Изобретение относится к машиностроению и может быть использовано, в частности, для заполнения консистентной смазкой внутренних полостей манжет перед их установкой в узлы и детали машин.
Известно устройство для нанесения консистентной смазки на внутренние поверхности деталей, содержащее ось с осевым сверлением и радиальными каналами, выходящими в кольцевую проточку в месте установки ротора, оснащенного тангенциальными каналами для выхода смазки (см. патент RU №2206021 С2, кл. F16N 11/12, 2003 г.).
Устройство предназначено для распыления смазки при ее нанесении и не обеспечивает заполнения смазкой кольцевых внутренних полостей в деталях в заданном объеме.
В качестве прототипа изобретения определен наконечник для смазки внутренних профильных поверхностей деталей, включающий стержень с осевым каналом и наружной кольцевой проточкой, соединенной с осевым каналом радиальными каналами, имеющими одинаковый диаметр и равномерно расположенными по окружности проточки, при этом суммарная площадь поперечного сечения всех радиальных каналов значительно меньше площади поперечного сечения осевого канала (см. патент РФ RU №81784 U1, 2009 г.).
Наконечник обеспечивает равномерное заполнение консистентной смазкой только одной кольцевой проточки и не может быть использовано для заполнения смазкой внутренних полостей деталей при их групповой подготовке к установке в узлы и детали машин.
Задача изобретения - обеспечить закладку равных объемов консистентной смазки в кольцевые внутренние полости деталей, например, при их групповой обработке.
Решить поставленную задачу позволяет оправка для заполнения консистентной смазкой кольцевых внутренних полостей в деталях, включающая стержень с осевым каналом и наружными кольцевыми проточками, соединенными с осевым каналом радиальными каналами, имеющими одинаковый диаметр и равномерно расположенными по окружности проточки. При этом суммарная площадь поперечного сечения всех радиальных каналов значительно меньше площади поперечного сечения осевого канала. Оправку отличает то, что стержень помещен в гильзу, внутренняя поверхность которой дистанцирована относительно наружной поверхности стержня с образованием объема, значительно превосходящего объем смазки, необходимый для заполнения всех кольцевых внутренних полостей деталей. В местах размещения деталей наружная поверхность гильзы соединена с внутренней полостью равномерно распределенными по окружности радиальными каналами, количество которых одинаково в каждом сечении, имеющими одинаковое гидравлическое сопротивление, значение которого выше самопроизвольного вытекания смазки при отсутствии избыточного давления. Кроме того, в каждой кольцевой проточке стержня установлены обратные клапаны с одинаковыми параметрами открытия, причем кольцевые проточки стержня располагаются посередине между парами рядов радиальных каналов гильзы.
Наличие в заявленной оправке признаков, отсутствующих в прототипе, позволяет сделать вывод о новизне предложенного решения.
Наличие большого зазора и большого объема смазки между наружной поверхностью стержня и внутренней поверхностью гильзы формирует большое проходное сечение для прокачки небольшого объема смазки, что сводит к минимуму влияние трения смазки о поверхности стержня и гильзы, а при равных по протяженности симметрично расположенных путях прохождения смазки до отверстий ее выхода обеспечивает и равные объемы ее выдачи. Оснащение гильзы равномерно распределенными по окружности радиальными каналами с равным гидравлическим сопротивлением и одинаковым количеством в каждом сечении обеспечивает равномерное распределение смазки по окружности и ее равные объемы при заполнении кольцевых внутренних полостей в деталях. Гидравлическое сопротивление радиальных каналов гильзы препятствует самопроизвольному вытеканию смазки при отсутствии заполняемых смазкой деталей и отсутствии подвода смазки через осевой канал. Установка обратных клапанов с одинаковыми параметрами открытия обеспечивает их одновременное открытие и выдачу равных объемов смазки каждым клапаном, поскольку каждая кольцевая проточка соединена с осевым каналом дроссельными радиальными каналами, а суммарный расход смазки через эти каналы значительно меньше возможностей подвода смазки через осевой канал. Размещение кольцевых проточек посередине между парами рядов радиальных каналов гильзы обеспечивает и равные объемы смазки, вытесняемой в эти каналы, так как обратные клапаны выдают равные объемы смазки и перемещаются эти объемы по двум кратчайшим путям в два ближайших ряда радиальных каналов. Таким образом, наличие новых признаков обеспечивает и наличие новых свойств.
