кроме того, штапельное волокно получали, используя те же самые условия, что и в примере 3, и была подтверждена его пригодность к чесанию, но оно было отчетливо хуже, в сравнении с плавким клеящим бикомпонентным волокном той же линейной плотности, полученным в примере 3.
Сравнительный пример 5
Получали однокомпонентную невытянутую нить с линейной плотностью 10,0 дтекс, используя один ПЭВП (скорость течения расплава - 36 г/10 мин) при скорости вытяжки до 600 м/мин. Двойное лучепреломление составляло 0,013. При осуществлении непрерывной двухстадийной вытяжки с образованием шейки с использованием полученной невытянутой нити в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки - 80°C, скорость - 40 м/мин, кратность вытяжки - 3,0; температура при второй стадии вытяжки - 90°C, скорость - 55 м/мин, кратность вытяжки - 1,2) стабильно получали плавкое клеящее бикомпонентное волокно (линейная плотность - 2,8 дтекс, среднеквадратическое отклонение диаметра волокна - 0,79, степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 84%). Таким образом, хотя вытяжку с образованием шейки пытались осуществлять, используя невытянутую нить, содержавшую только олефиновые полимеры, кратность вытяжки невозможно было в достаточной степени повысить, и в результате этого степень кристаллизации второго компонента из ПЭВП невозможно было повысить до уровня, достигаемого при использовании настоящего изобретения. Кроме того, штапельное волокно получали при тех же условиях, которые описаны в примере 3, и пригодность к чесанию была подтверждена, но она была хуже в сравнении с той же характеристикой плавкого клеящего бикомпонентного волокна с той же линейной плотностью, полученного в примере 3.
Сравнительный пример 6
При осуществлении непрерывной двухстадийной вытяжки с использованием невытянутой нити из сравнительного примера 5 в вытяжной машине с 3 парами горячих валов (температура при первой стадии вытяжки - 115°C, скорость - 40 м/мин, кратность вытяжки - 3,0; температура при второй стадии вытяжки - 90°C, скорость - 55 м/мин) кратность второй стадии вытяжки могла быть повышена только до 1,2, как в сравнительном примере 5, но плавкое клеящее бикомпонентное волокно получали (линейная плотность - 2,2 дтекс, среднеквадратическое отклонение диаметра волокна - 0,84, степень ориентации оси С кристаллического элемента второго компонента из ПЭВП - 84%). Целью условий вытяжки первой стадии было осуществление процесса вытяжки-течения, но этого невозможно было достигнуть. Другими словами, не достигали состояния вытяжки-течения при использовании невытянутой нити, имевшей структуру «оболочка-стержень» (второй компонент/первый компонент) из ПЭВП/ПП, даже тогда, когда условия вытяжки соответствующим образом регулировали, но вытяжку с высокой кратностью невозможно было осуществить. Кроме того, штапельное волокно получали, используя те же самые условия, что и в примере 3, и была подтверждена его пригодность к чесанию, но оно было отчетливо хуже, в сравнении с плавким клеящим бикомпонентным волокном той же линейной плотности, полученным в примере 3.
Ниже в Таблице 1 представлены условия получения и свойства <волокна, нити> к концу первого этапа вытяжки, а в Таблице 2 представлены условия получения и свойства <волокна, нити> к концу этапа повторной вытяжки, имевшие место в различных упомянутых выше примерах.
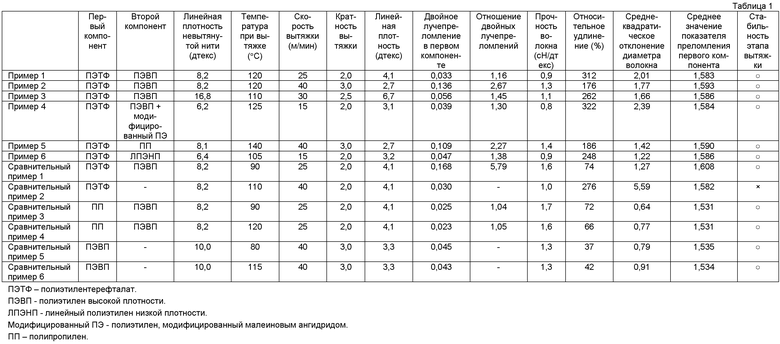

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСКРЕПЛЯЕМОЕ БИКОМПОНЕНТНОЕ ВОЛОКНО С ОТЛИЧНОЙ МЯГКОСТЬЮ И НЕТКАНЫЙ МАТЕРИАЛ, В КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2014 |
|
RU2657046C2 |
| БИКОМПОНЕНТНОЕ ИЗВИТОЕ ОКРАШЕННОЕ ПОЛИМЕРНОЕ ВОЛОКНО ДЛЯ ЗАЩИТЫ БУМАГИ ОТ ПОДДЕЛКИ | 2017 |
|
RU2635128C1 |
| РАСЩЕПЛЯЮЩЕЕСЯ СОПРЯЖЕННОЕ ВОЛОКНО, ЕГО АГРЕГАТ И ВОЛОКНИСТАЯ ФОРМА, ВЫПОЛНЕННАЯ ИЗ РАСЩЕПЛЯЮЩЕГОСЯ СОПРЯЖЕННОГО ВОЛОКНА | 2008 |
|
RU2436878C2 |
| ПЕРВИЧНЫЙ ГРУНТОВОЙ МАТЕРИАЛ ДЛЯ КОВРА | 2010 |
|
RU2549973C2 |
| ФИЛАМЕНТ ДЛЯ ФИЛЬТРА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ЭКСТРАГИРОВАНИЯ ПРИЯТНОГО НА ВКУС НАПИТКА, И ТКАНЫЙ МАТЕРИАЛ ДЛЯ ФИЛЬТРА, ПРЕДНАЗНАЧЕННОГО ДЛЯ ЭКСТРАГИРОВАНИЯ ПРИЯТНОГО НА ВКУС НАПИТКА, СОДЕРЖАЩИЙ ТАКОЙ ФИЛАМЕНТ | 2018 |
|
RU2737818C1 |
| МУЛЬТИФИЛАМЕНТ ДЛЯ ФИЛЬТРА ИЗ ТКАНОГО МАТЕРИАЛА ДЛЯ ЭКСТРАГИРОВАНИЯ ПРИЯТНЫХ НА ВКУС НАПИТКОВ | 2020 |
|
