Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки плоских поверхностей деталей из сталей и сплавов поверхностным пластическим деформированием вибронакатыванием со статико-импульсным нагруженном инструмента.
Известен инструмент для обработки поверхностей деталей вибронакатыванием, в котором перемещение шариков осуществляют с переменной скоростью в направлении перемещения инструмента относительно детали, причем инструмент содержит державку с шариком [1].
Известен также инструмент для обработки плоских поверхностей деталей вибронакатыванием, содержащий приводную державку, на которой в опорном элементе эксцентрично оси державки размещен шарик [2].
Недостатками известных инструментов является то, что в них не используется дополнительное движение по ходу эксцентричного перемещения инструмента, а именно изменение скорости движения инструмента по дуге, описываемой инструментом, что снижает качество нанесения микрорельефа на деталь и степень ее рельефности. Что касается получения дополнительного движения инструмента, то очевидные технические решения предполагают наличие сложных приводов для осуществления такого движения, что усложняет конструкцию инструмента и возможность получения дополнительного перемещения.
Известен инструмент для обработки плоских поверхностей деталей вибронакатыванием, повышающий качество нанесения микрорельефа и степень рельефности, для чего инструменту придают дополнительное перемещение с переменной скоростью по траектории эксцентриситета инструмента [3]. Это достигается за счет того, что опорный элемент для шарика выполнен в виде плоской гибкой спирали, причем один конец спирали прикреплен к державке, а другой связан с шариком.
Известный инструмент отличается ограниченными технологическими возможностями, низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности. Кроме того, трение скольжения между опорным элементом и державкой вызывает большой износ поверхностей и быстрому отказу инструмента.
Задача изобретения - расширение технологических возможностей, снижение себестоимости изготовления заготовок благодаря упрощению конструкции применяемой оснастки, повышение производительности, точности и качества обработки путем обеспечения осевого вибрационного возвратно-поступательного продольного перемещения корпуса, позволяющее сообщить дополнительное радиальное осциллирующее движение деформирующим элементам, зависящим от частоты вибраций корпуса.
Эта задача решается с помощью использования предлагаемого устройства для поверхностного пластического деформирования вибронакатыванием плоских поверхностей, предназначенного для установки на шпинделе станка и содержащего корпус с деформирующими элементами, которому сообщают вращение, при этом с торца в корпусе расточены глухие отверстия, расположенные под острым углом β, который выполнен в диапазоне 0<β<45° к продольной оси, при этом в отверстиях, с возможностью возвратно-поступательного перемещения по скользящей посадке вдоль осей отверстий, установлены штоки, причем на внешних торцах штоков закреплены деформирующие элементы, а на внутренние торцы штоков воздействуют пакеты тарельчатых пружин, предварительно сжатые и создающие рабочее давление, кроме того, корпусу сообщают дополнительное возвратно-продольное осциллирующее движение, благодаря которому деформирующие элементы совершают радиальные возвратно-поперечные колебательные движения, причем осциллирующее движение корпуса осуществляется с помощью кольца с кулачками, которое запрессовано на свободном торце корпуса, входящего в контакт с барабаном с кулачками, профиль которых ответный профилю кулачков кольца, причем барабан неподвижно закреплен на станке, а шпиндель имеет шлицевую шейку, на которой подвижно центральным шлицевым отверстием установлен корпус с возможностью возвратно-продольного перемещения с поджатием винтовой цилиндрической пружиной сжатия.
Сущность конструкции устройства поясняется чертежами.