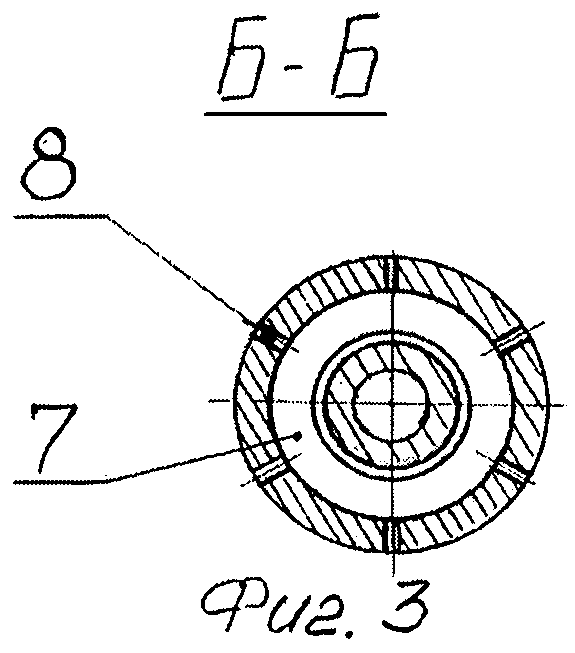
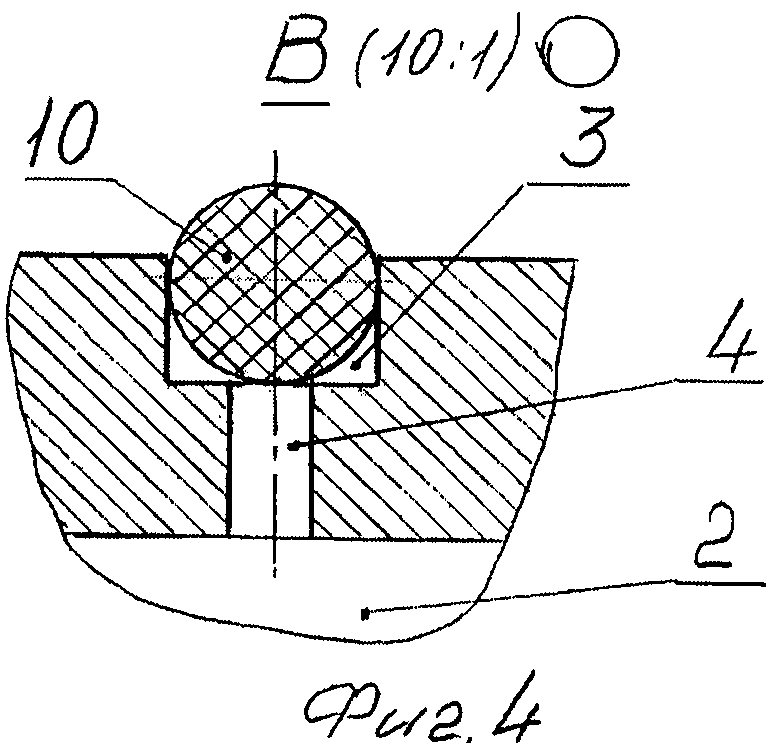
На фиг.1 показан общий вид оправки, на фиг.2 - разрез А-А с фиг.1, на фиг.3 - разрез Б-Б с фиг.1, на фиг.4 - выносной элемент В с фиг.1 повернут и в увеличенном масштабе.
Устройство содержит стержень 1 с осевым каналом 2 и наружными кольцевыми проточками 3, соединенными с осевым каналом радиальными каналами 4.
