1
Изобретение относится к устройствам для набивки смазки в узлы трения и может быть использовано в машиностроении при производстве деталей машин с узлами трения, преимущественно подшипниковых узлов
Известно устройство для набивки смазки в узлы трения, включающее цилиндрический корпус, в котором размещен поршень, взаимодействующий с винтовым толкателем при помощи пружины, рабочий цилиндр, расположенный в расточке корпуса со стороны нагнетания, в котором размещен плунжер, связанный с приводной рукояткой 1.
Однако такое устройство имеет низкую производительность, так как заполнение узлов трения смазкой не механизировано и осуществляется поштучно, кроме того, для полного заполнения полости рабочего цилиндра смазкой перед нагнетающим движением плунжера необходима расчетная пауза.
Известно также устройство для заполнения смазкой узлов трения, включающее корпус, приводной и рабочий цилиндры, поршни которых связаны общим щтоксм, бункер с подпорным порщнем, установленный соосно рабочему цилиндру механизм
подачи узлов трения кассетного типа с приводом. Рабочий цилиндр имеет всасывающий и нагнетательный канал с обратным клапаном и центрирующим наконечником, выполненным по форме узла трения 2.
5 Однако такое устройство непроизводительно при запрессовке смазки в подшипники, так как съем кассеты со смазанной партией подшипников с обоймы и установление кассеты с новой партией связано со значительным непроизводительным расходом времени, в течение которого процесс запрессовки смазки в подшипнике не происходит. Кроме того, при заполнении смазкой подшипников вначале смазка поступает в зазор, имеющийся между распределителем смазки и пакетом узлов трения в полости