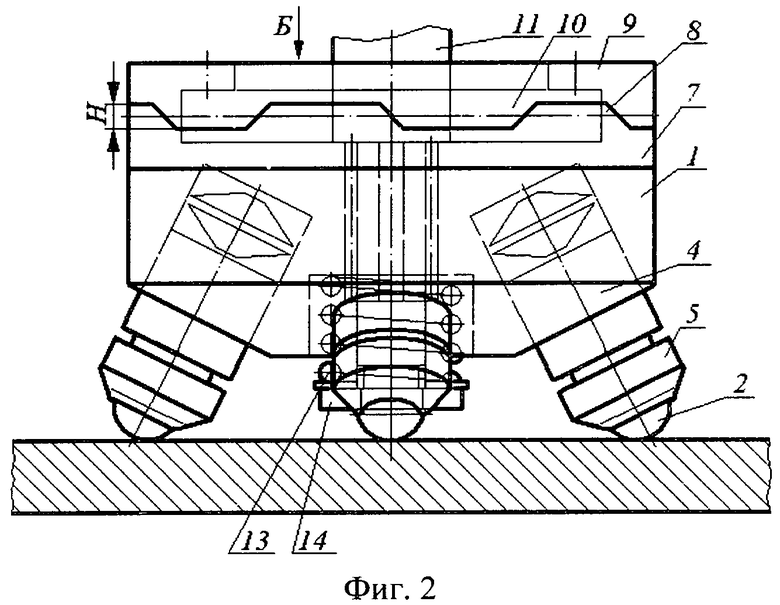
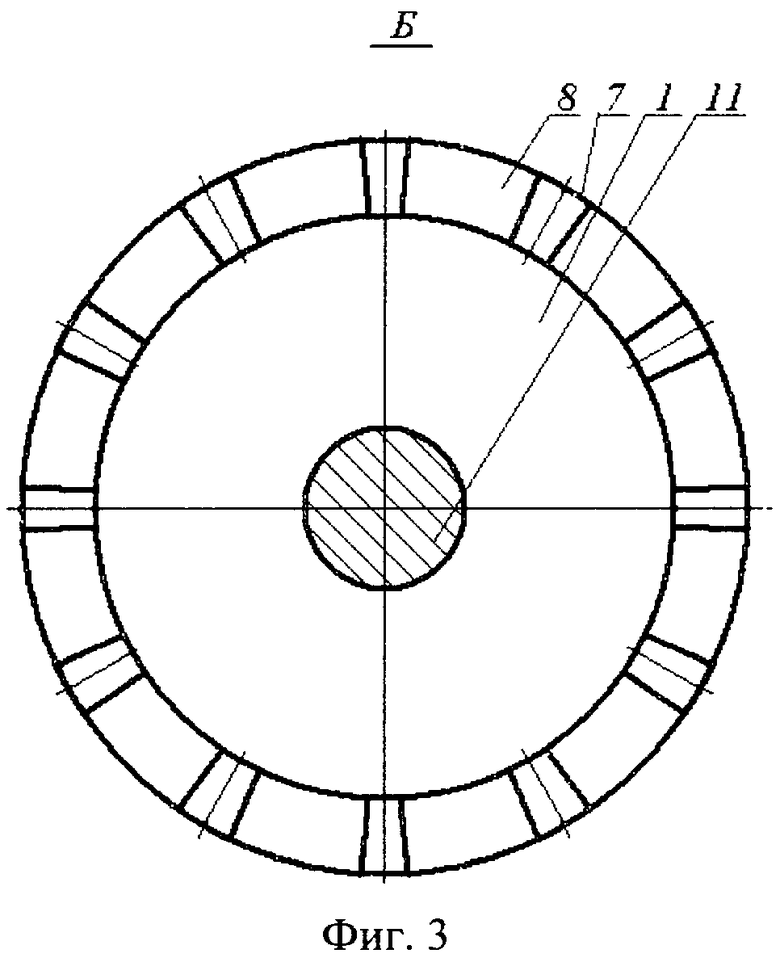
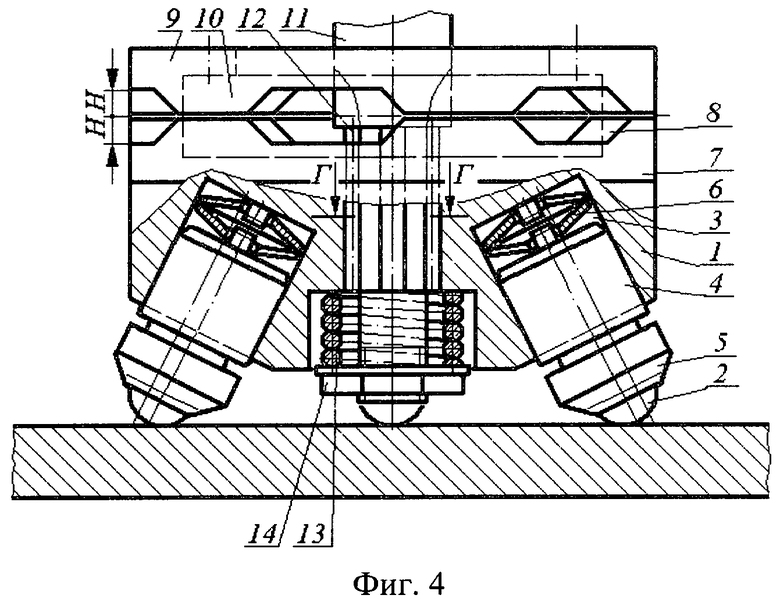
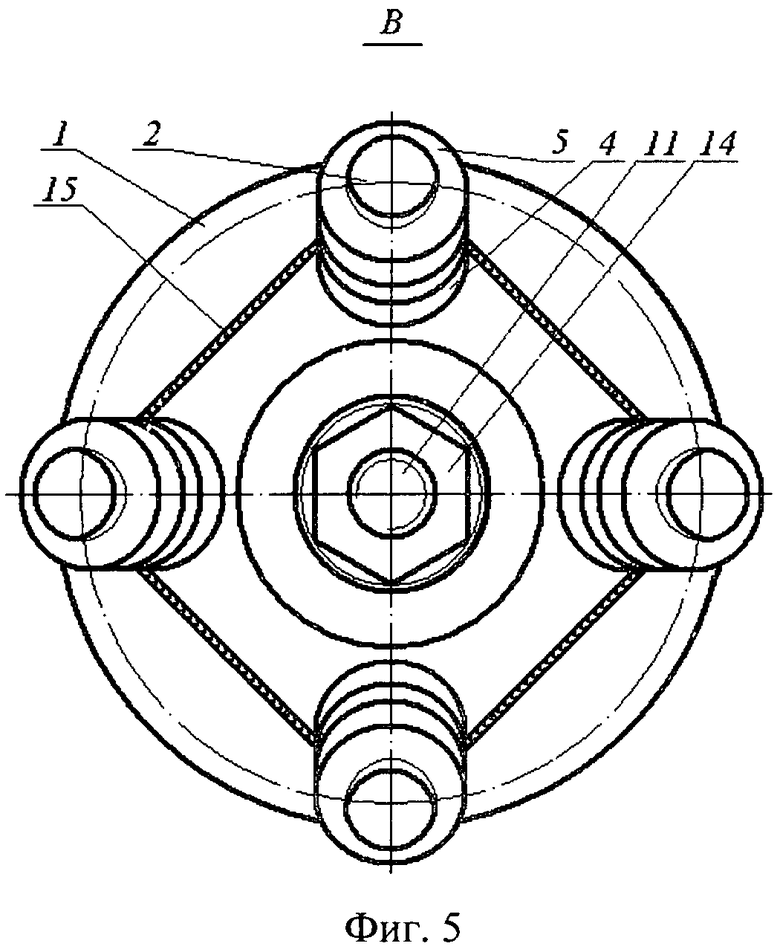
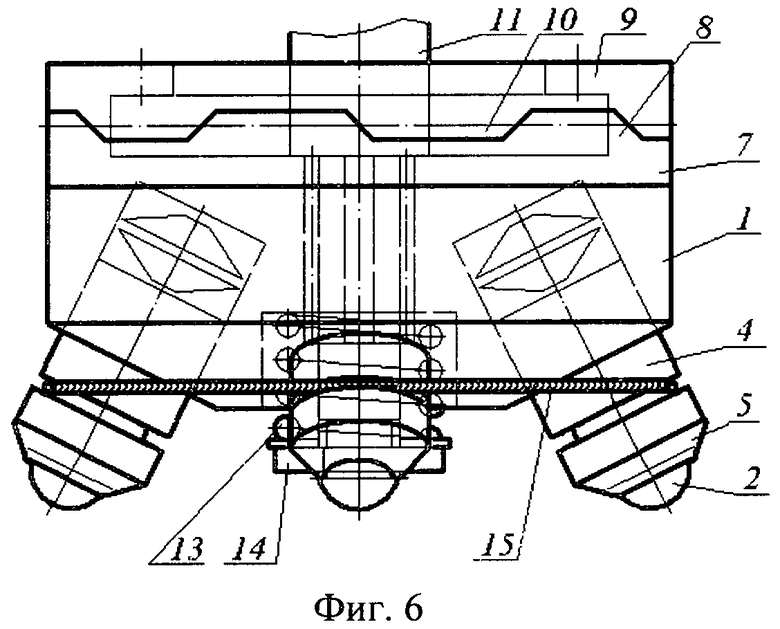
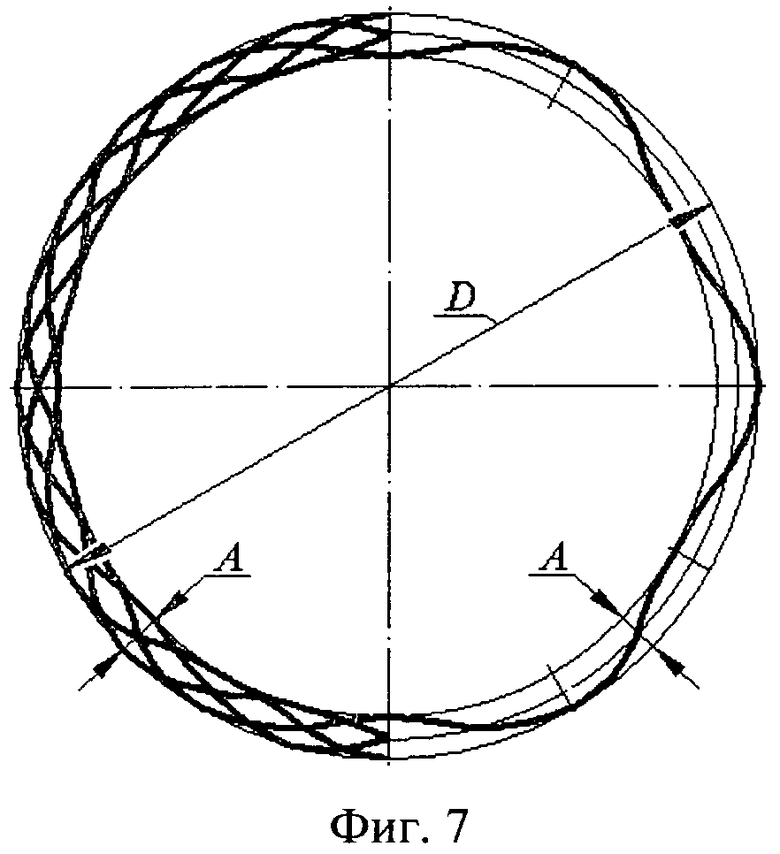
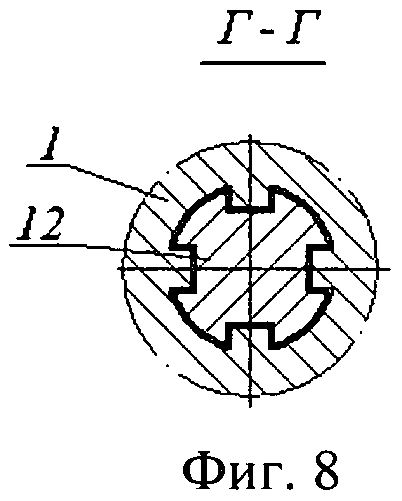
На фиг.1 показана схема обработки плоскости поверхностным пластическим деформированием вибронакатыванием предлагаемым устройством с радиальным осциллирующим движением деформирующих элементов - шариков, продольный разрез, тонкими линиями показано положение корпуса устройства в крайнем нижнем положении, когда деформирующие элементы сведены к центру; на фиг.2 - общий вид сбоку устройства для вибронакатывания; на фиг.3 - общий вид