Стержень 1 помещен в гильзу 5, внутренняя поверхность 6 которой дистанцирована относительно наружной поверхности стержня и образует объем 7. Гильза 5 оснащена равномерно распределенными по окружности радиальными каналами 8, размещенными в местах расположения кольцевых внутренних полостей деталей. В кольцевые проточки 3 стержня 1 установлены обратные клапаны 10, выполненные в виде упругих колец круглого сечения. Для обеспечения сборки устройства концы стержня 1 выполнены с наружной резьбой. На одном конце по резьбе установлен наконечник 11 с наружной конической поверхностью для облегчения одевания на оправку смазываемых деталей. На втором конце установлен опорный фланец 12 с элементами крепления оправки, например по резьбовым отверстиям 13, к стойке или станине. Пакет «наконечник-стержень-гильза-опорный фланец» стянут гайкой 14 с контргайкой 15, кроме того, резьбовой конец 16 стержня служит для подключения к магистрали подвода смазки.
Устройство работает следующим образом.
Смазка по осевому каналу 2 стержня 1 подается под давлением из дозатора (не показан) порциями. Каждая порция равна суммарному объему смазки, необходимому для заполнения всех кольцевых полостей 9 деталей (например, полостей между рабочей кромкой и пыльником манжет резиновых для валов).
При подаче смазки давление в канале 2 начинает подниматься и по достижении величины, достаточной для открытия обратных клапанов 10, смазка продавливается через дросселирующие радиальные каналы 4. Так как расход смазки через все радиальные каналы 8 значительно меньше возможностей подводящего осевого канала 2, то падение давления ниже уровня, достигнутого в радиальных каналах, не происходит и все обратные клапаны во время выдачи дозы смазки остаются открытыми. Через обратные клапаны смазка попадает в объем 7, поднимает в нем давление и вытесняется через радиальные каналы 8 во внутренние полости 9 деталей. Поскольку обратные клапаны равно удалены от сечений гильзы с радиальными каналами 8, а перемещаемые объемы смазки незначительны для проходного сечения полости 7, то величина вытесняемой в полости 9 смазки определяется в основном гидравлическим сопротивлением радиальных каналов 8 гильзы 5. Так как количество радиальных каналов 8 в каждом сечении одинаково, как и их гидравлическое сопротивление, то и объемы смазки, вытесняемой в каждую полость 9, равны.
Предложенная оправка обеспечивает заполнение консистентной смазкой кольцевых внутренних полостей деталей. Данная конструкция оправки позволяет использовать групповой метод обработки деталей, например, при закладке смазки между рабочей кромкой и пыльником манжет по ГОСТ 8752-70 для валов. Оправка используется в технологическом процессе сборки раздаточной коробки автомобилей в опытно-промышленном производстве ОАО «АВТОВАЗ».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КОНСИСТЕНТНОЙ СМАЗКИ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2001 |
|
RU2206021C2 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2330190C1 |
| Устройство для смазки гильзы изнутри | 1985 |