15 с малым сопротивлением, не нуждающимся в смазке, и только по мере возрастания сопротивления смазка начинает поступать к местам трения, из-за чего перерасходуется больщое количество смазки.
20 Цель изобретения - повышение производительности и уменьшение расхода смазки Это достигается тем, что рабочий цилиндр установлен в корпусе с возможностью аксиального перемещения и на нем выполиена кольцевая расточка, а поршень рабочего цилиндра снабжен упругим фиксатором, взаимодействующим с упомянутой расточкой. Такое выполнение устройства позволяет, установив рабочий цилиндр аксиально подвижным в расточке корпуса, совместить поджим пакета узлов трения с нагнетанием смазки в места трения, а также после операции нагнетания при последующем всасывании смазки в рабочий цилиндр под действием вакуума возвращать его в исходное положение, освобождая одновременно смазанный пакет узлов трения.
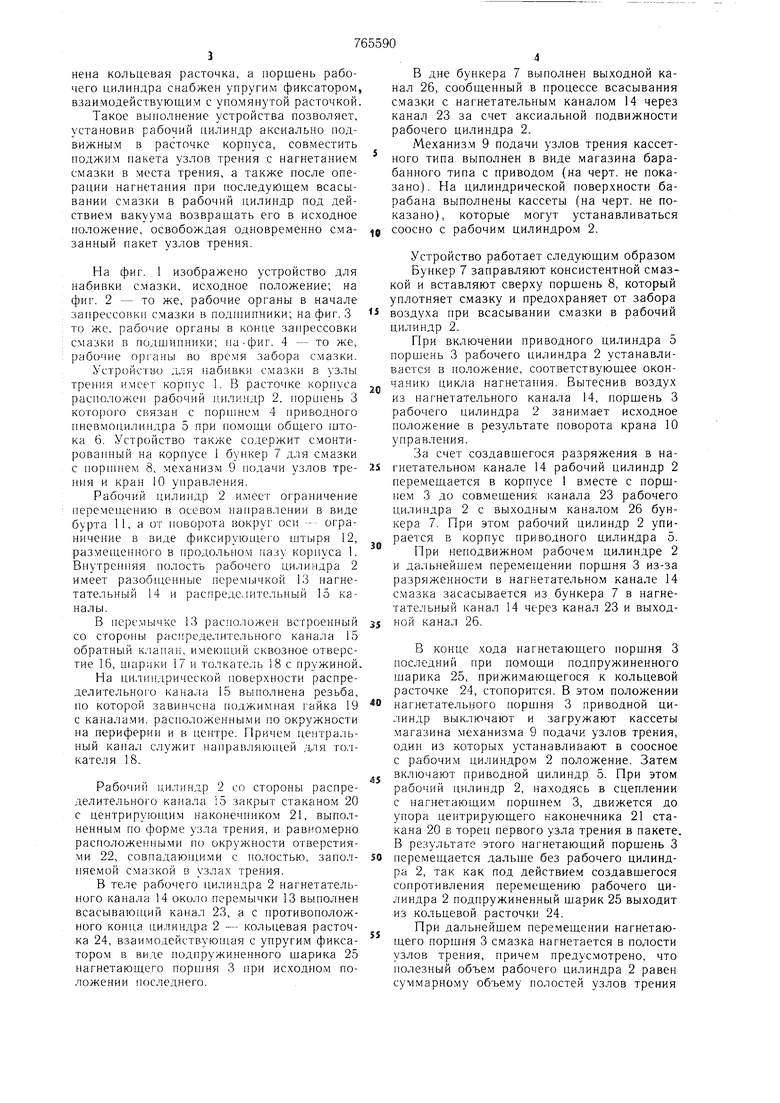
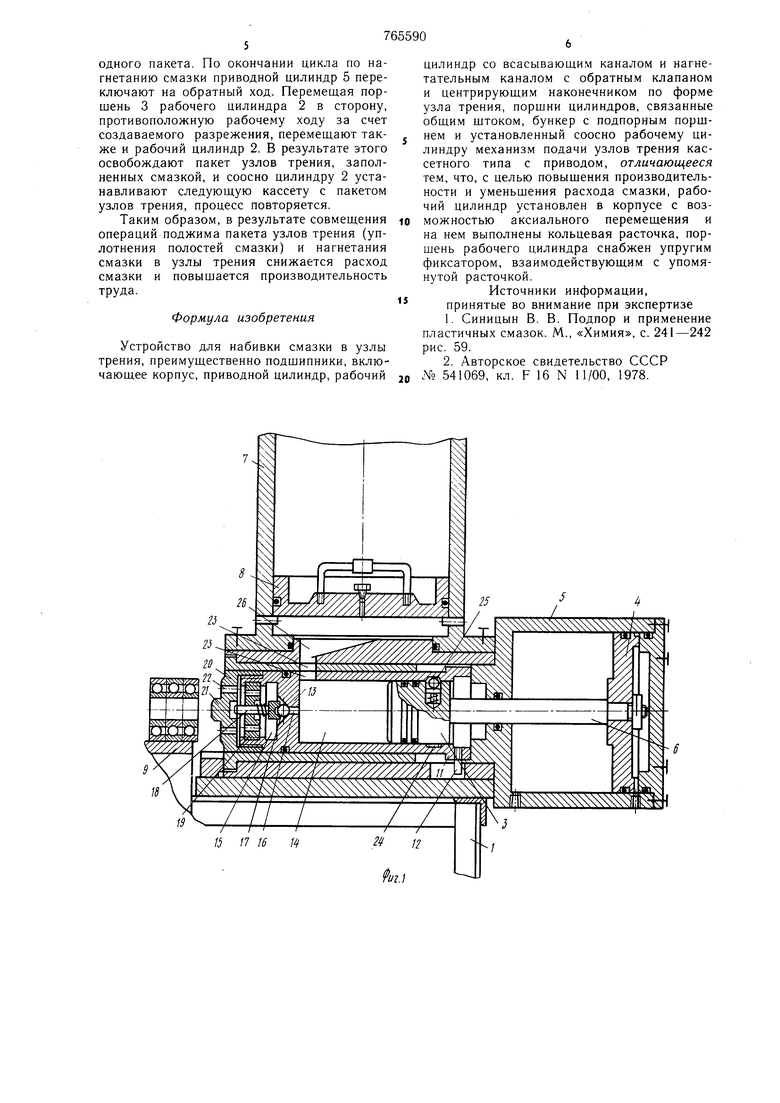
На фиг. I изображено устройство для набивки смазки, исходное положение; на фиг. 2 - то же, рабочие органы в начале запрессовк смазки в подншпники; на фиг. 3 то же, рабочие органы в конце запрессовки смазки в подщипники; на-фиг. 4 - то же, рабочие органы во время забора смазки.