устройства сверху по Б на фиг.2, кулачковый барабан условно снят; на фиг.4 - предлагаемое устройство в рабочем состоянии, частичный продольный разрез, деформирующие элементы сведены к центру и максимально нагружены; на фиг.5 - вид снизу по В на фиг.1; на фиг.6 - устройство в свободном не нагруженном состоянии, для предохранения от выпадания деформирующих элементов установлена стягивающая пружина; на фиг.7 - следы траекторий осциллирующих движений деформирующих элементов на обрабатываемой поверхности, слева - следы от 4-х деформирующих элементов шариков, справа - от одного; на фиг.8 - сечение Г-Г на фиг.4, подвижное шлицевое соединение корпуса со шпинделем.
Предлагаемая конструкция устройства предназначена для чистовой отделочной обработки плоскостей поверхностным пластическим деформированием (ППД) - вибронакатыванием множеством деформирующих элементов, например шариков, совершающих радиальные вибрационные возвратно-поступательные перемещения с амплитудой А за счет введения дополнительного возвратно-продольного осциллирующего движения АK корпуса относительно продольной оси, позволяющего регулирование и установление оптимальной частоты, зависящей от частоты вращения корпуса VИ и других факторов (см. ниже).
Предлагаемое устройство служит для поверхностного пластического деформирования вибронакатыванием плоских поверхностей и предназначено для установки на шпинделе, например, вертикально-фрезерного станка (не показан).