|
SU1319953A1 |
| РАЗБУРИВАЕМЫЙ ПАКЕР | 2011 |
|
RU2483192C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДВЕРИ | 2006 |
|
RU2312196C1 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ | 2008 |
|
RU2379556C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2325560C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЫВАНИЯ ДВЕРИ | 1992 |
|
RU2039180C1 |
| РАДИАЛЬНО-УПОРНЫЙ ПОДШИПНИК | 2002 |
|
RU2247876C2 |
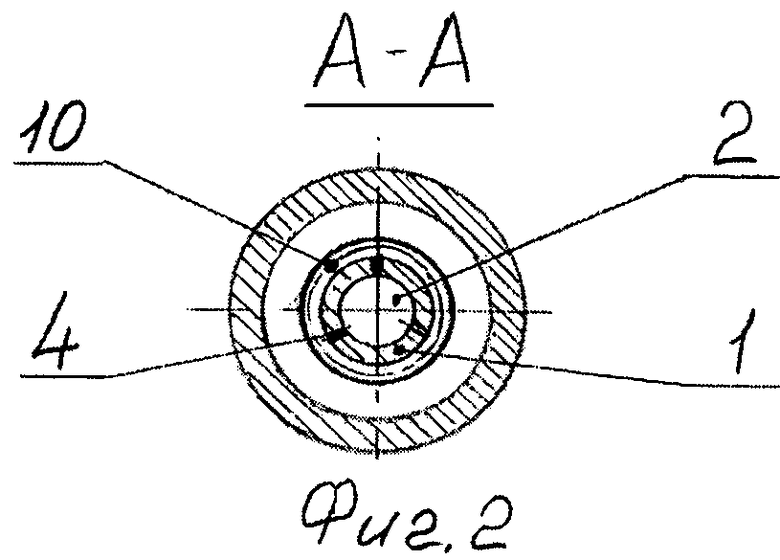
Оправка содержит стержень 1 с осевым каналом 2 и наружными кольцевыми проточками 3, в каждой из которых установлен обратный клапан 10. Проточки соединены с осевым каналом радиальными дроссельными каналами 4. Расход смазки через дроссельные каналы значительно меньше возможностей подвода смазки по осевому каналу. Дистанцированно относительно наружной поверхности стержня установлена гильза 5 с радиальными каналами 8, равномерно распределенными по окружности в местах расположения кольцевых внутренних полостей деталей и имеющими одинаковое гидравлическое сопротивление. Обратные клапаны 10 размещены посередине между каждой парой сечений гильзы с радиальными каналами 8. Равные пути перемещения смазки и одинаковое гидравлическое сопротивление проводящих путей (радиальных каналов) обеспечивают равные дозы смазки, закладываемой во внутренние полости деталей. 4 ил.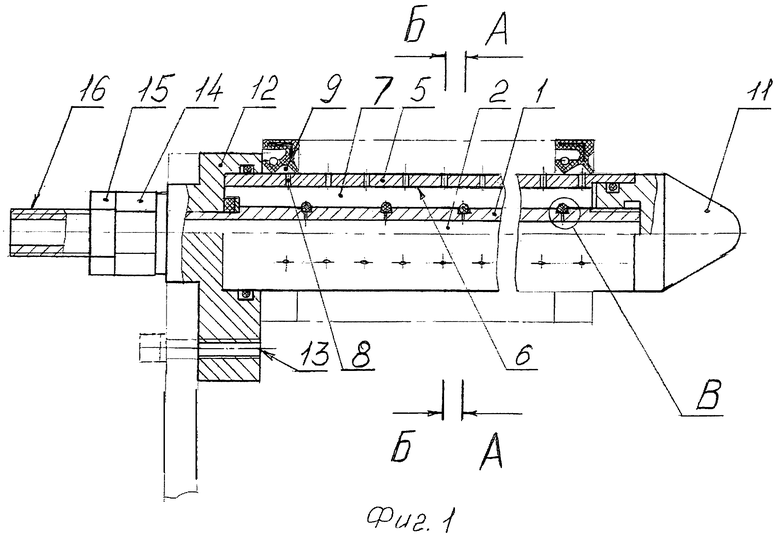
Оправка для заполнения консистентной смазкой кольцевых внутренних полостей деталей, включающая стержень с осевым каналом и наружными кольцевыми проточками, соединенными с осевым каналом радиальными каналами, имеющими одинаковый диаметр и равномерно распределенными по окружности проточки, при этом суммарная площадь поперечного сечения всех радиальных каналов значительно меньше площади поперечного сечения осевого канала, отличающаяся тем, что стержень помещен в гильзу, внутренняя поверхность которой дистанцирована относительно наружной поверхности стержня с образованием объема, значительно превосходящего объем смазки, необходимый для заполнения всех кольцевых внутренних полостей деталей, в местах размещения которых гильза оснащена равномерно распределенными по окружности радиальными каналами, количество которых одинаково в каждом сечении и имеющими одинаковое гидравлическое сопротивление, значение которого выше самопроизвольного вытекания смазки при отсутствии избыточного давления, также в каждой кольцевой проточке стержня установлены обратные клапаны с одинаковыми параметрами открытия, причем кольцевые проточки стержня размещают по середине между парами рядов радиальных каналов гильзы.
| Самоходный автомат для аргонодуговой сварки | 1948 |
|
SU81784A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КОНСИСТЕНТНОЙ СМАЗКИ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2001 |
|
RU2206021C2 |
| Устройство для набивки смазки в узлы трения | 1978 |
|
SU765590A1 |
| Устройство для приготовления гранул из корма | 1979 |
|
SU854314A1 |
| Туковысевающий аппарат | 1988 |
|
SU1510749A1 |