Устройство ;yiH набивки с.мазки в узлы трения имеет корпус 1. В расточке корпуса расположеп рабочий цилиндр 2, поршень 3 которого связан с поршнем 4 приводного ппевмоцилиндра 5 при помощи общего щтока 6. Устройство также содержит смонтировапный на корпусе 1 бункер 7 для смазки с порпшем 8, ме.ханизм 9 иодачи узлов треПИЯ и кран 10 управления.
Рабочий цилиндр 2 имеет ограничение перемещению в осевом направлении в виде бурта 11, а от поворота вокруг оси ограничение в виде фиксируюндего щтыря 12, размещенного в продольном пазу корпуса 1. Внутренняя полость рабочего цилиндра 2 имеет разобщенные перем1 1чкой 13 нагнетательный 14 и распреде.лительный 15 каналы.
В нере.мычке 13 расположен встроенный со стороны рас1феде;1ительного канала 15 обратный клапан, имеющий сквозное отверстие 16, шарики 17 и толкатель 8 с пружиной.
На цилиндрической поверхности распределительного канала 15 выполнена резьба, по которой завинчена поджимная гайка 19 с канала.ми. расположенными по окружности на периферии и в центре. Причем центральный капал служит направляюп1ей для то,1кателя 18.
Рабочий цилиндр 2 со стороны распределительного 15 закрыт стаканом 20 с центрирующим наконечнико.м 21, выполненны.м по форме узла трения, и равномерно расположенны.ми по окружности отверстиями 22, совпадающими с полостью, заполпяемой смазкой в узлах трения.
В теле рабочего цилиндра 2 нагнетательного канала 14 около перемычки 13 выполнен всасывающий канал 23, а с противоположного конца цилиндра 2 - кольцевая расточка 24, взаимодействуюп1ая с упругим фиксатором в виде подпружиненного шарика 25 нагнетающего порщня 3 при исходном положении последнего.
В дне бункера 7 выполнен выходной канал 26, сообщенный в процессе всасывания смазки с нагнетательным каналом 14 через канал 23 за счет аксиальной подвижности рабочего цилиндра 2.
Механизм 9 подачи узлов трения кассетного типа выполнен в виде магазина барабанного типа с приводом (на черт, не показано). На цилиндрической поверхности барабана выполнены кассеты (на черт, не показано), которые могут устанавливаться соосно с рабочим цилиндром 2.
Устройство работает следующим образом
Бункер 7 заправляют консистентной смазкой и вставляют сверху поршень 8, который уплотняет смазку и предохраняет от забора воздуха при всасывании смазки в рабочий цилиндр 2.
Нри включении приводного цилиндра 5 поршень 3 рабочего цилиндра 2 устанавливается в положение, соответствующее окончанию цикла нагнетания. Вытеснив воздух из нагнетательного канала 14, поршень 3 рабочего цилиндра 2 занимает исходное положение в результате поворота крана 10 управления.
За счет создавшегося разряжения в нагнетательном канале 14 рабочий цилиндр 2 перемещается в корпусе 1 вместе с поршFieM 3 до совмещения канала 23 рабочего цилиндра 2 с выходны.м каналом 26 бункера 7. При этом рабочий цилиндр 2 упирается в корпус приводного цилиндра 5.