Устройство содержит корпус 1 с деформирующими элементами 2, которому сообщают вращение со скоростью VИ. Корпус представляет собой диск, с одного торца которого расточены глухие отверстия 3, расположенные под острым углом β, который может быть выполнен в диапазоне 0<β<45° к продольной оси.
В отверстиях корпуса, с возможностью возвратно-поступательного перемещения по скользящей посадки вдоль осей отверстий, установлены штоки 4.
На внешних торцах штоков закреплены деформирующие элементы 2, например шарики, которые удерживаются сепаратором 5. Деформирующими элементами могут быть шарики, ролики и другой формы элементы. Избежать заклинивания шариков осуществляется известными способами и устройствами, например опорой на шарикоподшипники или на вставки из фторопласта (не показаны) и т.п. [4] с.391, рис.10.
На внутренние торцы штоков воздействуют пакеты тарельчатых пружин 6, предварительно сжатые, создающие рабочее давление и находящиеся в глухих отверстиях корпуса. Тарельчатые пружины аккумулируют энергию осциллирующего движения AK корпуса и работают как буферы и амортизаторы, воспринимая большие силы при относительно малых габаритных размерах. Тарельчатые пружины могут быть выполнены по ГОСТ 3057-79 из стали 60С2, а также из пружинной стали по ГОСТ 14963-78.
Корпусу сообщают дополнительное возвратно-продольное осциллирующее движение АK относительно продольной оси, благодаря которому деформирующие элементы 2 совершают радиальные возвратно-поперечные колебательные движения А. Осциллирующее движение АK корпуса осуществляется с помощью кольца 7 с кулачками 8. Кольцо 7 жестко закреплено и неподвижно запрессовано на свободном торце, противоположном торцу с отверстиями 3 корпуса и имеет выступы и впадины, которые образуют кулачки 8. Высота кулачков Н, т.е. глубина впадины, влияет на величину амплитуды осциллирующего движения корпуса АK. Профили кулачков, показанных на фиг.1, 2, 4, 6, будут осциллировать корпус устройства с амплитудой АK=Н мм, а частота осцилляции будет равна количеству выступов, а именно - 6, за один оборот корпуса.
Кулачки 8 кольца контактируют с барабаном 9 кулачками 10, профиль последних является ответным профилю кулачков 8 кольца 7. Барабан 9 неподвижно закреплен на шпиндельной бабке на станке (не показаны), на котором ведется накатывание плоских поверхностей данным устройством.
Шпиндель 11 имеет шлицевую шейку 12, на которой подвижно центральным шлицевым отверстием установлен корпус 1 с возможностью возвратно-продольного перемещения АK относительно шлицевого шпинделя с поджатием винтовой цилиндрической пружиной сжатия 13 с помощью гайки 14.
Количество штоков и деформирующих элементов принимается по конструктивным соображениям. При нахождении устройства в свободном не нагруженном состоянии для предохранения от выпадания деформирующих элементов установлена стягивающая пружина 15 (см. фиг.5, 6). На фиг.1, 2, 4 стягивающая пружина условно не показана.
На внутренний торец штоков воздействует пакет тарельчатых пружин 6, предварительно сжатых, создающих рабочие номинальные давления и находящихся в глухом отверстии.
Отличительной особенностью предлагаемого устройства является то, что деформирующие элементы установлены на штоках подвижно относительно корпуса и имеют возможность перемещаться под углом β относительно продольной оси, т.е. как в продольном, так и в поперечном направлениях.
В глухих, наклонных к продольной оси, отверстиях корпуса установлены пакеты тарельчатых пружин, благодаря которым создается статическая нагрузка, действующая на шток, на деформирующий элемент и далее по нормали на обрабатываемую поверхность заготовки. Выбор конструктивных параметров тарельчатых пружин зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
Импульсное нагружение на деформирующий элемент осуществляется за счет введения возвратно-продольных колебательных движений корпуса, позволяющих приближать и удалять корпус относительно обрабатываемой заготовки и деформирующих элементов. При этом, благодаря наклонному расположению штоков с деформирующими элементами, последние совершают возвратно-поперечные колебательные движения в радиальном направлении.
Величина поперечной амплитуды осцилляции А деформирующего элемента зависит от величины продольной амплитуды корпуса АK, которая, в свою очередь, зависит от высоты кулачка Н кольца и барабана и угла β наклона отверстий под штоки к продольной оси. Если амплитуда осцилляции корпуса равна высоте кулачка кольца и барабана, то величина А определяется по формуле:
A=AK·tgβ=H·tgβ мм,
где: А - величина поперечной амплитуды осцилляции деформирующего элемента, мм;
АK - величина продольной амплитуды осцилляции корпуса, мм;
Н - высота кулачков и барабана, мм;
β - угол наклона отверстий со штоками к продольной оси устройства, град.
