Изобретение относится к строительству и может быть использовано при противокоррозионной защите сварных стыков трубопроводов с внутренним заводским покрытием и предназначенных для транспортирования различных агрессивных сред.
Известен способ и устройство для внутренней противокоррозионной защиты сварных соединений в процессе строительства трубопровода из труб с внутренним антикоррозионным покрытием (см. рекламный материал фирмы "Tuboscope-Vetco", США). Устройство содержит металлическую втулку, в канавках которой снаружи по ее концам размещены уплотнительные кольца круглого сечения. В центральной части втулки на ее наружной поверхности выполнена проточка, в которой размещена кольцевая прокладка из ткани с низкой теплопроводностью. Перед установкой втулки во внутреннюю полость соединяемых труб на наружную поверхность втулки наносят специальный герметизирующий состав. После установки втулки с натягом в соединяемых концах труб выполняют сварочные работы. Из-за значительных геометрических погрешностей формы и размеров труб в соединении втулка-труба может образоваться значительный зазор. Для устранения зазора вынуждены калибровать внутреннюю поверхность концов соединяемых труб.
Желательно иметь устройство для защиты от коррозии сварных соединений труб, позволяющее устранить операцию калибрования концов труб и упростить технологию изготовления и установки втулки в трубах при их соединении. Также желательно повысить надежность защиты сварных соединений труб от воздействия перекачиваемого по трубопроводу продукта в процессе эксплуатации трубопровода.
Задача решается тем, что устройство содержит герметизирующий бандаж из полимерной ленты, пропитанный полимерным связующим, а втулка выполнена тонкостенной из металлической коррозионно-стойкой ленты и прижимает бандаж к внутренней поверхности трубопровода с необходимым расчетным усилием с фиксацией этого усилия посредством замкового соединения концов ленты. Втулки устанавливают после выполнения сварных работ, что не влияет на время выполнения технологических операций при строительстве трубопровода и упрощает ведение работ.
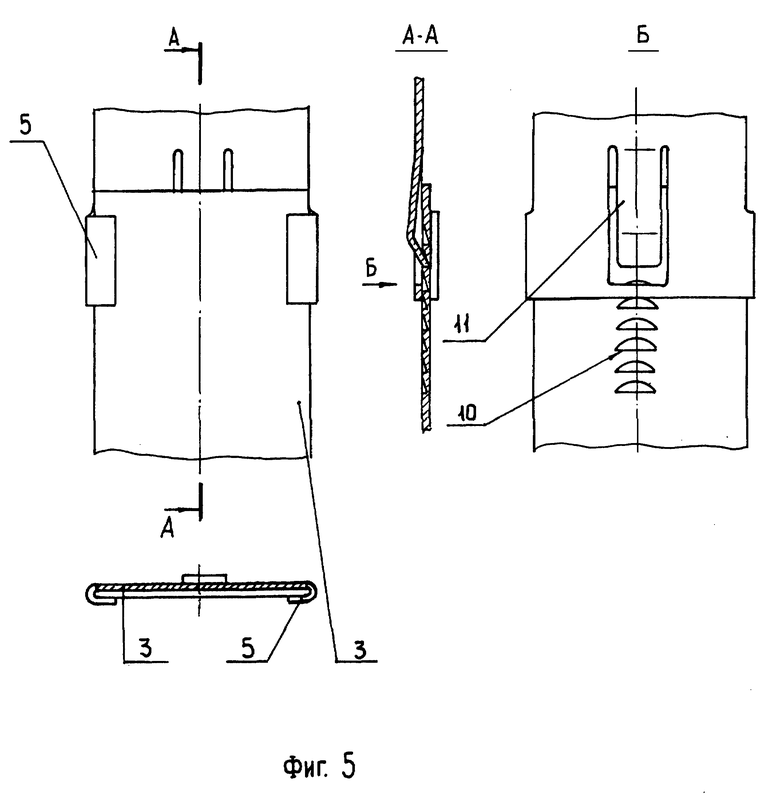
Изобретение иллюстрируется графическим материалом, где на фиг. 1 представлено введенное в трубопровод устройство; на фиг. 2 - устройство обжато по внутренней поверхности трубопровода; на фиг. 3, 4, 5 - различные замковые соединения, фиксирующие обжатие втулки.