RU2807282C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯЖИ ИЗ НЕПРЕРЫВНОЙ ПОЛИЭФИРНОЙ НИТИ, ПРЯЖА ИЗ ПОЛИЭФИРНОЙ НИТИ, КОРД, СОДЕРЖАЩИЙ ПОЛИЭФИРНЫЕ НИТИ, И РЕЗИНОВОЕ ИЗДЕЛИЕ | 1995 |
|
RU2146311C1 |
| ПОЛИПРОПИЛЕНОВЫЕ ВОЛОКНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2008 |
|
RU2457290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СФОРМОВАННОГО ВОЛОКНА ТИПА ОСТРОВА-В-МОРЕ | 2006 |
|
RU2387744C2 |
| ТЕРМОАДГЕЗИОННОЕ ДВУХКОМПОНЕНТНОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2440447C2 |
Изобретение относится к производству химических волокон и касается плавкого клеящего полиэфирного бикомпонентного волокна. Плавкое клеящее бикомпонентное волокно получено посредством вытяжки невытянутой нити, содержащей сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента в качестве второго компонента. Двойное лучепреломление в первом компоненте из сложного полиэфира составляет не более 0,150, а отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте составляет не более 3,0. Степень ориентации оси С кристаллического элемента второго компонента плавкого клеящего бикомпонентного волокна составляет не менее 90%, а прочность одной нити плавкого клеящего бикомпонентного волокна составляет не менее 1,7 сН/дтекс. Изобретение обеспечивает получение сверхтонкого термоусадочного бикомпонентного волокна с высокой производительностью, при котором состояние вытяжки-течения невытянутой нити из сложного полиэфира обеспечивают легко и стабильно. 3 н. и 9 з.п. ф-лы, 2 табл., 6 пр.
1. Плавкое клеящее бикомпонентное волокно, полученное посредством вытяжки невытянутой нити, содержащей сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента, в качестве второго компонента, где плавкое клеящее бикомпонентное волокно отличается тем, что:
- двойное лучепреломление в первом компоненте из сложного полиэфира бикомпонентного волокна составляет не более 0,150, а отношение двойного лучепреломления в первом компоненте к двойному лучепреломлению во втором компоненте (двойное лучепреломление в первом компоненте/двойное лучепреломление во втором компоненте) составляет не более 3,0.
2. Плавкое клеящее бикомпонентное волокно по п.1, обладающее таким видом сопряжения, при котором вторым компонентом полностью покрыта поверхность волокна.
3. Плавкое клеящее бикомпонентное волокно по п.1 или 2, отличающееся тем, что среднеквадратическое отклонение диаметра волокна составляет не более 4,0.
4. Плавкое клеящее бикомпонентное волокно по п.1, отличающееся тем, что прочность одной нити не превышает 2,0 сН/дтекс, а относительное удлинение составляет не менее 100%.
5. Плавкое клеящее бикомпонентное волокно по п.1, отличающееся тем, что средний показатель преломления первого компонента из сложного полиэфира составляет не более 1,600.
6. Плавкое клеящее бикомпонентное волокно по п.1, отличающееся тем, что второй компонент из олефинового полимера представляет собой полиэтилен высокой плотности.
7. Плавкое клеящее бикомпонентное волокно по любому п.1, отличающееся тем, что термоусадка в сухом состоянии, получающаяся в результате обработки при температуре 145°С в течение 5 мин, составляет не менее 15%.
8. Плавкое клеящее бикомпонентное волокно, включающее сложный полиэфир в качестве первого компонента и олефиновый полимер с температурой плавления ниже температуры плавления первого компонента, в качестве второго компонента, где плавкое клеящее бикомпонентное волокно отличается тем, что:
- степень ориентации оси С кристаллического элемента второго компонента плавкого клеящего бикомпонентного волокна составляет не менее 90%, а прочность одной нити плавкого клеящего бикомпонентного волокна составляет не менее 1,7 сН/дтекс.
9. Плавкое клеящее бикомпонентное волокно по п.8, полученное посредством повторной вытяжки бикомпонентного волокна по любому из пп.1-7.
10. Плавкое клеящее бикомпонентное волокно по п.8 или 9, отличающееся тем, что линейная плотность составляет не более 4,0 дтекс.
11. Плавкое клеящее бикомпонентное волокно по п.8, отличающееся тем, что среднеквадратическое отклонение диаметра волокна составляет не более 4,0.
12. Полотнообразная волокнистая структура, полученная путем переработки плавкого клеящего бикомпонентного волокна по п.1 или 8.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| JP 54027017 A, 01.03.1979 | |||
| Вяжущее | 1977 |
|
SU691427A1 |
| Прядильный станок | 1926 |
|
SU5449A1 |