Таким образом, происходит ППД вибронакатывание со статико-импульсным нагружением деформирующих элементов, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Повышение качества обработки происходит за счет наложения вибраций на движение деформирующих элементов и обеспечения плавного изменения силы прижима к обрабатываемой поверхности.
В результате вибронакатывания предлагаемым устройством величина шероховатости поверхности деталей из стали, чугуна и цветных металлов снижается. Перед вибронакатыванием таким устройством поверхности обрабатывают тонким точением или фрезерованием с допуском 0,01 мм и параметром шероховатости поверхности Ra≤8 мкм. Припуск на обработку не должен превышать 0,02…0,03 мм [4].
При изготовлении устройства его детали обрабатывают с точностью по 6-му квалитету и параметром шероховатости поверхности Ra=0,2…0,4 мкм. Рабочие поверхности корпуса, штоков, сепараторов и деформирующих элементов, например шариков, закаливают до твердости HRC 62…64.
Изменение размеров поверхности при вибронакатывании связано со смятием микронеровностей и пластической объемной деформацией заготовки. Таким образом, точность обработанной заготовки будет зависеть от ее конструкции и конструкции устройства, режимов обработки, а также от точности размеров, формы и качества поверхности заготовки, полученных при обработке на предшествующем переходе.
При обработке предлагаемым устройством жестких заготовок изменение их размеров вызвано уменьшением микронеровностей на поверхностях. Величина изменения размера зависит от состояния исходной поверхности. При этом точность размеров существенно не меняется.
Процесс обработки разработанным устройством характеризуется небольшими натягами и поэтому также сопровождается незначительными изменениями размеров. При вибронакатывании заготовок точность их размеров можно повысить на 10…20%, а отклонение формы при этом составит 10…30 мкм.
Неблагоприятные условия обработки заготовки вблизи торцов приводят к увеличенной пластической деформации заготовки на участках длиной 3…15 мм. При высоких требованиях к точности следует проводить обработку с малыми усилиями, устанавливать предохранительные шайбы и т.п.
Наиболее целесообразно вибронакатыванием обрабатывать предлагаемым устройством исходные поверхности 7…11-го квалитетов.
При ППД вибронакатыванием предлагаемым устройством практически достигаются параметры шероховатости обрабатываемой поверхности Ra=0,2…0,8 мкм при исходных значениях этих параметров 0,8…6,3 мкм. Степень уменьшения шероховатости поверхности зависит от материала, рабочего усилия, подачи, исходной шероховатости, конструкции устройства и т.д.
Вибронакатывание следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию поверхностного слоя. Кроме того, рабочий профиль деформирующих элементов обычно предназначен для работы только в одну сторону.
Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…150 м/мин.
Для многоэлементного устройства, каковым является предлагаемое устройство, принимают подачу SПР=0,1…3,0 мм на один оборот устройства [4]. Оптимальная подача на один оборот деформирующего элемента - ролика (не показан) не должна превышать 0,1…0,5 мм/об, на один оборот шарика - SШ=0,01…0,05 мм/об. Подачу на один оборот устройства определяют по формуле SПР=kSШ; где k - число деформирующих элементов.
Смазывающе-охлаждающей жидкостью при вибронакатывании служат: машинное масло, смесь машинного масла с керосином (по 50%), сульфофрезол (5%-ная эмульсия). Обработку чугуна рекомендуется вести без охлаждения.
Устройство для вибронакатывания плоскостей работает следующим образом.
Нагрузка поверхностного пластического деформирования (ППД) вибронакатывания, действующая по нормали на обрабатываемую поверхность заготовки, создается механизмами станка, как при традиционном плоском накатывании. Выбор величины нагрузки ППД зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
В качестве механизма импульсного нагружения деформирующих элементов с амплитудой А применяется генератор импульсов, состоящий из кольца с профильными кулачками и барабана с ответным профилем кулачков, который воздействует на корпус и нагружает его с амплитудой АK.
При плоском ППД заготовка вместе со столом совершает возвратно-поступательные движения SПР и поперечную подачу SПОП на каждый двойной ход стола, а инструменту сообщают вращательное движение VИ.