При неподвижном рабочем цилиндре 2 и да.чьнейщем перемеплении порщня 3 из-за разряженности в нагнетательном канале 14 смазка засасывается из бункера 7 в нагнетательный канал 14 через канал 23 и выходной канал 26.
В конце хода нагнетающего порщня 3 последний при помощи подпружиненного шарика 25, прижи.мающегося к кольцевой расточке 24, стопорится. В этом положении нагнетательного поршня 3 приводной цилиндр выключают и загружают кассеты магазина механизма 9 подачи узлов трения, один из которых устанавливают в соосное с рабочим цилиндром 2 положение. Затем включают приводной цилиндр 5. При этом рабо-:ий цилиндр 2, находясь в сцеплении с нагнетающим поршнем 3, движется до упора центрирующего наконечника 21 стакана 20 в торец первого узла трения в пакете, В результате этого нагнетающий поршень 3 перемещается дальше без рабочего цилиндра 2, так как под действием создавшегося сопротивления перемещению рабочего цилиндра 2 подпружиненный щарик 25 выходит из кольцевой расточки 24.
При дальнейшем перемещении нагнетающего поршня 3 смазка нагнетается в полости узлов трения, причем предус.мотрено, что полезный объем рабочего цилиндра 2 равен суммарному объему полостей узлов трения одного пакета. По окончании цикла по нагнетанию смазки приводной цилиндр 5 переключают на обратный ход. Перемещая поршень 3 рабочего цилиндра 2 в сторону, противоположную рабочему ходу за счет создаваемого разрежения, перемещают также и рабочий цилиндр 2. В результате этого освобождают пакет узлов трения, заполненных смазкой, и соосно цилиндру 2 устанавливают следующую кассету с пакетом узлов трения, процесс повторяется. Таким образом, в результате совмещения операций поджима пакета узлов трения (уплотнения полостей смазки) и нагнетания смазки в узлы трения снижается расход смазки и повышается производительность труда. Формула изобретения Устройство для набивки смазки в узлы трения, преимущественно подшипники, включающее корпус, приводной цилиндр, рабочий цилиндр со всасывающим каналом и нагнетательным каналом с обратным клапаном и центрирующим наконечником по форме узла трения, поршни цилиндров, связанные общим щтоком, бункер с подпорным поршнем и установленный соосно рабочему цилиндру механизм подачи узлов трения кассетного типа с приводом, отличающееся тем, что, с целью повышения производительности и уменьшения расхода смазки, рабочий цилиндр установлен в корпусе с возможностью аксиального перемещения и на нем выполнены кольцевая расточка, поршень рабочего цилиндра снабжен упругим фиксатором, взаимодействующим с упомянутой расточкой. Источники информации, принятые во внимание при экспертизе 1.Синицын В. В. Подпор и применение пластичных смазок. М., «Химия, с. 241-242 рис. 59. 2.Авторское свидетельство СССР № 541069, кл. F 16 N 11/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аксиально-поршневая гидромашина с регулируемым углом наклона блока цилиндров | 1979 |
|
SU857535A1 |
| Устройство для набивки смазки в узлы трения | 1987 |
|
SU1492176A1 |
| Регулирующее приспособление поршневого дисковод или коловратного насоса | 1930 |
|
SU38994A1 |
| Насосная установка | 1984 |
|
SU1359479A1 |
| Аксиально-поршневой насос | 1980 |
|
SU922306A1 |
| Насос | 1989 |
|
SU1760159A2 |
| Пневмоприводной насос | 1975 |
|
SU662744A1 |
| Объемный гидронасос | 1977 |
|
SU661135A1 |
| АВТОМАТИЧЕСКОЕ НАГНЕТАТЕЛЬНОЕ УСТРОЙСТВО ВЫСОКОВЯЗКИХ МАТЕРИАЛОВ | 2012 |
|
RU2499947C1 |
| ДВИГАТЕЛЬ | 2005 |
|
RU2285138C1 |


Г////////7/7/7////////.
Z//7/7//////////////A