Устройство содержит герметизирующий элемент-бандаж 1, выполненный из полимерного материала и пропитанный полимерным связующим, разжимную втулку 2, выполненную из коррозионно-стойкой ленты 3, свернутой спирально и снабженной замковым соединением 4, которое размещено на концах ленты 3 и может быть различного исполнения. Так, на одном конце ленты 3 отогнутые боковые пластины образуют направляющие 5 для размещенного в них конца ленты 3, в котором просечены зубья 6. В направляющих 5 закреплен фиксатор 7, контактирующий с зубьями 6 ленты 3 (см. фиг. 3). Шаг зубьев 6 пропорционален величине обратного пружинения бандажа и ленты 6. Фиксатор 7 может быть выполнен просечкой из материала ленты 6 (см. фиг. 4), причем конец ленты 3 с зубьями 6 имеет пазы 8 для увеличения податливости конца ленты 6, что улучшает его обжатие по внутренней поверхности трубопровода 9. Возможно выполнение замкового соединения 4 в виде отогнутых просечек 10 и упирающегося в одну из них фиксатора-отогнутой пластины 11 (см. фиг. 5).
Способ осуществляют следующим образом. Внутрь трубопровода в зону сварного стыка вводят разжимное устройство 12 с раздуваемой изнутри эластичной оболочки 13, на которой последовательно размещены спирально свернутaя металлическая лента 3 и пропитанный полимерным связующим бандаж 1. Ширина его обеспечивает перекрытие не имеющих в зоне сварного стыка покрытия концов труб с частичным захватом внутреннего покрытия труб. По каналу 14 подают под давлением рабочую среду, например сжатый воздух, в эластичную оболочку 13. Последняя, расширяясь, разжимает спирально свернутую ленту 3 и спирально свернутый бандаж 1 и прижимает их к внутренней поверхности трубопровода 9 с необходимым расчетным усилием, что обеспечивается подбором давления рабочей среды в эластичной камере-оболочке 13. Продольные кромки металлической ленты 3 скользят в направляющих 5 и после достижения расчетной степени обжатия бандажа 1 происходит фиксация обжатия в замковом соединении 4, что позволяет получить с расчетной величиной натяга соединение втулка 2-трубопровод 9.
Расчетная величина обжатия бандажа 1 обеспечивает необходимую степень герметизации зоны сварного соединения трубопровода от перекачиваемого по нему продукта и препятствует излишнему выдавливанию полимерного связующего из бандажа 1. Чрезмерная величина обжатия приводит к "голодному" склеиванию бандажа 1 с трубопроводом 9 и последующему нарушению герметичности в зоне сварного соединения.
Величина давления рабочей среды в оболочке 13 зависит от диаметра трубопровода, толщины и количества слоев бандажа 1, толщины ленты 3, а также физико-механических свойств бандажа и ленты. Величина указанного давления находится в пределах от 0,1 до 2,0 кгс/см2, предпочтительно - 0,5 кгс/см2. Рабочая среда в эластичную оболочку 13 может подаваться по шлангу от компрессора или от индивидуального источника, размещенного в разжимном устройстве 12.
Полимеризация связующего в бандаже 1 может осуществляться с нагревом, например, от наружного источника, размещенного на трубопроводе, но может проходить и без нагрева с учетом свойств полимерного связующего. Бандаж 1 может быть однослойным или многослойным с пропиткой связующим каждого слоя. Толщина металлической ленты зависит от степени агрессивности перекачиваемого по трубопроводу продукта, диаметра трубопровода и может составлять несколько миллиметров, предпочтительна толщина ленты 1-2 мм.
Изобретение делает независимой операцию запрессовки втулки 2 от технологических операций соединения труб с внутренней заводкой изоляцией в трубопровод 9.
Полимерное связующее, частично выдавленное из бандажа 1, формирует защитные валики по краям втулки 2, что дополнительно повышает надежность противокоррозионной защиты зоны сварных стыков трубопровода.
Изобретение относится к строительству и может быть использовано при сооружении и ремонте трубопроводов. Устройство содержит металлическую разжимную втулку, выполненную из коррозионно-стойкой ленты, концы которой снабжены замковым соединением, а также пропитанного полимерным связующим бандажа. На эластичной оболочке разжимного устройства размещают последовательно спирально свернутую металлическую ленту и спирально свернутый пропитанный полимерным связующим бандаж. Разжимное устройство вводят в трубопровод в зону сварного стыка труб. В эластичную оболочку подают под расчетным давлением рабочую среду, например сжатый воздух, эластичная оболочка расширяется, прижимает с расчетным усилием к внутренней поверхности трубопровода бандаж и металлическую ленту. Расчетное обжатие бандажа фиксируется замковым соединением на концах ленты. При обжатии бандажа некоторое количество полимерного связующего выдавливается и формируется по торцам разжимной втулки в виде валиков, что обеспечивает дополнительную противокоррозионную защиту зоны сварного соединения трубопровода при перекачивании по нему продукта в процессе эксплуатации. 2 с. и 7 з.п.ф-лы, 5 ил.