Импульсная ударная продольная нагрузка на корпус, преодолевая сопротивление тарельчатых пружин, воздействует на деформирующие элементы, перемещает их поперек оси корпуса в радиальном направлении от периферии к центру на величину амплитуды А (см. фиг.1, 2, 4).
После окончания действия удара корпус возвращается в верхнее положение, а деформирующие элементы возвращаются в первоначальное положение к периферии с помощью тарельчатых пружин.
В качестве примера проводилась обработка «основания корпуса» на вертикально-фрезерном станке с ЧПУ мод. 6520ФЗ, имеющий дискретность задания размеров по координатам 0,01 мм, оснащенным предлагаемым устройством с деформирующими элементами в виде шариков - 4 шт., опирающимися на штоки и тарельчатые пружины.
Материал обрабатываемой заготовки «основания корпуса» - отливки - специальный чугун, имеющий химический состав (в %): С - 3,2…3,4; Si - 2,0…2,3; Mn - 0,5…0,8; Cr - 0,25…0,40; Ni - 0,10…0,25; P≤0,20; S≤0,15; Fe - остальное. Механические свойства чугуна: 170…241 НВ; σв≥206 Н/мм2; σиз=432 Н/мм2; шероховатость - Ra=0,32 мкм.
Режимы вибронакатывания: VИ=19 м/мин; подачу на один оборот устройства определяли по формуле SПР=kSШ=4·0,05=0,2 мм/об.
Значения технологических факторов выбирались таким образом, чтобы обеспечить кратность импульсного воздействия при обработке элементарной площадки обрабатываемой поверхности в диапазоне 6…10.
Дальнейшее увеличение кратности осциллирующего воздействия не значительно влияет на эффективность обработки.
Величина силы статического поджатия деформирующих элементов к обрабатываемой поверхности составляла: минимальная - 250…400 Н; номинальная - 400…500 Н; максимальная - 550…850 Н. Величина хода корпуса относительно штоков составляла - 3…9 мм.
Предлагаемое устройство позволило повысить производительность в 1,5…2 раза, исключить операцию получистовой обработки благодаря улучшению шероховатости поверхности на 1…2 класса.
Импульсная нагрузка в сочетании с вращательным и возвратно-поступательным движениями в радиальном направлении создают перекрестное движение деформирующих элементов и периодически изменяют рабочее усилие и силу трения.
Благодаря этому облегчается деформация микронеровностей обрабатываемой поверхности, а переменные силы активно перераспределяются в плоскости вибронакатывания и в несколько раз уменьшается сила трения.
Перекрестное движение со статико-импульсным нагружением интенсифицирует процесс вибронакатывания, при этом на обработанной поверхности формируется износостойкий, регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты, см. фиг.7, где показаны следы траекторий осциллирующих движений деформирующих элементов на обрабатываемой поверхности, слева - следы от 4-х деформирующих элементов шариков, справа - от одного.
Предлагаемое устройство со статико-импульсным нагружением деформирующих элементов обеспечивает низкую себестоимость изготовления заготовок благодаря простоте конструкции инструмента, не требующего специального генератора импульсов.
Предлагаемое устройство позволяет повысить режимы и производительность обработки в несколько раз без ухудшения качества обработанной поверхности. Кроме того, в таких условиях стойкость инструмента возрастает в два и более раз по сравнению со стойкостью при традиционном накатывании, облегчается деформация микронеровностей, уменьшается расход энергии на деформирование и трение.
Предлагаемое устройство целесообразно и эффективно использовать при обработке заготовок малой жесткости из труднообрабатываемых материалов и сплавов.
Источники информации
1. Авторское свидетельство СССР №313647, кл. В24В 39/02. 1971.
2. Авторское свидетельство СССР №1232463, кл. В24В 39/06. 1986.
3. Авторское свидетельство СССР №1779562, кл. В24В 39/06. Инструмент для обработки плоских поверхностей деталей вибронакатыванием. Н.И.Котович, А.М.Игнатович, А.А.Дубовик и П.П.Сугоняко. Заявка №4911191/27, 15.02.91; 07.12.92. Бюл.№45 - прототип.
4. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - С.383…397, рис.8, а; рис.9, таблица 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО - УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2023 |
|
RU2815142C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2409462C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2023 |
|
RU2813918C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО РАСКАТЫВАНИЯ | 2010 |
|
RU2440231C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ИСПОЛЬЗОВАНИЕМ РОТОРНОГО ГЕНЕРАТОРА МЕХАНИЧЕСКИХ ИМПУЛЬСОВ | 2008 |
|
RU2366558C1 |
| РОТОРНЫЙ ГЕНЕРАТОР МЕХАНИЧЕСКИХ ИМПУЛЬСОВ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2366559C1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
Изобретение относится к технологии машиностроения, в частности к отделочно-упрочняющей обработке плоских поверхностей деталей поверхностным пластическим деформированием. Устройство содержит выполненный с возможностью вращения корпус с деформирующими элементами. С торца корпуса выполнены отверстия. В отверстиях с возможностью возвратно-поступательного перемещения по скользящей посадке установлены штоки. На внешних торцах штоков закреплены деформирующие элементы. Внутренние торцы штоков выполнены с возможностью воздействия на них пакетов тарельчатых пружин. На свободном торце корпуса запрессовано кольцо с кулачками, выполненное с возможностью вхождения в контакт с барабаном с кулачками, имеющими профиль, ответный профилю кулачков кольца. Барабан неподвижно закреплен на станке. Корпус выполнен с возможностью возвратно-продольного перемещения. В результате расширяются технологические возможности, повышается производительность, точность и качество обработки. 8 ил.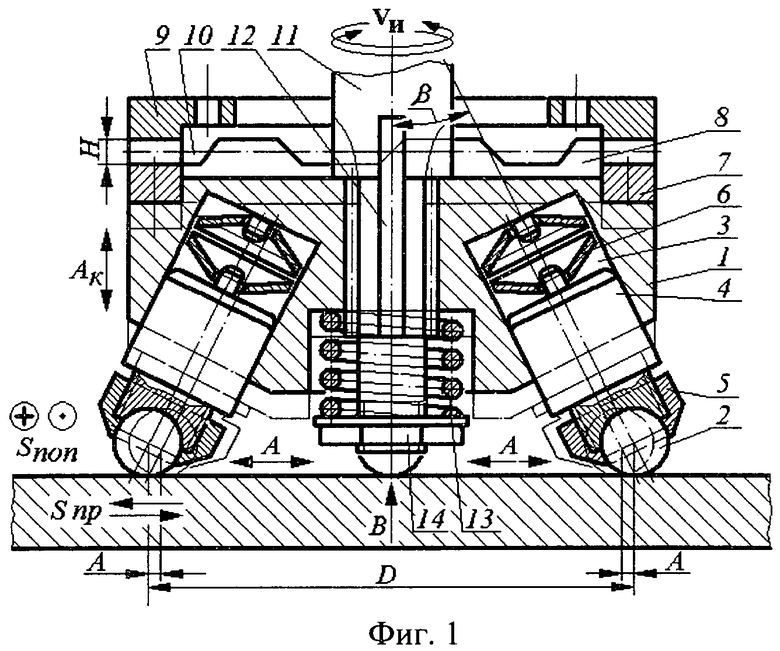
Устройство для поверхностного пластического деформирования вибронакатыванием плоских поверхностей, предназначенное для установки на шпинделе станка, содержащее выполненный с возможностью вращения корпус с деформирующими элементами, отличающееся тем, что оно снабжено предварительно сжатыми пакетами тарельчатых пружин, с торца в корпусе расточены глухие отверстия, расположенные под острым углом β к продольной оси, который выполнен в диапазоне 0<β<45°, при этом в отверстиях вдоль их осей с возможностью возвратно-поступательного перемещения по скользящей посадке установлены штоки, на внешних торцах которых закреплены деформирующие элементы, а внутренние торцы штоков выполнены с возможностью воздействия на них пакетов тарельчатых пружин, создающих рабочее давление, при этом на свободном торце корпуса запрессовано кольцо с кулачками, выполненное с возможностью вхождения в контакт с барабаном с кулачками, имеющими профиль, ответный профилю кулачков кольца, для сообщения дополнительного возвратно-продольного осциллирующего движения корпусу, обеспечивающего радиальные возвратно-поперечные колебательные движения деформирующим элементам, причем барабан неподвижно закреплен на станке, а шпиндель имеет шлицевую шейку, на которой подвижно центральным шлицевым отверстием установлен корпус с возможностью возвратно-продольного перемещения с поджатием винтовой цилиндрической пружиной сжатия.
| Инструмент для обработки плоских поверхностей деталей вибронакатыванием | 1991 |
|
SU1779562A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| 0 |
|
SU181513A1 | |
| US 4542565 A, 24.09.1985. | |||

